
Abstract
A flexible, hydrophobic, and multilayered poly(vinyl alcohol) (PVA) film evolved to replace a commercially available nonbiodegradable easy seal-paper (ES-PAPER) sealing film. First, environmentally friendly fillers, such as cellulose nanocrystals (CNCs) or cellulose nanofibers (CNFs), were added to produce PVA + CNC/CNF composites via blade coating and solution casting to strengthen the mechanical properties of PVA. Subsequently, biodegradable and hydrophobic materials, such as poly(ethylene glycol)–poly(lactic acid) (PEG–PLA) and neat PLA, were added to prepare multilayered PEG–PLA and PLA hydrophobic composites using double-sided solution casting. The hydrophobicity of PVA was enhanced through heat treatment. Finally, the mechanical properties of the as-prepared PVA film were compared with those of a commercially available ES-PAPER sealing film. PVA + CNC/CNF composites exhibit excellent transparency and mechanical properties, whereas PVA + CNCs 3.0 wt% have the highest Young's modulus and tensile strength, which are, respectively, 3% and 96% higher than the Young's modulus and tensile strength of an ES-PAPER sealing film. With regard to strain at break, the prepared PVA film also exhibited a value many times larger than that of the ES-PAPER sealing film because of good filler dispersibility, which significantly enhanced the durability of the sealing film.
Introduction
The use of biodegradable polymers as food packaging materials is no longer regarded as unattainable but an inevitable trend. Most plastic materials used in food packaging are disposable. Biodegradable polymers can not only reduce the production of plastic waste but also ensure the sustainable utilization of environmental resources.
Poly(vinyl alcohol) (PVA) is a perfectly water-soluble polymer with the largest global annual output, 1 and exhibits excellent biodegradability, film-forming properties, biocompatibility, and thermal stability.1,2 PVA is widely used as a packaging material. 3 The most common current method for producing PVA films is solution casting. 4 PVA can adequately be mixed with natural polymers, such as gelatin, chitosan, chitin, and starch, to produce biodegradable composites. 4
Nanocellulose is a biodegradable material that is expected to be used as a substitute and filler in many plastics. Food packaging is one such application.5,6 Nanocellulose can be assorted into cellulose nanocrystals (CNCs) and cellulose nanofibers (CNFs). The CNCs and CNFs have almost complete and partially crystalline structures, respectively. Both CNCs and CNFs have numerous intermolecular and intramolecular hydrogen bonds.7,8 Regarding the penetration behavior of water molecules, the dense structures of CNCs and CNFs can provide a longer path length. Therefore, the barrier properties of the material can be increased. 9 Moreover, CNCs and CNFs offer numerous benefits, for example, lightweight, high aspect ratio, low cost, nontoxicity, and straightforward surface modification. 1
Adding CNCs or CNFs into PVA can result in more H-bonding, owing to the existence of hydroxyl groups in PVA, CNCs, and CNFs. 10 This addition has been confirmed to reinforce the thermal stability and mechanical properties of PVA composites2,11–14 as well as decrease their water uptake and water vapor permeability.11,12 However, PVA can readily cause swelling owing to its numerous hydroxyl groups and hydrophilic characteristics, which diminish its mechanical and physical properties.
Poly(ethylene glycol)–poly(lactic acid) (PEG–PLA) is often applied as a drug carrier in the pharmaceutical industry.15,16 PEG and PLA exhibit hydrophilic and hydrophobic properties, respectively. Moreover, PEG and PLA are biocompatible, biodegradable, and nontoxic. 16 Moreover, PEG–PLA can also be used as an intermediate for connecting hydrophilic and hydrophobic materials, which considerably increases its durability and application potential in food packaging.
The primary function of food packaging is to protect the contents of the packaging from physical damage and chemical changes and provide consumers with information about goods (ingredients, allergens, and barcodes). 17 Currently, many beverage sealing films are made of easy seal-paper (ES-PAPER) sealing films with good flexibility and water resistance, which cannot be naturally degraded. The purpose of this study was to use biodegradable materials to replace commonly used sealing film materials in the market. Moreover, the performance of multilayered PEG–PLA and PLA hydrophobic composites was compared with that of ES-PAPER sealing films using hot-press peeling and mechanical tests to confirm the practicability of PEG–PLA and PLA hydrophobic composites.
In this study, a nanocellulose biopolymer was used as a reinforcement for a PVA substrate. Cellulose contains many hydroxyl groups, which can combine with PVA to form a composite material while maintaining its bio-friendly properties. At the same time, nanocellulose has high specific stiffness, high specific strength, and numerous intramolecular and intermolecular hydrogen bonds, which are expected to increase the mechanical properties, including stiffness, tensile strength, and ductility, of PVA composites. In addition, bio-friendly materials, including PEG–PLA and neat PLA, can improve the hydrophobicity of PVA. Because the aforementioned raw materials are biodegradable, no environmental damage is caused by or after their use.
Materials and methods
Materials
PVA (BF-26) was purchased from Chang Chun Petrochemical Co., Ltd. CNC and CNF were purchased from CelluForce and Nanografi, respectively. PEG (MW, 1900–2200) and lactide (LA) (purity >98%; MW, ∼144.13) were purchased from Sigma-Aldrich. PLA (2003D) was purchased from NatureWorks.
Methods
Preparation of PVA + CNC/CNF composites
The PVA + CNC/CNF composites were prepared via blade coating and solution casting. The process can be cut into two parts.
The initial part was mixing the solution. To prepare the PVA solution, 10 wt% of PVA was added to a beaker containing deionized water, which was subsequently sealed using aluminum foil. The beaker was placed in an oven at 90°C for 1 h and cooled to 25°C for 1 h afterward. CNC/CNF suspension with different weight percentages was stirred at 25°C with an agitation speed of 300 rpm. Eventually, the CNC/CNF suspension was poured into the PVA solution and subsequently agitated using Delta Ultrasonic DC80H ultrasonic cleaning machine for 10–20 min. The final experimental solutions were placed in Zhengzhou Greatwall Scientific Industrial and Trade SHB-III water circulating vacuum pump to remove bubbles in the solution.
The final part was the preparation of PVA + CNC/CNF composites via solution casting. The aforementioned solutions were poured onto 2 mm thick acrylic plates. The BEVS 1806/300 applicator was used to adjust the coating to a height of 3.5 mm, and then, the coating was allowed to dry. After 24 h, the films were removed from the acrylic plate.
Preparation of multilayered PEG–PLA and PLA hydrophobic composites
Multilayered PEG–PLA and PLA hydrophobic composites were prepared through polymerization, double-sided solution casting, and the heat treatment of hydrophobic materials to produce hydrophobic films. The process can be cut into two parts.
The first part was the polymerization of PEG–PLA. Purifying materials (PEG and LA) and solvents (dichloromethane (DCM) and ethyl acetate (EA)) to remove water before the polymerization of PEG–PLA. During the polymerization, PEG and 1,8-diazabicyclo[5.4.0]undec-7-ene (DBU) were used as an initiator and catalyst, respectively, for the ring-opening polymerization (ROP) of LA. PEG–PLA(70) and PEG–PLA(140) with different LA chain lengths were polymerized in the previous study, the same experimental parameters were used in this study. 18 For polymerization, PEG was dissolved in 1 mL of DCM. Various amounts of LA were subsequently added to this mixture. The details on the steps and parameters of polymerization of PEG–PLA used in this study are listed in the previous article. 18
The second part was the preparation of multilayered PEG–PLA and PLA hydrophobic composites. PEG–PLA (1 wt%) and neat PLA (1 wt%) were separately dissolved in chloroform. KAPTON tape was used to adhere the PVA + CNC/CNF composites to a glass plate. The air bubbles were squeezed out before applying the tape. Subsequently, a dropper was used to place the aforementioned chloroform solutions onto the PVA + CNC/CNF composites, and the solvent was evaporated for 50 min. The KAPTON tape was then removed. Upon the completion of the solution casting on one side, the film was overturned (180°) for solution casting on the other side. Two types of multilayered PEG–PLA and PLA hydrophobic composites were prepared in a previous study. 18 Subsequently, multilayered PEG–PLA and PLA hydrophobic composites were subjected to heat treatment. The temperature and duration of the heat treatment are listed in a previous article. 18
Characterization
Fourier transform infrared (FTIR) spectroscopy was collected using Nicolet FTIR spectrometer with an iD7 attenuated total reflectance accessory to record the FTIR spectra of the PVA + CNC/CNF composites in the region of 3600–600 cm−1. This test was carried out to identify whether the functional groups in PVA + CNC/CNF composites changed after film preparation.
Optical property analysis was performed on Hitachi U-2900 double-beam spectrophotometer to record the transmittance of the PVA + CNC/CNF composites in visible light (400–800 nm). The thickness of the PVA + CNC/CNF composites was determined to be approximately 69 ± 3 µm using a Keyence VK9700 color 3D laser scanning microscope. This test was performed to determine whether the dispersivity of the PVA + CNC/CNF composites changed when PVA was added to the CNCs or CNFs. Transmittance spectra were obtained by using air as the blank sample. The spectra were analyzed using the UV Solutions software.
Mechanical testing was executed through PRO PT-1699V computer servo tensile strength tester at a speed of 100 mm/min. Five specimens of each composition were prepared for mechanical testing at humidity 50 ± 2% humidity and 25 ± 1°C temperature. The PVA + CNC/CNF composites and ES sealing films were cut into dog bone-shaped specimens using Kun Sun T1-46 manual punch machine. The width, width for the narrow portion, total length, and gauge length of the specimens were fixed at 10, 5, 40, and 20 mm, respectively. The thicknesses of the PVA + CNC/CNF and ES-PAPER sealing films were 69 ± 3 and 78 ± 2 µm, respectively. Thickness measurements were performed using a 3D laser scanning microscope. This test not only analyzes the change in the mechanical properties of PVA with CNCs or CNFs but also confirms whether the blade coating direction of PVA + CNC/CNF composites affects the mechanical properties. In addition, the mechanical properties of the PVA + CNC/CNF composites were compared to those of the ES-PAPER sealing film. By measuring the obtained force and displacement, the nominal stress (σn) and nominal strain (εn) were calculated, and the Young's modulus, tensile strength, and strain at break of the material were obtained. The values of the Young's modulus, tensile strength, and strain at break of the samples were reported as the average values of five measurements of each composition.
Thermal property analysis was completed by NETZSCH STA 449 F3 Jupiter simultaneous thermal analyzer. Two specimens of each composition were made ready for the differential scanning calorimetry (DSC) analysis. This analysis was performed to gain the melting temperatures (Tm) of the PVA + CNC/CNF composites and the ES sealing film. This test was able to identify possible interactions between CNC/CNF and PVA and allowed us to understand the maximum temperature at which the sealing film can be used. Samples weighing 9.5 and 10.5 mg were used. The PVA + CNC/CNF composites and ES-PAPER sealing films were heated with a heating rate of 10°C/min under a nitrogen atmosphere along with a heated temperature from 30 to 250°C.
The hot-press peeling test was implemented following the ASTM F88/F88M-15 protocol using both a self-assembly hot-press machine and a PRO PT-1699V computer servo tensile strength tester. Ten samples of each composition were prepared for the hot-press peeling test at 50 ± 2% humidity and 25 ± 1°C temperature. This test analyzed the hot-press adhesion of the multilayered PEG–PLA and PLA hydrophobic composites and ES-PAPER sealing film to the commonly used paper cup material in the market. The recommended specimen dimensions and the tail-holding method of the peeling test are in accordance with the ASTM F88-15 protocol. The materials, temperatures, and duration used for the hot-press test are listed in Table 1. The specimens were subjected to peeling tests at a tensile rate of 200 mm/min. The experimental value was captured from the 80% data of the center of the curve, and the average value was calculated. The values of seal strength were reported as the average values of 10 measurements.
Materials, temperatures, and durations used for the hot press.

Results
FTIR spectroscopy
FTIR was used to analyze whether the functional groups in PVA + CNC/CNF composites changed after film formation. The FTIR spectra of the neat PVA, PVA + CNC/CNF composites, neat CNCs, and neat CNFs are shown in Figure 1. All PVA + CNC/CNF composites are shown as follows (I–IX in Figure 1). PVA + CNC/CNF composites exhibit significant stretching vibrations of the hydroxyl groups in the wavenumber range of 3600–3000 cm−1. 19 The two characteristic bands at 2917 and 2850 cm−1 correspond to the stretching vibrations of the CH2 groups.20,21 The absorbance band at 1564 cm−1 can be ascribed to the stretching vibrations of the C = O groups associated with the hydroxyl groups via hydrogen bonds. 19 The bending vibration of the CH2 groups was located at 1416 cm−1. 22 The absorption band at 1324 cm−1 originates from the C–H deformation vibrations of neat PVA. 20 One stretching vibration band at 1141 cm−1 is related to the C–C and C–O–C groups, and the stretching vibration band at 1086 cm−1 refers to the C–O groups.23,24 At the low wavenumbers of the PVA + CNC/CNF composite spectra, the absorption bands at 916 and 839 cm−1 can be assigned to the rocking vibrations of the CH2 groups and stretching vibrations of the C–C groups, respectively.20,23

FTIR patterns of the PVA + CNC/CNF composites. I–XI notations are described henceforth. I: neat PVA, II: PVA + CNCs 0.5 wt%, III: PVA + CNCs 1.0 wt%, IV: PVA + CNCs 1.5 wt%, V: PVA + CNCs 2.0 wt%, VI: PVA + CNCs 2.5 wt%, VII: PVA + CNCs 3.0 wt%, VIII: PVA + CNFs 0.5 wt%, IX: PVA + CNFs 1.0 wt%, X: neat CNCs, and XI neat CNFs.
The FTIR spectra of the neat CNCs and neat CNFs are shown as follows (X and XI in Figure 1). In the wavenumber range of 3600–3200 cm−1 for the neat CNCs and neat CNFs, the absorption band indicates the stretching vibration of the O–H groups.25,26 The characteristic band near 2900 cm−1 represents the C–H stretching vibration of neat CNCs and neat CNFs.25,26 The wide absorbance band observed at 1649–1634 cm−1 with regard to the neat CNCs and neat CNFs is due to the O–H bending of the adsorbed water. This may be due to the adsorption of water in vacant spaces after the removal of hemicellulose and lignin.25,27 The main difference between the neat CNCs and neat CNFs is that there is an absorption peak of the neat CNFs at 1611 cm−1. This peak has been identified as the asymmetric stretching vibrations of carboxylate COO−. 26 Both neat CNCs and neat CNFs display two absorbance bands at 1430–1420 and 1320 cm−1 because of the scissoring vibration and wagging vibration of CH2 groups in cellulose, respectively. 27 The absorption peaks at 1161 and 1054 cm−1 are assigned to the C–O–C stretching vibration of the pyranose ring, which appears in the neat CNCs and neat CNFs.25,27
With the addition of CNCs or CNFs to the PVA matrix, the peak shifting of the PVA hydroxyl groups is not apparent in FTIR, as PVA, CNC, and CNF have a strong overlap in the hydroxyl groups.1 In addition, the FTIR results show that any interactions between the filler and matrix are physical instead of chemical because the present study only mixed the solutions rather than chemical grafting during the preparation of the material.
Optical transmittance test
An optical transmittance test was performed to analyze the dispersity of the PVA + CNC/CNF composites. The optical transmittance may be influenced by various factors, including the dispersibility and refractive index of the material, film thickness, and crystallization inside the PVA film (prepared via solution casting).14,28,29 The transmittance values are shown in Figure 2. All the PVA + CNC/CNF composite films had a low transmission intensity in the wavelength range of 300–350 nm. This is due to the presence of an absorption band at 327 nm, which is mainly due to the unsaturated bonds (C = O and/or C = C) that exist at the end of the polymer and are affected by the molecular weight. 30 In the wavelength range of 500–800 nm, the transmittance is maintained within 88–90% when the addition amount of CNCs is below 1.0 wt%, which is similar to the transmittance of neat PVA, indicating that CNCs are evenly dispersed in the PVA substrate. However, when the addition amounts of CNCs and CNFs exceed 1.5 and 0.5 wt%, respectively, transmittance gradually decreases. This can be ascribed to the aggregation behavior of CNCs and CNFs, that is, the dispersibility of CNCs and CNFs is a limiting factor for the transmittance. 14 Moreover, the refractive indices of cellulose and PVA affect the transmittance, which is, respectively, 1.58 and between 1.49 and 1.52. 28
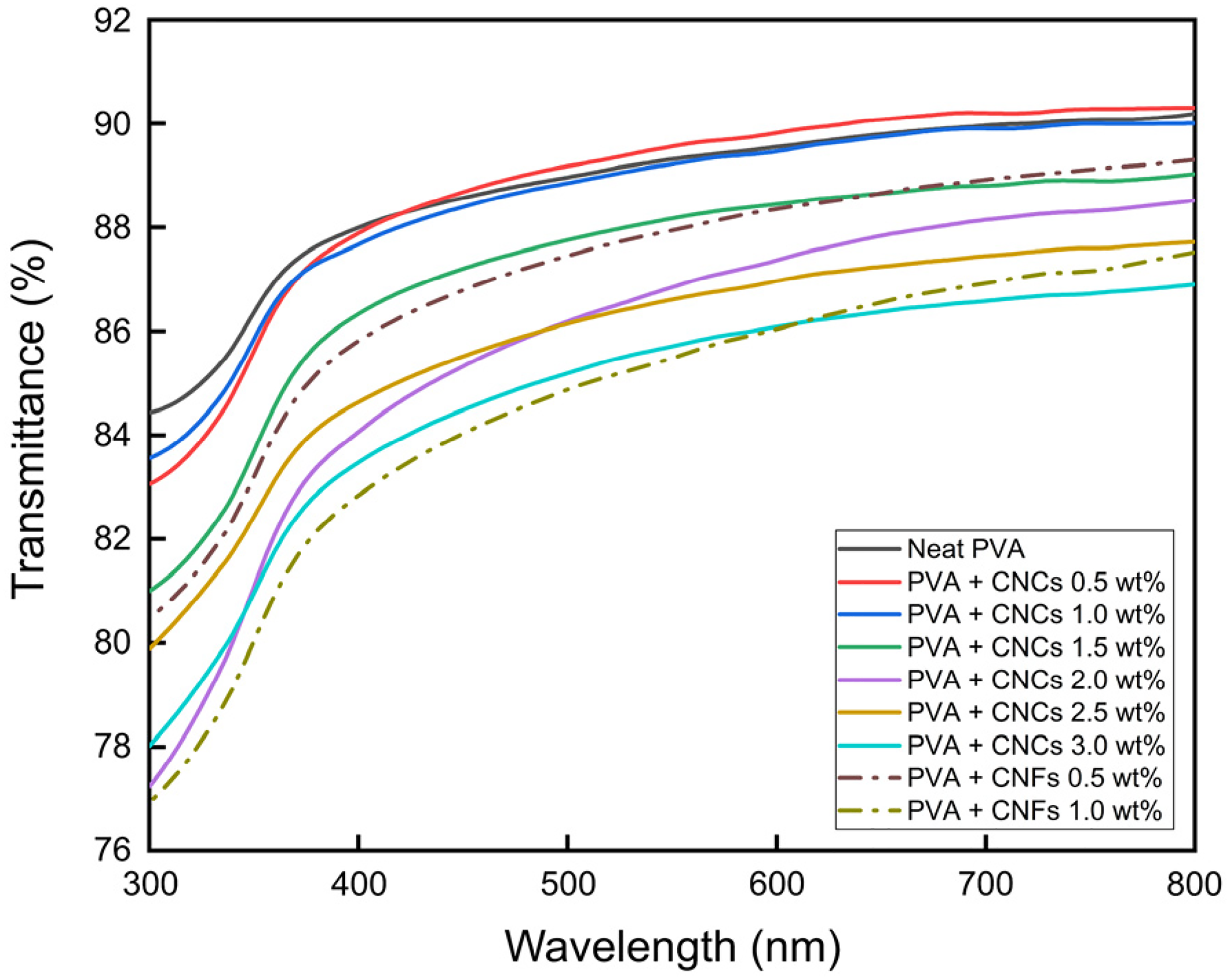
Transparency of the PVA + CNC/CNF composites.
Mechanical testing
Mechanical testing was performed to analyze the mechanical properties of the PVA + CNC/CNF composites and compared them with those of the ES-PAPER sealing film. The Young's modulus, tensile strength, and strain at break of the PVA + CNC/CNF composites are shown in Figure 3 and Table 2. Figure 3 shows that the Young's modulus and tensile strength increased with the percentage by weight of the CNCs or CNFs. In particular, the increase in Young's modulus is due to the stiffness and brittleness of the filler materials, 31 while the tensile strength increases because of the intermolecular forces of the hydrogen bonds between the substrate and the filler. In addition, Table 2 suggests that there was no significant reduction in the strain at break upon the addition of CNCs or CNFs with different percentages by weight. One of the reasons for this is that the percentage by weight of the filler added in this experiment was not very high (CNCs: 3.0 wt%; CNFs: 1.0 wt%); another key reason is the dispersibility of the filler. The homogeneous dispersion of the filler is necessary for promoting the development of hydrogen bonds between the substrate and filler and enhancing the mechanical properties of nanocomposites. So, in other words, homogeneous dispersion of the filler assists the formation of hydrogen bonds to transfer stress more effectively. 11

Young's modulus and tensile strength along the directions: (a) horizontal and (b) vertical to the blade coating direction of the PVA + CNC/CNF composites.
Strain at break along the directions horizontal and vertical to the blade coating direction of the PVA + CNC/CNF composites.

Moreover, Figure 3 and Table 2 present the Young's modulus, tensile strength, and strain at break of the PVA + CNC/CNF composites along the horizontal and vertical directions, in which the blade coating is applied, and they show similar trends. This is because CNCs are materials with a chiral nematic liquid crystal phase, 32 whose mechanical properties are not affected by the direction of the blade coating. CNFs were randomly stacked when added to PVA owing to their relatively long length, and their mechanical properties were not affected by the direction of the blade coating.
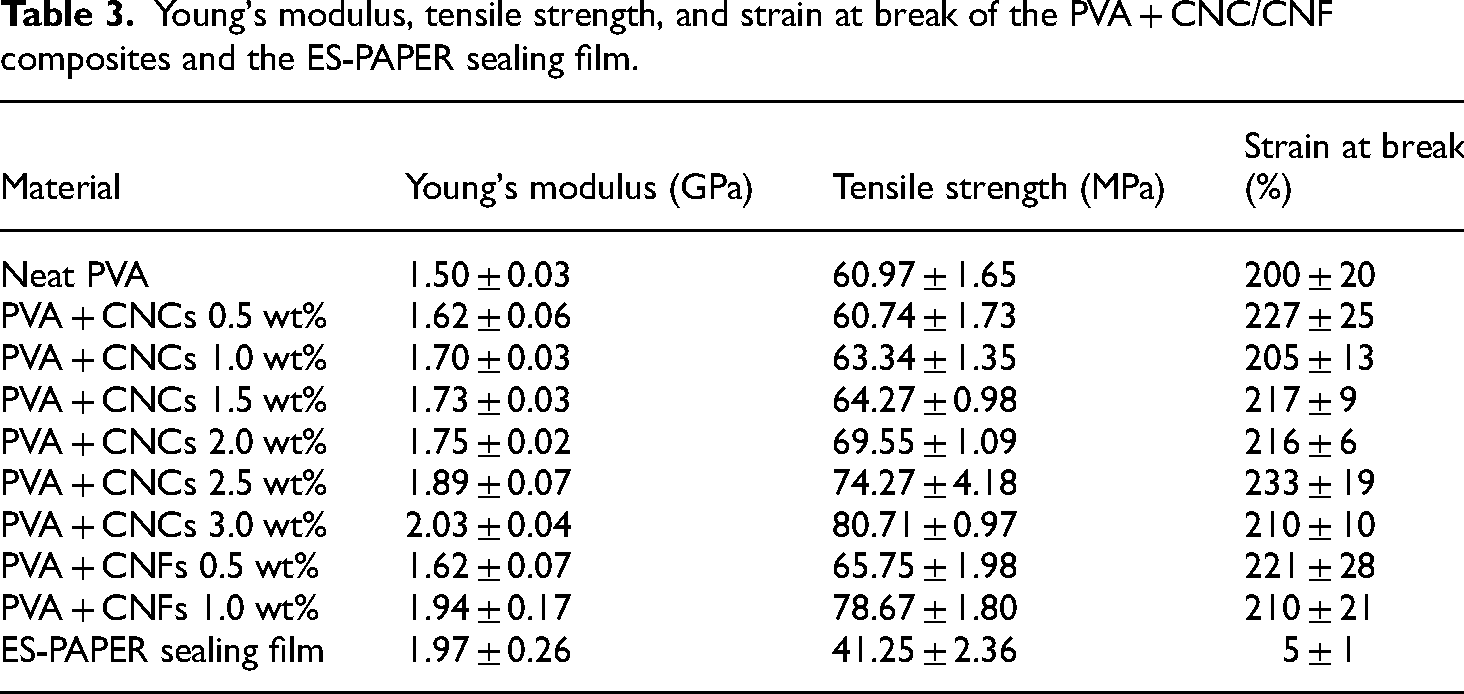
Besides, the Young's modulus, tensile strength, and strain at break of the PVA + CNC/CNF composites and the ES-PAPER sealing film are listed in Table 3. This test used PVA + CNC/CNF composites instead of multilayered PEG–PLA and PLA hydrophobic composites because the hydrophobic film mainly increases hydrophobicity, and its thickness is approximately 8 µm, which has a negligible effect on the mechanical properties; therefore, in this test, it can be ignored. The PVA + CNC 3.0 wt% specimen was used as the PVA + CNC/CNF composite because PVA + CNCs 3.0 wt% had the highest Young's modulus and tensile strength. In addition, PVA + CNCs 3.0 wt% is the only sample among the PVA + CNC/CNF composites whose Young's Modulus exceeded that of the ES-PAPER sealing film, and its tensile strength was approximately twice that of the ES-PAPER sealing film. In terms of strain at break, PVA + CNCs 3.0 wt% also exhibited a value several times higher than that of the ES-PAPER sealing film, indicating that PVA + CNCs 3.0 wt% have better mechanical properties than the ES-PAPER sealing film overall. This provided sufficient protection for the contents against physical damage when used as a sealing film.
Young's modulus, tensile strength, and strain at break of the PVA + CNC/CNF composites and the ES-PAPER sealing film.
DSC analysis
DSC was used to define the Tm values of the PVA + CNC/CNF composites and also analyze the maximum temperature at which multilayered PEG–PLA and PLA hydrophobic composites and ES-PAPER sealing films can be used. The Tm values are shown in Figure 4. Tm decreases slightly as the percentage by weight of CNCs or CNFs increases, which can be referred to as the strong interactions between the substrate and filler. 33 Samir et al. reported that the two reasons for the decrease in Tm after adding tunicin whiskers to polyethylene oxide are a morphological phenomenon and strong interactions between the substrate and filler. 34
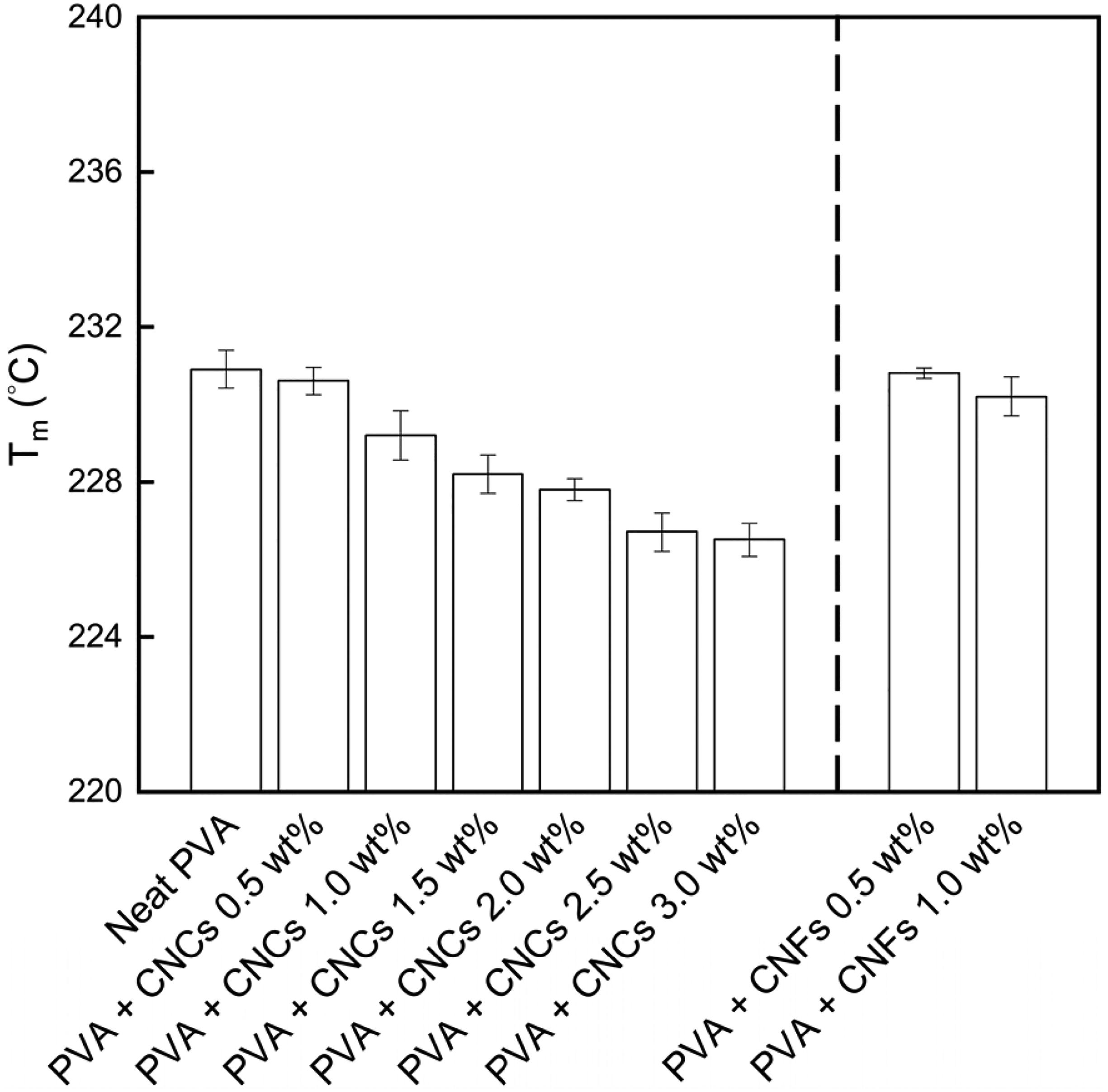
Tm values of the PVA + CNC/CNF composites.
Moreover, the Tm values of the multilayered PEG–PLA and PLA hydrophobic composites and ES-PAPER sealing films are listed in Table 4. The PVA + CNC 3.0 wt% sample was used as the PVA + CNC/CNF composite, and the PEG–PLA(140) + neat PLA specimen, which was prepared through double-sided solution casting and heat treatment for 2 h at 100°C, was used as the hydrophobic composite in a previous study. 18 Multilayered PEG–PLA and PLA hydrophobic composites were used with the lowest Tm of PVA + CNC/CNF composites, PEG–PLA, and neat PLA as the utilization temperature; otherwise, the material would be melted. Therefore, the Tm of PEG–PLA(140) after heat treatment for 2 h at 100°C was considered as the value here. The detailed Tm values of multilayered PEG–PLA and PLA hydrophobic composites were presented in a previous paper. 18 The ES-PAPER sealing film is composed of polyethylene terephthalate (PET), proprietary sealant, and paper, and can reach a Tm up to 160°C. In this test, both multilayered PEG–PLA and PLA hydrophobic composites and ES-PAPER sealing films can withstand temperatures up to 129°C, and therefore, they can be used in applications such as hot beverage sealing film packaging.
Melting temperature of the multilayered PEG–PLA and PLA hydrophobic composites and ES-PAPER sealing film.

Hot-press peeling test
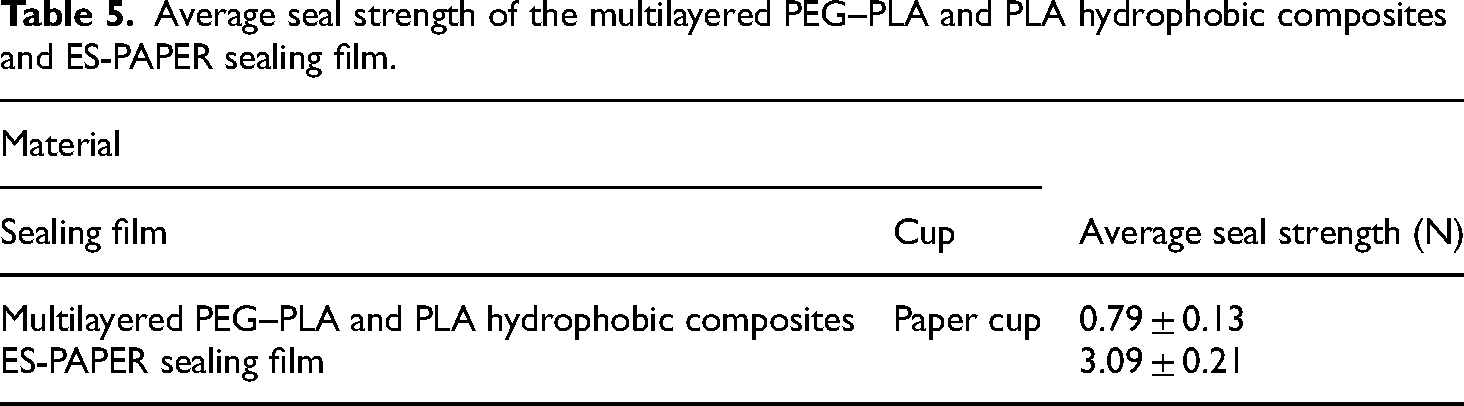
The hot-press peeling test was used to determine the hot-press adhesion of the multilayered PEG–PLA and PLA hydrophobic composites and ES-PAPER sealing film to the commonly used paper cup material. The average seal strength values are listed in Table 5. The PVA + CNC 3.0 wt% specimen was used as the PVA + CNC/CNF composite, and the PEG–PLA(140) + neat PLA specimen, which was prepared via double-sided solution casting and heat treatment for 2 h at 100°C, was used as the hydrophobic composite in a previous study. 18 After hot-pressing multilayered PEG–PLA and PLA hydrophobic composites and the ES-PAPER sealing film on paper cups, the average seal strength of the multilayered PEG–PLA and PLA hydrophobic composites is only 0.79 ± 0.13 N owing to the higher thermal expansion coefficient of neat PLA. Because the molecules in the amorphous region of neat PLA are thermally affected, segmental motion is generated, which causes the multilayered PEG–PLA and PLA hydrophobic composites to expand and warp; therefore, the hot-press adhesion of the specimens to paper cups is poor.
Average seal strength of the multilayered PEG–PLA and PLA hydrophobic composites and ES-PAPER sealing film.
Conclusions
The PVA + CNC/CNF composites were prepared via blade coating and solution casting. Owing to the addition of CNCs or CNFs, the Young's modulus and tensile strength were increased by 34% and 35%, respectively. This increase is due to the stiffness and brittleness of the filler material and the intermolecular and intramolecular hydrogen bonds between the substrate and filler, which verifies that the addition of a filler can improve the mechanical properties of PVA. In addition, the strain at break was not significantly reduced by the addition of filler. Owing to the uniform dispersion of the filler, transparency only decreased by 13% at most in the wavelength range of 300–800 nm. Moreover, the strong interactions between the substrate and filler also caused Tm to decrease by 2%.
To endow PVA + CNC/CNF composites with hydrophobicity, multilayered PEG–PLA and PLA hydrophobic composites were prepared through double-sided solution casting, and the hydrophobicity was enhanced via heat treatment. The mechanical properties of the composites were compared with those of a commercially available ES-PAPER sealing film. Both the multilayered PEG–PLA and PLA hydrophobic composites and ES-PAPER sealing film could withstand temperatures as high as 129°C. However, the average seal strength of the paper cups hot-pressed from the multilayered PEG–PLA and PLA hydrophobic composites is smaller than that of the paper cup hot-pressed from the ES-PAPER sealing film, which can be attributed to the high thermal expansion coefficient of neat PLA. In future research, surface treatment or the addition of biodegradable adhesives could be used to address the issue of insufficient average seal strength. Multilayered PEG–PLA and PLA hydrophobic composites can not only be used as biodegradable sealing film materials but also be applied to straws in the field of food packaging.
Footnotes
Acknowledgements
The authors gratefully acknowledge the use of EM000700 of MOST 110-2731-M-006-001 belonging to the Core Facility Center of National Cheng Kung University (NCKU).
Author contributions
Conceptualization: Shih-Chen Shi; Methodology: Chun-Tu Chou; Validation: Shih-Chen Shi; Formal analysis: Chun-Tu Chou; Investigation: Chun-Tu Chou; Resources: Shih-Chen Shi, Tao-Hsing Chen, and Chih-Kuang Chen; Data Curation: Chun-Tu Chou; Writing—original draft preparation: Chun-Tu Chou; Writing—review and editing: Shih-Chen Shi, Tao-Hsing Chen and Chih-Kuang Chen; Visualization: Chun-Tu Chou; Supervision: Shih-Chen Shi, Tao-Hsing Chen, and Chih-Kuang Chen; Project administration: Shih-Chen Shi, Tao-Hsing Chen, and Chih-Kuang Chen; Funding acquisition: Shih-Chen Shi.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Ministry of Science and Technology, Taiwan (grant numbers: MOST 110-2221-E-006-150, MOST 111-2221-E-006-145, MOST 111-2221-E-006-147-MY2, MOST 111-2221-E-006-133).
Data availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
Author biographies
Chun-Tu Chou is a master graduate from the Department of Mechanical Engineering at National Cheng Kung University (Taiwan).
Shih-Chen Shi is an associate professor at the Department of Mechanical Engineering at National Cheng Kung University (Taiwan). His research interests include nanomaterials, composites, and circular materials.
Tao-Hsing Chen is a professor at the Department of Mechanical Engineering at the National Kaohsiung University of Science and Technology. His research interests include metal materials, TCO thin films, thermal sensors, and photosensors.
Chih-Kuang Chen is an associate professor at the Department of Materials and Optoelectronic Science at National Sun Yat-sen University (Taiwan). His research interests include nanomedicine, polymer chemistry, fibrous materials, and tissue scaffolds.