
Abstract
A geometric error determines the quality and function of a product to a certain extent. Cylindricity error is an important indicator of the geometric error of form parts. In recent years, with the development of geometric product verification and specification (GPS), the specification of the cylindricity error and high-precision detection have become the focus in the field of industrial metrology. In this paper, by analyzing the existing cylindricity evaluation strategy, a new method for cylindricity error evaluation based on increment-simplex algorithm is proposed. The purpose is to improve the efficiency of cylindricity error analysis on the basis of ensuring the accuracy requirements. First, according to the GPS specification, the characteristics and applications of the circular section method, the helicoid line method, the generatrix line method, and the bird-cage method for the extraction operation are analyzed. And for the fitting operation, the mathematical models of the cylindricity fitting for the least squares cylinder, minimum circumscribed cylinder, maximum inscribed cylinder, and minimum zone cylinder in cartesian and cylindrical coordinate systems are constructed. Second, a new method of cylindricity error optimization evaluation based on the incremental optimization method is proposed. A theoretical analysis of the new method is made with the circular section method as an example, and the specific steps of cylindricity error analysis based on the circular section method of the new method are given. Finally, experiments and analysis are carried out, and the accuracies and evaluation efficiencies of the cylindricity error of the different cylindricity measurement and evaluation strategies are compared and analyzed. The results and operating efficiency of the increment-simplex algorithm and the traditional algorithms are compared, and the effectiveness and feasibility of the new method are proved.
Introduction
Cylindricity is a category of form tolerance. Form tolerance refers to the amount of variation of a measured element relative to the ideal element. The ideal element is used to represent the minimum criteria, that is, the maximum variation of the measured element relative to the ideal element should be minimal. The cylindricity error is a comprehensive index for controlling the roundness, straightness, and parallelism of the longitudinal and transverse sections of a cylinder and its axis. Cylindrical tolerance refers to the radius difference between two coaxial cylinders containing the actual surface with the smallest radius. Many important components require strict tolerances in precision manufacturing systems, so a reliable strategy is required to accurately evaluate the error. GPS achieves the standardization of product formation and the optimal allocation of resources, promotes the formation and optimization of the design, manufacturing, and measurement certification systems with the product quality and efficiency as the core, and supports and realizes the digitization and standardization of product geometric precision design and measurement certification.
GPS solves the problems of systemic, integrated, poor operability, and arbitrariness that have long been based on geometric-based technical standards. 1 Chen et al. 2 pointed out that in practical applications, due to the simple mathematical model of the least squares method, it is often applied to calculate the cylindricity error. Other evaluation methods were not evaluated, and the problem of the least squares accuracy was ignored. Zheng et al. made various attempts3–8 to evaluate the cylindricity error to improve the efficiency. Zaimovic-Uzunovic and Lemes compared the influence of different extraction methods on the cylindricity error through experiments and suggested that different extraction methods had different sensitivities to the probe used in the measurements. 9 Souza et al. studied the fitting model and evaluation system of the roundness and cylindricity10–13 and concluded that although the roundness and cylindricity were evaluated using similar methods, they had different mathematical models and evaluation systems due to their different properties and working principles. Collins et al. 14 discussed the advantages and disadvantages of three measurement schemes—the helicoid line method, Hamspi method, and pie chart method—when measuring the form error with coordinate measuring machines (CMMs). Summerhays et al. 15 studied the optimal distribution of the extracted discrete points on the surface of an inner cylinder with symmetrical shape deviations. Badar et al. 16 proposed an adaptive sampling step for the surface machining error distribution and a path optimization search method for reducing the number of sampling points. Stepien17–20 studied the cylindrical profile to analyze the parameters of the cylinder and explained the parameter measurement method. Dovica and Vegh 21 used different evaluation methods to compare the cylindricity deviations. Vrba et al. 22 reported that the extraction method had a greater influence on the cylindricity error than the evaluation method. Zhang et al.23–26 provided the theory of the GPS, GPS operation, and operator. Fengxia et al.27–34 studied various problems in the geometric processing of products according to the GPS. ISO 1101 35 and ANSI Y14.5 36 also developed a related method for the evaluation of cylindricity errors.
In summary, most scholars’ discussions on cylindricality are still under a single measurement and extraction method or a single fitting method. There is no effective comparison between different extraction strategies in depth, and few studies on new cylindricality method of error evaluation. A new method for cylindricity error evaluation based on increment-simplex algorithm is proposed based on the next-generation GPS and ISO standards in this paper. Experiments and analysis are carried out, and the accuracies and evaluation efficiencies of the cylindricity error of the different cylindricity measurement and evaluation strategies are compared and analyzed.
Cylindricity measurement strategy based on new generation GPS
Figure 1 shows the framework for the digital measurements based on the GPS geometric error. The evaluation of the cylindricity error involves the following basic operations. First, the separation operation is used to obtain a cylindrical surface to be studied from the surface model of the workpiece. Second, the cylindrical surface obtained by the separation is extracted by the extraction operation using a certain method to digitally represent the non-ideal cylindrical surface. Third, the fitting cylinder is used to obtain the ideal cylindrical surface that approximates the non-ideal surface according to a particular criterion. Finally, the maximum distance between the ideal and non-ideal surfaces is obtained by the evaluation operation, and the cylindricity error is obtained. The combination of the operations—separation, extraction, fitting, and evaluation—can be called the inspection operation operator for the cylindricity error evaluation.

Framework for digital measurement based on GPS geometric error.
The extraction strategy is to restrict the path and the method under the condition of ensuring that the extracted surface information is not distorted. The effective expression of a non-ideal surface model is simplified and limited points are selected to reflect the real features of the contour to the greatest extent.
Due to the different directions and numbers of extraction paths, the extraction method is different in its ability to reflect the harmonic components of the surface profile. For the cylindricity measurement extraction, the bird-cage and helicoid line methods can be used for extraction in the axial and circumferential directions respectively, which can achieve high-density coverage of the extraction surface and provide harmonic components in multiple directions. The circular section method can only obtain information for several circular sections, and the generatrix line method can only obtain information parallel to the axial direction. Based on the selection of geometric features, the bird-cage and helicoid line methods have slightly higher priorities than the circular section and generatrix line methods. The point method is suitable for the extraction of most of the geometrical features due to its particularity and is also applicable to the extraction of cylindricity measurements.
Among the above sampling methods, as shown in Figure 2(a), the bird-cage extraction method can obtain the most cylindrical contour information, and thus, it is theoretically the most appropriate scheme for measuring the cylindricity. However, in actual operation, the bird-cage method involves a complex process and exhibits low measurement efficiency. As shown in Figure 2(b), the helicoid line method is similar to the bird-cage method in that more cylindrical contour information is also obtained. However, in actual operation, the process is complex and difficult to perform. As shown in Figure 2(c), the generatrix line method extracts the generatrix direction and loses the circumference contour information. As shown in Figure 2(d), if there are too few sampling points, there will be problems with filtering, and the sampling operation process will be difficult. As shown in Figure 2(e), the circular section method obtains a plurality of discrete circumferential contours. Since the measuring equipment conditions are easily achieving and the economy is high, the existing cylindricity measuring machines and the roundness measuring machines mostly utilize the circular section method.

Extraction method. (a) Bird-cage method; (b) helicoid line method; (c) generatrix line method; and (d) points method (e) circular section method.
The GPS standard 37 for cylindricity measurements does not directly give specific implementation requirements for the number of sampling points, but the standard clarifies that the theoretical sampling points can be determined according to the Nyquist theorem, that is, at least seven sampling points for each cutoff wavelength are required. However, under different extraction methods, because of the different sampling requirements, the sampling density of each method is also inconsistent at the time of sampling. Existing cylindrical measurement instruments widely use the circular contour method sampling method. In practical applications, the determination of sampling points usually follows the GPS standard requirements of roundness measurements, 38 whereas for axial sampling, 3–15 sections are usually selected based on experience and equal spacing.
Cylindricity fitting and evaluation operation
During the fitting operation, the data points obtained from the extraction operation are processed and the ideal surface is obtained through a certain fitting criterion. The cylindricity error is the difference of the actual cylindrical contour surface relative to the ideal cylinder and it can fully reflect the error of the cylindrical parts. The determination of the ideal cylinder position should satisfy the principle of the minimum condition, that is, the maximum variation of the measured actual element relative to the ideal element is a minimum. As shown in Figure 3, according to different ideal cylinder association methods, the evaluation methods for the cylindricity error include the least squares cylinder (LSC), the minimum circumscribed cylinder (MCC), the maximum inscribed cylinder (MIC), and the minimum zone cylinder (MZC) methods. As shown in Figure 3, C is the ideal element and S is the actual element under testing. The fitting requirement is that the maximum variation, t, between S and C should be minimized, where t is the cylindricity error.

Cylindricity error evaluation geometric model. (a) LSC. (b) MCC. (c) MIC. (d) MZC.
Based on the different coordinate systems selected by the measurements, the cylindricity error includes two basic measurement methods: the cartesian coordinate method and the cylindrical coordinate method.
The cartesian coordinate method can be further divided into manual and automatic measurement methods. During the measurements, several measurement points are selected on the measured contour, the three-dimensional coordinates of each point are measured one by one, the data is processed, and the cylindricity error is determined. At present, this method is mostly used in the cylindrical measurements of CMMs. The mathematical model for the cylindricity error evaluation in the cartesian coordinate system is as follows.
The position vector of the intersection point of an ideal cylinder axis L and coordinate plane XOY is denoted

The sampling point coordinates on the measured cylinder are denoted as

When using the LSC to evaluate the cylindricity error, according to the least squares principle, the ideal cylinder is determined, and the sum of squares between the discrete sampling points and the ideal cylinder is a minimum. The radius of the least square cylinder is denoted as

From the evaluation of the geometric model of the cylindricity shown in Figure 3(a), the cylindricity error is the difference between the maximum and minimum distance of the measured element to the least squares ideal cylinder. The objective function of the least squares cylinder used to evaluate the cylindricity deviation can be expressed as follows:

According to Figure 3 and the fitting requirements, the objective functions of the three inclusive fitting criteria can be obtained as follows:



At present, this method is mostly used for cylindricity measuring machines and the roundness measuring machines. In practical operation, the installation eccentricity is usually required to be small, the number of sampling points is even, and uniform sampling is required. The method comprehensively considers the data measured from the sections of multiple parts using an appropriate mathematical model, and the cylindricity error of the parts is obtained.
The circular section method is usually adopted in the cylindrical coordinate system. As shown in Figure 4, the coordinates of each point of the actual measured cylinder are denoted as


Measurement geometric model of the cylindrical coordinate.
The distance between each measurement point on the actual cylinder and the evaluation datum axis can be expressed as follows:

By expanding equation (9) as a Taylor series and omitting the higher order terms, the model can be simplified as follows, where

With L as the axis, all of the measured data points are contained between two cylinders with radii



Thus, the essence of the evaluation of the cylindricity error is to obtain the ideal axis parameters of evaluation based on the mathematical programming model of the fitting criterion. According to the definition of the cylindricity error, the value of the cylindricity error is obtained. The basic idea of the LSC criterion is “adjustment,” which is an approximate method and does not conform to the principle of minimum conditions. However, it has the advantages of a rapid calculation speed and simple calculation procedure. The last three fitting criteria are inclusive fitting criteria. These use the ideal inclusion element (isometric graph of ideal element) to contain the actual element and minimize the characteristic parameters of the inclusion field. The inclusive fitting criteria is often used in the evaluation of high-precision error. In practical applications, the LSC criterion is usually used as the default criterion for association, and the MZC criterion is only used for high precision requirements or arbitration.
The mathematical model of the cylindricity error fitting evaluation based on the cartesian and cylindrical coordinate systems are established above. They are based on certain criteria, and the variation of the objective function is used to obtain the differences of the actual measured element relative to the ideal element. Therefore, the importance of optimization theory for the cylindricity error evaluation is important. The optimization solution is an iterative process. It is necessary to study the inherent rules between different fitting criteria and different optimization methods. It is also important to determine the optimization method of the fitting criterion when the extraction operation is constant. The structural cylindricity error evaluation mathematical model can be considered to be linear programming problem.
The mathematical model of linear programming includes three parts: decision variables, objective functions, and constraints. Decision variables can be continuous or discrete. The objective function can require maximization or minimization. Constraints can be either equality constraints or inequality constraints. Although mathematical problems are complex, they can all be expressed in standard form. The standard form of a linear programming problem with m constraints and n decision variables is shown in formula (15).


Among them, formula (15) is called the objective function.
Using vector representation, the standard linear programming can be written as:


Among them,
The basic idea of the simplex algorithm39,40 to solve the linear programming model is that determine the correspondence between the poles of the feasible region and the basic feasible solution under certain conditions. First find a pole and check whether the pole is optimal. Otherwise, find another pole that can improve the value of the objective function, and perform iterative calculations to obtain the optimal solution. The mathematical model of the simplex algorithm is analyzed as follows.
Turn the linear programming problem into a standard form.
According to the standard form of the linear programming problem, determine the initial basic variables and the initial feasible basis
Calculate the simplex multiplier
Calculate the non-base variable test number
Determine variable
According to
Use
Simplex algorithm is widely used in linear programming problems. However, there are many constraints in the geometric error evaluation. For the MZC criterion, the number of constraints is twice the number of all measuring points, which makes the feasible region complicated and the number of poles in the feasible region is large. The process of solving the planning model by the simplex algorithm is the process of iteratively calculating the poles. Therefore, when there are a large number of measuring points, the simplex algorithm will take a long time to solve the model and may not meet the needs of the project. A new method for cylindricity error evaluation based on increment-simplex algorithm is proposed to improve the evaluation efficiency.
The new method for cylindricity error evaluation based on increment-simplex algorithm
Application of incremental method in error evaluation
Given the subset S′ of the point set S and its minimum containment zone, the point P is a point in the set S that does not belong to the set S′ and is outside the minimum containment zone of the set S′, the point P and the set S′ compose a new set S″, then the point P must be on the boundary of the smallest containment zone of the set S″, and the geometric error t″ of the set S″ must be greater than the geometric error t′ of the set S′. Then increase the point P to n points to compose a set Sn. The geometric error of Sn must also be greater than the geometric error of the set S′. It can be deduced from the above that the points outside the minimum containment zone of the subset S′ are replaced with the points inside the minimum zone of the subset S′ to compose a new set Sn. The geometric error of Sn must be greater than the geometric error of subset S′. Because when the minimum containment zone of the subset S′ contains the point set S, the minimum containment zone of the point set S is the minimum containment zone of the point set S′. Therefore, in the process of geometric error evaluation, as long as a subset S′ of the set S is found, the smallest containment zone of the subset S′ contains the point set S, and the smallest containment zone of the point set S can be obtained. If the minimum containment zone of the subset S′ does not contain all the points of the set S, a number of points outside the minimum containment zone of the subset S′ will be substituted for the points inside the minimum area of the subset S′ to obtain a new subset. The geometric error of the new subset must be greater than the geometric error of the old subset. Therefore, after several iterations, a minimum containment zone containing a subset S′ of all the points of the point set S must be found. In this way, the minimum containment zone and geometric error of the set S are obtained.
Application of increment-simplex algorithm in cylindricity error evaluation
The incremental method is to use the idea of increment to delete the collection points that have less impact on the evaluation results, then the evaluation efficiency will be improved.
Taking the circular section extraction method and MZC criterion evaluation as an example, it is assumed that the number of collected sections is M, the number of points collected by each section is N, and the point set of each section is recorded as S1, S2 …, SM. The feature points of each section are obtained, and all the feature points of the sections are substituted into the cylindricity error evaluation model to obtain the cylindricity error. Then the problem is transformed into a problem of obtaining the feature points of each section by the incremental method.
The feature points are the effective contact points between the two concentric circles and the measured contour when the two concentric circles contain the actual boundary of the measured contour and the difference between the two concentric circles’ radius is minimum. The minimum zone is only related to the feature points. No matter how the measurement points other than the feature points change within the minimum area, it will not affect the minimum containment area. Taking the first section S1 as an example, the minimum containment zone and feature points of the section are obtained.
First select n points of the set S1 to obtain a subset S1′. When finding the feature points, first find the center of the circle corresponding to any two points
Set the distance from the point

The median circle radius


Suppose N is equal to the formula (22)

It is required to take the minimum value of N, first find the partial derivative of N, as shown in formula (23).

Since the derivation of (23) is complicated, it is difficult to obtain the solution about a and b. Therefore, it is considered that it is easier to calculate in the cylindrical coordinate system, and the partial derivative is calculated in the cylindrical coordinate system, where


Solve formula (25) to get the corresponding


Where:


The virtual circle center coordinates are as in formula (30),

In this way, the virtual circle center coordinate formula is obtained. For each group of m, s, there is a group of virtual circle centers corresponding to it

The two feature points k and l are found as the formula (32).

Search according to formula (32). For each virtual circle center make the inner and outer containment circles. And find the group with the smallest difference between the inner and outer containment circle radius. Then get the first two feature points.
The remaining two feature points are among the n-2 points except the two feature points that have been found. Take two points
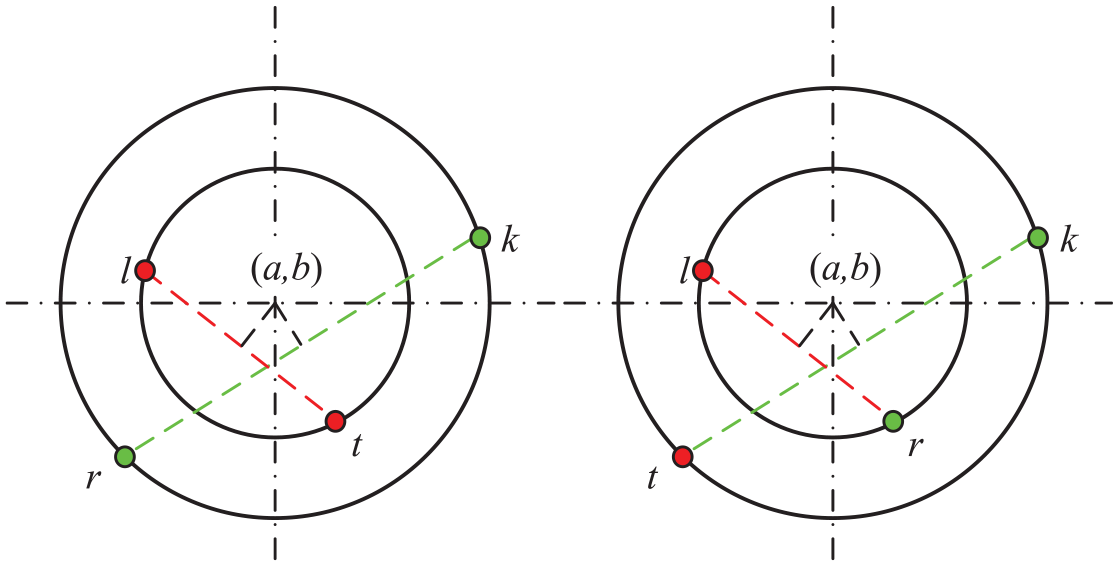
Distribution of feature points.
When r and k are in the same circle and t and l are in the same circle, the coordinates of the center of the circle are as in formula (33) and (34).


When r and l are in the same circle and t and k are in the same circle.


For each group of r and t, there are two corresponding circle centers. The circle centers can be calculated by formula (33)–(36). Exclude configurations that do not meet the cross criterion. After removing points k and l, use these centers to make the containment circles. The group with the smallest radius difference between the inner and outer containment circles is obtained. The points locate on the inner and outer containment circles is the other two feature points.
All four feature points have been obtained. Check whether the feature points meet the crossover criterion and whether all points of the set S1 are included. If the conditions are met, record the feature points of the section and wait for the next calculation. Otherwise, delete some points closest to the median circle of the smallest inner and outer containment circle in the subset S1′, and add some points farthest from the median circle in the points outside the smallest inner and outer containment circle of the set S1. A new subset S1′ is formed, and the feature points are calculated again until the feature points of the section are obtained. After obtaining all the feature points of the sections according to this method, since the cylindricality error model is different from the roundness error model, more points need to be substituted into the calculation. In order to express the characteristics of the cylinder, after finding the sections feature points, the part points closer to the feature points are substituted into the cylindricality error evaluation model (14). And calculate the results using the simplex algorithm described in section “Cylindricity fitting and evaluation operation.” In this way, the cylindricality error of the MZC criterion is obtained through the new method. The flowchart of this method is shown in Figure 6.

Flowchart of the new method.
Experiment and analysis
The accuracy judgment of the Increment-Simplex algorithm
In order to verify the effectiveness of the proposed cylindricity error evaluation algorithm, the algorithm is compared with the known algorithm according to the existing experimental data set. Using the same experimental data as the following authors, the cylindricity of the experimental method is evaluated by using different fitting criteria. The results of MCC, MIC and MZC calculated by the algorithm proposed in this paper are basically consistent with those published previously. Therefore, the validity of the proposed algorithm can be verified and can be effectively applied to the cylindricity error evaluation. The comparison results are shown in Table 1.
Experimental results of different methods.

Comparison of calculation results among incremental-simplex algorithm and traditional algorithms
For the same extraction operation, section “Cylindricity fitting and evaluation operation” shows that the three fitting methods for the MCC, MIC, and MZC use inclusive fitting criteria. The different fitting methods are analyzed separately for the simplex algorithm(SA), genetic algorithm(GA) and incremental-simplex algorithm(ISA). The following experiments are performed using the circular section method to extract 3, 6, 9, 12, and 15 sections, each section includes 1164 points. The measuring system is the DTP-1000 produced by Wilson Company, as shown in Figure 7. The processor of the data processing device is Intel(R)Core(TM)i7-9750H CPU@2.60 GHz, and the memory is 8.00 GB.

Measuring system.
In order to understand the evaluation of cylindricity error, taking the circular section method as an example, the 3D simulation diagram of each evaluation criterion is shown in the Figures 8 and 9.
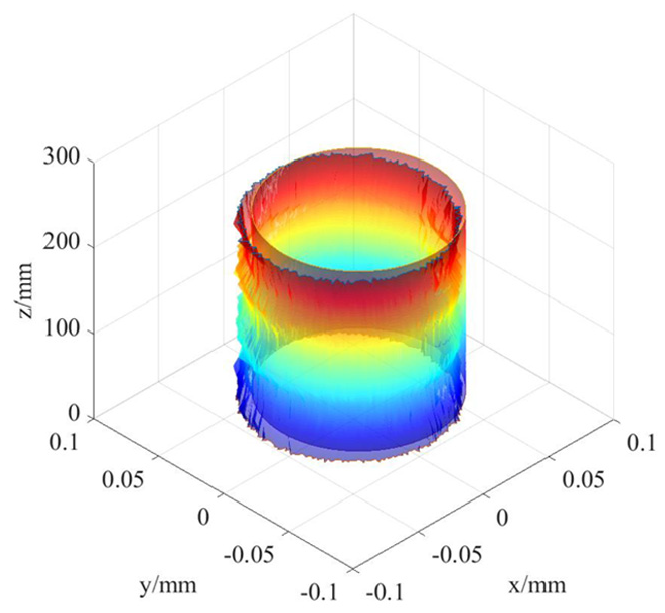
LSC criterion fitting 3D simulation.

Inclusive criteria fitting 3D simulation. (a) MCC. (b) MIC. (c) MZC.
Tables 2 and 3 show that when using the algorithm for the optimal solution. As the number of sampling sections increases, the cylindricity error of the four fitting methods increase. When the number of sections is same, the radius of the fitting cylinder obtained by traditional algorithms and the ISA is almost the same, and the error between the methods decreases rapidly with the increase of the number of sections. This shows that the local search optimal solution obtained by the ISA is enough to replace the global optimal solution obtained by the traditional algorithms when the number of cross sections is enough. It can be concluded that the incremental-simplex algorithm has good accuracy and stability.
Fitting evaluation parameters of different fitting criteria.

Inclusive criteria optimization error. Unit: mm.

Comparison of calculation time among incremental-simplex algorithm and traditional algorithms
Figure 10 shows that when using the algorithm for the optimal solution, the optimization time of the MZC criterion is significantly higher than those for the other two fitting criteria, and the time used for the optimization increased with the number of sampling sections. The comparison with the incremental-simplex algorithm and the traditional algorithms shows that using the incremental-simplex algorithm to calculate the cylindricity of the inclusive criteria can improve the processing speed. According to the experiments in section “Comparison of calculation results among incremental-simplex algorithm and traditional algorithms,” it can be known that the calculation results can be also guaranteed. It can be concluded that the incremental-simplex algorithm proposed in this paper can well meet the requirements of high-precision and high-speed cylindricity evaluation. The optimization rate of SA and ISA is shown in Table 4.

Comparison of calculation time. (a) MCC. (b) MIC. (c) MZC.
Optimization rate.

Conclusion
The new method for cylindricity error evaluation based on increment-simplex algorithm is proposed based on the next-generation GPS and ISO standards in this paper. The new method solves the problem of low efficiency of the existing cylindricality error evaluation. The mathematical models of the cylindricity fitting for the least squares cylinder, minimum circumscribed cylinder, maximum inscribed cylinder, and minimum zone cylinder in cartesian and cylindrical coordinate systems are constructed. The theoretical analysis of the new method is made with the circular section method as an example, and the specific steps of cylindricity error analysis based on the circular section method of the new method are given. Experimental verification and analysis are carried out. The experimental data show that the new method for calculating the cylindricity under the inclusive criteria can improve the processing speed while ensuring the accuracy of the cylindricity. The optimization effect for the MZC is most significant. The method can be applied to the cylindricity measuring device, and can effectively improve the evaluation efficiency. This method can also be extended to the evaluation of roundness and flatness errors. It can also improve the evaluation efficiency.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research has been supported by the National Natural Science Foundation of China (no. 51775515) and National Key Research and Development Program of China (no. 2017YFF0206501).