
Abstract
Accurate prediction of breakthrough extruding force is very important for extrusion production, especially for the large-scale extrusion process, which directly affects the production costs and safety. In this paper, based on the production data of the 360-million-newton-tonnage extruding machine, an artificial neural network (ANN) algorithm is used to establish the breakthrough extruding force prediction model for the large-scale extrusion process, and the calculation results are validated. Results show that the proposed model has high accuracy, and the average relative error between the predicted and experimental values is only 1.79%. Further, problems that are difficult to quantitative analyze such as die wear and glass powder residue in actual production, which can be regarded as “noises,” are studied. Finally, the model presented is compared with the traditional finite element (FE) model. The accuracy of the ANN model is 10.2 times that of the FE model. Thus, the model established in the study fully considers the difference between actual production and theoretical analysis and provides an effective method for accurately predicting the breakthrough extruding force.
Introduction
Extrusion plays an irreplaceable role in industrial production. Taking long thick-walled P91 steel pipes with a large diameter as an example, which are currently widely used in nuclear power plants and other fields, 1 superior material properties can be obtained during the hot extrusion process. Therefore, the hot extrusion process is the most efficient production method. 2 However, for the extrusion of such steel pipes, the extruding force will reach tens of thousands of tons. At this time, predicting the breakthrough extruding force accurately directly determines the selection and design of the forming equipment. In the case of determined equipment, extrusion parameters can be optimized by analyzing the breakthrough extruding force. Therefore, it is very important to accurately predict the breakthrough extruding force during the large-scale extrusion process.
At present, the analysis methods for the extrusion process mainly include theoretical solutions, experimental exploration, and finite element analysis. Avitzur’s upper-bound solution and J. Sejour model have been widely used. With the extrusion machine, the effect of process parameters on the breakthrough extruding force was studied. 3 However, it cannot be used to accurately predict the breakthrough extruding force. Through the way of experimental exploration, the effects of ram speed and extrusion ratio on the structure and properties of extruded samples were studied. 4 The effects of ram speed variation and changing die profiles on extrusion pressure were tracked through experiments. 5 Besides, from the view of material composition and treatment, the hot extrusion was optimized to manufacture higher-performance alloys.6,7 However, for the large-scale extrusion process, the experimental cost is extremely high. At this moment, the FE method provides an effective tool. From the perspective of tribology and high-temperature behavior, a more accurate FE model for the prediction of breakthrough extruding force was developed. 8 But the relative error can sometimes reach 15%, which means the high-precision predictions cannot be always maintained. To predict the temperature distribution and material flow, a coupled upper bound-finite element model was developed. 9 By establishing an FE model of stainless steel tube extrusion, Hansson et al. studied the effects of 15 model parameters on the extrusion force. 10 However, the current research is mostly limited to the normal-scale extrusion process or the material microstructure in the large-scale extrusion, and there is almost no research on the large-scale extrusion process itself. Besides, since the sizes of billets and the like used in the large-scale extrusion process are much larger, the unevenness of material properties, etc. is much stronger. The extrusion time is also much longer than the ordinary extrusion process, which makes the interaction mechanism between the billet and surroundings more complex. At this time, compared with actual production results, the deviation of both simulation and theoretical analysis results using conventional parameters and boundary conditions may even reach 40%. Hence, in the large-scale extrusion process, there is an urgent need for a method capable of accurately predicting the breakthrough extruding force. ANNs can solve a variety of problems such as prediction and optimization, such as the prediction of bead reinforcement area in automatic gas metal arc welding and bus passenger trip flow.11,12 Since learning samples are taken directly from the production data, this technology may solve the irreconcilable contradiction between actual production and traditional methods.
In this paper, based on actual production data, an ANN prediction model for the breakthrough extruding force in the large-scale extrusion process is established for the first time and then verified. On this basis, the influence of noises on the results is analyzed. Then, from the perspective of calculation accuracy, the superiority of the ANN model established in this study relative to the FE model is explored.
Prediction model
Artificial neural network model
An artificial neural network is a mathematical model that imitates the structure and function of a biological neural network. It has a strong self-learning ability, self-adaptive ability, generalization ability, and fault tolerance. It mainly consists of the input layer, hidden layer, and output layer.
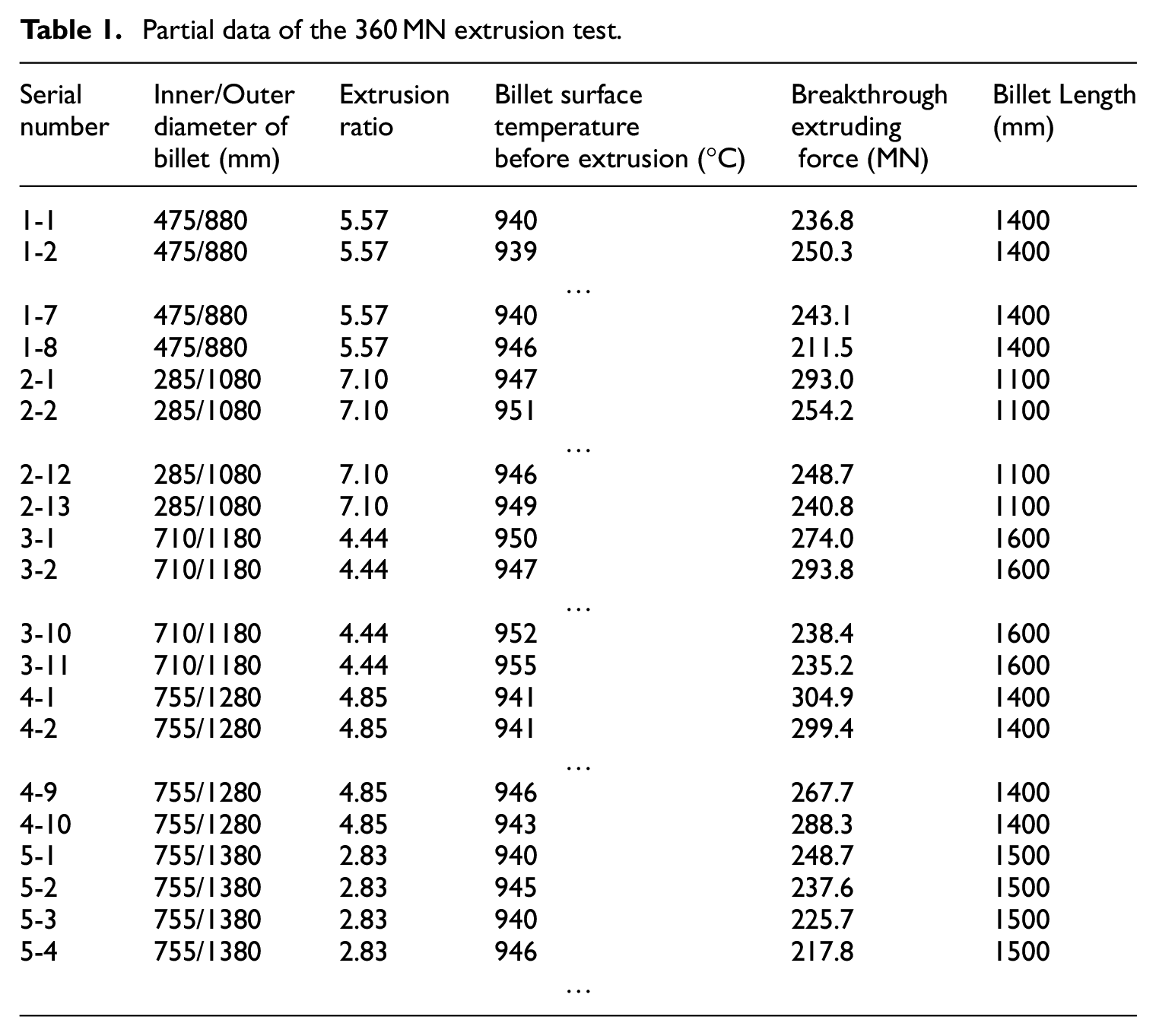
The basis of ANN training is sufficient and reliable raw data samples. In this paper, due to the high cost of the large-scale extrusion, all data are derived from the actual production data of P91 steel pipes of the 360 MN extrusion machine in Baotou, Inner Mongolia. As for the 360 MN vertical extrusion machine, it is the largest ferrous metal extruder in the world. Its height, width, thickness, and weight are 22.5 m, 8.2 m, 8.8 m, and 3300 tons. The hydraulic system pressure is 45 MPa, the maximum extrusion speed is 70 mm/s, and the maximum extrusion force is 360 MN. As shown in Figure 1, it is a P91 steel pipe manufactured by the 360 MN machine. In the current P91 steel pipe industrial production, some parameters have been relatively mature, for example, the extrusion speed is 60 mm/s. So in the ANN model, six parameters, namely the billet surface temperature before extrusion, the inner diameter of billets, the outer diameter of billets, billet length, extrusion ratio and number times of extrusion are used as the model input. The output of the network is the breakthrough extruding force. The temperature has a significant effect on the forming force, 13 especially the breakthrough extruding force, which directly affects the constitutive relationship of the material, that is, the flow stress of the billet deformation. The surface temperature of the billet before extrusion directly affects the plastic deformation. Considering the transfer of billets is operated by large mechanical equipment such as a crane in the large-scale extrusion process and the heat dissipation of billets is fast due to the large surface area, there is a big gap between the billet surface temperature before extrusion and the temperature after heating. In this case, on the one hand, the diameter and length of billets directly affect the heat dissipation speed, which affects the temperature distribution. On the other hand, these three parameters are also more in line with the actual production order needs, that is, often need to be changed according to the order requirements. Besides, the billet length directly determines the contact area between the billet and surroundings, which affects the friction that is one of the two main causes of the extruding force. When the extrusion speed is constant, the extrusion ratio is another important parameter that affects the breakthrough extruding force. What’s more, in continuous industrial production, there are inevitable factors such as the wear of container and mandrel as well as the residue of glass powder and oxide skin, etc., which are more obvious in the large-scale extrusion process. In the finite element method and theoretical solution, the influence of this part is difficult to consider, which is one of the main causes of error. This part of the factor is regarded as noises of the ANN model, which is difficult to record and measure. It will change during each extrusion process. And the accumulation of quantitative changes will lead to qualitative changes. Therefore, the extrusion times are incorporated as an additional factor in the prediction of breakthrough extruding force. Table 1 shows the specific experimental results of the 360 MN extrusion test which are randomly selected from all the data and also the learning sample of the ANN model. Due to a large amount of data, only part is presented here. In the production process, according to the order requirements, the inner/outer diameter of billet of the same serial number is consistent, and the extrusion ratio is also the same. However, due to the actual operation, billet surface temperature before extrusion is bound to be different. In addition, the numbers of pipes produced with different serial numbers are also different. Besides, according to the relationship among the hidden layer, the input layer, and the output layer, 14 the number of hidden layer neurons is determined to be a natural number between 3 and 12. After calculating the influence of the number of neurons on the calculation accuracy through the enumeration method, the number of selected hidden layer neurons is 3. The error tolerance chosen for the model is 0.1 and the spread factor is 1. Therefore, a 6-3-1 RBF neural network structure is established.

P91 steel pipe produced by 360 MN extruding machine.
Partial data of the 360 MN extrusion test.
Radial basis neural network can approximate any continuous function with arbitrary precision. It has the unique best approximation characteristic and there is no local minimum problem. It is the optimal forward network for completing the mapping function. Therefore, the radial basis neural network is mainly used to construct the prediction model in this paper. Figure 2 shows the schematic diagram of the structure of the radial basis function (RBF) neural network and Figure 3 is the input and output of the i-th neuron in the hidden layer.

Schematic diagram of the RBF neural network structure.

Input and output of the i-th neuron in the hidden layer.
Therefore, the input of the i-th hidden layer neuron:

Then, the output of the i-th hidden layer neuron:

The input of the output layer is the weighted sum of the output of each hidden layer neuron, so the output is:

where
Finite element model
To better compare the calculation results of the ANN method and the FE method, an FE model was established based on DEFORM in the research process. The establishment of the FE model is mainly based on the research results of the research group, 8 whose accuracy has been confirmed to be much higher than the ordinary calculation model. The assumptions, mesh sensitivity, parameter selection, etc. have been studied in detail in Ref. 8, so there is no detailed analysis performed here, but the key steps are explained.
As the size of the model increases, the number of grids is bound to increase and the time required for the finite element calculation increase very rapidly. This makes the cycle of parameter optimization greatly longer and it is more and more difficult to meet high-efficiency production needs. To improve the calculation efficiency while ensuring accuracy, a two-dimensional axisymmetric FE model is established. The element type chosen is quadrilateral. Meshing the entire object by adaptive meshing to reduce mesh distortion. Further, the mesh of the main deformation zone is refined to ensure the mesh convergence of the calculation result. The relative element size used is 0.01 and the mesh windows are set as 1.0 to make sure the mesh is refined enough. In the initial cooling stage of the billet, the solution die definition is set as “with time increment of 5s.” But when the extrusion process starts, it becomes “with die displacement of 1 mm.” It is worth noting that to be more in line with the actual extrusion environment, the geometry of the residual glass pad is roughly obtained by inverting the geometry of the jammed extrudate and extruded butts. Transfer efficiency is set as 90%. The main parameters in the FE model are shown in Table 2. The established FE model is shown in Figure 4.
Main parameters in the FE model.

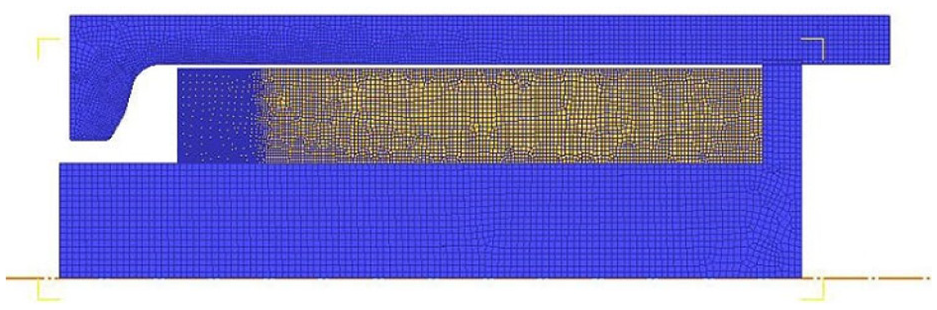
Finite element model.
In terms of material properties, P91 is one kind of tempered martensitic steel, whose chemical composition is shown in Table 3. The constitutive equation (4) was established based on Zener-Holloman’s model.15,16 The heat capacity and heat transfer coefficient are set to 5.5866 N·mm-2·°C−1 and 28.1 N·s−1·°C−1, respectively. In fact, the simplification of thermal properties mainly affects the extruding force in the steady stage but has little effect on the breakthrough extruding force. 8

where
The chemical composition of P91 steel (%).

Results and discussion
Validation of ANN model
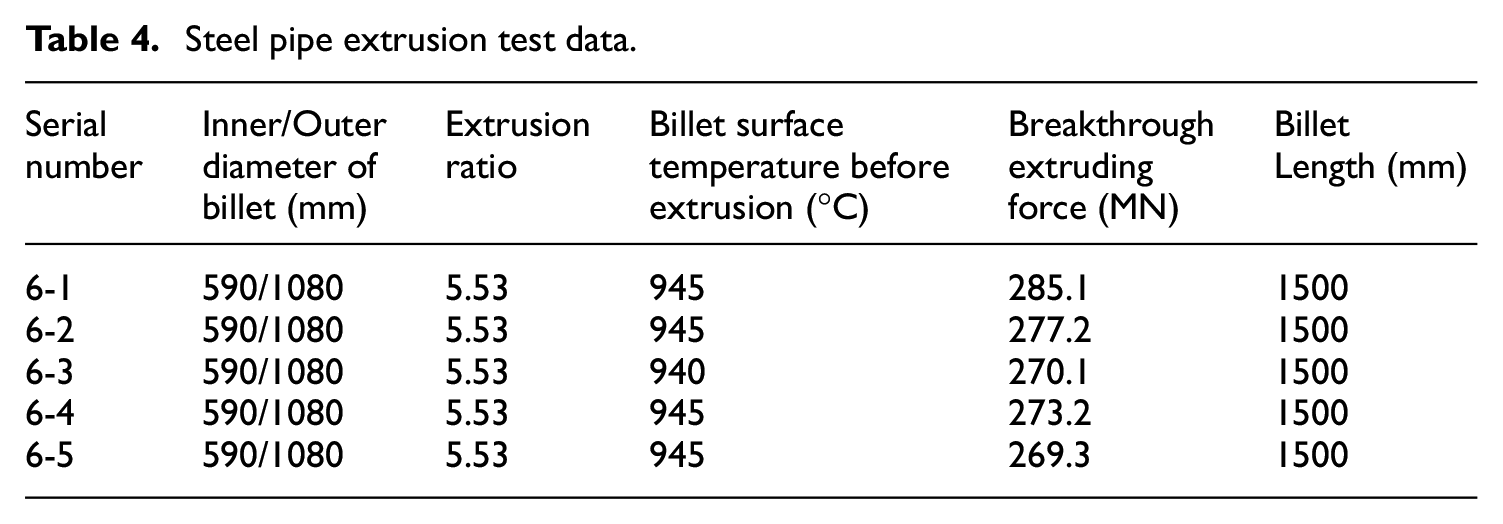
To ensure the accuracy of the model, after the training and the test of the ANN model are completed, a totally new set of experimental data is used for verification. As shown in Table 4, a set of P91 steel pipe extrusion test data not included in the learning samples is presented, including the extrusion test results of five steel pipes.
Steel pipe extrusion test data.
Through the above input data, the breakthrough extruding force is predicted by the established ANN model. The comparison between predicted results and experimental results is shown in Figure 5. It can be seen that there is a certain fluctuation in the experimental value, which is quite normal. Because the size of billets and the like are large during the large-scale extrusion process, it is necessary to use various types of large auxiliary equipment. As a result, it is difficult to maintain the accuracy of various conditions. The breakthrough extrusion force predicted by the ANN model is basically maintained at 271 MN. Compared with the experimental results, the average relative error of the five consecutive extrusions is 1.79%, and the maximum relative error is 4.95%, which fully verifies the accuracy of the established ANN model. Therefore, the ANN model based on actual production needs can be used to accurately predict the breakthrough extruding force. In addition, as the extrusion times increase, there is a decreasing trend of the error between the predicted and experimental values, which reveals the effect of extrusion times on the breakthrough extruding force. In other words, since the training of extrusion times is included in the learning samples, the influence of noises such as die wear is taken into consideration in the ANN model, that is, the ANN model can reflect the effect of noises during the continuous extrusion process.

Comparison between predicted results of ANN model and experimental results.
Effect of extrusion times
In the actual extrusion process, there are inevitable problems such as die wear, which are difficult to record and characterize. They vary with the number times of extrusion. On the one hand, these problems are different in each extrusion. On the other hand, as the extrusion times increase, the accumulation of quantitative changes occurs. In traditional finite element models or theoretical solutions, the influence of this part is usually ignored or simplified, which is applicable in a single extrusion process, but in the actual continuous industrial production, the influence of this part as noises must be considered, especially for the large-scale extrusion process where the problems of die wear and the like are more serious. Therefore, there is a contradiction between the traditional FE model or theoretical method and the actual production. Besides, as far as the authors know, these problems have never been studied quantificationally yet due to the limitations of traditional methods. However, for the ANN algorithm, since samples of machine learning are directly derived from actual production data, the ANN model can truly reflect the influence of noises and provide guidance for continuous industrial production.
Table 5 shows the effect of extrusion times in the ANN model on the breakthrough extruding force. After extrusion times are included in the prediction model, the calculation accuracy is improved. The average relative error is reduced by 4.6% and is approximately 28% of the original one. Although there is no qualitative change in the error, on the one hand, the die wear and other conditions will deteriorate, and the accumulation of the quantitative change may cause a larger error. On the other hand, for the large-scale extrusion process, 4.6% under large tonnage means more than a thousand tons of force, which is a relatively large tonnage change for normal extrusion. It is worth noting that when considering the effect of noises, the prediction results are significantly increased, which is more in line with objective results. Taking wear as an example, the surface of the container, die and mandrel changes from smooth to uneven, and the frictional form changes from Coulomb friction to shear friction. When plastic deformation occurs, part of the billet is squeezed into the pit generated by the wear, which leads to shear deformation, thereby increasing the friction force and further causing the extruding force to become larger.
The effect of extrusion times on breakthrough extruding force.

Comparison with FE model
In the current extrusion analysis, the finite element method is the most widely used. However, the core idea of gridding results in a large amount of calculation, which will inevitably increase the process optimization cycle. For the large-scale extrusion process, the size is large, and thus the amount of calculation greatly increases. However, the established ANN algorithm can respond quickly to the new input, which greatly shortens the analysis period.
Table 6 shows the comparison between the calculation results of the ANN model and FE model. The calculation process is conducted on a computer with an i5-4200 CPU. As shown in Table 6, in terms of calculation accuracy, the average relative error of the finite element simulation results is 18.32%, while the ANN model is only 1.79%, which is about 9.77% of the former, which will directly affect the equipment selection and production costs. Specifically, when the analysis result of the breakthrough extruding force is 331.3 MN, considering the existence of the calculation error, it is certainly difficult for the researchers to choose the 360 MN machine (large equipment is very scarce) for production and processing. Otherwise, once jamming happens, it will inevitably lead to a substantial increase in production costs and may lead to safety accidents. Besides, it is also hard to complete industrial production tasks. Under this premise, the choice of higher tonnage equipment becomes inevitable, but higher tonnage equipment means higher production costs. In addition, in the case of large equipment scarcity, it may cause a waste of equipment capacity. Therefore, accurate prediction of breakthrough extruding force is of great practical significance.
Comparison between the ANN model and FE model.

However, this does not mean that the ANN model is always better than the FE model and dialectical thinking is required. First, the ANN model can only be used for the calculation of the results of the specified type. Unless a set of ANN models for each result is established at each instant of the whole process, the entire result information of the whole process cannot be obtained. Moreover, after the ANN model is trained, it can only optimize the specified input. For the optimization of new input, a new ANN model needs to be built. Therefore, the appropriate method should be selected according to actual needs.
Conclusions and future work
Based on the artificial neural network algorithm, a prediction model of the breakthrough extruding force in the large-scale extrusion process is established for the first time and further validated through test data. The results show that the established model has high accuracy, which is far greater than that of traditional methods. The average relative error is only 1.79% and the maximum relative error is 4.95%.
By analyzing the influence of whether extrusion times are included in the model, noises such as die wear and glass powder residue that are difficult to record and analyze in the traditional theory and finite element method are taken into consideration. When noises are neglected, the predicted breakthrough extruding force will decrease and deviate from the experimental value. And the average relative error will increase by 2.57 times, which corresponds to a force of more than a thousand tons.
By comparing the calculation results of the ANN model and FE model, the established ANN model can predict the breakthrough extruding force accurately. The computational accuracy are approximately 10.2 times that of the FE model.
The model established by the ANN algorithm provides an effective method for quickly and accurately predicting the breakthrough extruding force in the large-scale extrusion process, which shortens the period of process optimization and can be used for noise analysis. The method can be an effective tool to solve the irreconcilable contradiction between traditional methods and actual production. Further, by learning different samples, the model can be changed easily and can also be used for the study of various prediction and optimization problems.
As for future work, in order to study the large-scale extrusion process more deeply, more production results in the production process should be characterized digitally, such as wear and temperature distribution. Then, a more comprehensive ANN database concerning the large-scale extrusion processing can be established, which is of great importance for further research on the large-scale extrusion production.
Footnotes
Acknowledgements
The authors are grateful to Inner Mongolia North Heavy Industry Group Corp. Ltd for their help in the production data and experimental equipment.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.