
Abstract
Rubber is the key component of a compression packer, which directly affects the success or failure of seals. Presently, the contact stress between the rubber and borehole walls is used as the main evaluation criterion for the sealing ability of the rubber of the compression packer. However, this evaluation criterion is imperfect. This study establishes the sealing performance and reliability evaluation system of a compression packer at 120°C. Considering the influence of time and temperature on the mechanical characteristics of rubber materials, the international advanced test technology was used to complete the uniaxial, planar and biaxial tensile tests and stress relaxation test for hydrogenated nitrile butadiene rubber (HNBR) of a compression packer under high temperature. Next, the hyperelastic and viscoelastic constitutive models of rubber materials based on high-temperature test data were established. Comprehensive sealing performance and reliability evaluation system for the compression packer rubber with compression rate, linear pressure, surface pressure and sealing performance coefficient were proposed. The evaluation system tested the rubber's stress relaxation effect on the rubber's sealing performance. The establishment of the evaluation system improved the shortcomings of the current packer-sealing performance evaluation system and provided a theoretical basis for the design and optimisation of the key structure of the packer-sealing system. Besides, based on the evaluation system, a platform for automatic structure simulation analysis and optimisation design of packer sealing system was developed and successfully applied to the actual design and optimisation process of packer. The system can effectively predict the sealing ability of the packer and guide field applications of the packer.
Keywords
Introduction
Packers are important downhole tools in oil exploration and development. They are often used in drilling, water injection, water blocking and stratified oil production. 1 When it reaches the working position, packer rubber is axial compressed by setting pressure, comes into contact with the pipe wall or the open-hole wall to form a sealing annulus and divide the well. As the core-sealing component of the packer, the sealing performance of the rubber directly affects the sealing ability of the packer and oil and gas exploitation profits. 2 Therefore, improving the sealing performance of the packers has become a key research topic recently. Presently, improving the mechanical properties of the rubber material of the packer and structure of the rubber is the main ways to improve the sealing performance of the packer.
As sealing materials, rubber is soft, highly stretchable and elastic.
3
However, because of the different field requirements of the actual working conditions, rubber-sealing components often face extremely harsh working conditions, causing changes in the mechanical properties of the rubber materials, resulting in the failure of the sealing element. Therefore, to improve the mechanical properties of rubber materials, extensive experimental studies have been carried out. Hitchcock
4
indicated that the HNBR sample with carbon black filling had better compression resistance by normal and high-temperature uniaxial compressive tests. He
5
also found that the material strength increases as the carbon black filler content in the rubber material increases. Pervez
6
pointed out that prolonged exposure to sunlight and moisture reduced the flexibility and expansion capacity of the elastomers. In addition, studies have shown that if the rubber was in a corrosive medium for a long time, its tensile properties, hardness and sealing performance would be greatly affected.7–9 Ahmed
10
put forward that the sealing performance of EPDM and NBR would reduce when a mechanical defect was intentionally created and after exposure to carbon dioxide. Qamar
11
studied the mechanical properties of elastomers in different salinity solutions for self-expanding packers used in an oil field and found that the elastic and shear moduli of the rubber materials decreased by more than 90% in the first few days. Akhtar12,13 performed a one-month swelling test on the packer rubber sample and found that the contact pressure (
However, it is difficult to simulate the complex downhole conditions by conventional test method. With the rapid development of computer technology, numerical simulation technology is more and more used in the study of rubber sealing performance. Li and Zhang13,14 analysed the sealing behaviour of the packer under sealed condition using the finite element (FE) software. The
Although extensive research activities have been conducted to improve the sealing performance of rubber and many outcomes have been achieved, the evaluation method of sealing performance used in numerical simulation lacks perfection yet. Hence, based on previous studies, this work proposes a rubber sealing performance evaluation system of a packer based on four parameters: compression rate, line pressure, surface pressure and sealing performance coefficient (K). In order to obtain exact hyperelastic constitutive model parameters of rubber, uniaxial tension test, planar tension test and equal biaxial tension test were conducted by samples. The stress relaxation behaviour of the rubber sample at high temperature was then added to consider. Then, numerical simulation analysis was used to evaluate the sealing performance of the packer. It provides a theoretical basis for the design of packer seal structure and field application.
Material tests
Hyperelastic constitutive model test
Study of the hyperelastic constitutive model of rubber materials mainly includes studying the elastic statistical theory, finite strain elastic theory and strain–energy function, and the strain–energy function is mostly used to describe the hyperelastic characteristics of rubber.20–22
Therefore, the stress-strain data, tested by uniaxial tension test, planer tension test and equal biaxial tension test of HNBR samples at working temperature (120°C), was used to fit the parameters of rubber hyperelastic constitutive model, as shown in the Figure 1. In order to obtain accurately test data, all samples were prepared strictly according to the requirements of ATSM D412 23 and Abaqus. A contactless laser strain sensor was used to reduce the measuring error.

(A) uniaxial tension test of HNBR samples at 120 °C; (b) planar tension test of HNBR samples at 120 °C; (c) equal biaxial tensile tests of HNBR samples at 120 °C.
The Mooney–Rivlin, Yoeh and Neo-Hookean models are the most used constitutive models of rubber materials based on the strain–energy function.
18
Based on the stress-strain relationship, the strain energy density function W of rubber can be described as









Fitting curve of the test data and constitutive model: (a) UT; (b) PT; (c) EB.
Fitting parameters of the Mooney–Rivlin constitutive model.

Fitting parameters of the Neo-Hookean constitutive model.

Fitting parameters of the Yoeh constitutive model.

Stress relaxation test
Rubber is a typical viscoelastic material with solid elasticity and liquid viscosity characteristics. Stress relaxation and creep are the main manifestations of viscoelastic properties of rubber. The conventional Maxwell model only describes a short relaxation time, however, the mechanical relaxation process of rubber has a complex relaxation time spectrum comprising multiple relaxation times. 27 Therefore, a generalised Maxwell (GM) model with multiple element combinations must simulate the stress relaxation phenomenon of the rubber material (Figure 3).

Schematic of a GM model.
Based on previous research results, the energy storage model and dissipation model of a GM model are established.
27
The Prony series equation of a GM model is shown as follows:
28



The stress relaxation curve of samples during 2000s.
Figure 5 shows the fitting curve of the generalised Maxwell model of the HNBR sample at 120 °C and the stress relaxation test data.

Fitting curve of the stress relaxation test data and generalised Maxwell model of the HNBR sample at 120 °C.
From Figure 5, the determination coefficient of the fitting curve is 0.99947, approximately 1, indicating that the fitting results meet the requirements and can be used to simulate the stress relaxation phenomenon of HNBR. The Prony equations are used for parameterisation for the numerical analysis, and relevant parameters are listed in Table 4.
Fitting parameters of HNBR stress relaxation.

Establishment of the FE analysis (FEA) model
Y344 series packer is a kind of unsupported recoverable hydraulic packer that rely on hydraulic setting. The sealing part of the Y344 compression packer mainly comprises of four shoulder and four sealing rubbers. The rubber is compressed by the pressure of the pipe string or hydraulic load, forming a ring seal with the shaft wall (Figure 6).

Y344 compression packer.
Herein, the sealing ability of the rubber was studied by ABAQUS software. In order to make the simulation model more targeted and scientific, there were some necessary assumptions carried out:
It was assumed that both the compression packer and open-hole wall were regular and uniform, so that it was feasible to simplify the model of packer into a two-dimensional axisymmetric model. It was assumed that rubber was incompressible. It was assumed that all the materials used in the model were homogeneous and isotropic.
So a simplified two-dimensional axisymmetric FEA model was established to improve the calculation efficiency and the analysis precision. The analysis model only contained the parts affecting the sealing pressure between the rubber and the open-hole wall, including the pressure cap, protective cap, shoulder rubber, spacer ring, rubber, centre tube and open-hole wall. The friction coefficient between the rubber and metal parts was 0.3, and the friction coefficient between the metal surfaces was 0.1. A working pressure difference of 14 MPa was applied in the axial direction and an 8 MPa internal and external pressure difference was applied to the inner wall of the central pipe (Figure 7).

Total deformation of the sealant after applying pressure loads.
The setting process of the packer was stable and slow, which could be considered as a quasi-static process. So that the implicit solver of ABAQUS was used in this study. Due to rubber was a large deformation material, the CAX4H was used for mesh division of rubber, while the CAX4R and CAX3R were used for mesh division of the other components. Shoulder rubber 1 was taken as an example to carry out mesh sensitivity analysis (As it was showed in Figure 8). It was generally believed that when the deviation of the calculation results caused by the mesh is less than 5%, the convergence of the mesh was acceptable, and further refinement of the mesh on this basis would reduce the computational efficiency of the model. The finite element results showed that when the seed size was 0.6 mm, the computational results of the model meet the convergence requirements and the computational efficiency was the highest.

Mesh division of shoulder rubber 1 with different seed size: (a) The default seed size was 4.8 mm; (b) The seed size was 2.4 mm; (c) The seed size was 1.2 mm; (d) The seed size was 0.6 mm; (e) The seed size was 0.3 mm.
In addition, owing to the hardness of open-hole wall was much bigger than rubber, it was considered as the rigid body. And mechanical parameters of the other packer components were listed in Table 5.
The mechanical parameters of the other packer components.
Evaluation system of the sealing performance of the packer rubber
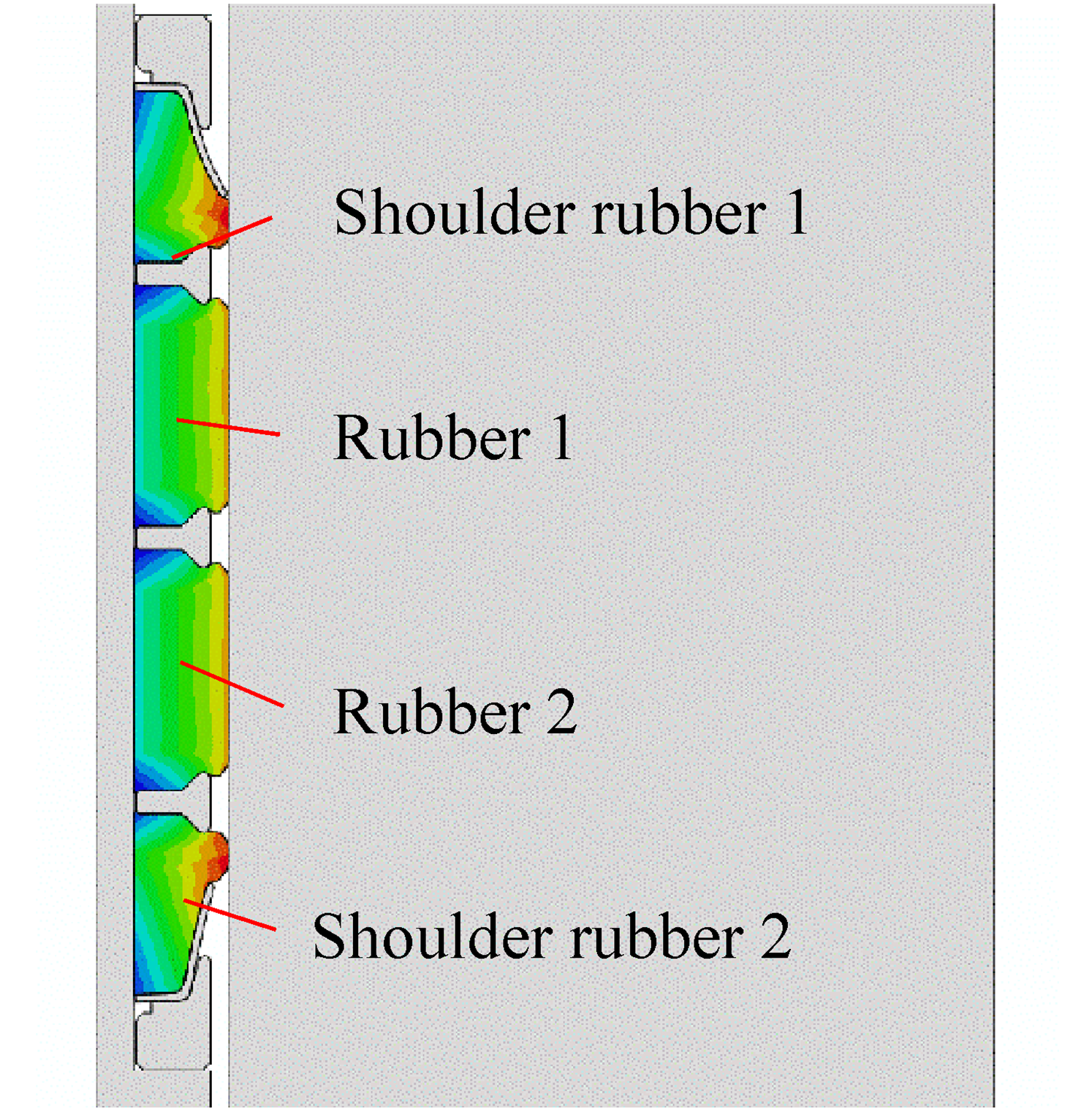
The sealing performance of the packer directly determines the overall performance of the packer. The small

Contact stress distribution between the rubber and well wall: rubbers (a) 1, (b) 2, (c) 3 and (d) 4.
(1) Compression ratio (N)
N is the ratio of the axial compression amount of the packer cylinder to the initial length of the rubber under normal working conditions.
N is used to evaluate the seal performance and structural strength of the packer. The contact stress increases as N increases, and the structural strength decreases as the seal performance increases. Table 6 lists the N values of the packer.
Compression ratio of different rubbers.
(2) Closed sealing curve (CSC)
The sealing surface between the packer rubber and the open-hole wall is actually a combination of many closed circular curves which is named closed sealing curve (CSC) in this paper (as shown in Figure 10.a). The value of maximum contact pressure of CSC indicates the ultimate sealing capacity between the packer rubber and the well wall.
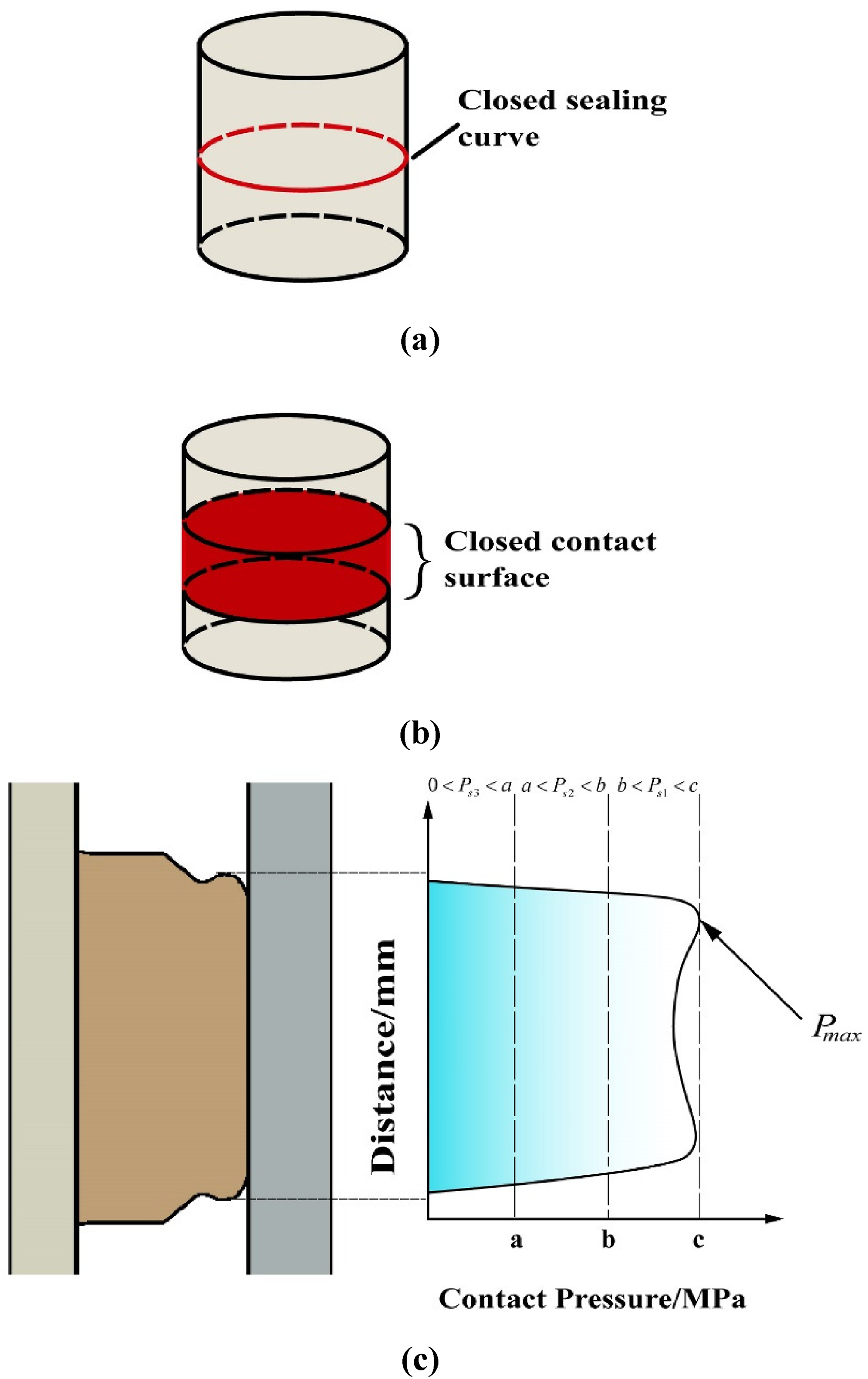
(a) Closed sealing curve; (b) Closed contact surface;(c) The contact pressure distribution of closed contact surface.
(3) Closed contact surface (CCS)
The closed contact surface (CCS) is contributed by an infinite number of closed sealing curves (Figure 10.b). Due to the distribution of contact pressure on the closed contact surface is not uniform (as shown in Figure 10.c), it is analysed and studied in section. What's more, the
The contact pressures of CSC and CCS are used to evaluate the sealability and reliability of the packer rubber structure, respectively. The structural sealability increases as the contact pressure of CSC increases. Similarly, the seal reliability increases as the contact pressure of CCS increases. The contact pressure of CSC and CCS ensures the sealed state of the packer.
In the two-dimensional axisymmetric model, the contact pressures of CSC and CCS are the contact pressure of a point and a line on the contact areas, respectively. The effective contact pressure and length describe the pressure effect of CCS. In the condition of the same effective contact stress, the sealing reliability increases as the effective contact length (
Statistics of contact pressure of CSC and CCS of different rubbers.

(4) Sealing coefficient (K)
The sealing coefficient K is an integral of contact pressure along the contact path. Since the contact between the packer rubber and the open-hole wall isn't necessarily continues, the equation for K can be derived as illustrated in Figure 10.c.
K values of each rubber of the packer.

According to the symmetry principle of the packer geometry model and the loading form, the K values of rubber 1 and 2 should be close to that of rubbers 4 and 3, respectively. The same conclusion can be drawn from Table 5. Besides, Table 5 indicates that the sealing performances of rubbers 1 and 4 are superior to that of rubber 2 and 3, respectively.
Results and discussion
Due to the temperature and time dependence of the mechanical properties of the rubber material, the influence of the stress relaxation phenomenon of rubber materials on its sealing performance under working conditions for a long time and at high temperature is simulated. As shown in Figure 11, the packer is in a critical setting, working temperature and pressure of 120 °C and 14 MPa, respectively. Compared with the stress relaxation behaviour of the rubber material, the packer setting is transient, and thus the
Critical state of the setting.
After setting the packer, the stress relaxation behaviour of the rubber is simulated. Figures 12 and 13 show the changes in the contact stress of the shoulder rubber 1 and rubber 1 before and after stress relaxation.

Changes in contact stress before and after stress relaxation between shoulder rubber 1 and the well wall: (a) before stress relaxation and (b) after stress relaxation.

Changes in contact stress before and after stress relaxation between rubber 1 and the well wall: (a) before stress relaxation and (b) after stress relaxation.
The main functions of the end rubber cartridge are shoulder-protrusion prevention and protection of the seal rubber. However, it also has a weak sealing ability. Figures 12 and 13 show that the contact stress between the shoulder rubber 1 and the well wall is relatively small, 4.19 and 3.40 MPa before and after relaxation, respectively, with an 18.9% decrement rate. The contact stress between rubber 1 and the well wall decreased from 6.43 to 5.22 MPa after relaxation, with an 18.9% decrement rate. Both the contact stress of the shoulder rubber 1 and rubber 1 significantly reduced after the stress relaxation behaviour, affecting the sealing performance of the rubber (Figure 14).
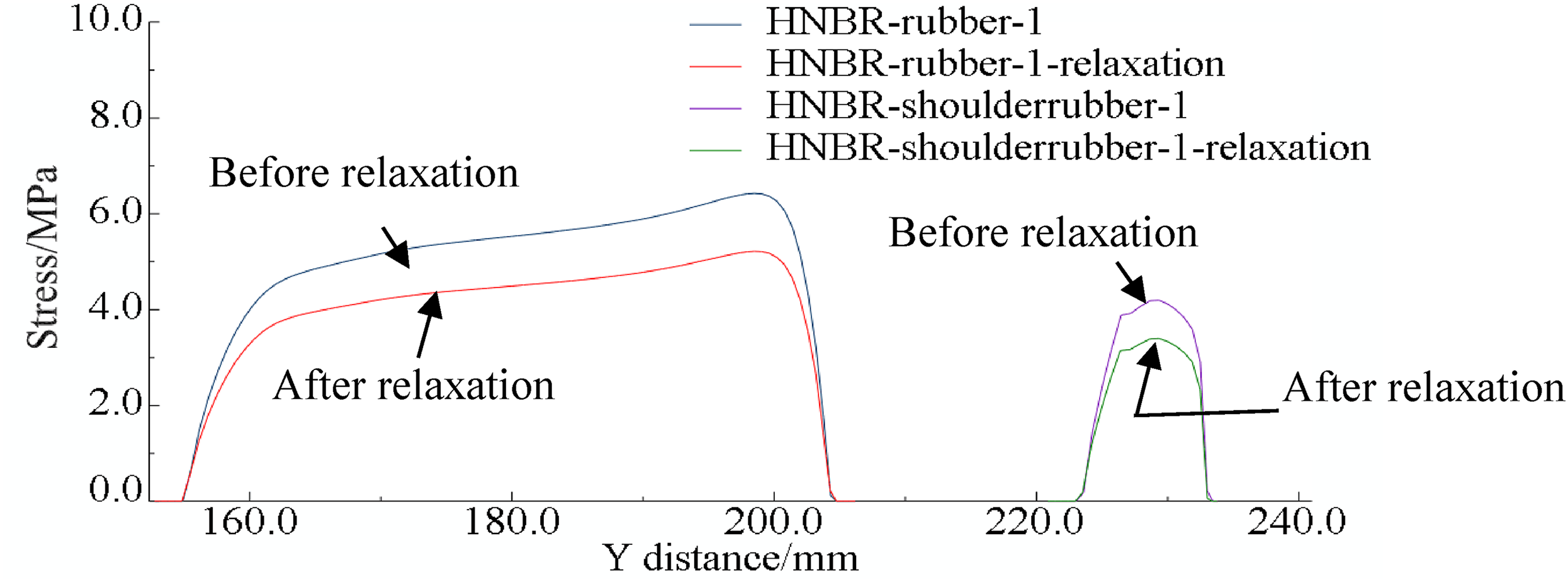
Change curves of contact stress of shoulder rubber 1 and rubber 1 before and after stress relaxation.
Figure 15 shows that the stress relaxation phenomenon causes the value of the maximum contact stress point of the shoulder rubber and the rubber to exhibit a downward trend like a logarithmic function. The downward trend is evident in the initial period, and the slope of the rear curve decreases and tends to stabilise over a long period. Table 9 lists the specific rate of change.
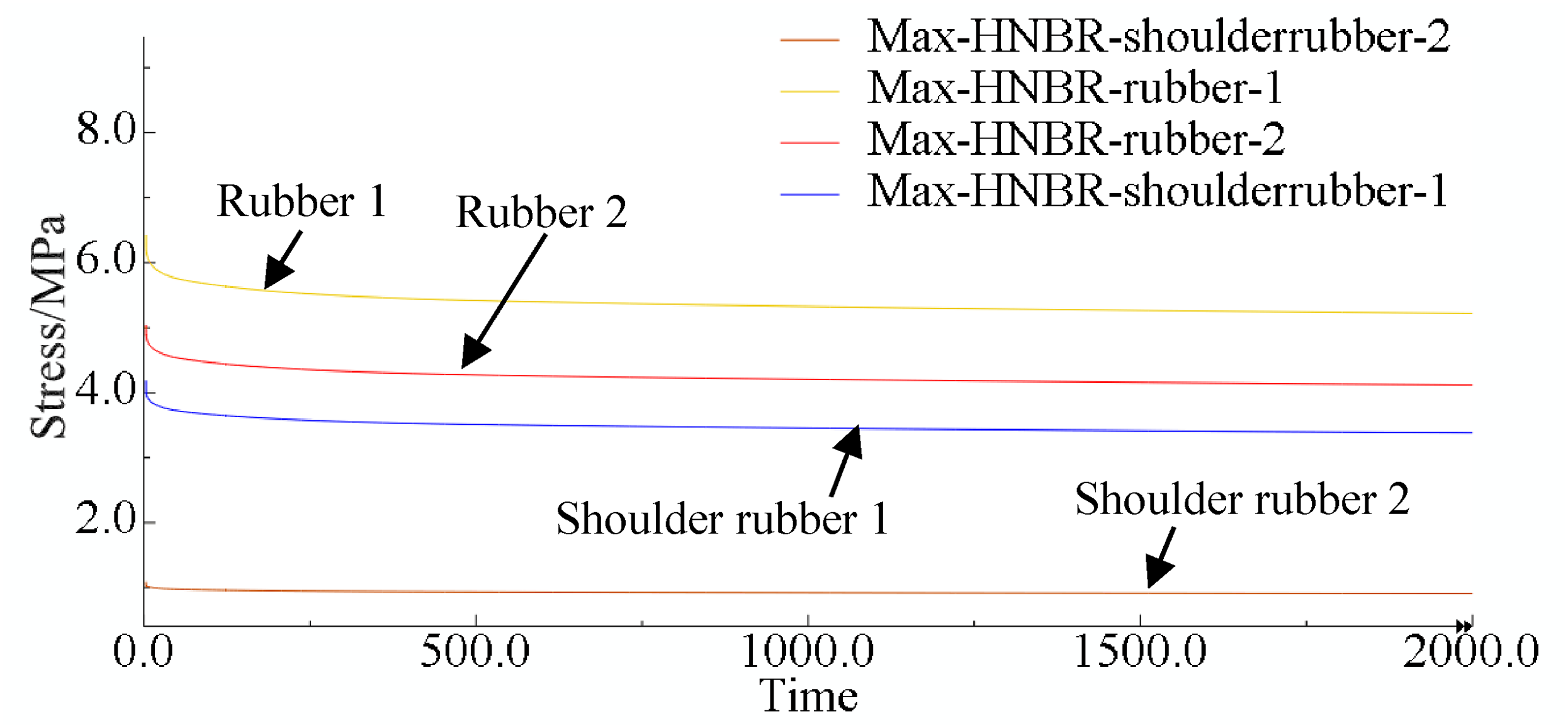
Relaxation of the maximum contact stress point of the shoulder rubber and rubber.
Maximum contact stress change rate before and after the end of the rubber tube and barrel.

The maximum contact stress of the shoulder rubber and rubber changes before and after relaxation, and the rate of change exceeds 15%. The maximum contact stress between the shoulder rubber and the well wall and between the rubber and the well wall is reduced significantly by the stress relaxation, which significantly affects the sealing performance of the whole packer structure.
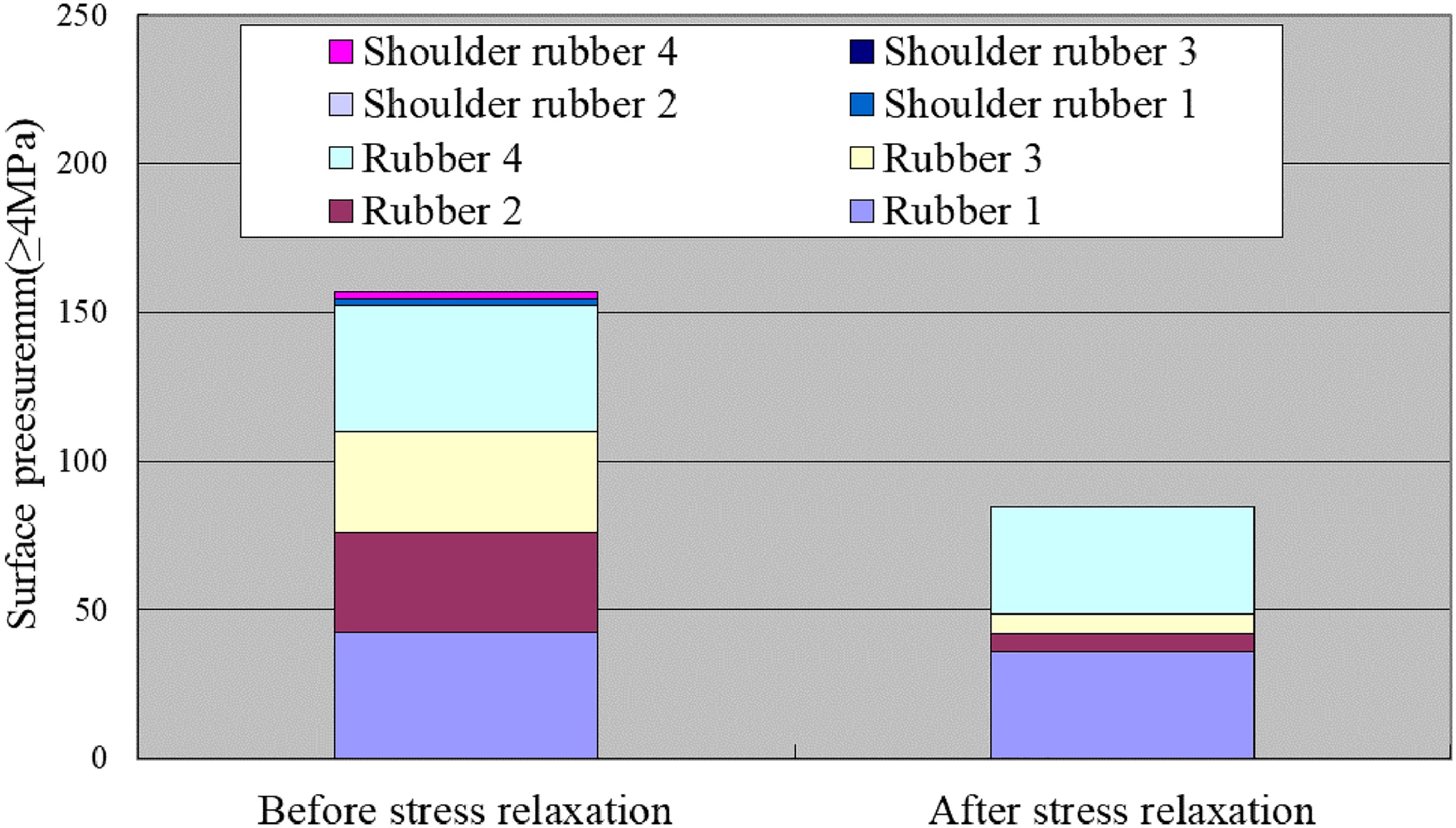
As shown in Figures 16–19, the stress relaxation property of HNBR reduces the line pressure of the packer. The line pressure influence of the rubber is > that of the shoulder rubber. When the surface pressure is ≥ 4 MPa, the stress relaxation property of the HNBR greatly influences the surface pressure, reducing the pressure of the packer rubber by 46.28%. When the surface pressure is ≥ 3 MPa, the stress relaxation of the HNBR rubber negligibly affects the surface pressure, reducing the pressure of the packer rubber by 6.70%. The stress relaxation property of the HNBR rubber significantly affects K, decreasing it by 18.09%. Thus, when considering the sealing performance of the packer, the stress relaxation effect on the sealing performance of the rubber should also be considered.

Influence of stress relaxation on the line pressure.

Influence of stress relaxation on the surface pressure (≥ 3 MPa).
Influence of stress relaxation on the surface pressure (≥ 4 MPa).

Influence of stress relaxation on K.
According to the above simulation results, rubber stress relaxation at high temperature will greatly reduce the sealing performance of packer rubber. Therefore, when designing the packer, the stress relaxation of the rubber material should be considered, and a stress relaxation safety factor should be set to ensure the reliability of the rubber seal.
In addition, the contact between the packer rubber and the borehole wall may actually be discontinuous, which cannot be described by the traditional single-value contact stress evaluation method. However,the sealing performance coefficient K proposed in this paper is the sum of the integral of multiple contact areas, which can perfectly describe the discontinuous contact state between the rubber and the borehole wall. What's more, it is more diversified to evaluate the sealing performance of rubber from the contact path, contact stress and contact area.
Application
Based on the new evaluation method of packer rubber sealing performance proposed in this paper, the multi-objective optimisation, process integration and knowledge encapsulation were used to develop Automation Structure Simulation Analysis and Optimisation Design Platform of Packer Sealing System, which not only help design engineers could quickly finish the simulation analysis and optimisation design for packer sealing system which greatly reduced technic threshold because only professional CAE engineers could do in the past, but also improved consistency and reliability of product design and analysis, improved product quality and efficiency and reduced the product cost.
The process call and intermediate data is encapsulated in front-end programme. Users can set calculation parameters in the form of web pages and send to the server for calculation. After the calculation, the web client is displayed to the user, which greatly reduces the user's work and improves the work efficiency. The login interface is illustrated in Figure 20 (a). After selecting the appropriate packer type, the packer rubber parameters are optimised (Figure 20(b)). The background programme is called for finite element analysis, and the evaluation method proposed in this paper was used to analyze and compare the sealing performance of different structures, as showed in Figure 20(c). This evaluation system has been used for the actual design and production of packers. According to the feedback from Daluhu oilfield, the sealing capacity of the packer rubber optimised by the platform is higher than 30% higher than that without the platform optimised design.

Automation structure simulation analysis and optimization design platform of packer sealing system:(a) login interface;(b) structure optimisation of packer rubber;(c) evaluation and comparison of sealing performance.
Conclusions
The working performance of the packer-sealing system was studied in this work. Considering the temperature and time characteristics of the mechanical behaviour of the rubber material, the uniaxial, planar and biaxial tensile tests and stress relaxation tests were conducted on the HNBR material of the packer at high temperature. All tests were completed using an international advanced experiment facility and experimental methods. Furthermore, the hyperelastic and viscoelastic constitutive models of rubber materials based on high-temperature test data were established. Based on the highly nonlinear mechanical behaviour of the packer-sealing system, an FEA method for the packer-sealing system was established. The compression ratio, line pressure, surface pressure and sealing coefficient, as the index for evaluating the packer's sealing performance and reliability, were proposed. The evaluation system was used to analyse the stress relaxation effect on the sealing performance of the packer at high temperatures.
Based on the packer cartridge sealing performance evaluation system proposed in this paper, Automation Structure Simulation Analysis and Optimisation Design Platform of Packer Sealing System is developed. Designers can quickly and efficiently optimise the structure of the packer rubber. According to the feedback from Daluhu oilfield, the sealing capacity of the packer rubber optimised by the platform is higher than 30% higher than that without the platform optimised design.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The work was supported by National Science and Technology Major Projects of China (2016ZX05038).
Author biographies
Xu Zheng, School of Mechanical Engineering, Southwest Petroleum University, Chengdu, China Email:
Bin Li, School of Mechanical Engineering, Southwest Petroleum University, Chengdu, China Email:
Gensheng Fei, Artificial Intelligence School, Wuchang University of Technology, Wuhan, China Email: