
Abstract
Chemically synthesized nanomaterials, such as nanocrystalline quantum dots, are being considered as the active element in many applications, including photovoltaics, displays, and biochem sensing. To realize the promise of these devices, it will be critical to have an efficient, reproducible synthesis technique of the nanostructures. Currently, nanoparticles are synthesized in a batch mode in small volumes, which is appropriate for studying the fundamental properties of nanosized structures and for developing proof of principle device structures. However, batch synthesis suffers from control of size, size distribution, and quality of the nanomaterial from batch to batch. Moreover, there is an inherent difficulty in scaling up to quantities more reasonable for device development and optimization. Continuous-flow reactors based on microfluidics (microreactors) integrated with heaters and fluid control elements offer a solution to these problems and additional advantages. We describe continuous synthesis of nanostructures in microfluidic systems consisting of multiple sub—millimeter-sized channels in which fluid flows continuously and chemical reactions take place. The small reaction volumes combined with the high heat and mass transfer rates enable reactions to be performed under more controlled conditions with higher yields than can typically be achieved with conventional reactors. Moreover, manipulation of reaction parameters, while the reaction proceeds, allows optimization of synthesis conditions. The ability to work at elevated temperatures and pressures while confining potentially toxic, high reactive starting materials will become important for the synthesis of novel nanostructured materials.

Introduction
Chemically synthesized nanomaterials are being considered as the active elements in many applications, including photovoltaic, energy, displays, 1 and biochem sensing. 2 To realize the promise of these devices, it will be critical to have an efficient, reproducible synthesis technique of the nanostructures. Currently, nanoparticles are synthesized in a batch mode in small volumes, which is appropriate for studying the fundamental properties of nanosized structures and for developing proof of principle device structures. However, batch synthesis suffers from irreproducibility of size, size distribution, and quality of the nanomaterial from batch to batch, as well as fast screening and optimization of the synthesis conditions. Moreover, there is inherent difficulty in scaling up to quantities more reasonable for device development and optimization.
Continuous-flow reactors based on microfluidics (microreactors) integrated with heaters and fluid control elements offer a solution to these problems as well as additional advantages, including enhancement of mass and heat transfer, feedback control of temperature and feed streams, reproducibility, potential for sensor integration for in situ reaction monitoring, rapid screening of parameters, and low reagent consumption during optimization. 3 –5 The small reaction volumes combined with the high heat and mass transfer rates enable reactions to be performed under more aggressive conditions with higher yields than can typically be achieved with conventional reactors. Moreover, new reaction pathways deemed too difficult to control in conventional macroscopic equipment can be conducted safely because of the high heat transfer and ease of confining small volumes. This ability to work at elevated temperatures and pressures while confining potentially toxic, high reactive starting materials could become important for the synthesis of novel nanostructured materials.
The development of high-temperature microfluidic reactors for inorganic nanocrystal (NC) synthesis has been demonstrated in several studies with the continuous synthesis of NCs at atmospheric pressure using a single-phase laminar flow microreactor designs. 6 However, one difficulty of these synthetic procedures is the requirement for solvents that can both dissolve the precursors at ambient conditions and also remain liquid over the entire operating temperature range (25–350 °C), significantly limiting the set of solvents, ligands, and precursors that are compatible with continuous-flow systems. Furthermore, solvents that are available, are typically very viscous, leading to slow mixing, broad residence time distributions (RTDs), and as a consequence, broad NC size distributions. Segmentation of the reacting phase with an immiscible phase 7 can address some of these limitations by narrowing the RTD and improving reactant mixing. 8,9 Application of segmented flow for continuous synthesis of inorganic NCs has been previously demonstrated for liquid—gas, 4 and liquid—liquid 10 segmented flows. However, even with flow segmentation, limitations on the number of compatible chemistries and the limited number of available high boiling point solvents have been a major obstacle in the rapid adoption of microreactors as a universal platform for nanostructure synthesis.
One avenue of improving synthesis in microreactors is to perform experiments at high pressure (Fig. 1). High pressure allows for wider range of chemistries and processes, because at sufficiently high pressure, virtually any common solvent, precursor, and ligand will remain either liquid or become supercritical (sc) at the temperatures required for nanomaterial synthesis. This particular homogeneous domain (supercritical) of the pressure/temperature phase diagram of compound is located above the critical coordinates (T c and p c) of the considered fluid or mixture. The supercritical regime allows tuning the fluid properties from liquid-like to gas-like, displaying the high miscibility and fast diffusion rates typical of gasses, but with sufficiently high densities for solubilizing a wide range of compounds of low-to-medium polarity, typical of liquids.
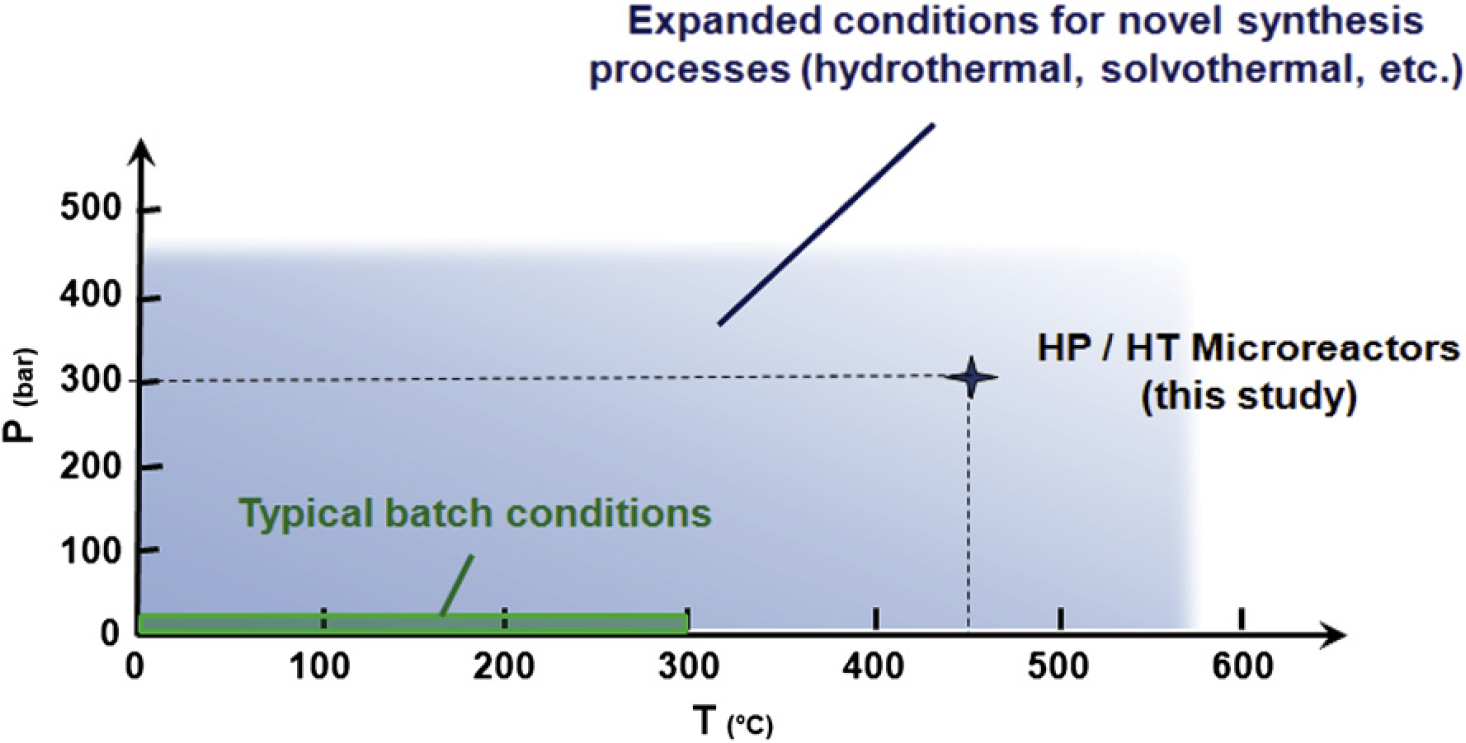
Pressure/temperature diagram with typical batch process conditions and potential novel on chip processes using high-pressure/high-temperature microfluidic systems.
The main challenge for adoption and development of high-pressure/high-temperature (HP/HT) microfluidic is the fluidic connections (“packaging”). Several authors have recently reported several ways to connect tubing to chips enabling medium pressure use in microreactors, 11 but these packaging techniques are not suitable for high-temperature processes, though their use was demonstrated for low temperature processes using supercritical CO2 as medium to perform catalysis and chemical reactions. 12 However, nanostructure synthesis often requires higher temperature conditions, which are not feasible in those microsystems.
In this contribution, we present our strategy to develop high pressure microfluidic devices, which can be further interfaced with online characterization techniques coupled to optimization software, allowing for fast screening and optimization of processes, especially for inorganic nanostructure synthesis. Proofs of concept are illustrated with the synthesis of semiconductor NCs in various solvents.
Microfabrication and Experimental Setup
To overcome the above-mentioned HP/HT limitations, we have developed high-pressure high-temperature continuous-flow silicon-Pyrex microreactors (Fig. 2) for the synthesis of nanomaterials. Well-established wet etching (with potassium hydroxide) and dry etching (deep reactive ion etching) procedures enable fabrication of microchannels with controlled sidewall shape and channel dimensions from tens to hundreds of micrometers. 3 Silicon has excellent mechanical strength and temperature characteristics, and it has good chemical compatibility characteristics. Oxidation of silicon through high-temperature wet oxidation process in a furnace leads to the formation of a glass layer on the surface so that an oxidized silicon microreactor becomes functionally equivalent to a glass reactor. This allows for further surface functionalization with the wide available silane chemistry for controlling the wettability of the walls from hydrophilic to hydrophobic. 13
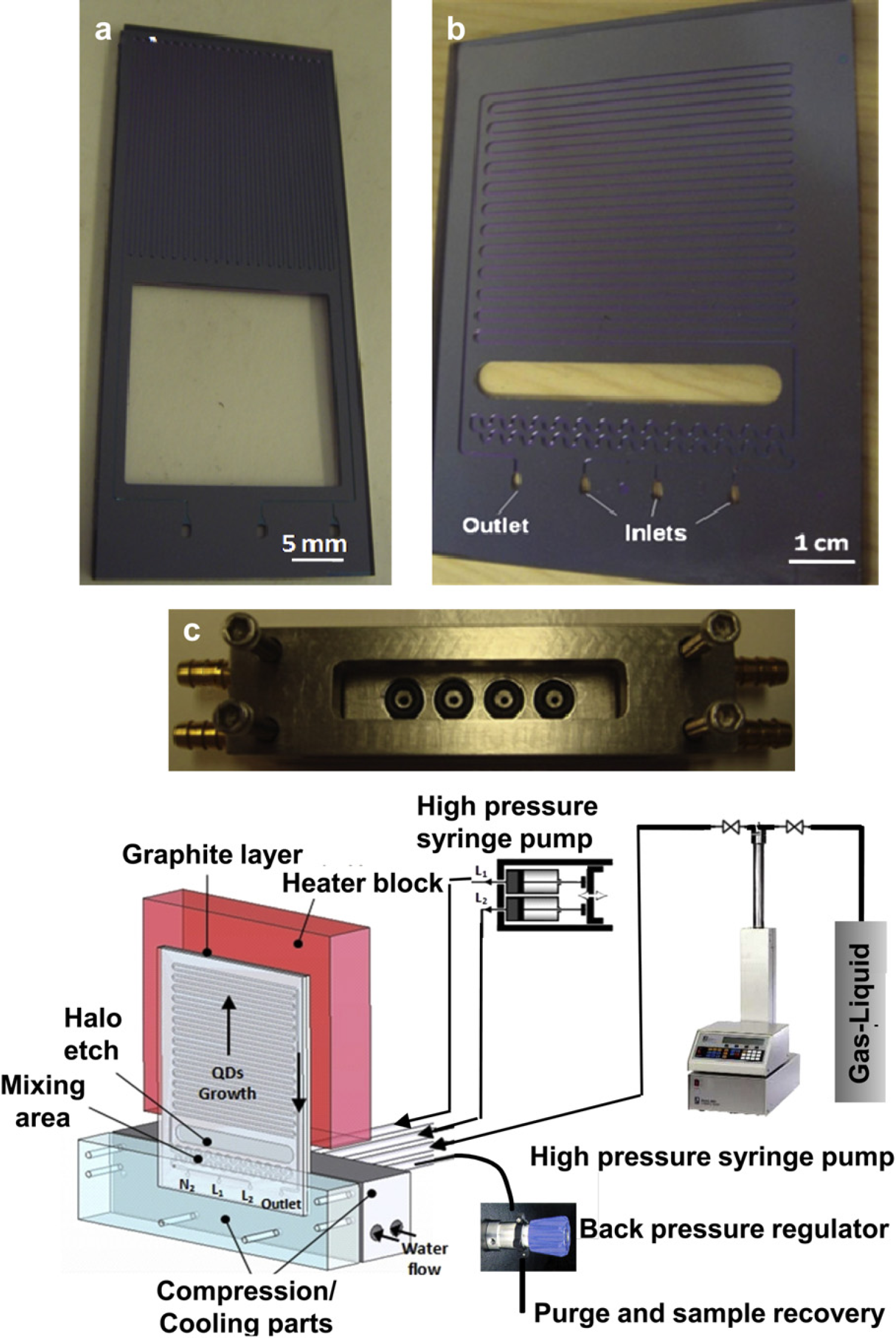
Top: High-pressure microreactors for nanomaterial synthesis: (a) 45-μL microreactor, (b) 100-μL microreactor, and (c) modular high-pressure fluidic connections. Bottom: High-pressure experimental setup, including a high-pressure high-temperature microreactor, a compression-cooling aluminum interface, two high-pressure syringe pumps, and a back-pressure regulator.
After forming channels in the silicon and oxidizing the surface, the patterned substrate was anodically bonded to Pyrex for easy optical access. The microreactors (Fig. 2a, b) consisted of an injection zone maintained at room temperature and in a reaction zone under temperature. The two zones were separated by a thermally isolating halo etch that allowed for a temperature gradient of 25 °C/mm. The packaging was realized using high-pressure modular compression fluidic connections by compressing the microreactor between two stainless steel parts using viton O-rings. In this configuration, the setup enabled reaching high pressure (upto 300 bar) and temperature (upto 450 °C in the heated section) (Fig. 2c). Typical dimensions for the microchannels were 100–400 μm for the width and 100–300 μm for the depth, with length 0.1–1 m, leading to volume ranging from ∼1 to 100 μL.
From this initial configuration, characterization techniques can be further integrated, allowing control of reaction parameters as well as collecting time- and space-resolved information. Potential characterization techniques include physical measurements (thermocouples and piezo electric pressure monitoring) and chemical measurements via integration of optic fibers for in situ spectroscopy ultraviolet-visible (UV-vis), infrared (IR), Raman 14 (Fig. 3). Conventional online characterization techniques, well developed for microfluidic applications, 15 could be used as well, such as microparticle image velocimetry 9 or dynamic light scattering, 16 allowing measurement of flow profiles and particles size distribution (PSD), respectively.
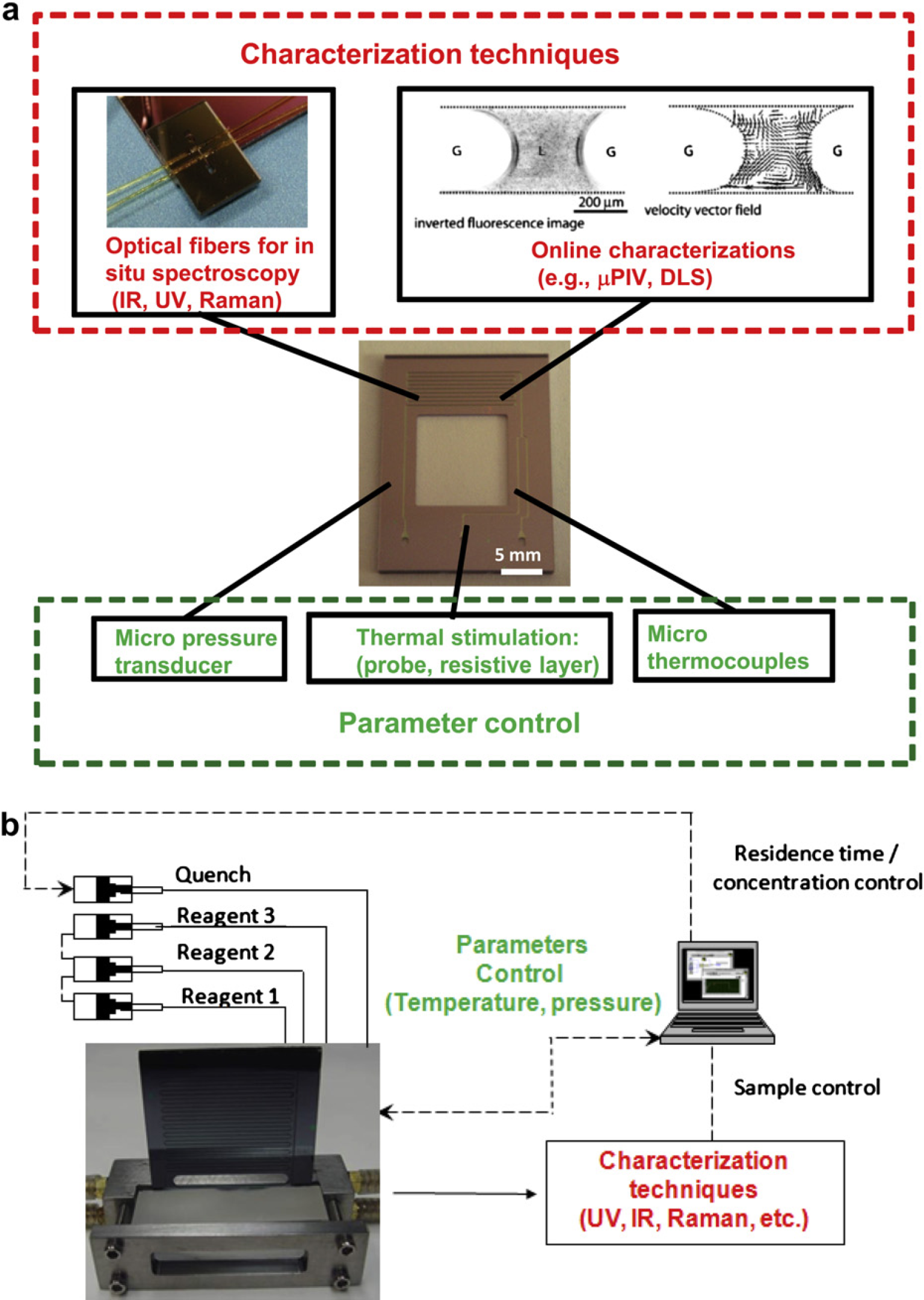
(a) Example of characterization techniques that can be used with the high-pressure/high-temperature (HP/HT) microreactors. (b) General scheme of an online HP/HT optimization setup.
The use of this well characterized and controlled setup with optimization software could provide useful laboratory scale tools for processes optimization and fast screening of reaction conditions, similarly to what can be done in conventional microfluidic conditions. 17 In particular, pressure could be screened as a new critical parameter for high-temperature nanoparticle synthesis.
Applications to Quantum Dot Synthesis
Applications of HP/HT microfluidic systems are illustrated with the synthesis of model nanomaterials, with CdSe quantum dots (QDs) at conditions upto 300 °C and 100 bar. Colloidal semiconductor QDs are interesting nanomaterials with useful properties for biological imaging, electroluminescent devices, and lasers due to their size tunable optical properties and chemical stability. Most applications require highly crystalline samples with narrow size distributions, which are often difficult to achieve in a single step batch process with its often-limited reaction conditions. Synthesis in microreactor at high temperatures and pressures provides a mean for continuous production and optimization of the QD properties beyond those achieved with typical batch processes.
In this study, synthesis conditions were adapted from batch mode, replacing the usual high boiling point solvent (squalane or octadecene) by cheaper solvents (hexane, toluene, octane, dodecane). CdSe QDs were synthesized by mixing solutions of cadmium oleate (prepared from the reaction of cadmium acetylacetonate with oleic acid at 120 °C for 30 min) and trioctylphosphine selenide in the different solvents at pressure ranging from 50 to 100 bar, while tuning several parameters, such as temperature (180–350 °C), residence time (12–3000 s), and concentration (3.2 10−3 M to 7.4 10−2 M). The easy manipulation of flows at high pressure inside the microsystem allows for collectingmany samples in a short period of time, leading to fast screening of the operational parameters (Fig. 4a).
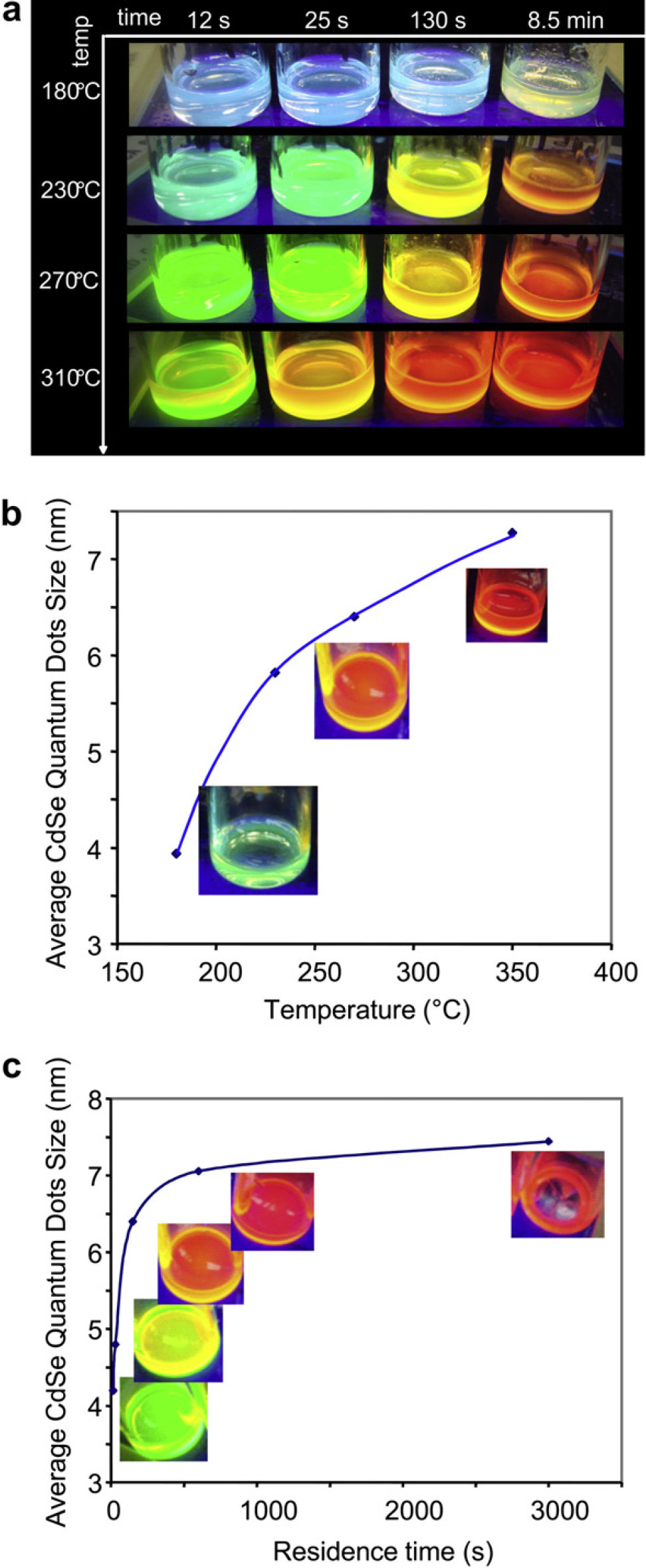
(a) Optical characterization of different solutions of CdSe under UV irradiation of the as-prepared CdSe quantum dots (QDs) in liquid Toluene (75 bar) for 180 °C < T < 310 °C, 12 s < residence time < 8.5 min at 50 bar with [Cd] = [Se] = 3.8 × 10−3 M. (b) Evolution of the size of CdSe QDs synthesized in dodecane at 100 bar (a) as a function of the temperature (residence time: tR = 30 s)and (c) as a function of residence time (T = 270 °C), with additional optical images of the CdSe solutions under UV irradiation.
Photoluminescence (PL) from UV-excited QD solutions reveals poor quality of QDs synthesized at low temperature (T = 180 °C). The weak bluish-white emission results primarily from electron-hole recombination at defects. These defects on the QD surface stem from poor crystallization and unoptimized growth. Temperature (Fig. 4b) and residence time (Fig. 4c) have a strong effect on the average size of the CdSe NCs, as determined using the wavelength at the emission maximum. 18 The residence time effect tends to be less pronounced at long values, with the size reaching a saturation value due to the nearly complete consumption of precursors in the reaction media.
Starting from this demonstration of QD synthesis in HP/HT microreactors, we explored the effect of solvent on the optical quality of the synthesized semiconductor NCs. We compared hydrocarbon solvents of different viscosities, varying the length of the carbon chain (hexane, octane, dodecane, squalane, and squalane with addition of polybutadiene [PB] to increase viscosity). All experiments were run under the same conditions (T = 310 °C and p = 50 bar, [Cd] = [Se] = 3.8 × 10−3 M). Dodecane, squalane, and squalane + PB were in standard liquid phase, whereas octane and hexane were under supercritical conditions (sc-Hexane: T c = 234.7 °C and p c = 30.3 bar; sc-Octane: T c = 296.2 °C and p c = 25 bar).
The PL curves from QDs synthesized in the different solvents show two main effects: (1) a shift of the maximum emission going from viscous long carbon chain solvents to the smaller solvent molecule and (2) narrowing of the PL curves as measured by a decrease in the full width half maximum (Fig. 5).
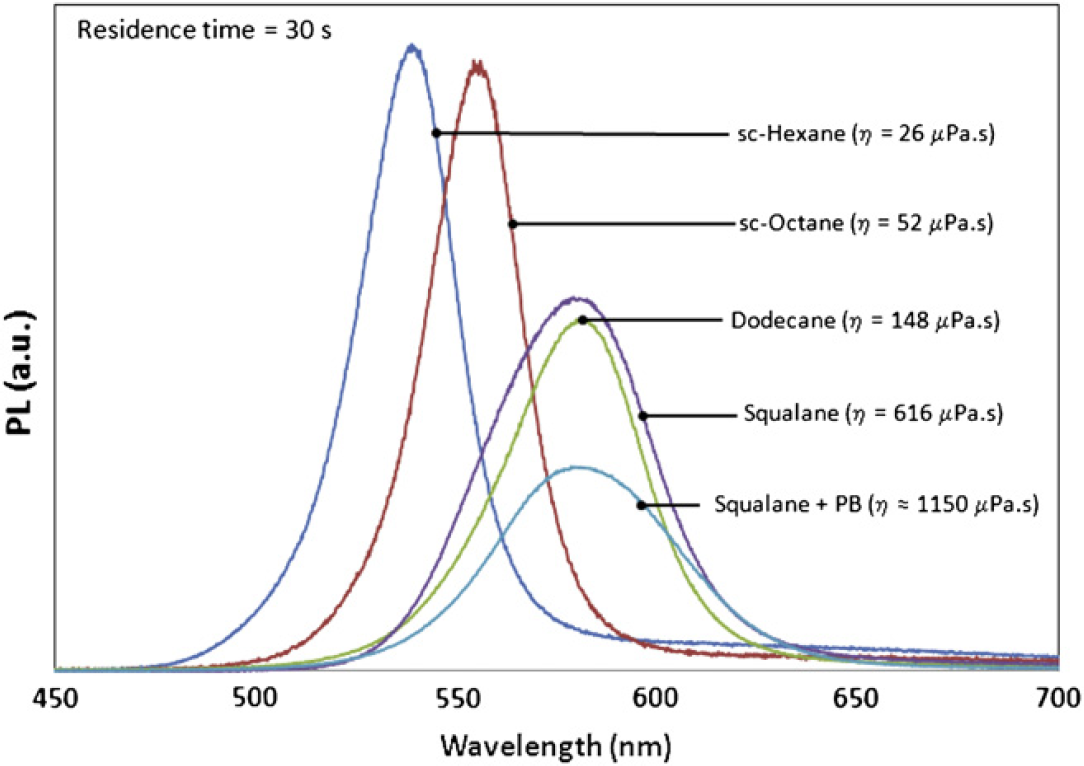
Photoluminescence curves of CdSe solutions under UV irradiation (λ = 365 nm) prepared in supercritical hexane, supercritcial octane, liquid dodecane, squalane, and squalane + polybutadiene (PB), respectively, at T = 310 °C and 50 bar with [Cd] = [Se] = 3.8 × 10−3 M.
The shift in the maximum emission can be attributed to the phase in which the reaction takes place. No difference is observed for standard liquid solvent conditions, whereas the QDs synthesized in supercritical fluids have smaller sizes, and correspondingly, the maximum PL emission is shifted toward the blue. The concentration of nuclei in the media was estimated from the optical absorption (not shown) and PL emission spectra. These data demonstrate that higher numbers of QDs are synthesized in sc-hexane than in sc-octane than in all the liquid-phase solvents. The smaller sizes can be attributed to the larger number of NCs, assuming that the reaction yield remains constant and independent of the solvent system. This result is consistent with experience from batch synthesis of nanomaterials in supercritical fluids, where high nucleation rates often are reached. 19
The variation in width of the distribution results primarily from a hydrodynamic effect. In microfluidics systems, a broad RTD—typical of single-phase viscous flows—leads to a wide PSD for the synthesized nanomaterial (and thus wide PL peaks in the case of QDs). Being able to work at elevated pressure allows for the use of low boiling point solvents, which are typically less viscous 20 with a correspondingly narrower RTD. Additional transmission electron microscopy (TEM) measurements performed on CdSe QDs synthesized in sc-hexane (Fig. 6) further showed a narrow size distribution of the semiconductor NCs as a consequence of the properties of supercritical fluid flows in microreactors.
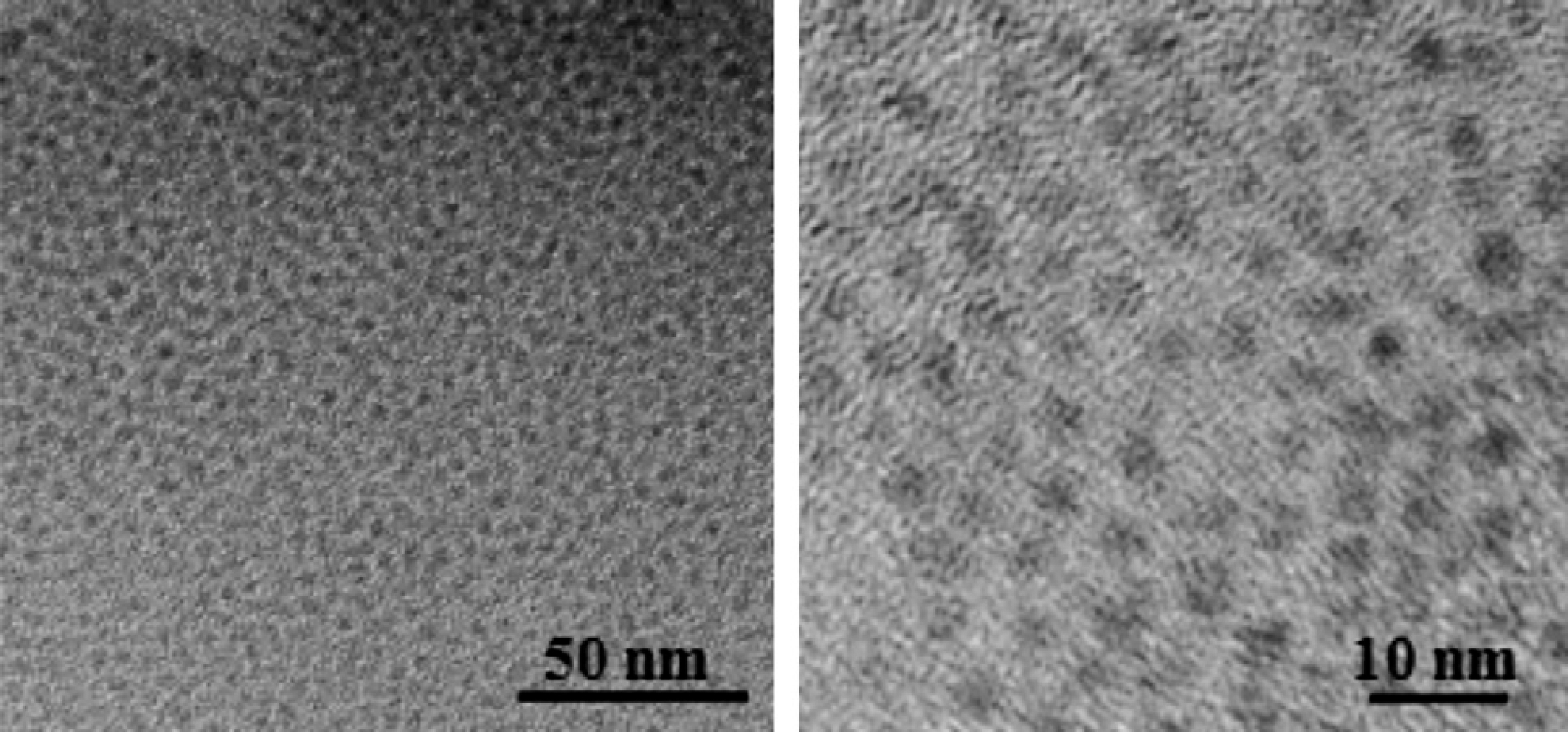
TEM images of CdSe quantum dots synthesized from sc-hexane at T = 250 °C and 80 bar for a residence time of 30 s, with [Cd] = [Se] = 3.8 × 10−3 M. The average size is 3.8 ± 0.2 nm.
Conclusion
Materials Science requires efficient methods of synthesizing nanomaterials with controlled size, morphology, composition, and structure. We have demonstrated that the use of high-pressure high-temperature microreactors can open new routes for nanomaterial synthesis in microfluidic devices by enlarging the set of solvents and phases (liquid, gas, supercritical) available toward new and/or better nanomaterials. In addition, the supercritical microfluidics provide methods to obtain better control on the size distribution of the synthesized materials compared with standard liquid-phase conditions. The high-pressure microfluidic devices can be interfaced with online characterization techniques coupled to optimization software, allowing for fast screening and optimization of processes, making this tool powerful for developing high-quality nanoparticles for a wide range of promising applications, including displays, medical imaging, and solar cells.
Acknowledgments
This research was funded in part by the NSF and the US army through the Institute for Soldier Nanotechnology. J. Park was supported by the Korean research Foundation Grant funded by the Korean Government (KRF-2006-214-D00038).