
Abstract
Concepts related to the development of reconfigurable manufacturing systems (RMS) and methodologies to provide the best practices in the processing industry and factory automation, such as system integration and web-based technology, are major issues in designing next-generation manufacturing systems (NGMS). Adaptable and integrable devices are crucial for the success of NGMS. In robotic cells the integration of manufacturing components is essential to accelerate system adaptability. Sensors, control architectures and communication technologies have contributed to achieving further agility in reconfigurable factories. In this work a web-based robotic cell integration procedure is proposed to aid the identification of reconfigurable issues and requirements. This methodology is applied to an industrial robot manipulator to enhance system flexibility towards the development of a reconfigurable robotic platform.
Keywords
1. Introduction
Automated work cells play a major role in modern industry, increasing flexibility, productivity and quality, minimizing energy consumption, waste and operation time to ensure sustainability [1]. Matters connected to the development of next-generation manufacturing systems (NGMS) are identified in [2] and the development of methodologies to provide the best practices in industry, such as enterprise integration and the development of web-based systems to support computer-based cooperative work are major issues for the design and development of NGMS. Adaptable, integrable equipment and reconfigurable systems have been recognized as vital for the success of NGMS [2]. The integration of manufacturing components in robotic cell performance is crucial to accelerate the adaptability of the robotic cell to environmental changes as well as for new products that can refigure the robotic cell according to the requirements of a specific task. A reconfigurable manufactured system (RMS) has the ability to reconfigure hardware and control resources at the functional and organizational levels in order to quickly adjust its capabilities in response to sudden changes in requirements [3]. For small and medium enterprises (SME) this characteristic ensures a more flexible manufacturing process able to vary production volume and part types and adapt to the introduction of new products [4]. Machine vision applications and sensor technologies have contributed to achieving further agility in reconfigurable factories or process plants able to rapidly adjust production capacity and functionality [5].
A robotic cell is the result of customized planning, integration, programming, and configuration, requiring a significant amount of engineering [6]. The wide range of devices, their uncertainties and modelling mean it is difficult to create standardized integration procedures and evaluate and identify issues relevant to industry practice. Communication technologies, in particular wireless technology, have also been recognized as facilitating flexibility and factory agility [7]. The requirements associated with the design of an open architecture necessitate a systemized procedure for the integration of a robotic cell. A web-based supervisory system benefits high-level reconfigurability [8], which enhances diagnosability. This work describes a methodology for the design and implementation of web-based supervisory robotic cell integration. Requirements, functionalities and specifications are identified to further enhance system flexibility and reconfigurability. The methodology is applied to an industrial robot manipulator in an automotive compressor manufacturing cell.
The work is organized as follows. Section 2 describes the configuration of a robotic cell. Section 3 introduces some architecture issues. Communication and sensor technology regarding RMS is reviewed in section 4. The developed system integration procedure with an industrial application is described in section 5. Finally, in section 6 conclusions and issues for future research are presented.
2. Automated Robotic Cell
Automated robotic cells are is composed by several devices, such as belt conveyors, fixture systems, robot manipulators, loading and unloading peripherals, controllers and sensors [9, 10] where programmable automation is used to control unit devices. PC-based control actions are concerned with the synchronizing and coordinating of all activities involved in a task sequence. In the plant control structure, the low-level synchronization control is usually a task sequence executed by PLC controllers. A PC-based control approach offers greater flexibility in terms of different programming languages that can be used for the implementation of the real-time control software; such an approach also enables network connectivity and real-time monitoring. A major problem with PC–based control, however, is the incompatibility of the software programming languages and the hardware's proprietary languages [11]. Object-oriented architectures such as Open Modular Architecture Controller (OMAC) and Open System Architecture for Control in Automation (OSACA) constitute reference models for the development of unified modelling languages and the design of I/O platforms and communication protocols for PC-based control.
Advanced sensor and control techniques constitute key elements [12] of the development of new techniques enabling robots to operate in 3D non-structured environments. Model-based control techniques have improved robotic systems performing industrial tasks and have increased maximum speed and reduction of path errors [13]. The use of proprietary languages is a conventional method in industrial manipulators, allowing fast learning. However, these languages together with manufactured process programming languages have hampered the integration of the robot manipulator, controllers and field devices in the production cell [14], and procedures carried out to perform repetitive tasks have not yielded optimal accuracy levels. Due to the required high speed and accurate movement performance, the automotive industry has stimulated the development of industrial robot control techniques in the field of continuous events [15]. Advanced software applications together with the robot unit and peripherals have enabled cell modelling, avoiding collisions and optimizing tasks. In model-based methods, a model that predicts the response to perturbations such as anticipated workload variations is required to guarantee robot pose accuracy and precise prediction of generated forces during the manufacturing process. The robot positioning is corrected according to the kinematics and dynamics state variables predicted by the model. In this approach, the robot specifications from the manufacture as well as the uncertainty of dynamic parameter are considered. Developed control systems techniques, visual servoing and new mechanical structures have been used in order to achieve high productivity performance. Sensor-based control strategy has become highly important in the search for robot control performance and perception improvements [12]. In this technique, deviations between measured and desired position are corrected. With high-speed robot movements, time response sensors are crucial to perform the control loop. Reconfigurable approaches combining both model- and sensor-based methods have been proposed as solutions [5].
2. System Integration Architectures
In RMS, architectures, modelling and control, sensors and communication systems are key issues in controlling and monitoring of robotic systems [3]. These issues include architecture configuration and control design. In a robotic cell, the architecture characterizes the system structure and defines the information and signals flow between subsystems in order to enable the integration of the robot control task execution and the synchronizing of supply and unloading peripherals of the manufacturing process. In an RMS, and in particular in a robotic cell, at the system design stage the architecture assumes that each device is a module [16]. Each module should incorporate an interface to provide physical information enabling control and monitoring operations. According to a specific task, at the system application stage the configuration design corresponds to the module selection for an assembly option during a certain period of time [5]. At the low-level operation stage, control system design defines the manufactured and process variables to realize control actions. For this purpose sensors and actuators should be able to be activated online.
An open architecture assures adaptability and interoperability to support the information exchange between electronic devices. This methodology is based on modelling techniques and international standards. The IEC 61499 [17] defines function blocks for industrial process measurements and control systems. This standard assumes a module as a function block (FB) representing a functional software associated to a controller device hardware. As a response to event inputs, the execution control chart invokes the execution of an algorithm computing internal and output data. Reference models for the design of automation system architecture are based on object-oriented modelling concepts where complex automation systems are simplified into smaller and more manageable modules. Hierarchical architectures allow the decomposition of planning and control functions.
In heterarchical architecture only horizontal flow of distributed control signals is allowed, assuring greater flexibility but disabling global control. In this application an evolution-based control architecture combining the flexibility of heterarchical architecture and the global control of a hierarchical architecture as presented in Fig. 1. is proposed. In this architecture the hardware and software reconfigurability requirements follow the illustrated evolution. In a robotic cell, fixture systems [11], material handle conveyor systems, robot manipulator and controllers should meet reconfigurability requirements [3, 18]. These elements, together with sensors, actuators and communication tool devices should meet modularized properties regarding connectivity to RMS. This modularized framework allows the implementation of conventional and web-based supervisory systems as well as switching between manufactured and process devices, combining process and control. Each module is encapsulated with its own internal intelligence in order to interact with the other modularized system components [11]. This architecture should comprise control actions and allow the online activation of the data processing program according to sensors detecting events such as variations in part types in the supply system or atypical behaviour requiring error compensation or recovering functionality.
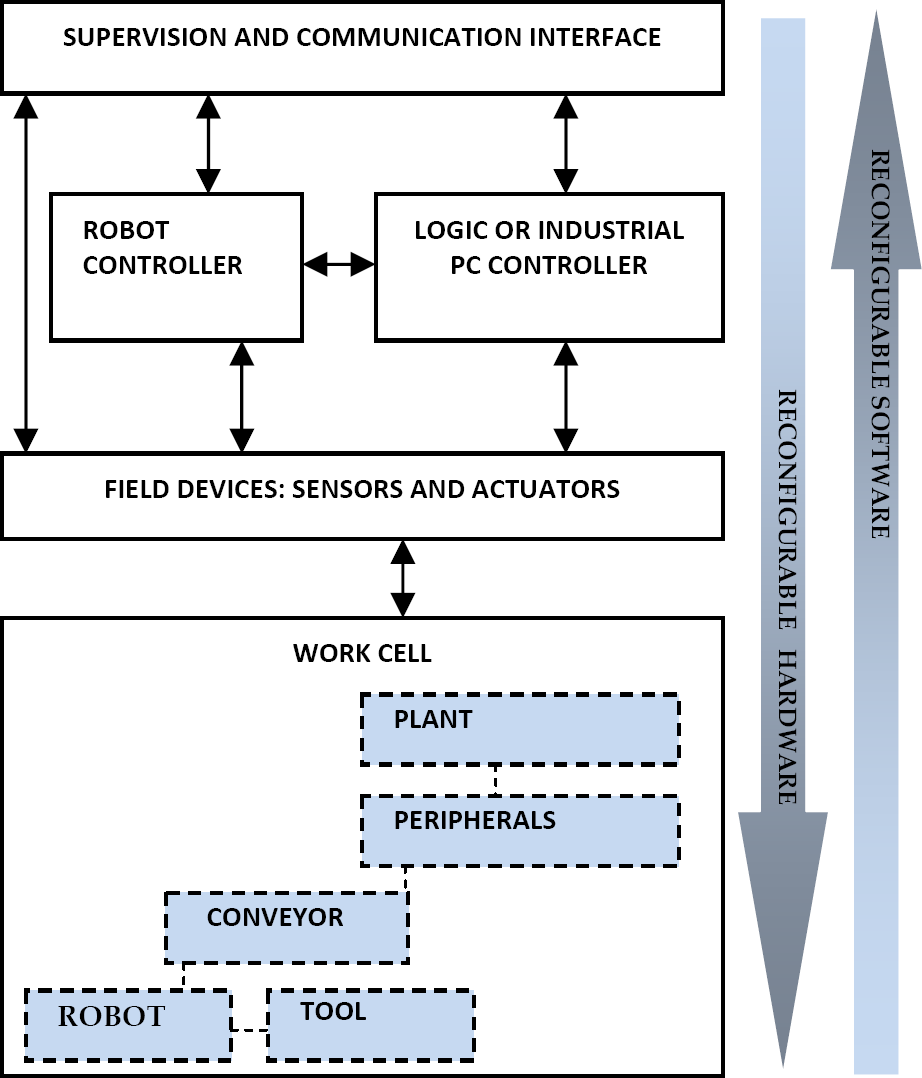
Architecture Design for a Supervisory Robotic Cell architecture
The benefits of this architecture are connected with factory management, collaboration with partners at different local places, data sharing and provision [19]. Each control device has its own real-time controller. The integration of control functions into the shop-floor-level programmable controller line rather than using dedicated programming is a challenge, but allows the direct control of the robot in a Cartesian work space, avoiding instability problems and increasing accuracy. In Figure 1, the controller module aggregates dynamic model and motion control sub-modules.
Robot controller level is comprised of two sub-modules: motion planning, resulting from the aggregation, trajectory planning, trajectory controller and kinematic model sub-modules. Axis controller results from the aggregation of dynamics model and motion control sub-modules.
2.1 Web-Based Architecture
Due to the complexity of web-based control integration problems, a standardized methodology is required. A systematic procedure underlying the architecture selection resulting from the requirements specification is presented in [19]. Here, a web-based control hierarchical structure for the robotic cell is proposed, shown in Fig. 2. Real-time monitoring and control task application performance, security and information management and some criteria for the topology selection are based on a “four Rs” principle whereby Resolution, Response Time, Reliability and Reparability are evaluated. In Fig. 2, choosing path (1) or (2) will result in a conventional rigid structure. By selecting connection (3) the resulting architecture is a flexible client/server topology where controllers are equipped with a web server containing the program and the user interface. In the sequence of the integration procedure presented in [20], as a first approach, the architecture resulting from connection (2) was selected and implemented. In this architecture, the number of end users is limited. A comparative study should be performed on architectures (2) and (3). The time latency problem in (3) must be investigated based on compensation techniques and predictive control.
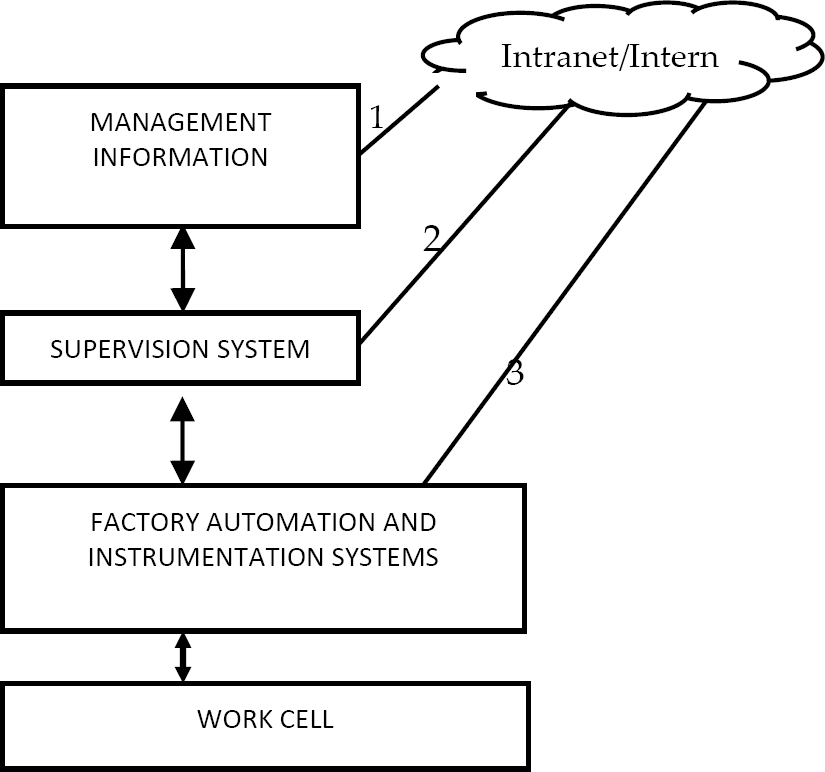
Web Connections for the Hierarchical Control Architecture (based on [23])
From architecture (3), presentation platforms such as control panels and PCs are fitted with standard browsers that can be uploaded from the controller. This architecture offers excellent adaptability so that any modification applied to the controller is updated in the control units. The costs of this application are low compared to the architecture obtained from connection (2). Control panels display hardware with a browser function and are easily networked via Ethernet ports. Traditional web-based technologies use HMTL pages and JavaScript instructions to design HMIs. Another approach called web-based service oriented architecture (SOA) has demonstrated its ability meet reconfigurability requirements [21]; device connectivity uses the standard DPWS protocol (Device Profile Web Service). SOA is based on programs (services) that perform specific functions being available for remote software application. This interface should deliver security support and address standard self-describing technology such as XML, allowing ease of implementation. In web-based automation, input/output signals from PLC devices or sensor outputs signals are mapped to the web service's logical programming and presented through DPWS interfaces on devices. Device-to-device and device-to-control communication are then enabled and function-based modularized embedded control programs provide adaptability, enabling rapid changeover in the software module.
3. Sensor and Network Communication Technology in NGMS
A flexible robotic cell should be able to quickly react to variations in part types or sizes or tool devices, avoid collisions and change technological parameters during the manufacturing process, Visual servoing configurations have been articulated with the development of advanced control algorithms to raise the level of adaptability of the cell. Other approaches integrate vision resources directly into the controller, avoiding problems of programming cameras separately. Laser interferometers have been used in high-precision motion control with high accuracy and directly at the load, reducing errors typically generated by linear encoder [22]. These optical sensors also allow the detection of the presence or variation of different part types. In this research the use of a kinetic motion sensor, including a camera and a depth sensor, is investigated with the goal of achieving 3D recognition. In terms of the controller speed problem, a magnetic energy encoder using higher energy magnets in smaller sizes provides better performance. Micro Electro Mechanical Systems (MEMS) have released inductive coil technology encoders with excellent position accuracy. Piezoelectric motor applications in reconfigurable robotic cells have demonstrated lower response times and increased stability [5].
3.1 Industrial Network Communication
Communication protocols such as TCP (Transport Control Protocol) and IP (Internet Protocol) are used as standards in building industrial applications. The TCP/IP protocol is the basis of the communication hierarchy of a web-based application. Ethernet/IP protocol built into the standard TCP/IP to remotely configure and access device controllers in the plant constitutes an industrial layer application protocol.
The adoption of wireless communication networks is an economical solution since this avoids the problem of having numerous sensors and the associated complexity and costs of cabling; such a network has been adopted in the application described in section 5. This technology allows an increased data acquisition rate, enabling better levels of measurement uncertainty and models for process control. Beyond these factors, wireless networks allow the integration of measuring devices or collection of data from sensors in places that are difficult to access. Another benefit is the ability to control and monitor regardless of distance, place or obstacles. Wireless communication is a powerful resource for agile factories; however, there is still the need to stimulate its adoption. Standardization is a major concern to simplify implementation of: interface exchange data, radiofrequency spectrum allocation in industrial automation applications, safety standard procedures, mobile terminals for industrial applications, comparative performance of different wireless technologies, and various devices, web services and control architectures [7]. Noise spectrum features and sensitivity of devices to wireless signals are essential matters of research. The industrial application described in section 5 uses wireless connectivity between high-level and low-level control.
4. Robotic Work Cell Integration
The integration procedure resulting in a PC-based supervisory robotic work cell was presented in [20]. A web-based architecture includes another structure level. With the aim of achieving reconfigurable features this procedure is composed of the following main activities:
Definition of the system to be integrated: specification of each participating device, their operations and the desired synchronism between them. At this stage it is important to define the expected automated behaviour from the high-level control design as well as the controlled and monitored variables in order to facilitate the required supervisory and control activities at the control design stage.
Reference architecture definition: for the web-based integrated robotic cell an architecture resulting from the combination of the architectures shown in Figures 1 and 2 should be adopted. This procedure will give rise to an evolution-based architecture allowing device-to device and device-to-control communication as well as their connectivity to the web. The whole web control and monitoring of the integrated cell will be enabled.
Reconfigurable activities definition: this step comprises the configuration design, corresponding to the module selection for an assembly option during a certain period of time.
Control design for low-level operations: manufactured and process variables as well as sensor and actuator specifications and programming for the control action activities.
Definition of hardware programming and object-oriented/service-oriented software requirements for the remote manipulation of sensors, actuators and controller devices for a pre-defined task or unpredicted events.
Definition of practical issues: safety; development and implementation of interfaces between devices, such as the cell-manipulator-conveyor shown in Figure 3; calibration and programming of robot manipulator.
Functionalities implementation for manipulation and reconfigurable requirements such as tool implementation and sensors enabling the process acceleration and the improving of system adaptability.
Production cell control and programming, design and implementation of load stations, supply and unload system programming.
Task sequence definition for the automatic cell performance and online device activation for remote control and monitoring.
The whole integrated system performance is tested and reported.

Robotic Cell Devices.
Before real-time implementation, each activity and the resulting system should be tested through a virtual prototype. To achieve cooperative work and factory agility a unified technology should be adopted. The use of SOA together with the concept of modularized architecture provides an open solution for the integration of all the enterprise control levels. Other mechanisms for the structure's devices, such as addressing, description, discovery, data exchange, control and event driving, are illustrated in Fig. 4. For the reconfigurability and flexibility, modules should form a function block model incorporating control application, network communication device, hardware configuration, electronic interface and physical inputs and outputs.

Object-Oriented/Web-Service-Based device structure
A database server allows a connection to the process and data event collecting. Functionalities to address diagnosability, such as the incorporation of cooperating sensors [24] and error recovering to report error state to the respective client, must be added. In order to meet the flexible and reconfigurable requirements at the robot level, and using the capabilities of the original robot control, an evolution-based architecture for the distributed client/server approach should be adopted with the development of the software to provide communication between the controller and the robot through an Ethernet connection. A controller device for each robot joint should be designed.
The acceleration of controller performance will be carried out using vision sensors for 3D recognition and error compensation techniques will be enhanced through the use of magnetic encoders.
4.1 Integration procedure implementation
Apart from an ABB IRB 4400 robot manipulator with six degrees of freedom, the main elements of the robotic cell are the manufacturing process, the conveyors, peripherals and tools as illustrated in Fig. 3. All the activities are coordinated by a web-based supervisory system, according to an evolution-based architecture resulting from the combination of architectures proposed in Figs. 1 and 2. The implemented architecture is illustrated in Figure 5. For high-level and low-level control communication, as well as for field device connectivity, an RS232 communication chart is implemented in the PC control rack. Since the RS232 chart operates by voltage levels, a problem emerges regarding less immunity to noise for distances higher than 10 metres. Cables limit users in executing some special tasks. The distance between the supervision station and the cell controller is around 15 metres. Another limitation is the limited number of device connections. To overcome this drawback, a wireless network communication a range of 100 metres based on the BLUETOOTH protocol was implemented. An open standard radio frequency, Industrial Scientific Medical (ISM), operating in the range of 2.45 GHz, was adopted. In order to avoid interference this protocol uses the Frequency Hoping – Code Division Multiple Access scheme, which divides the frequency into multiple channels, decreasing the bandwidth.

Web-based supervisory integrated robotic cell
4.2 Task sequence definition
Practical issues to be considered, such as task sequence definition, safety and adaptability functionalities, have been presented in [20]. The flow diagram of task sequences implemented in this application is shown in Fig. 5.
All unit devices involved in a specific task are driven through an interlocking-based control framework ensuring the complete action of a device before the next device starts. Different programs can be run according to the work cell configuration. The task sequence performed is shown in Fig. 6. Note that the synchronism imprecision between the end-effector (magnetic tool) activation and its position can give rise to part-type rejections. The end-effector manipulates four parts at one time; in the previous system this device manipulated just one. For the synchronism problem, a structured programming is developed with subroutines for the different system slaves corresponding to the cell manufacturing units. In this specific application, in a cycle time of 2 minutes and 40 seconds, corresponding to the hangar step, the robot should be able to pick and place 24 pulleys from (painted)/into (to be painted) the hangar. For this purpose there is a load conveyor with four pulleys with a fixed stop position. The conveyor should supply the four pulleys independently at time intervals of 3 to 6 seconds. The unload conveyor receives four pulleys in a single row and displaces the pulleys to another zone.
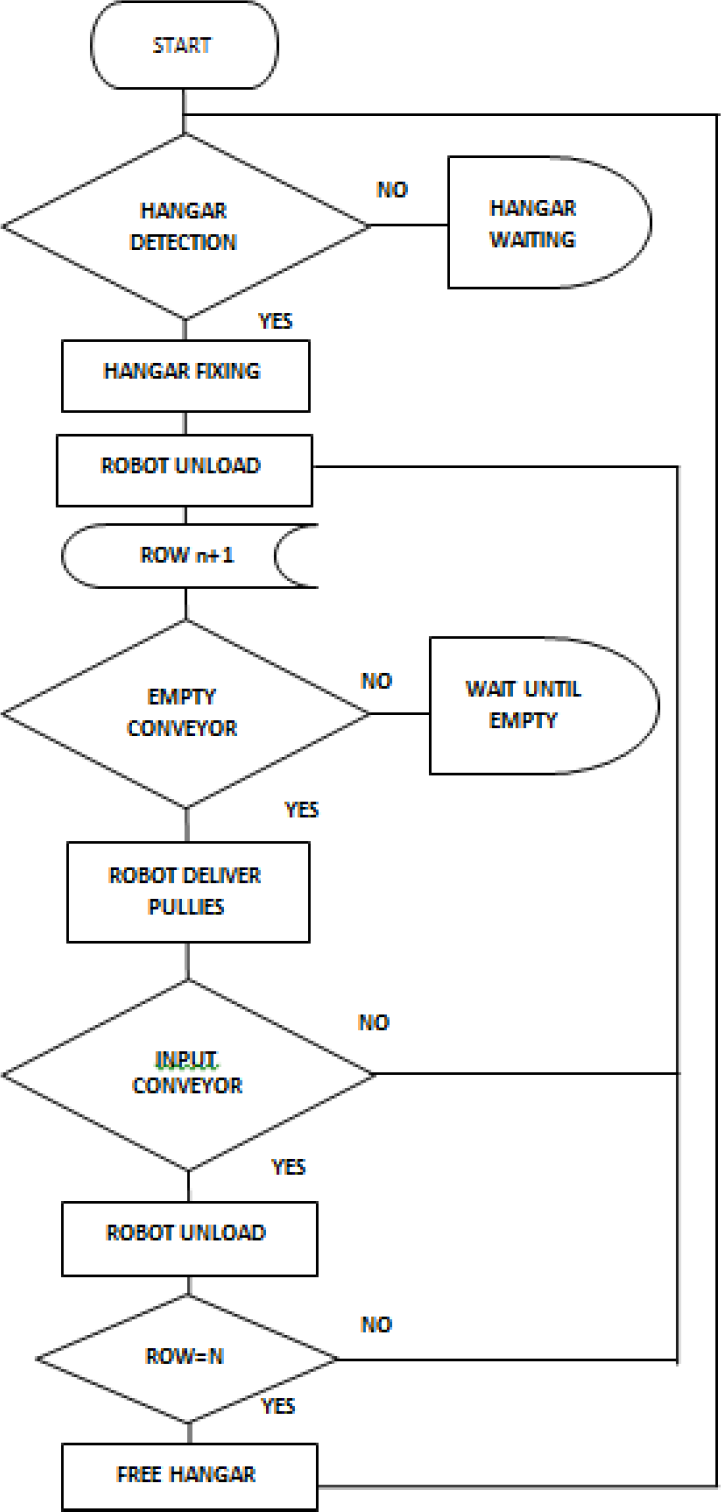
Flow diagram of task sequence [20]
As shown in Figure 7, the sensors detect part types and measure their sizes, and the system that retains them is activated until the order is given to deliver. The manipulator can then perform a task. The main model differences may be related to the hangar and conveyor positions due to the part-type size. In the reconfigurable approach the redefinition of hardware control and software functions in order to perform a task should be easy to execute from the web supervisory station using an object-oriented modularized formulation and/or a web-service-based formulation.

Optical sensor detecting part types
4.3 Integrated Robotic Cell
A web-based architecture as described in section 3.1 (2) is adopted. Data transmission is enabled by the Ethernet/IP protocol. Using this framework, the remote control of the robot task, the synchronism between the handle robot manipulator and the conveyor motion, peripherals, and the control and monitoring of process variables involved in the manufacturing process are performed. Synchronism problems giving rise to delays, higher cycle times, conflicts such as task faults and parts rejection are thus overcome. Production stoppages are also reduced. The implemented system enables a greater cooperation between the manufacturing cell and management and information systems, allowing daily exchange information on the manufacturing process.
The integrated system increases productivity, as shown in Fig. 8. This effect is further enhancing by the implementation of optical sensors to improve precision in end-effector manipulation tasks; these also contribute to improving the system's capacity to respond to unpredictable events. Quality and safety are also improved, since this system avoids part-type damage, to pulleys in this case, through improper human manipulation. The supervision station increases control capability and the reaction speed to event changes, improving system adaptability. Data are stored enabling future analysis. The web-based supervisory system improves diagnosability issues, enabling remote surveillance and maintenance.
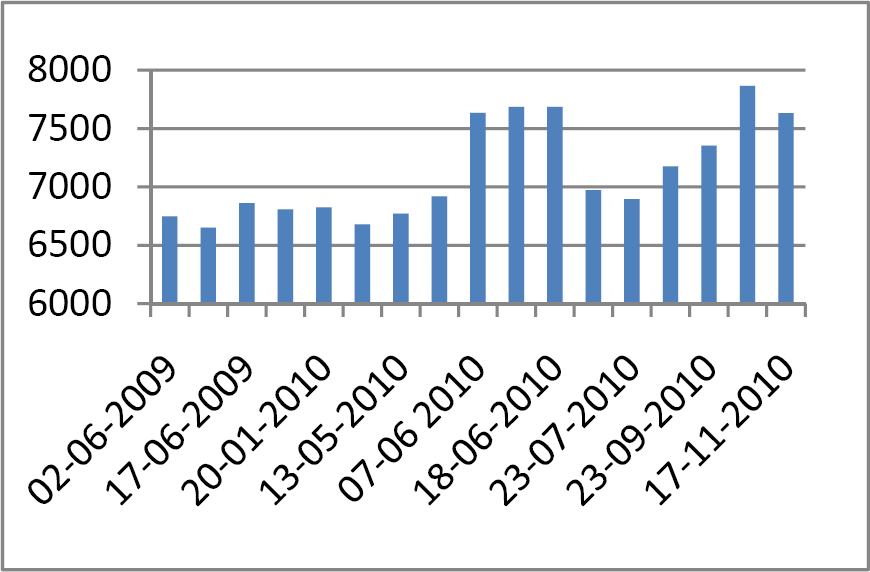
Levels of productivity after the robotic cell integration in 2010
5. Conclusions
This paper has presented a real-time implementation of a robotic work-cell integration allowing the identification of the main issues involved in developing the required technology to achieve reconfigurable robotic cells. The design of an open, modularized, evolution-based architecture with the capacity for web connectivity, software application, control and event-driven application, as well as a data exchange electronic interface, are essential for the development of the required technology to address the main issues in reconfigurable systems. The adoption of SOA for the development of a web-based unified technology with the capacity for remote hardware configuration enabling cooperative work is another important step. The integration of control functions, either for discrete or continuous events, at shop-floor level allows direct control of the robot. The design and implementation of sensor-based and model-based control approaches incorporating vision sensors, as well as the adoption of a new generation of actuators as a solution to the time-delay controller problem, are issues to be investigated. The adoption of predictive control and compensation techniques to overcome the problem of time latency network communication in web-based control is a major topic of research. The adoption of wireless communication has brought flexibility to plant configuration and has contributed to overcoming layout and cost problems; however, there are still some matters to be researched in the field of industrial automation in terms of the development of reconfigurable platforms.