
Abstract
It is easy to cause thermal damage to the bone tissue when the surgical robot performs skull drilling to remove bone flaps, due to the large diameter of the drill bit, the large heat-generating area, and the long drilling time. Therefore, in order to reduce the thermal damage during the robot-assisted skull drilling process, the relationship between the drilling parameters and the drilling temperature during the skull drilling was studied in this paper. Firstly, a dynamic numerical simulation model of the skull drilling process was established by ABAQUS, and a temperature simulation plan for skull drilling was designed based on the Box–Behnken method. Then according to the simulation results, a quadratic regression model of drill diameter, feed rate, drill speed, and drilling temperature was established by using the multiple regression method. By analyzing the regression model, the influence of drilling parameters on the drilling temperature was clarified. Finally, the bone drilling experiment was carried out, and the error percentage was lower than 10.5% through the experiment to verify the reliability of the conclusion, and a safety strategy was proposed to ensure the safety of the surgical drilling process based on this experiment.
Introduction
Craniotomy robots belong to the category of neurosurgery robots, whose main task is performing precise skull drilling, milling and grinding operations when taking bone flaps from patients. When taking a bone flap, the skull needs to be drilled, and a lot of heat will be generated during the drilling process. 1 Moreover, due to the large diameter of the drill bit, the large heat-generating area, and the long drilling time, it is easy to cause thermal damage to the bone tissue. 2 Therefore, it is necessary to study the effect of different drilling parameters on the bone drilling temperature.
At present, domestic and foreign scholars have studied the influencing factors and changing laws of bone drilling temperature. Davidson et al. 3 first established the bone material drilling temperature model. Chen et al. 4 explained the effects of feed rate, feed force, and drill bit diameter on the increase of bone temperature through a finite-element model, but the drill speed had no reference value. Alam et al.5,6 studied the influence of drilling parameters and cooling conditions on the temperature by establishing a three-dimensional thermal-mechanical finite-element model. When the surface increases the speed or feed rate, the drilling temperature increases and the coolant can effectively reduce the temperature. 7 Xu et al. 8 studied the high-speed bone drilling process in dry and physiological states, and found that the drilling conditions had the greatest influence on the drilling temperature. Albert, Bruce et al. 9 established a thermal injury model of bone grinding, and discussed the energy accumulation during bone grinding. Fernandes et al. 10 established a three-dimensional finite-element model to study the thermal damage of bone tissue with different parameters, and used polyurethane foam to test. Sezek et al. 11 used the finite-element method to analyze the temperature changes during cortical bone drilling under different parameters, and verified the analysis using vitro experiments on fresh calf cortical bone, but the model does not well reflect the rule of parameters on temperature drilling temperature. Amewoui et al. 12 proposed a simplified model based on the moving heat source method and the image source method, and considered the friction of the drill bit in contact with the bone material. Hu et al. 13 proposed a three-dimensional governing equation for the heat transfer of bone tissue during drilling, and used the reverse heat transfer method to calculate the heat transfer of cortical bone. Tu et al. 14 established a three-dimensional elastic-plastic dynamic finite-element model for bone drilling, studied the impact of drill speed and force on the drilling temperature. Lee et al. 15 studied the influence of the drill bit on the temperature field. Su et al. 16 introduced thermocouples to measure the temperature rise, and established a secondary temperature rise model related to process parameters.
However, there are still some problems in the existing research: (1) Some research lacks experimental verification, and has not drawn a complete law of influence. Tu and Lee established a bone drilling model, but the model has not been experimentally verified. (2) The diameter and specifications of the drill are different from the actual craniotomy. In clinical operations, the drills used for skull drilling are different types of special drills for craniotomy, and the current research has little distinction between the types of drills. (3) The rotational speed of the drill is quite different from that of the clinical operation. At present, the rotational speed range adopted by some scholars in bone drilling research does not include the actual surgical rotational speed, or even far exceeds the actual surgical rotational speed, which may lead to the research results are not applicable to clinical operations. Chen et al. drew conclusions through the model and verified by experimental measurements, but the drill speed was insufficient as a reference.
In this paper, the relationship between drilling parameters and drilling temperature in the process of skull drilling was studied, and the influence of drill diameter, feed rate, and drill speed on bone drilling temperature was obtained. Our study provides reference for the research on drilling problems during robot-assisted craniotomy, so as to improve the safety during the operation. 17
Material and methods
Design of experiment
Response Surface Method (RSM) is a statistical method for solving multivariate problems, 18 Central Composite Design (CCD) and Box–Behnken Design (BBD) 19 are commonly used RSM. In this study, Minitab software was used for Box–Behnken design, the number of factors was 3, and each factor took 3 levels (coded with −1, 0, 1). 0 is the center point, +1, −1 are the upper and lower levels corresponding to the cubic point, respectively. 20
The relationship between the variables and the objective function can be represented by Equation (1):

The relationship between the objective function and the design variables based on the response surface method is formulated as Equation (2):

In practical problems, the appropriate response surface model will be selected according to different requirements. The linear model represented by Equation (3) and the quadratic regression model represented by Equation (4) are commonly used.


According to the results of the simulation, the prediction model of the objective function and design variables is established by using the quadratic regression model. For the three-factor test, the polynomial model is expressed as Equation (5):

Experimental steps
The proposed method is applied to different case study of drilling test, and the corresponding process can be briefly summarized as: Firstly, finite-element model of the skull and drill is constructed. Secondly, the BBD method is operated based on the simulation results for creating the RSM. Thirdly, the regression model of simulation is constructed based on the temperature results. Finally, the verified process is applied to the fresh bovine bone for experimental case study.
Results and discussion
Numerical case study
Simulation object
The large-diameter drill bits used in professional craniotomy drills are divided into main cutting edges and assist cutting edges. When drilling the skull, the main cutting edge is mainly involved in cutting. The material of the drill bit is stainless steel. The diameters of the drill bits are 7 mm, 9 mm, and 11 mm, respectively. The material properties of the drill bits are shown in Table 1. 21
Material properties of drill bits and cortical cancellous bone.

The skull is divided into inner and outer cortical bone and middle cancellous bone. The cortical bone plays a main supporting and protective role, and the cancellous bone provides the skeleton with the required nutrients and water.
22
The bone tissue is regarded as an isotropic material, and the property parameters are shown in Table 1. The constitutive relationship of the material reflects the relationship between the stress, strain, temperature, and other factors of the material. The Johnson–Cook model is used as the constitutive model of the skull, which is suitable for high strain and nonlinear characteristics in the cutting process, and can well reflect the change of material temperature. The mathematical of the Johnson–Cook model is expressed as Equation (6):
Johnson–Cook model parameters.

Simulation process
The DICOM data of the CT scan of the patient's head was imported into Mimics software, and a high-precision three-dimensional model of the skull was obtained, then the model was thickened and segmented. Under the premise of not affecting the simulation test results, one part of the skull structure was intercepted for finite element simulation. Simplified 3D models of skull and large diameter drills are shown in Figure 1. Combined with the clinical experience of craniotomy, and the its actual working parameters of bone drill, the appropriate drill speed, feed rate, and drill diameter are selected as simulation parameters. 24 The simulation parameters are listed in Table 3.

Skull 3D model, solid drill, and 3D model.
Skull drilling simulation test parameters.

The Dynamic Temp-disp Explicit step in the general analysis step is applied to explicit dynamic temperature-displacement coupled analysis. During the simulation process, the contact type between the drill bit and the skull is set to surface-to-surface contact, the first surface is the drill bit, the second surface is the skull, as shown in Figure 2(a). The friction coefficient is 0.3, and the friction type is penalty friction. The 6 degrees of freedom of the skull model are completely fixed. The drill moves in the negative direction of the X-axis and rotates around the X-axis, while constraining the speed of the remaining 4 degrees of freedom to 0. The bone drill is set as a non-deforming rigid body, and the skull is set as a deforming plastic body. The initial temperature was set to 20 °C. The element type of drill model is C3D10 M (ten-node modified quadric tetrahedral element), and the element type of the skull model is C3D8 T (eight-node thermally coupled hexahedral element).

(a) Schematic diagram of the contact between the skull and the drill. (b) Finite-element simulation temperature cloud map.
The purpose of the simulation is to study the problem of thermal damage during craniotomy skull drilling. Selecting reasonable drilling parameters and drill diameter can effectively reduce the bone drilling temperature.25–27 The drilling temperature in skull drilling is taken as the target parameter. The appropriate drill diameter, feed rate, and drill speed are selected as variables. The design factors of drilling temperature based on BBD are listed in Table 4.
Design parameters of drilling temperature test.

Results and discussion
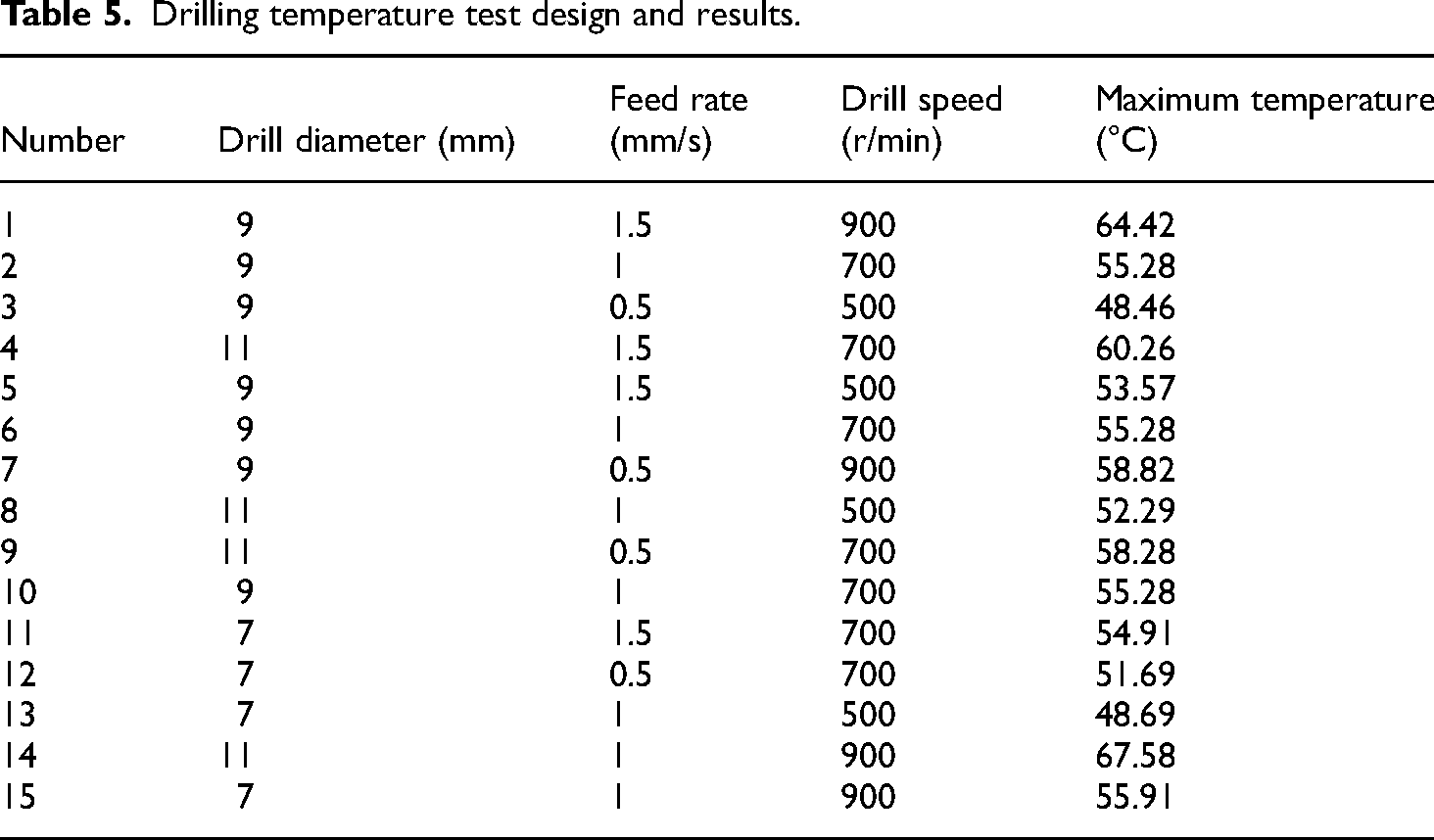
This BBD drilling temperature simulation was carried out in 15 groups, and the maximum temperature during the process was recorded in Table 5. Each group of experiments was repeated at least three times and unreasonable data were eliminated. According to the simulation results of Equation (5) and Table 5, the data are regressed by the ordinary least squares. Then the response surface function relationship between drilling temperature and drill diameter, feed rate, and rotational speed is obtained as Equation (7):
Drilling temperature test design and results.
Where T, A, B, and C represent the drilling temperature, drill diameter, feed rate, and drill speed, respectively.
To test the reliability of the predictive model, the regression model is subjected to analysis of variance. The analysis of variance is shown in Table 6. It can be seen from Table 6 that the P value of the drilling temperature regression model is less than 0.05, which indicating that the established quadratic regression model has a good fit. Specifically, the P values of the primary term are all less than 0.05, indicating that the drill diameter, the feed rate, and the rotational speed have a significant effect on the drilling temperature. Moreover, the P values of the quadratic terms are all greater than 0.05, indicating that they have no significant effect on the temperature response. The overall P value of the two-factor interaction term is less than 0.05, indicating the interaction term of the drill diameter and rotational speed has a greater impact on the drilling temperature. The larger the F value of the model, the greater the influence on the drilling temperature. By observing the P value and F value of each item of the model, it can be concluded that the significant degree of influence of each factor is C > A > B > A × C.
Drilling temperature regression model analysis of variance table.

The drilling temperature residual diagram was obtained by Minitab software, as shown in Figure 3. The residuals in the normal probability plot are evenly distributed on both sides of the line, and the histogram also presents a normal distribution, and the standardized residuals of the fitted values are irregularly distributed in the (−2,2) interval, and it does not show a “bell mouth” and a regular shape. At the same time, the standardized residuals and the order of observations conform to the characteristics of random distribution. To sum up, the residual map reflects randomness and unpredictability, indicating that the model can accurately predict the drilling temperature.

Drilling temperature residual plot.
According to the regression model, surface and contour are obtained and plotted in Figures 4 and 5. Within the range of variables, the drilling temperature increases with the increase of feed rate, drill diameter and drill speed. Combining the P value and F value of the regression model, it can be found that the effect of drill speed on drilling temperature is the most significant, followed by the drill diameter, and finally the feed rate. This is because when other conditions remain unchanged and the rotational speed of the drill bit increases, the amount of bone material removed per unit of time increases, and the frictional heat between the tool and the bone material increases. During the bone drilling, the energy consumed by the rotation of the drill bit is the largest, so the impact of the drill speed on the drilling temperature is the most significant. In the 15 groups of simulation experiments, the minimum drilling temperature is 48.46°C when the drill diameter was 9 mm, the feed rate was 0.5 mm/s, and the drill speed was 500 r/min, as shown in Figure 2(b).

Contour map of drilling temperature.

Surface plot of drilling temperature.
Case study of fresh bone
Test subject
Experimental installation
The embedded thermocouple 28 was selected to measure the bone drilling temperature. The thermocouple model was TT-K-30, whose measurement range was −200°C–260°C, which met the temperature measurement requirements. The thermocouple is used with a four-channel digital thermometer with a resolution of 0.01°C.
Experimental Materials
The fresh bovine femoral compact bone is closest to the mechanical properties of human skull, is selected as the test material. 29 Fresh bone samples, with excess tissue removed, cut into square shapes, 30 and frozen to retain moisture prior to experimentation. 31
Experiment procedure
In order to verify the validity of the drilling temperature regression model, the temperature of the bone sample was controlled to the same as the initial temperature of the skull in the simulation model. As shown in Figure 6, the installation method of thermocouple is manual drilling and embedding. Drills with diameters of 9 mm and 11 mm were selected, controlling the drill speed at 600 r/min, 800 r/min, and setting the feed rate to 0.8 mm/s, 1.2 mm/s. Multiple groups of experiments were carried out, where unreasonable data was removed and the average value was taken. Taking the test parameters into the prediction model Equation (7), and the bone drilling temperature and model prediction temperature under each cutting parameter were recorded in Table 7. The predicted value is the temperature value obtained from the skull simulation model, and the experimental value is the temperature value obtained from the drilling process of the bovine femur.

(a) Schematic diagram of thermocouple measuring bone drilling temperature. (b) Experiment diagram of thermocouple measuring bone drilling temperature.
Experimental and predicted values of bone drilling temperature.

Experimental results
It can be seen from Table 7 that the maximum error between the experimental temperature and the model predicted temperature is 10.5%, and the errors of the other five groups are less than 10%. This shows that the regression model has a good fit and can accurately predict the bone drilling temperature. It can be seen from the test results that the bone drilling temperature increases with the increase of drill diameter, feed rate, and drill speed.
Conclusion
Cranial drilling is one of the most important tasks of the craniotomy robot. In order to reduce the thermal damage during the drilling process and shorten the postoperative recovery time of the patient, this paper makes a detailed study on the drilling temperature during the bone drilling process. The composition of the skull and the properties of the bone material analyzed, and the sources and influencing factors of the bone drilling temperature were explained. Firstly, the finite-element model of the skull is established, and the simulation scheme is proposed by using the Box–Behnken design method.
It can be concluded from the experimental data that drilling temperature is positively correlated with drill diameter, feed rate, and drill speed, moreover, the drill speed has the most significant effect on drilling temperature. The F value of the borehole velocity regression model reached 238.165. In the simulation experiment, the minimum drilling temperature is 48.46 °C when the drill diameter is 9 mm, the feed speed is 0.5 mm/s, and the drill speed is 500 r/min.
Finally, experiments were carried out on the experimental platform of craniotomy robot to prove the validity of the regression prediction model. The error percentage between the actual value and the predicted value of drilling temperature is less than 10.5%, which verifies the effectiveness of the regression prediction model. Compared with previous conclusions, it has more credibility and is more suitable for clinical surgery.
Based on the conclusions of this paper, a strategy can be proposed to ensure the safety of craniotomy: in the clinical craniotomy for bone drilling, a lower drill speed can better inhibit the increase of bone drilling temperature, followed by choosing a smaller diameter, and reducing the feed rate of the drill bit is the last option. At the same time, the use of cooling drops such as normal saline to infuse the bone processing area can also effectively reduce the drilling temperature.
Footnotes
Acknowledgements
This work was supported by the National Key Research and Development Program [grant numbers 2022YFE0112500]; and the National Natural Science Foundation of China [grant numbers 61873188].
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Key Research and Development Program, National Natural Science Foundation of China, (grant number 2022YFE0112500, 61873188).
Author Biographies
Zhenzhong Liu received the PhD degree in mechanical engineering from Tianjin University, China in 2012. He is now a professor of mechanical engineering at Tianjin University of Technology in China. As PI, he has secured over 10 research grants from the National Natural Science Foundation of China, Tianjin Major Science and Technology Projects, Tianjin Research Program of Application Foundation and Advanced Technology, etc. His research interest is intelligent robotics.
Zhancheng Yao received a bachelor's degree in Hebei University of Engineering in 2019. Since 2020, he is a graduate student majoring in mechanical engineering at Tianjin University of Technology. His research interests include instrument navigation and track planning. Currently, he is working on a robotics project related to craniotomy with a focus on grinding planning.
Wenyu Jiang received a bachelor's degree in Maanshan University in 2019. From 2019 to 2022, he was a graduate student majoring in mechanical engineering at Tianjin University of Technology. His research interested include drilling experiments and machine vision. He worked on a robotics project related to craniotomy with a focus on drilling temperature and drilling force.
Jutao Wang received Ph.D. degree in mechanical design and theory from Beihang University, Beijing, China, in 2017. He is currently working at Tianjin University of Technology. His main research interests include structure control and simulation, structure optimization and robot design.