
Abstract
To meet the requirements and specifications coming from the surrounding society, the socio-economic progress involves the development of new products, new technologies, new organizational forms etc.
Companies are constantly looking for methods or procedures to improve production and income; but, the enterprise growth is strictly linked to the reliability of its internal processes. Internal failures can often cause loss of image.
The goal of the present work is the development of an algorithm able to optimize the production line of a pharmaceutical firm. In particular, the proposed weighing procedure allows both checking missing components in packaging and minimizing false rejects of packages by dynamic scales.
The main problem is the presence at the same time, in the same package, of different components with different variable weights. The consequence is uncertainty in recognizing the absence of one or more components.
1. Introduction
The routine verification of the package content is an important part of any company control activity. It is a consumer right to receive package complete of all expected components [1].
Different control (more or less automatic) systems are adopted by manufacturers to check the right fulfillment of packaged goods, 100% checked or sampled. Those controls permit to reduce the negative implications and potential high costs of customer complaints, claims and product recalls.
Different commercial and automatic tools and equipment are available:
Vision Systems;
X-ray Inspection Systems;
Thermal Inspection Systems;
Metal Detection Systems;
Checkweigher Systems.
Vision Systems
A vision system is often adopted for checking damages or wrong pack information. It can also send images and results to be stored for future use, if required.
X-ray Inspection Systems
X-ray inspection system is mainly used for contamination detection, providing reliable information to alert when foreign bodies are contaminating products and packages.
Thermal Inspection Systems
Thermal inspection systems are mainly used in food industry and, in particular, for proper filling of frozen meal packages.
Metal Detection System
A metal detector recognizes the presence of metal bodies, contaminating products and packages.
Checkweigher Systems
Checkweigher systems help to improve the productivity and the efficiency of manufacturing through fast and accurate product inspection by dynamic and conveyor scales. It is generally located at the end of a production process, before of the automatic palletization area.
The above inspection equipment is often integrated in a unique control line (Figure 1).

Example of integrated control line (metal detector, checkweigher, reject station)
Two different cases inside the package are possible:
the same type of components, with the same average weight;
different components, with different weights.
In the second case, the inspection activity is more complex, as well as the definition of a weighing procedure for checking missing components.
When a weighing procedure is adopted, two kinds of goals have to be achieved:
on one hand, you have to be sure that all components are present in the package;
on the other hand, you have to reduce the reject of correct packaged goods.
In the present paper a weighing algorithm to verify the presence of different components in pharmaceutical packages has been developed.
Each component is characterized by a natural weight variability, therefore tolerance limits are required (minimum and maximum accepted weight values for each component in the case).
2. State of the art
Measurement is everywhere, playing a vital role in all work sectors. Incorrect or inaccurate measurements can lead to wrong decisions and have serious consequences both in financial and human health. The weight determination of a product influences a vast range of activities and is the dominant factor in trading. Many chemical reference methods rely on gravimetric determinations. Health and safety and business costs should be vitally dependent on the accurate weight determination, an important source of measurement uncertainty in any analysis. For this purpose different types of scales are used: which are instruments for the weight evaluation of a sample (weighed object). They measure the force exerted by the sample on its support in the Earth gravitational field. Nowadays, mechanical scales are often replaced by electronic ones, which offer a better resolution and faster measurement [2].
The gravimetric test method uses weight measurement to determine the net quantity of contents of packaged goods [3,4], but the scales are also used to check the presence of all the components in a pack [5].
The packaging equipment is a fundamental component of a production line. They are automatic filling systems for any type of product. The whole production line and, in particular, packaging and palletizing systems [6], can be designed and optimized through simulation techniques [7–9]. After packaging and before palletizing, final control activities are generally finalized, to check defects and verify product correspondence to market orders and needs. In particular, the weight control is a traditional inspection activity of many firms, often carried out to assure a customer is paying for exact amount of product. For the above reason, the data collected by checkweighers are archived to be available for future verifications. Therefore, modern dynamic scales are equipped with communications ports to upload data to a host computer. Those data can also be used for monitoring production performances.
Some rules and standards for weight control have been defined (“Packers Rules” proposed by The European Average Weight System), even if, commonly, the “minimum weight” rule is applied (packs characterized by weight under a specified limit are rejected [10,11]).
The identification of missing components in a mixed packaged good is more complex, because of the weight variability of each subcomponent.
Empirical procedures are often adopted to solve this kind of problem.
3. The methodology
The objective of this work is to define an algorithm allowing the improvement of the product quality. In particular, we are interested in avoiding final products (packs containing several parts) with missing components and at the same time in decreasing false rejects. Anyway, the main rule is to prefer false rejects than final products with missing components.
The parameter taken into account for the scope is the product weight and the algorithm aims to provide the right control limits for the scales.
In order to determine the weight limits, the weight tolerances (mimimum and maximum values) of all the parts composing every product (identified with a code, as every part), have to be known.
Therefore, the total minimum and maximum weight of the product has to be calculated as follows :
The previous values can be chosen as weight limits for the scales, if the value:

lies outside the defined range (product_maximumweight – product_minimumweight). Instead, if the value lies inside the range, it is possible that the scale could consider as good a pack with a missing component.
Therefore, it is necessary to define a new algorithm able to determine more appropriate control limits.
The previous weight control limits definition is based on design tolerances and a subsequent verification of process capability for each component is required. Of course, the components variability is linked to the suppliers reliability and to the process performance.
The main idea of the developed procedure is to link the weight control limits to the variability of the components in each weighed product, instead of fixed design tolerances.
According to probability theory, (the central limit theorem – CLT) [13], given certain conditions, the arithmetic mean of a sufficiently large number of independent random variables, will be approximately normally distributed. The expected value (E.V.) will be the sum of the average values μi and its variance (S2) will be the sum of the variances σ 2 i :


Below the weighing procedure is going to be explained (see also flowchart in Annex 1).
In particular three main steps are defined.
Step 1: components variability monitoring
It is possible to cluster components in families with the same characteristics in terms of weight and to collect data in order to evaluate the average and variance values of each family, respecting the statistical significance for the number of samples needed.
After the evaluation of the statistical parameters of each family of components (μ; σ); it is possible to calculate the expected value of the final product and its standard deviation (square root of the variance), through the equations (4) and (5).
At this point, a first variability range of the final product weight might be defined corresponding to the minimum and maximum weight control limits. In fact, if we consider one standard deviation σ away from the mean, we have about 68% of the values inside the range ±σ; whereas if we consider two standard deviations, about 95% of the values lie inside the range ±2σ; and finally about 99.7% are within three standard deviations. This fact is known as the 68-95-99.7 rule, or the 3-sigma rule [14] (Figure 2).
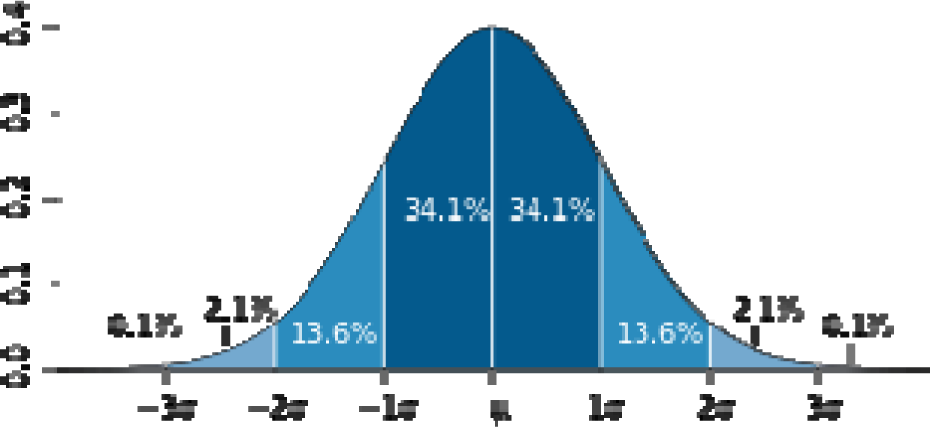
Number of standard deviations and percentages of data
Step 2: control limits definition
Because of the components variability, it can occur that the final product weight lies inside the range previously fixed (±3σ), even in case of missing components.
In fact, according to the CLT, in the case of missing components, we obtain a reduction of the E.V. and of the standard deviation of the whole package weight (equations (4) and (5)), but if the consequent reduced weight value is still higher than the previous minimum control limit in the case of no missing component (e.g. in Figure 3), we are not sure of the absence of a component because of the weight variability of complete products (we can notice common areas for the curves of missing components and no missing component).

Statistical parameters modification due to missing components (A or B)
It is possible to evaluate the new E.V. and the new standard deviation in the case of the absence of each component. Consequently we obtain modified variability ranges of the final product weight (without each component), corresponding to new minimum and maximum weight control limits (E.V.±3σ). Among these, it is interesting to consider the major modified maximum control limit (point K in the figure n. 4).
Step 3: control areas definition
Therefore, we can have four possibilities for the total package weight (Figure 4):

Four possibilities (Areas) for the total package weight
The above Areas correspond to four different events:
Area A : we are sure that one or more components are missing, so we can reject the packages;
Area B : we are not sure that the package is complete, so the choice could be a sampling procedure of inspection in order to verify the absence of missing components;
Area C: we are sure that the package is complete and so the shipment to the costumer is possible;
Area D: we are sure that double components are present, even if in the history of the production line, no similar case has been recorded, thanks to technical arrangements and because of space constraints inside the package.
4. Case Study
The developed weighing algorithm has been applied in the case of a pharmaceutical production line optimization. In fact, the analysed company wanted to speed and to standardize the procedure of verification of components by checking the final pack weight, primarily reducing false rejects.
4.1 Description and control of the blister packaging line scales
In order to apply the algorithm, first we are going to define the measurement tool and how it works.
The automatic balances control the whole production, rejecting the packs with a weight lower or higher than the imposed tolerance limits; subsequently the rejected packs are stored for the future integration of components (if possible) [12].
All the balances used in the department of solid oral products, are calibrated and periodically inspected according to a specific procedure.
Moreover, a frequent functionality control is carried out with during the use; this operation establishes, under specific conditions, the relationship between the values indicated by a measurement instrument and the corresponding known values of a sample.
In the considered balance (Thermo Fisher Scientific; Figure 5), the packs weight is calculated on the basis of the electrical signal emitted by a load cell located on the conveyor belt of the weighing plate.

Thermo Fisher Scientific balance
The package, sliding along the conveyor belt, reaches the weight reading light barrier placed entering the weighing plate. Through the light barrier signal and the speed measurement, the position of the pack is determined and the weight is calculated on the basis of the signal emitted by the load cell.
The error deviation is compared with the reference and the Versa Controller determines whether to accept or discard the package.
The line of blister packaging consists of the following equipment:

Packaging line description
The balance appreciates the hundredth of a gram.
4.2 Weight limits determination
Hereinafter, we are using specific business terms, listed below with their definition:
BOM: list and quantities of materials needed for the production process;
Blister: container for tablets, consisting of a layer of PVC or Foil and a layer of easily pierceable aluminium;
Insert: package leaflet for the patient;
Case: box containing blister and insert;
Primary packaging: blister filled with tablets;
Secondary packaging: case filled with blisters and insert;
False reject: a product that the automatic balance discards due to a breakdown or a mistake, but that is actually good to be inserted in the packaging boxes;
Packaging Box: box containing individual packages of product.
The study to determine the balance weight limits has been conducted in the blister packaging line, that manages 187 different products.
In order to determine the weight limits, all the materials composing every component (identified with a code, as all material), with their weights and relative tolerances should be known.
The requested information of every component are:
Tablet type, number of tablets in each case and weight tolerances;
Aluminium, weight in g/m2 (grams per square meter) with tolerances, sizes in mm2 (square millimetres);
PVC, weight in g/m2, sizes in mm2;
Foil, weight in g/m2, sizes in mm2;
Case, weight in g/m2, sizes in mm2;
Insert, weight in g/m2, sizes in mm2.
Hereinafter, we are only considering one kind of product (Product n. 1) and assuming three hypotheses:
Absence of measurement errors;
Supplier Qualification, characterized by capability indices cp and cpk >>1;
Priority interest in avoiding missing components rather than false rejects.
For tablets:
Product 1 - tablets weight

where:
BLP: number of blisters
TAB: number of tablets per blister
tot: total number of tablets in each case
The tablet minimum and maximum weights (tolerance range) are defined in the design phase.
The minimum and maximum total weight of one blister are obtained by multiplying the minimum and maximum weight of the tablet to the total number of tablets in each blister, adding the aluminium weight (used to coat the tablets), as follows:

Product n. 1 - filled blister weight

Starting from the area of 1 blister (m2), the aluminium weight is given by:

Consequently, it is possible to evaluate the aluminium tolerances (Table 3).
Product n. 1 - aluminium weight of 1 blister

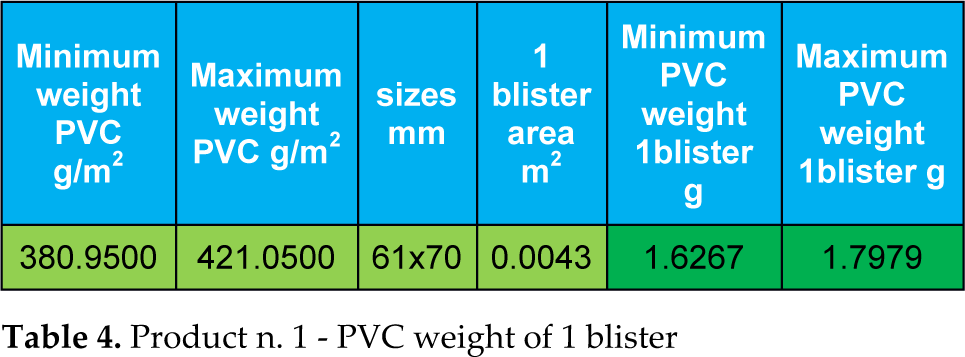
The same operations have been made to calculate PVC (or Foil) and insert weights (Tables 4 and 5).
Product n. 1 - PVC weight of 1 blister
Product n. 1 - insert weight

Regarding the case, its weight, not considering the closing flaps, is given by the product of its area and its specific weight (in g/m2):

Product n. 1 – empty case weight not considering closing flaps

Finally, we have also to consider the weight of the closing flaps, calculated as described below:
from a case the flaps have been cut and weighed using a balance with a sensitivity up to one thousandth of a gram;
subsequently, the percentage of the flaps weight has been calculated (15% of the whole case weight);
this percentage has been used for all the products, being only slightly variable among the products, in order to evaluate the case total weight (Table 7).
Product n. 1 – closing flaps weight and case total weight

The weight of the labels is overlooked because it is not appreciable by the balance.
Then:

Where the final weight represents the total weight of the pack; the weight of the filled blisters is given by the weight of the aluminium added to the weight of the PVC or Foil and to the weight of the tablets in the blister, multiplied by the number of blisters in the case; the weights of insert and case have been previously calculated.
Ultimately, considering tolerances, the final minimum and maximum weights of the packaging will be as follows:
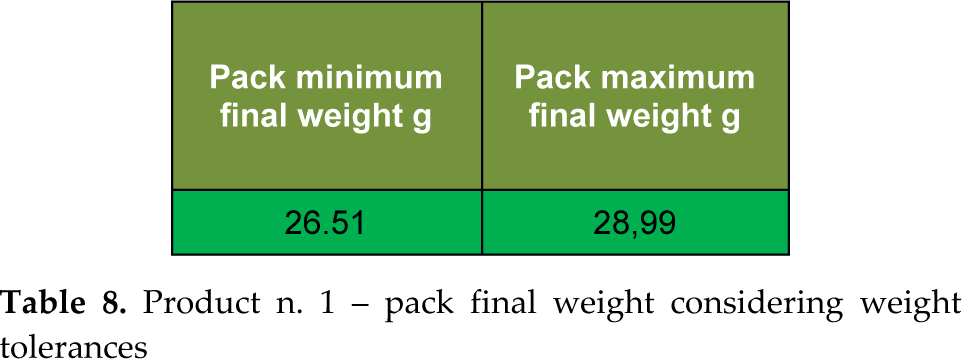
Product n. 1 – pack final weight considering weight tolerances
Different products can have same weight of materials, therefore they will have the same final pack weight. For that reason, a subdivision of products in families has been set according to the final weight. For each family, the determination of the weight limits for the dynamic balance is the same (total number of families obtained: 67).
Initially, it is possible to keep as weight limits for the balance the final minimum and maximum weight of the completely filled case, which is the weight obtained by adding the weight tolerances of each material composing the case. According to the weighing procedure, if:

is a value out of the range defined by the weight tolerances, the values in Table 8 could be set as weight limits for the dynamic balance.
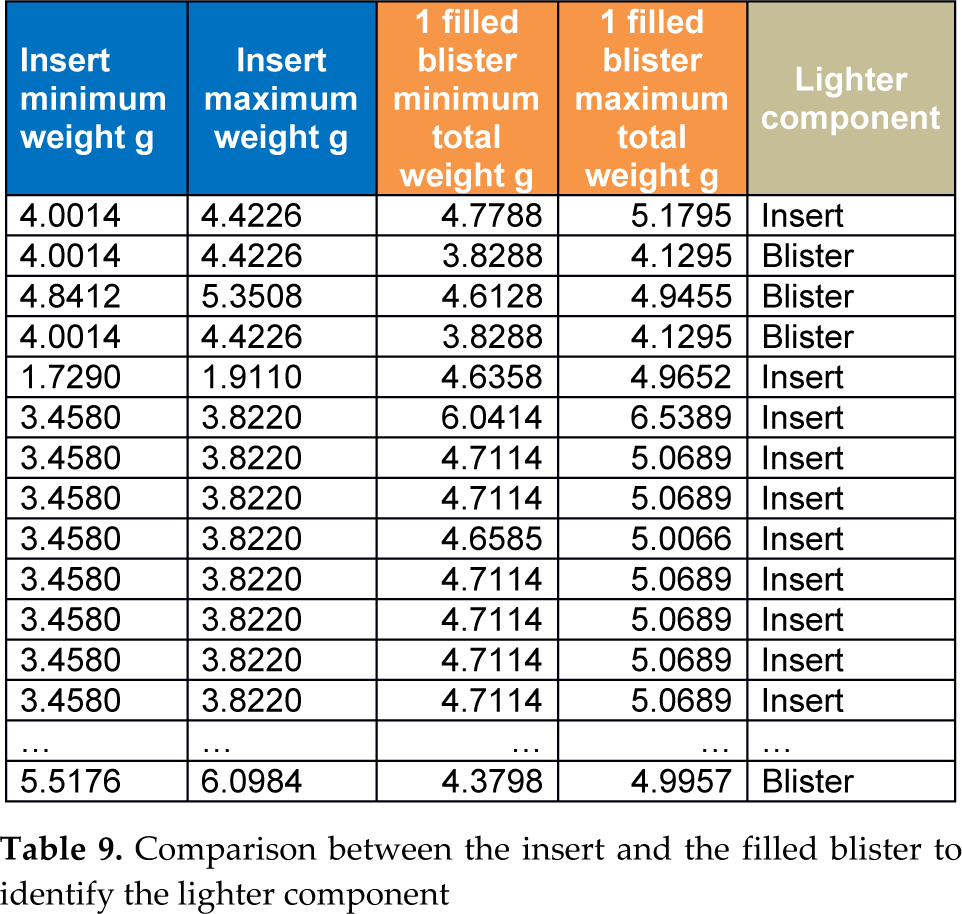
The components considered to establish the lighter one are only the filled blisters and the insert; whereas the case is not considered, because it is impossible that a product reaches the balance without its case.
By comparing the weight of the insert and the filled blister, is possible to highlight the lighter component, to verify weight limits and evaluate the final maximum weight, through the equation (5) (Table 9).
Comparison between the insert and the filled blister to identify the lighter component
For the first product, the lighter component is the insert and its minimum weight is 4.00 g. The maximum final weight, shown in Table 8, is 28,99 g.

The value resulting is less than the final minimum weight that is 26,51 g, so it gets out of range. Therefore, the verification is successful and the values in Table 8, for the first product can be chosen as the weight limits for the balance.
So, the secure value for a good case without missing components is 26,51 g.
In Table 10 we have indicated with continuous red borders the products, whose weight value, obtained by subtracting the minimum weight of the lighter component to the maximum final weight, is within the range.
Absolute security minimum weight value of a good pack without missing components
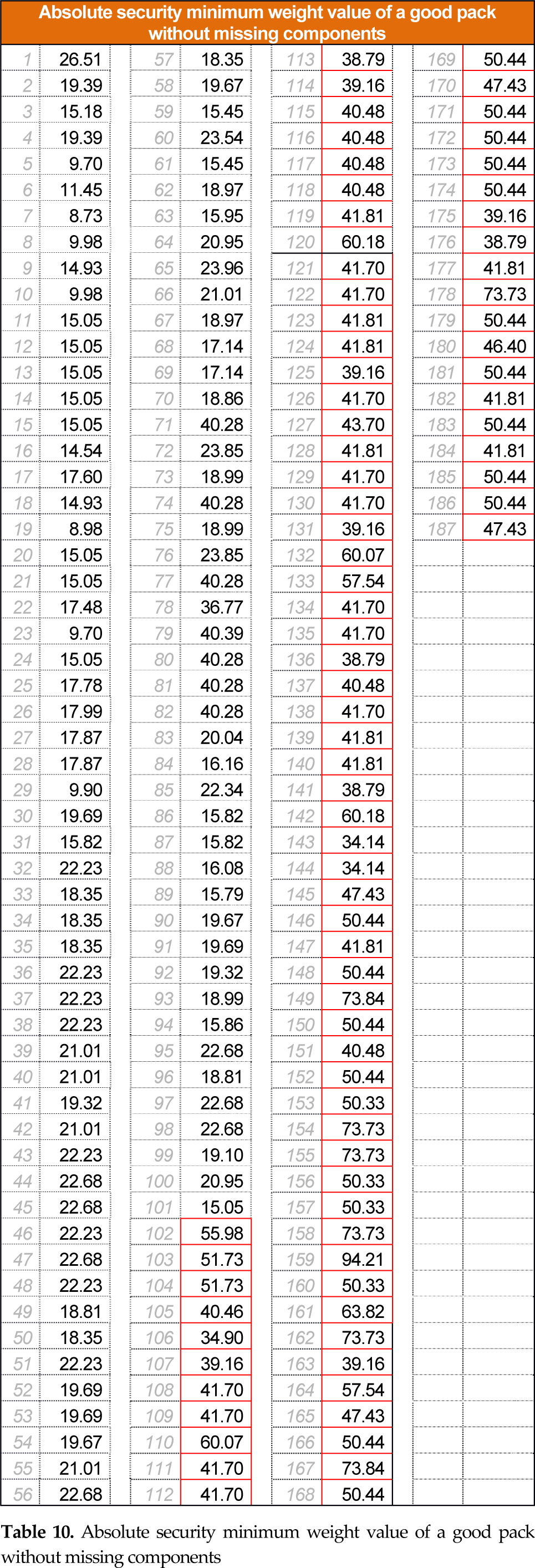
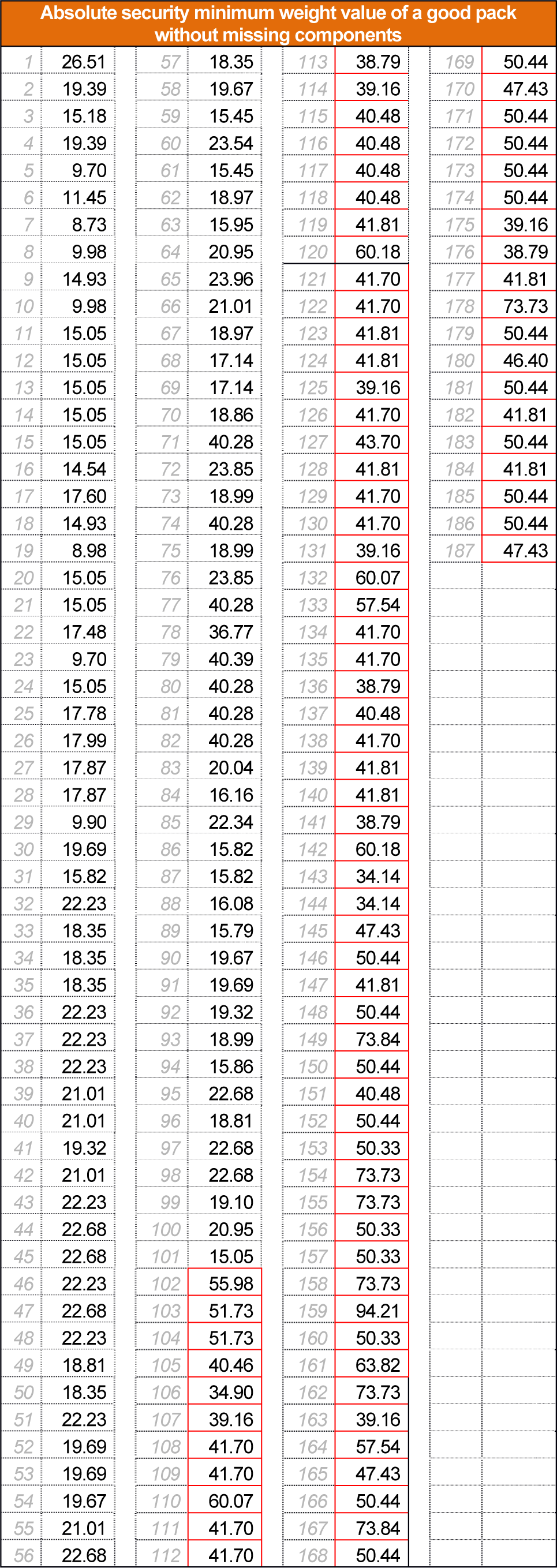
In this case, the balance could consider as good a pack with a missing component.
In particular, we can consider limits values such as in Table 8, for 54,01% of the products; while for 45,99% of cases (indicated with red borders in Table 10), it is necessary to use the new algorithm developed to determine new weight control limits (Figure 7).

Products different limits
The starting point is the creation of families, as made previously, characterized by the same components weight. Subsequently, it is necessary to collect data in order to evaluate the average and the variance of each family, respecting the statistical significance (number of samples needed).
For example, in Figures 8 and 9, collected weights values, respectively of blisters and instruction inserts (two of the components in packages), are showed.

Example of data collection of weights of empty blisters

Example of data collection of weights of instruction inserts
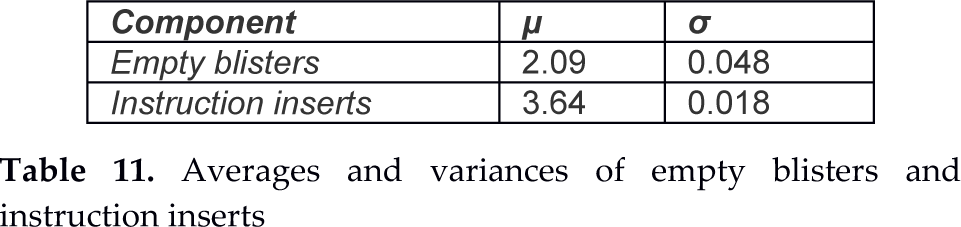
Then, it is possible to calculate the average and standard deviation (square root of variance) values (Table 11).
Averages and variances of empty blisters and instruction inserts
Considering the variability of each component, and applying the equations (4) and (5), it is possible to evaluate the weight minimum and maximum control limits for the considered family of filled packs (E.V.±3σ) (e.g. in Table 12).
Family n.1 – control limits in the case of no missing component

At this point, it is necessary to verify the control limits modification because of a missing component (family average and standard deviation values reduction). By subtracting one component, component by component, new sets of control limits are obtained. By choosing the major maximum control limit in the case of one missing component, the definition of the suggested three weight control limits, and consequently of the below four control areas (discussed in the paragraph n. 3), is possible (Figure 10):
Point J: 51.02 g (minimum control limit in the case of no missing component)
Point K: 55.98 g (major maximum control limit in the case of missing components)
Point L: 58.48 g (maximum control limit in the case of no missing component)
AREA A: package weight <51.02 g
AREA B: 51.02g ≤ package weight ≤ 55.98 g;
AREA C: 55.98g < package weight ≤ 58.48 g;
AREA D: package weight > 58.48g.
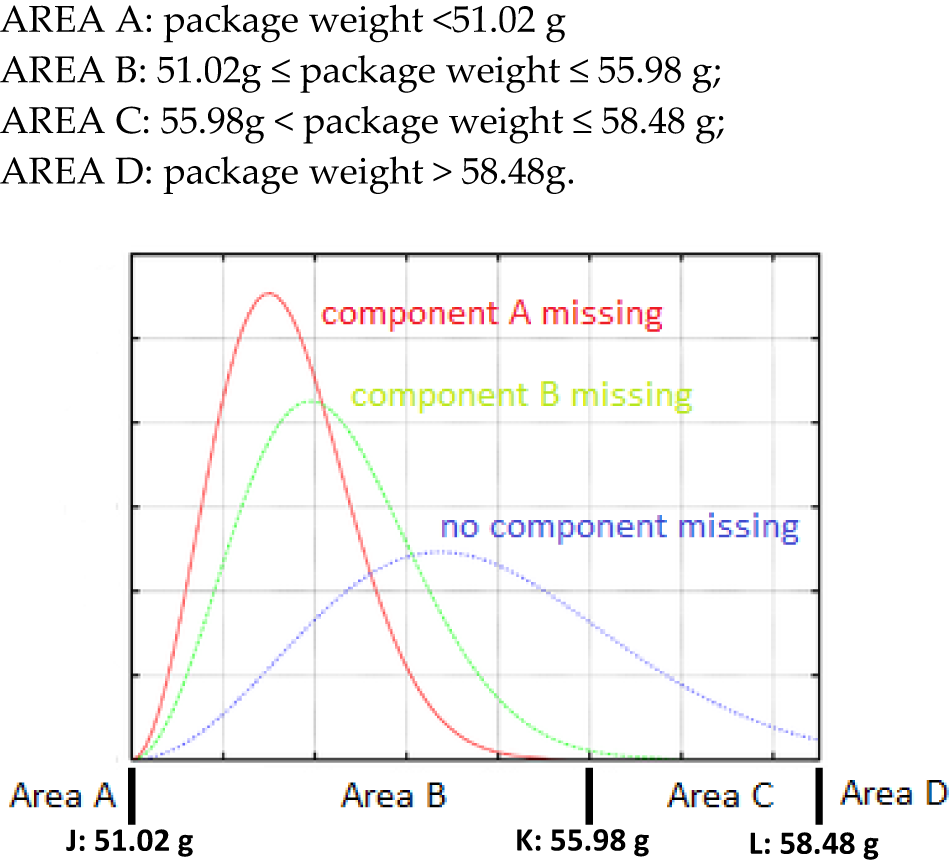
Control Areas Definition for the considered family
By applying the control limits suggested by the new algorithm and by monitoring the weight of packaged goods during a daily production, only two packages were rejected in AREA A (very low percentage, about 0,4%); about fifty percentage in AREA B required an inspection activity (sampling procedure definition); fifty percentage in AREA C were considered as correct packages; no one was found in AREA D (Figure 11).

Daily production monitoring of packages weights
5. Conclusions
A checkweigher is an automatic or manual machine for checking the weight of packaged goods. It is used to ensure that the weight of a product is within specified limits. Packages outside the tolerance range are rejected and taken out of line through an automatic system.
The definition of the above tolerance and control limits is not so easy in the case of a significant weight variability and number of components. In the present paper a weighing algorithm has been developed to verify the content of pharmaceutical packages of different components.
The basic idea is to link the weight check of filled packages to the control of the weight of each assembled component. Therefore the adoption of statistical approaches and tools has been necessary.
The proposed weighing procedure allows:
to avoid missing components in the package;
to alert double components in the package;
to suggest the need of inspection sampling procedure;
to send correct filled packages to the palletizing machinery.
In the future the algorithm will be tested in other production lines, inside and outside the pharmaceutical field.