
Abstract
The mechanisms of densification during spark plasma sintering (SPS) of spherical copper particles are investigated both experimentally and analytically. Experimentally measured densification rates are compared to expected contributions to densification coming from Coble creep, Nabarro-Herring creep, power-law creep, and pressure-assisted sintering described by the two-particle model. The results indicate densification by Coble creep or a low-temperature version of power-law creep in the investigated range of temperature and pressure at a relative density of 70%. The findings are supported by (i) activation energies obtained for various conditions using the Dorn-method as well as (ii) the pressure dependence of the densification rate.
Keywords
Introduction
Spark plasma sintering is the most common name for a method closely related to hot pressing that is used to densify a wide range of materials [1]. The powder particles are usually placed in a graphite die and pressure is applied via graphite punches. Unlike conventional hot pressing, the specimen is heated using an electric current pulsed in the millisecond range. The current flows through the punches, the graphite die and, for conductive materials – as considered in the present study – also through the powder compact. After reports of unexpected fast densification at low temperatures, explanations like the occurrence of sparks and plasma [2] or enhanced material transport by electromigration [3,4] and thermomigration [5] came up. As both the existence of sparks as well as plasma have been repeatedly doubted [6,7], a multitude of other names have been proposed, like field assisted sintering (FAST), pulsed electric current sintering (PECS), or current-activated, pressure-assisted densification (CAPAD). As none of this names has gained widespread acceptance, the term spark plasma sintering (SPS) will also be used in the present publication. The technology itself, proposed densification mechanisms, and materials densified using SPS have been described in detail in recent books [8,9] and reviews [1,10]. Regardless of the incredible number of explanations why, it is consensus that the technology is capable of densifying most distinct materials at relatively low temperatures and short process times. Therefore, the technology is capable of maintaining a very fine microstructure, at least compared to conventional sintering.
To shed more light on spark plasma sintering of metals, the authors decided to publish a series of three papers of which the present is the final one.
The first paper addressed the current flow through the macroscopic system of powder compact, punch, and die, as well as the generation of Joule heat and the resulting macroscopic temperature distribution [11]. It was shown that (i) temperature measurement, often performed in the die, can lead to a significant underestimation of the specimen temperature by more than 100 K and that (ii) the current flow through the specimen is mostly constant throughout the isothermal phase, regardless of the specimens densification, as it is controlled by the graphite tool rather than the specimen itself.
The second paper of the present authors discussed the microscopic temperature homogeneity and electric current distribution on the powder particle scale [12]. The findings, backed by other experimental results [13–15] and finite-element simulations [16–18], showed that the micro-local temperature is almost homogeneous and the often mentioned 'spark plasma effects', i.e. spark and plasma formation, local particle-particle contact overheating, electromigration and thermomigration, do not affect densification. It also includes a review of important literature about these effects in SPS.
From the results of these publications the authors eventually supposed that reported lower processing temperatures can – in many cases – be attributed to differences between the measured temperature and the temperature of the specimen. The fast volumetric heating would than be the main, but very significant, advantage of SPS over hot pressing. This conclusion is supported by published data from other research groups, that – if comparable process parameters are used – find no or no significant difference between the two processes for copper [19], for TiAl [20], but also for ZnO [21], for YSZ [22] or for zirconia [23].
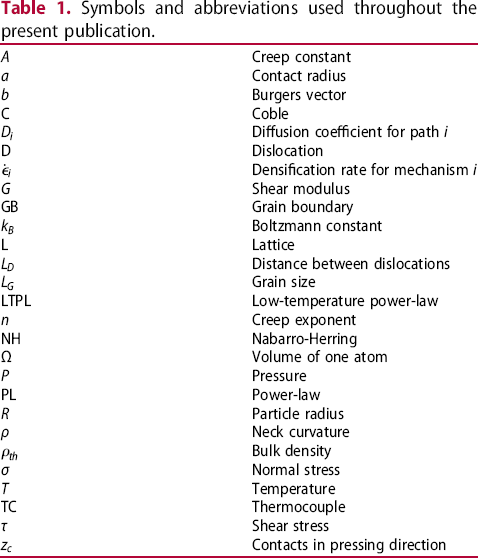
Symbols and abbreviations used throughout the present publication.
Symbols and abbreviations used throughout the present publication.
Spherically shaped copper powders were used in the present study. The polycrystalline powder was received from Ecka Granules (Fürth, Germany), air atomised with a purity of 99% and a particle radius distribution from
Micrographs of (a) polycrystalline and (b) monocrystalline copper particles prior to compaction. (c) Polycrystalline material after sintering at
SEM images of the fractured surface of a specimen from polycrystalline copper particles used to obtain the contact radius and estimate the number of contacts in pressing direction. a) Overview with 200 times magnification and b) single contact used to measure the contact diameter, whereby the contact radius a equals
 to
to
 µm. Monocrystalline powders have been obtained by a method described by Sauerwald and Holub [24]. From both powders, only the fraction with
µm. Monocrystalline powders have been obtained by a method described by Sauerwald and Holub [24]. From both powders, only the fraction with
 µm was used. Optical micrographs after etching obtained using differential interference contrast are shown in Figure 1. They have been used to measure the grain size of the polycrystalline powder before the process. The grain size of the polycrystalline powder was
µm was used. Optical micrographs after etching obtained using differential interference contrast are shown in Figure 1. They have been used to measure the grain size of the polycrystalline powder before the process. The grain size of the polycrystalline powder was
 µm which also did not change during densification up to 80% as shown in Figure 1(c). The contact radii a between the sintering particles that are relevant for calculating the densification rates have been measured at scanning electron microscopy images obtained from specimen fractured after cooling with liquid nitrogen as shown exemplarily in Figure 2. Latter images have also been used to estimate the mean number of contacts each particle has in pressing direction.
µm which also did not change during densification up to 80% as shown in Figure 1(c). The contact radii a between the sintering particles that are relevant for calculating the densification rates have been measured at scanning electron microscopy images obtained from specimen fractured after cooling with liquid nitrogen as shown exemplarily in Figure 2. Latter images have also been used to estimate the mean number of contacts each particle has in pressing direction.
 for 15 min. All samples' surfaces have been etched and the images are captured using differential interference contrast.
for 15 min. All samples' surfaces have been etched and the images are captured using differential interference contrast. .
.
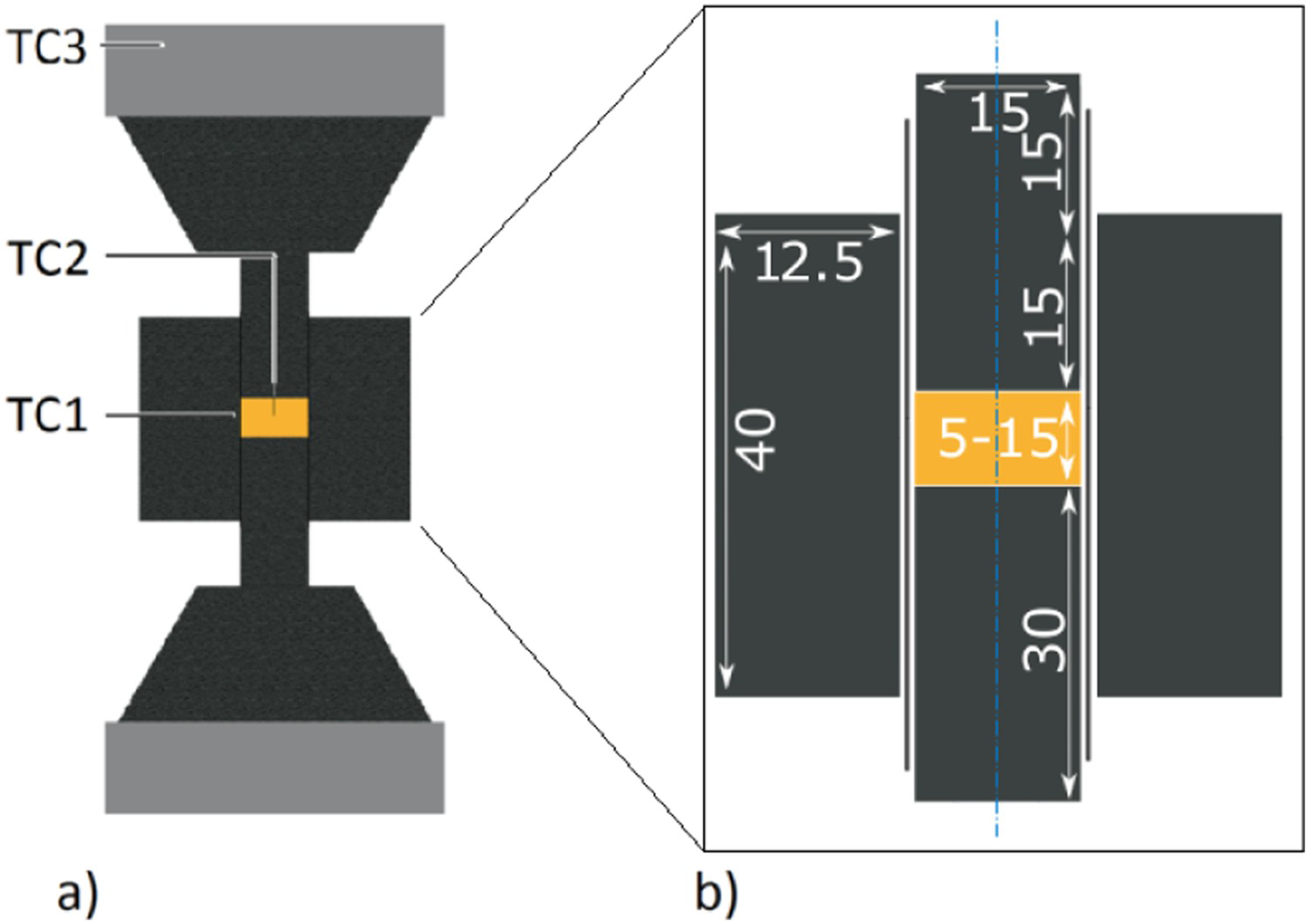
The SPS apparatus used was a HPD5 from FCT Systeme GmbH (Rauenstein, Germany) with a tool setup as depicted in Figure 3. Conical graphite spacers, 15 mm diameter graphite punches, and a graphite die as well as a 0.2 mm graphite foil wrapped around the sample were used. The temperature was measured at different points using type K thermocouples. TC1 was used by the machine to control the temperature, TC2 to obtain the correct specimen temperature, and TC3 was a machine safety measure. All experiments have been carried out under vacuum. Prior to heating the mechanical pressure was applied and kept constant during heating and isothermal densification. The applied pressure was 17, 28, 40 or 51 MPa for different experiments. Heating was performed with 100 K/min until the final sintering temperature was reached, which varied for the different experiments between T = 450 and
Schematic of (a) the graphite tool setup used with positions of the thermocouples as well as (b) a magnified representation of the pressing tool showing the dimensions of punches, specimen, and die in millimetres. . At the end of the varying holding times, the pressure was released to allow the samples to cool down without further densification. The densification curves throughout the isothermal sintering were then calculated by using the density of the cooled-down samples obtained geometrically and taking into account the thermal expansion from ambient to sintering temperature. Activation energies have been obtained applying the Dorn-Method, c.f. [25]. For this method, after holding the sample at a temperature equal to the sintering temperature T minus 10 K for 15 minutes, the temperature is then increased by 20 K and hold for another 15 minutes. The ratio of the densification rates at the different temperatures extrapolated to the moment the specimen has exactly the sintering temperature T can then be used to calculate the activation energy. The method is very reliable if the microstructure does not change during the measurement [26,27] what could be confirmed at least for the grain size. The validity of the measurements was further verified by (i) repeated measurements, (ii) performing the temperature jumps both to a higher and a lower temperature, (iii) using different length of isothermal sintering phases and (iv) using different fit functions for extrapolation of the densification rate. In these experiments, deviations in the determined activation energies were less than 10%.
. At the end of the varying holding times, the pressure was released to allow the samples to cool down without further densification. The densification curves throughout the isothermal sintering were then calculated by using the density of the cooled-down samples obtained geometrically and taking into account the thermal expansion from ambient to sintering temperature. Activation energies have been obtained applying the Dorn-Method, c.f. [25]. For this method, after holding the sample at a temperature equal to the sintering temperature T minus 10 K for 15 minutes, the temperature is then increased by 20 K and hold for another 15 minutes. The ratio of the densification rates at the different temperatures extrapolated to the moment the specimen has exactly the sintering temperature T can then be used to calculate the activation energy. The method is very reliable if the microstructure does not change during the measurement [26,27] what could be confirmed at least for the grain size. The validity of the measurements was further verified by (i) repeated measurements, (ii) performing the temperature jumps both to a higher and a lower temperature, (iii) using different length of isothermal sintering phases and (iv) using different fit functions for extrapolation of the densification rate. In these experiments, deviations in the determined activation energies were less than 10%.
Measured densification curves
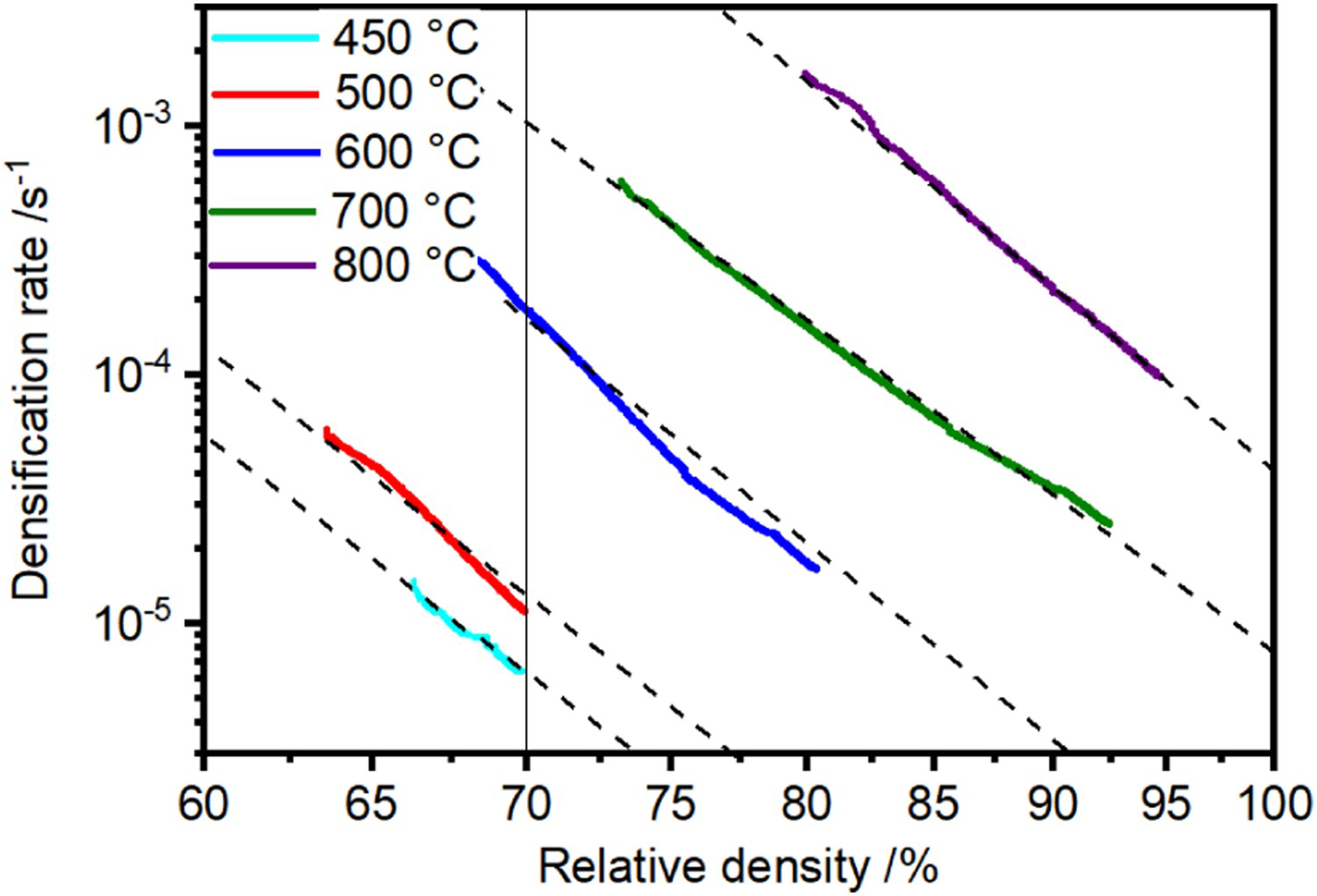
The evolution of the densification rate during the isothermal phase of sintering polycrystalline copper with a pressure of 17 MPa is depicted in Figure 4. The temperature range for a direct comparison of the densification rates is small, as for higher temperatures the powder compacts are already densified too much as soon as the sintering temperature is reached. To compare measured and calculated densification rates as intended in the present study, a relative density of 70% has been chosen because (i) up to this point the two-particle model (Figure 5) can be used without restrictions to describe sintering [28], (ii) there are experimental data for most temperatures at this relative density and (iii) the number of contacts in pressing directions and the contact radius could be determined from the easy to fracture specimen without risking plastic deformation. Extrapolated values are used for the
Densification rates during isothermal sintering of polycrystalline copper with an applied pressure of 17 MPa. Two-particle model with particle radius R, contact radius a, and neck curvature ρ used to calculate densification rates due to pressure-assisted sintering (i), power-law creep (ii), diffusional creep with diffusion along the grain boundary (Coble (iii)) or through the lattice (Nabarro-Herring (iv)). Grain size and distance between the dislocation are indicated by
 C experiment. Higher temperatures are not considered.
C experiment. Higher temperatures are not considered.
 and
and
 , respectively. The hatched area marks the particle volume considered to be under distinctly increased mechanical pressure.
, respectively. The hatched area marks the particle volume considered to be under distinctly increased mechanical pressure.
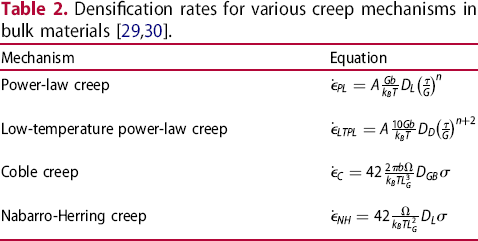
The equations for creep deformation given in Table 2 have been developed for a bulk material and have to be adopted for a disperse system. For the chosen relative density of 70%, the two-particle model can be used to describe such a system as follows:
At first, the mean normal stress
 in the contact plane - the contact grain boundary - is calculated. It is increased compared to the external pressure P, since the latter is transmitted only in the particle-particle contacts, and depends on the ratio of particle radius R to contact radius a.
in the contact plane - the contact grain boundary - is calculated. It is increased compared to the external pressure P, since the latter is transmitted only in the particle-particle contacts, and depends on the ratio of particle radius R to contact radius a.
 can be calculated by:
can be calculated by:
 is the packing density in one dimension (
is the packing density in one dimension (
 0.9) and
0.9) and
 is the number of contacts in pressing direction - estimated from scanning electron images of fractured samples - of about 2 for the density of the samples used.
is the number of contacts in pressing direction - estimated from scanning electron images of fractured samples - of about 2 for the density of the samples used.
 is introduced that is invariant along the z-axis within a distance from the contact plane equal to the contact radius a. For this stress to result in the same creep rate within the hatched area (Figure 5) as the variant mean normal stress
is introduced that is invariant along the z-axis within a distance from the contact plane equal to the contact radius a. For this stress to result in the same creep rate within the hatched area (Figure 5) as the variant mean normal stress
 within 3a, we set
within 3a, we set
 becomes approximately 1.25
becomes approximately 1.25
 . In total, the stress σ used in the equations from Table 2 to calculate the densification due to Coble and Nabarro-Herring creep becomes
. In total, the stress σ used in the equations from Table 2 to calculate the densification due to Coble and Nabarro-Herring creep becomes
 [32], so that:
[32], so that:
 .
.
Equations used to calculate the densification rates. Constant A is taken from [30].
The experimentally determined densification rates for samples of the polycrystalline copper powder densified at a pressure of P = 17 MPa are shown in Figure 6 for different sintering temperatures at the moment each specimen reached a relative density of 70% during isothermal sintering. They can be compared with the densification rates calculated according to the equations given in Table 3, whereby for the calculations a relative neck radius of
Measured and calculated densification rates of polycrystalline copper at a relative density of 70% (according to an a/R of 0.3) for a pressure of 17 MPa and a temperature range from 400 to
 and a contact number in pressing direction of
and a contact number in pressing direction of
 was used.
was used.
 C.
C.
Up to a sintering temperature of
 C, Coble creep is the dominant mechanism of deformation, according to the calculations. The densification rate for Coble creep almost corresponds to the measured values throughout the entire temperature range. Above a temperature of
C, Coble creep is the dominant mechanism of deformation, according to the calculations. The densification rate for Coble creep almost corresponds to the measured values throughout the entire temperature range. Above a temperature of
 C, power-law creep is predicted to be dominant. Also according to the literature [33], above a homologous temperature of
C, power-law creep is predicted to be dominant. Also according to the literature [33], above a homologous temperature of

 (
(
 C for copper), a gradual transition to lattice diffusion can be expected. However, at this temperature, no experimental results exist as the samples are almost dense after reaching the sintering temperature.
C for copper), a gradual transition to lattice diffusion can be expected. However, at this temperature, no experimental results exist as the samples are almost dense after reaching the sintering temperature.
Figure 7 shows the calculated densification rates for the same conditions as in Figure 6, except for an increased pressure of P = 40 MPa instead of P = 17 MPa. Now, the low-temperature power-law creep is expected to be the dominant mechanism of densification. The experimentally determined values at
Measured and calculated densification rates of polycrystalline copper at a relative density of 70% (according to an a/R of 0.3) for a pressure of 40 MPa and a temperature range from 400 to
 and
and
 C agree well with the calculated creep rate for the low-temperature power-law creep.
C agree well with the calculated creep rate for the low-temperature power-law creep.
 C with lower-temperature creep mechanisms, only.
C with lower-temperature creep mechanisms, only.
The presented results show that the densification, at least during the initial and the intermediate state of sintering, can be explained by conventional hot pressing theories for different creep and sintering mechanism. No 'spark plasma effects' are needed, as already concluded in the second part of this series of publications [12]. The analytical models of course only approximately describe the 'real' sintering process and the measured and calculated densification rates coincide even better than it can be expected. However, the findings are underpinned by further results presented in the following section.
The various creep mechanisms are characterised by different activation energies. Also they differ in their dependence on the applied pressure as well as on the grain size of the powder particles. Those characteristics can be used to verify the validity of the results.
Grain size
The influence of the grain size on the densification rate was investigated by repeating some experiments using monocrystalline powder particles. No recrystallisation was observed. For a relative density of 70%, only the results for a pressure of P = 17 MPa and a sintering temperature of
 C could be used, where the measured densification rate was
C could be used, where the measured densification rate was
 s
s
 . This is similar to the calculated densification rates for both pressure-assisted sintering with diffusion though the grain boundary as well as Nabarro-Herring creep (c.f. Figure 6). Obviously, Nabarro-Herring creep and Coble creep can not occur in monocrystalline powder particles without grain boundaries, so that densification is only possible by the pressure-assisted sintering mechanism as well as by power-law creep. It is likely that the densification rate attributed to power-law creep was not observed, as - owing to the extremely low cooling rate during powder preparation - the dislocation density in the powder particles is below the threshold for the creation of new dislocation [32].
. This is similar to the calculated densification rates for both pressure-assisted sintering with diffusion though the grain boundary as well as Nabarro-Herring creep (c.f. Figure 6). Obviously, Nabarro-Herring creep and Coble creep can not occur in monocrystalline powder particles without grain boundaries, so that densification is only possible by the pressure-assisted sintering mechanism as well as by power-law creep. It is likely that the densification rate attributed to power-law creep was not observed, as - owing to the extremely low cooling rate during powder preparation - the dislocation density in the powder particles is below the threshold for the creation of new dislocation [32].
Activation energy
The activation energies of diffusion determined by the Dorn-method [25] are shown in Figure 8 as a function of temperature for a compacting pressure of P = 17 and P = 51 MPa. Throughout the temperature range, an activation energy of
(a) Temperature dependence of activation energy for densification of polycrystalline copper at a pressure of P = 17 and
 kJ/mol was obtained for a pressure of 17 MPa. At the higher pressure, the activation energy increased to
kJ/mol was obtained for a pressure of 17 MPa. At the higher pressure, the activation energy increased to
 kJ/mol for all temperatures. A value of 104 kJ/mol corresponds to the activation energy of grain boundary diffusion [30] and thus fits well with Coble creep as the previously determined dominant mechanism of densification at P = 17 MPa. An activation energy of 124 kJ/mol corresponds to the activation energy of pipe diffusion [30], thus confirming low-temperature power-law creep as the dominant mechanism responsible for the compaction of the powders.
kJ/mol for all temperatures. A value of 104 kJ/mol corresponds to the activation energy of grain boundary diffusion [30] and thus fits well with Coble creep as the previously determined dominant mechanism of densification at P = 17 MPa. An activation energy of 124 kJ/mol corresponds to the activation energy of pipe diffusion [30], thus confirming low-temperature power-law creep as the dominant mechanism responsible for the compaction of the powders.
 MPa.
MPa.
Unlike Figure 6 suggests, for a pressure of
 MPa and a temperature of
MPa and a temperature of
 C, still the activation energy of Coble creep is derived. This is a consequence of the Dorn-method used to determine the activation energy. This determination always followed the same protocol: an isothermal holding phase of 15 minutes, the temperature increase by 20 K and another 15 minutes holding time. Therefore, the calculated activation energies correspond to different relative densities. The higher the sintering temperature, the higher the relative density of the specimen at the moment the activation energy is determined. As a consequence, the effective mechanical pressure in the relevant volume close to the particle-particle contacts decreases with increasing sintering temperature what can affect the creep mechanism.
C, still the activation energy of Coble creep is derived. This is a consequence of the Dorn-method used to determine the activation energy. This determination always followed the same protocol: an isothermal holding phase of 15 minutes, the temperature increase by 20 K and another 15 minutes holding time. Therefore, the calculated activation energies correspond to different relative densities. The higher the sintering temperature, the higher the relative density of the specimen at the moment the activation energy is determined. As a consequence, the effective mechanical pressure in the relevant volume close to the particle-particle contacts decreases with increasing sintering temperature what can affect the creep mechanism.
The activation energy for monocrystalline particles at a pressure of
 MPa was calculated to be 103 kJ/mol at a temperature of
MPa was calculated to be 103 kJ/mol at a temperature of
 C. This activation energy also corresponds to the value of grain boundary diffusion and supports the dominant densification by pressure-assisted sintering with diffusion through the grain boundary.
C. This activation energy also corresponds to the value of grain boundary diffusion and supports the dominant densification by pressure-assisted sintering with diffusion through the grain boundary.
The determined activation energies are in agreement with those published for the densification of copper using spark plasma sintering obtained using a different method as published by Collet [34]
Measured densification rates of the polycrystalline copper powder at a relative density of 70% for a sintering temperature of
Dependence of the densification rate on applied external pressure for the same powder at
 C are shown for pressures of 10 < P < 40 MPa in Figure 9 in a double logarithmic plot.
C are shown for pressures of 10 < P < 40 MPa in Figure 9 in a double logarithmic plot.
 C. The value for the lower pressure of P = 10 MPa was obtained using a larger tool with 20 mm inner diameter.
C. The value for the lower pressure of P = 10 MPa was obtained using a larger tool with 20 mm inner diameter.
From 10 to 17 MPa, a linear dependence between pressure and densification rate can be observed in the double logarithmic scale, that means the pressure exponent n = 1 corresponds to densification by one of the diffusion creep mechanisms Coble creep or Nabarro-Herring creep. For higher pressures, a fit with a slope of 6.5 is possible. This corresponds to the expected exponent for low-temperature power-law creep (
 , with n = 4.6 from Frost and Ashby [30]). Of course, there is a certain room for arbitrariness when the two fit-functions are applied. Yet, the curves not only match the experimentally results much better than a single curve with a slope of 5 for power-law creep, they also perfectly correspond to determined activation energies.
, with n = 4.6 from Frost and Ashby [30]). Of course, there is a certain room for arbitrariness when the two fit-functions are applied. Yet, the curves not only match the experimentally results much better than a single curve with a slope of 5 for power-law creep, they also perfectly correspond to determined activation energies.
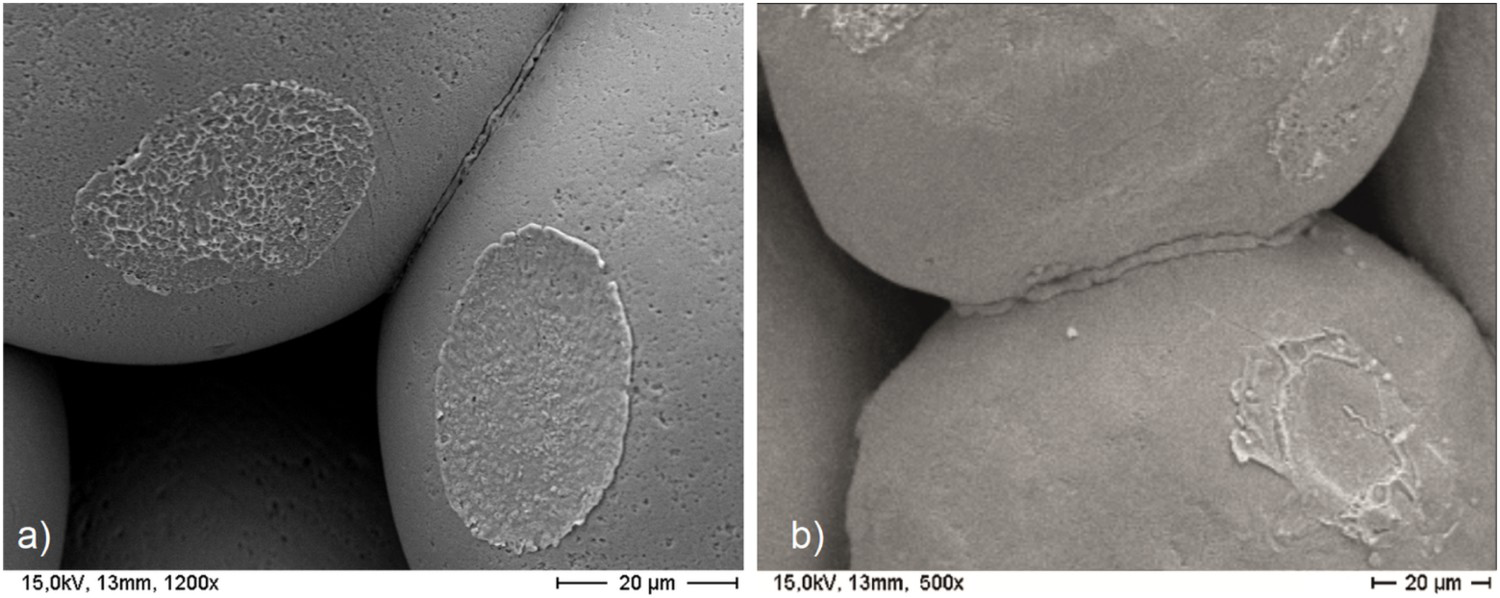
From the given results, it becomes clear that pressure-assisted sintering is merely irrelevant for spark plasma sintering of metals for a wide range of conditions. However, some distinct features, as shown in Figure 10, can repeatedly be observed, namely the 'extrusion' of material from the grain boundary. This occurs in monocrystalline and polycrystalline copper powders at low densities sintered at low temperatures of
The grain boundary diffusion accelerated by the mechanical pressure is faster than surface diffusion, suppressing the energetically favourable rearrangement of the atoms on the neck surface in (a) monocrystalline and (b) polycrystalline materials. C. An explanation may be that initially - for small relative neck radii - the transport of material along the contact grain boundary to the neck surface is significantly enhanced by the application of the pressure. At the same time, the rearrangement of the atoms from the grain boundary by surface diffusion is not altered by the pressure and therefore still comparably slow. This phenomenon has not only been theoretically predicted for specific conditions [35] but also observed by other groups in hot pressing and spark plasma sintering [19]. On the other hand, using a pressureless version of SPS, no such phenomena is observed [36]. For a higher temperature and a lower pressure, surface diffusion will be fast enough to redistribute the atoms arriving at the neck surface in such a way that the neck curvature ρ is formed as assumed in the two-particle model.
C. An explanation may be that initially - for small relative neck radii - the transport of material along the contact grain boundary to the neck surface is significantly enhanced by the application of the pressure. At the same time, the rearrangement of the atoms from the grain boundary by surface diffusion is not altered by the pressure and therefore still comparably slow. This phenomenon has not only been theoretically predicted for specific conditions [35] but also observed by other groups in hot pressing and spark plasma sintering [19]. On the other hand, using a pressureless version of SPS, no such phenomena is observed [36]. For a higher temperature and a lower pressure, surface diffusion will be fast enough to redistribute the atoms arriving at the neck surface in such a way that the neck curvature ρ is formed as assumed in the two-particle model.
Finally, by taking into account the particle size-dependence of all the different densification mechanisms presented, it can be estimated under which conditions pressure-assisted sintering will be dominating the other mechanisms. Considering the particle size dependence of the densification rate due to the latter mechanism,
 , for a pressure of P = 17 MPa and copper particles, pressure-assisted sintering can be the most relevant mechanism of densification for particles having a radius
, for a pressure of P = 17 MPa and copper particles, pressure-assisted sintering can be the most relevant mechanism of densification for particles having a radius
 . As for this particle size monocrystalline particles can be expected, an acceleration of Coble creep due to finer grains is unlikely.
. As for this particle size monocrystalline particles can be expected, an acceleration of Coble creep due to finer grains is unlikely.
In the last three decades, many mechanisms have been proposed for rapid densification in spark plasma sintering.
Considering the results presented in this series of publications, the densification of metallic powder particles in the micrometer range can - after initial yielding - be expected to take place by various forms of creep. There is no need for a 'spark plasma effect' to explain the fast densification, as long as the correct temperature distribution in the specimen is known.
It is dependent on the material, the microstructure, the sintering temperature and the applied pressure which mechanism of creep dominates the densification. Highly creep resistant materials are therefore hard to densify even using SPS. Due to the decreasing mechanical stress in the contact region as compaction progresses, the creep mechanism can also change during the course of the process.
For the parameters investigated, the compaction of the copper samples was due to Coble creep for lower pressures below 20 MPa. This is consistent with the determined activation energy of 104 kJ/mol. Also the measured and calculated densification rates match very well. With increasing pressure, both the dislocation density and their gliding velocity increase, so that for a pressure above 20 MPa power-law creep leads to the compaction of the powders. Since compaction occurs at low temperatures, the vacancy diffusion necessary for the dislocations to climb occurs primarily along the dislocation cores (pipe diffusion). The activation energy of 124 kJ/mol determined for this pressure corresponds to the literature value of the activation energy for pipe diffusion. At a higher temperature of about
 C, a gradual transition to lattice diffusion can be expected. This could not be experimentally validated in this study due to the too rapid compaction at this temperature.
C, a gradual transition to lattice diffusion can be expected. This could not be experimentally validated in this study due to the too rapid compaction at this temperature.
For sub-micrometer-sized particles, the surface curvature driven diffusion, i.e. what is usually understood under the term sintering, can play the most significant role for densification. This does not imply a pressure-assisted process is not relevant for nano-sized powders. In fact, due to agglomeration and the very pronounced surface diffusion, the assisting pressure and the fast heating make spark plasma sintering the technology of choice for the production of superior nano-grained materials.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.
Notes on contributors