
Abstract
Background:
In our contemporary world, while part of the fibers used in the paper industry is obtained from primary fibers such as wood and agricultural plants, the rest is obtained from secondary fibers from waste papers. To manufacture paper with high optical quality from fibers of recycled waste papers, these papers require deinking and bleaching of fibers at desired levels. High efficiency in removal of ink from paper mass during recycling, and hence deinkability, are especially crucial for the optical and printability quality of the ultimate manufactured paper.
Methods:
In the present study, deinkability and printability performance of digitally printed paper with toner or inkjet ink were compared for the postrecycling product. To that end, opaque 80 g/m2 office paper was digitally printed under standard printing conditions with laser toner or inkjet ink; then these sheets of paper were deinked by a deinking process based on the INGEDE method 11 p. After the deinking operation, the optical properties of the obtained recycled handsheets were compared with unprinted (reference) paper. Then the recycled paper was printed on once again under the same conditions as before with inkjet and laser printers, to monitor and measure printing color change before and after recycling, and differences in color universe.
Results:
Recycling and printing performances of water-based inkjet and toner-based laser printed paper were obtained. The outcomes for laser-printed recycled paper were better than those for inkjet-printed recycled paper.
Conclusions:
Compared for luminosity Y, brightness, CIE a* and CIE b* values, paper recycled from laser-printed paper exhibited higher value than paper recycled from inkjet-printed paper.
Introduction
Secondary fibers obtained as a result of the recycling of waste paper have recently been considered as a significant raw material resource for the paper industry. These fibers have become a low-cost raw material for the paper and carton industry, and significant advancements have been obtained in terms of prevention of deforestation and environmental pollution as the paper thus produced needs less water and energy per ton.
To solve the problems related to insufficient raw materials, sustainable recycling technologies need to be developed, along with sustainable forestry practices. In this, extracting all materials from waste paper using economical and environmentally friendly methods is extremely important (1).
In 2015, 71.5% of all paper consumed in Europe was recycled, corresponding to 1.2 million tons more than the 70% target. Worldwide, paper consumption has slightly increased compared with 2014, reaching 82.5 million tons (2). Although there has been a remarkable acceleration in paper consumption, recycling of waste paper has remained rather limited. The most prominent cause of this result is the difficulty related to the deinking process of paper fibers. Difficulties experienced in paper recycling are especially seen due to the energy, labor and process times that arise with some printing systems and their inks.
Paper recycling is directly connected with the printing industry. The basic process in paper recycling is the removal of the ink from the printed paper surface – that is, to remove ink from the fiber. Generally, the deinking process is based on the difference between hydrophobic inks and hydrophilic paper fibers (3). The most widely preferred method for removal of polluting particles of ink away from paper fibers is flotation. Water-based flexography and inkjet printing are 2 typical sources of inks that are hard to remove via flotation deinking (4). For effective deinking, it is very important to prevent the redeposition of ink particles on the fibers prior to their removal (5). This ink removal process can be summarized as involving 2 main stages: Initially, the interaction of ink particles with air bubbles occurs. This event is generally believed to be governed by the size and hydrophobicity of both ink and bubbles (6). Secondly, the bubble/ink heterostructures flow in the froth, where the efficient upward flow of ink particles is closely correlated to the stability of froth phase and the adhesion energy of ink particles to air bubbles (7).
Generally, in every printing process, the interaction between paper surface and colorant is an important factor in determining print quality. Since print and paper waste is now valuable and sought as a resource and is in high market demand (3), the performance of deinked recycled paper in printing processes is very important.
With the development of digital technology, digital printing technologies are gaining a growing share of the market (8), and digital printing has already become an essential printing method. Compared with the other traditional printing methods, digital printing is easy to control and convenient (9), and thus its market share has increased.
Due to the acceleration in the development of digital printing systems, almost every office or home has a digital printer. Accordingly, the amount of waste paper associated with domestic digital printing has been increasing day by day. Recycling of these waste papers is crucial in terms of protection of forests and the environment. Utilization of waste paper in the paper industry has intensified subject to economic factors and rising environmental awareness among consumers.
Digital printing is a hot topic among papermakers with respect to paper recyclability. Paper recyclability depends on the inks used in digital printing, such as toners and liquid inks, and the setting mode used on the different substrates as well. Now digital printed papers are more available for deinking process (3).
Methods
In the present study, test prints were first made on uncoated 80 g/m2 office paper with water-based inkjet and toner-based laser digital printers, so that they could be recycled. The ink intensity of the printouts and color CIEL*a*b* values were measured with an X-Rite spectrophotometer. The printed paper was recycled using the INGEDE method 11 p. Brightness, luminosity and color CIEL*a*b* values of the resulting paper sheets were measured; and then compared with those of the base paper. For the prepared handsheets, the brightness value was measured with a Technidyne Brightmeter Micro S-5 (T458, C/2° light resource, 457 nm) and luminosity (Y, 557 nm) and CIE a* and b* values were measured with the same device according to the TAPPI standard T524 (45/0). Furthermore, CIE a*, CIE b* and Y values were confirmed using an X-Rite Eye-One Spectrophotometer D65/2° before recording.
To determine the reprintability performance of the recycled paper, test reprints were applied on handsheets using inkjet and digital printers; then ink intensity and CIEL*a*b* parameters were measured once again.
Results
Deinking process
Brightness, luminosity Y values and CIE a* and b* values for paper sheets at the end of the recycling processes are shown in Figures 1, 2, 3 and 4 respectively. Moreover, the resulting recycled paper was processed by both inkjet and laser digital printing processes once again. Color universe comparisons are given in Figures 4 and 5. Surface analysis of recycled paper is presented in Figure 6.
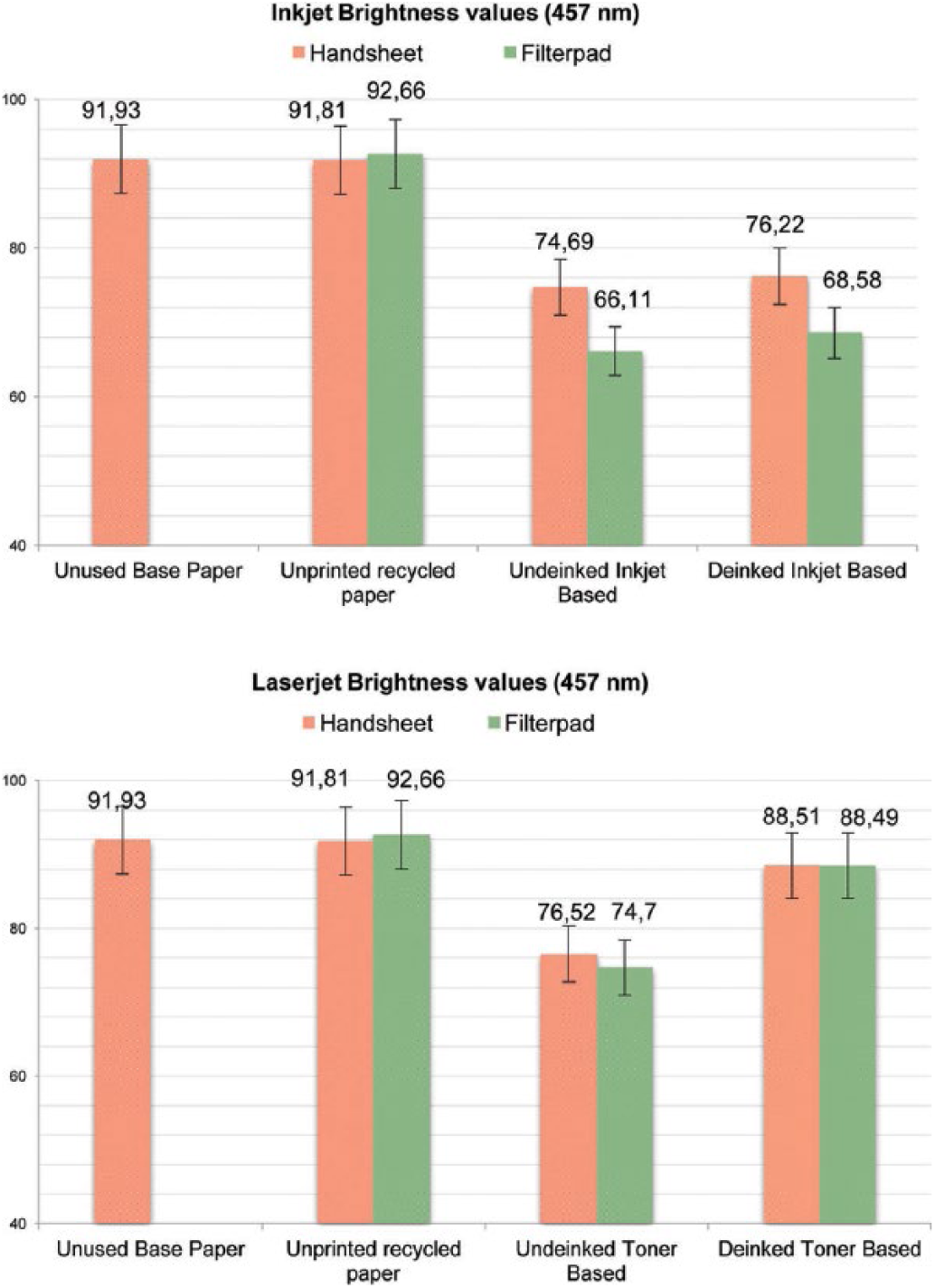
Brightness values of water-based inkjet and toner-based laser printer-printed recycled papers.
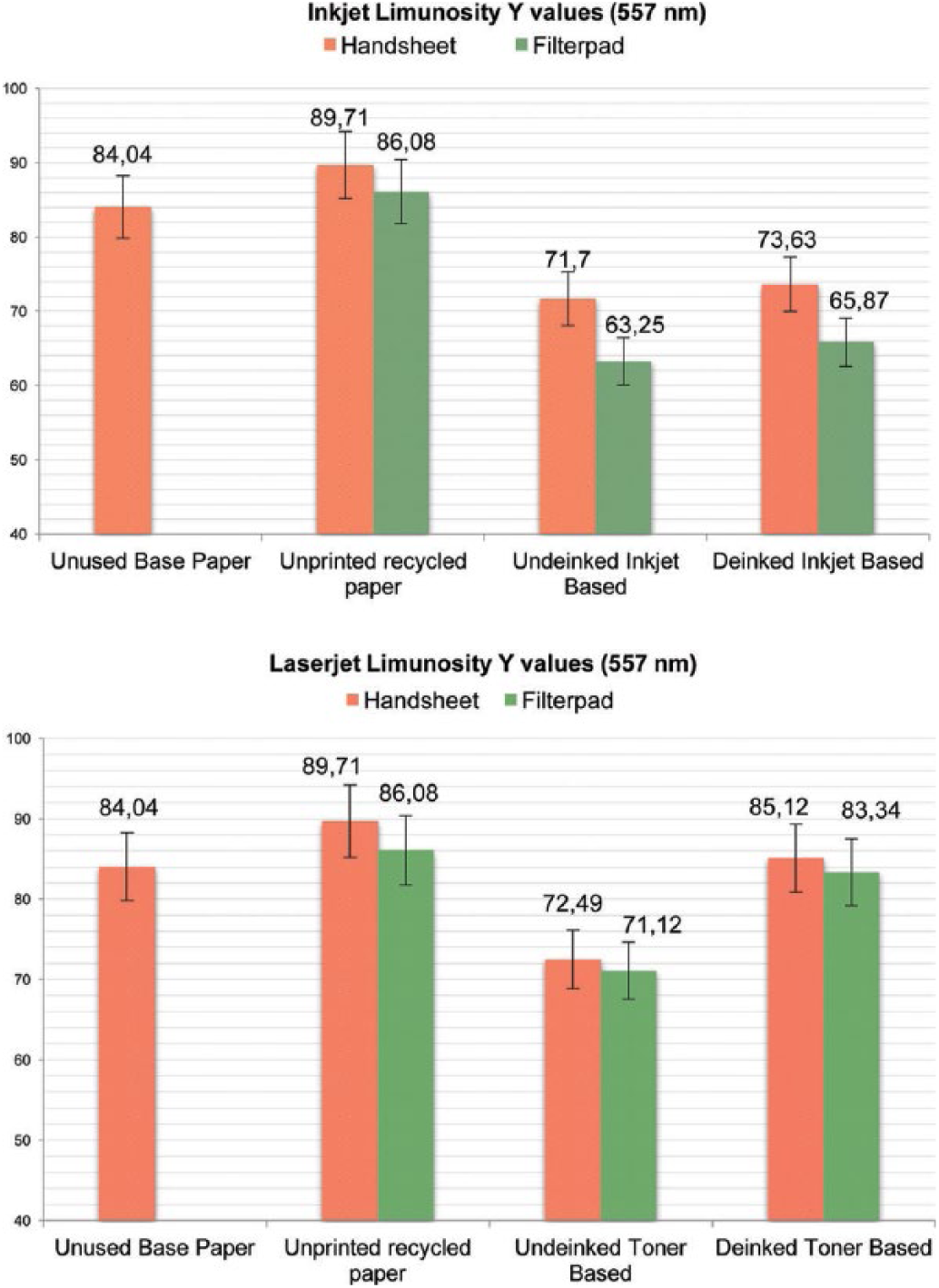
Luminosity values of water-based inkjet and toner-based laser printer-printed recycled papers.
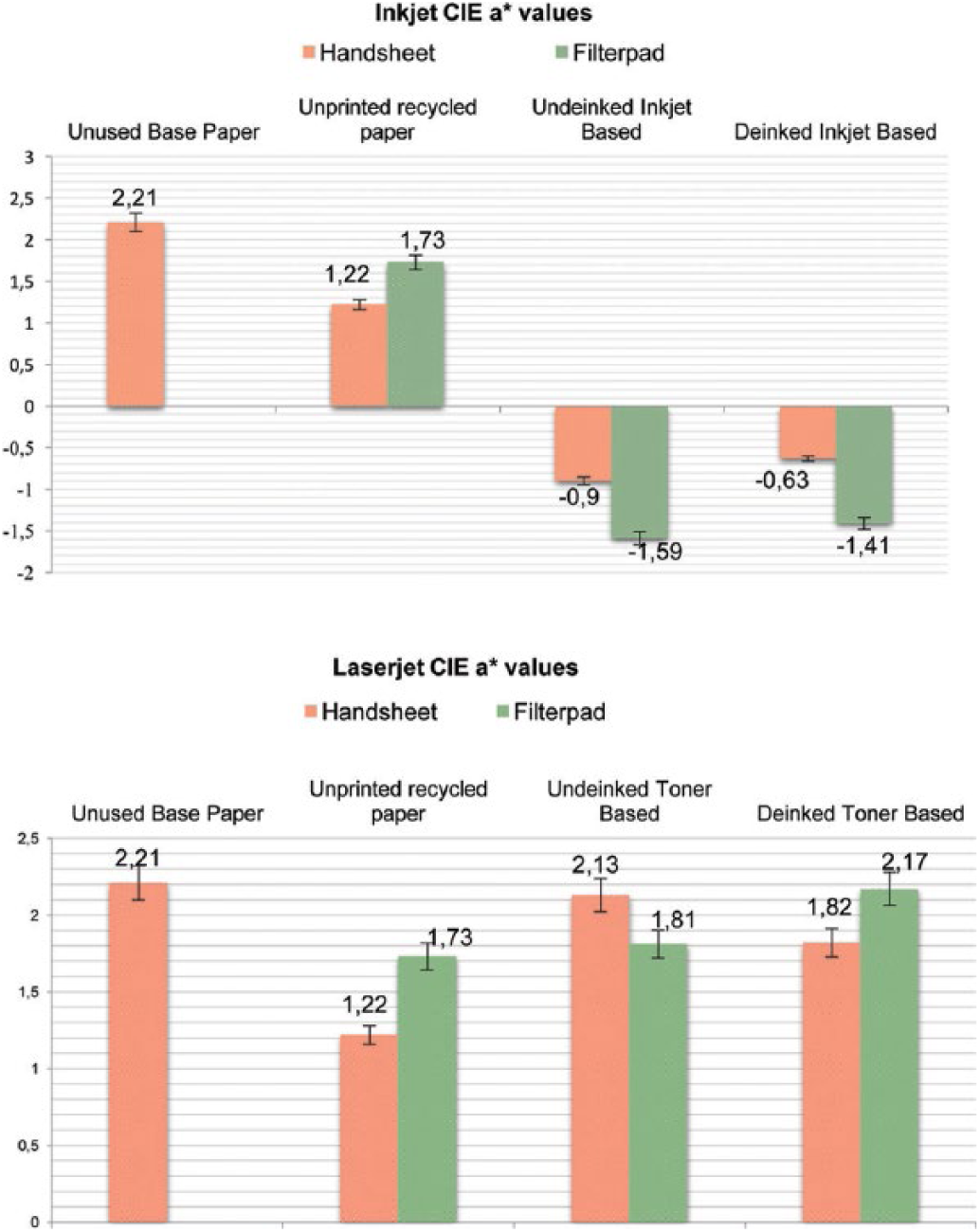
CIE a* values of water-based inkjet and toner-based laser printer-printed recycled papers.
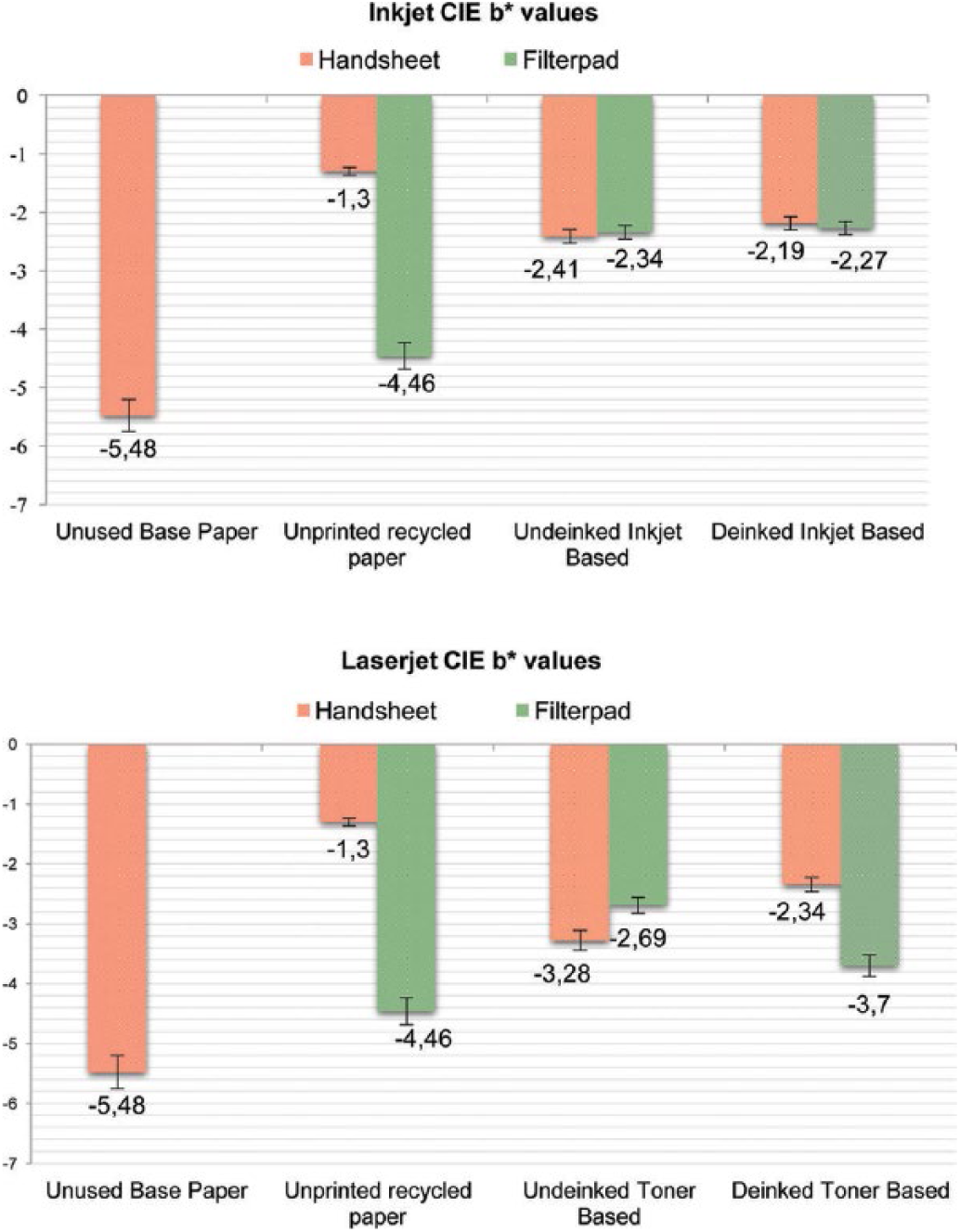
CIE b* values of water-based inkjet and toner-based laser printer-printed recycled papers.
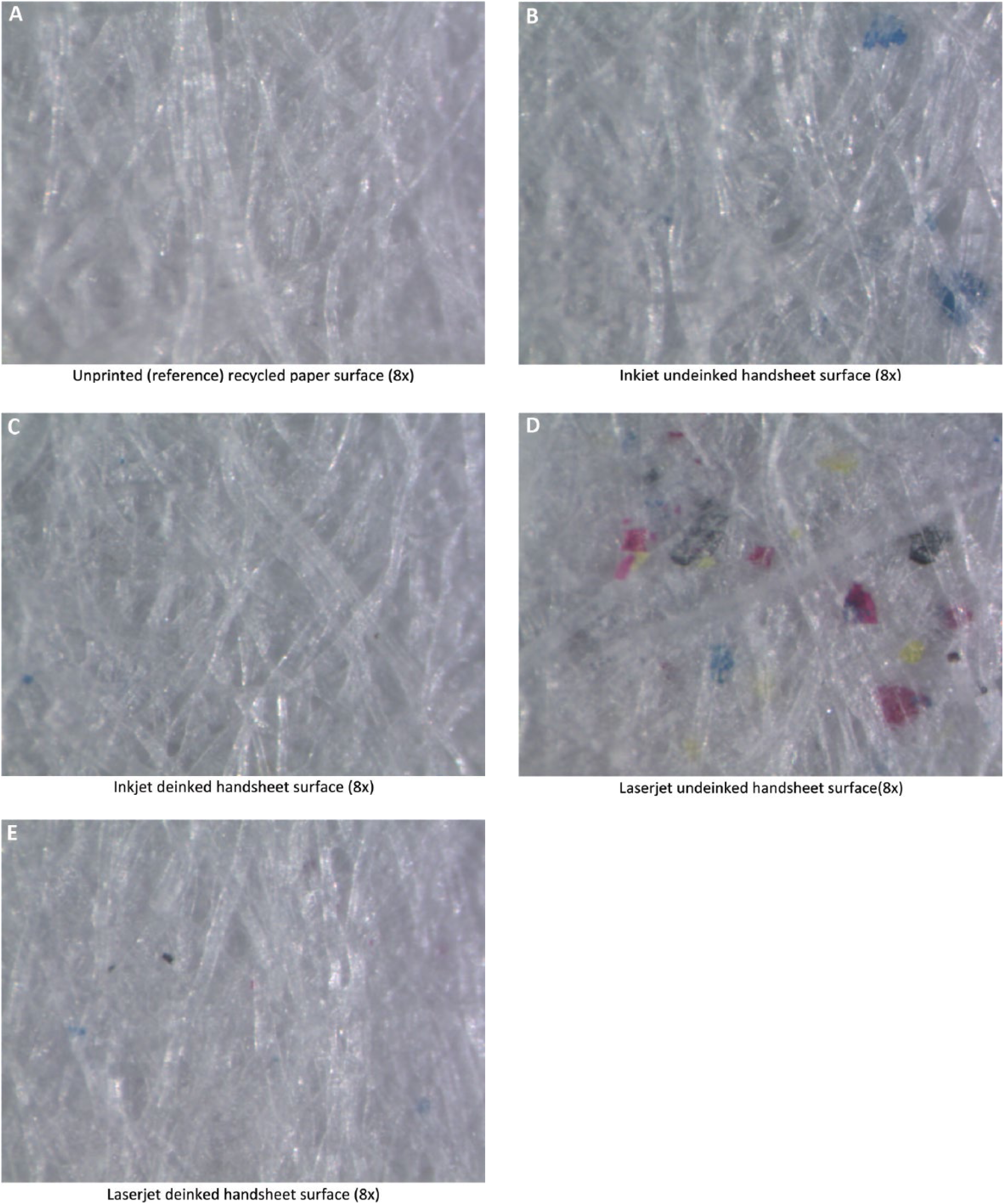
Optical microscopy analysis. (
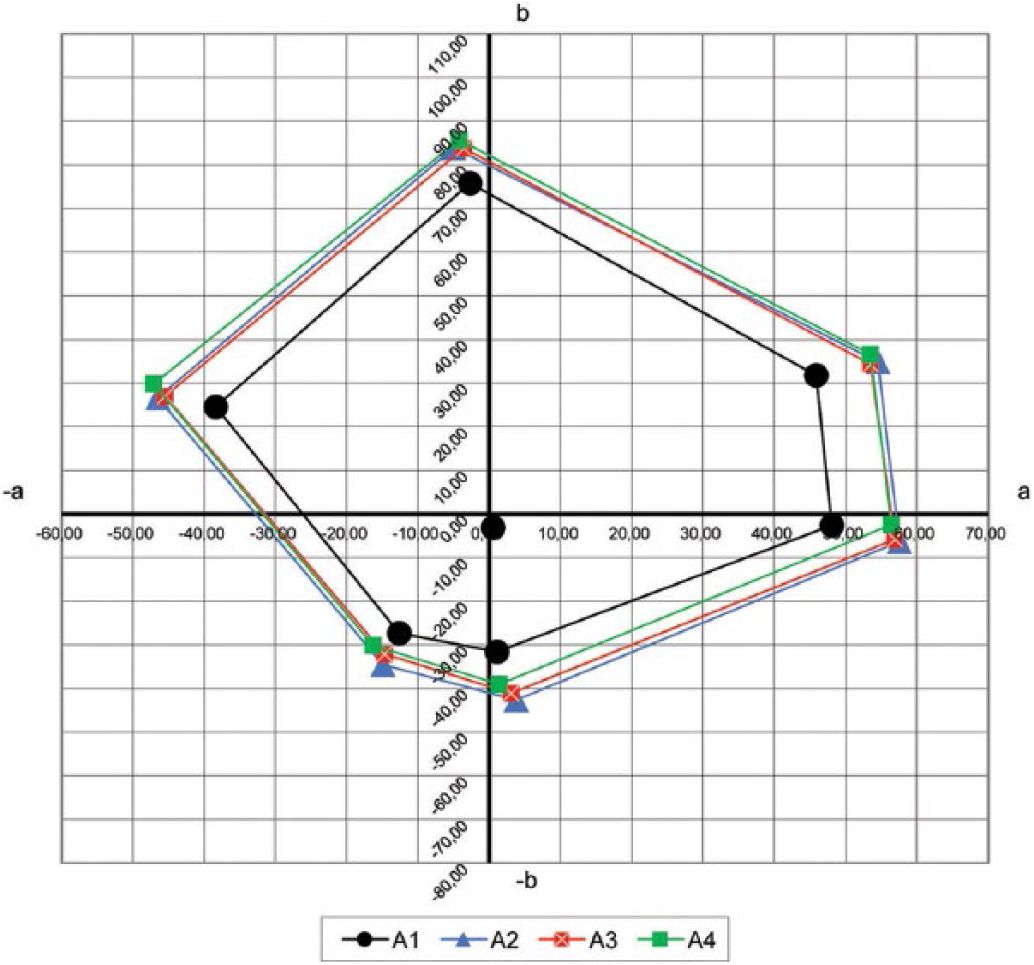
A1 inkjet-printed base (reference) paper; A2 inkjet-printed paper recycled from unprinted paper; A3 inkjet-printed paper recycled from inkjet-printed paper; and A4 inkjetprinted paper recycled from laser printer-printed paper.
Brightness properties
In the comparison of brightness values, the mean value of deinked handsheet obtained as a result of the recycling process for toner-based laser-printed paper was estimated at 88.51 (Fig. 1). This value was estimated as 76.22 for the water-based inkjet-printed paper. Thus, it can be suggested that the brightness value was higher with the handsheet paper manufactured by recycling paper printed with toner-based printing systems; and that this was closer to the 91.81 brightness value of the paper recycled from unprinted (reference) paper. In the comparison of filter pad values, similar results were observed to those with handsheets.
Luminosity function
In the comparison of luminosity Y values, the mean handsheet value of deinked toner-printed paper was determined to be 85.12 (Fig. 2). The value determined for paper recycled from inkjet-printed paper was 73.6. The mean luminosity Y value obtained from recycling of unprinted paper was determined to be 89.71. Thus the values obtained for deinked toner-printed paper were closer to the recycled unprinted paper. Also, the luminosity Y values for filter pads showed the same trend as that observed for handsheets.
CIE a* and CIE b* values
In the comparison of CIE a* values, the mean value was determined to be 1.82 (Fig. 3) for the paper recycled from toner-printed paper after the deinking process. The same value was determined to be -0.63 for the paper (handsheet) recycled from water-based inkjet-printed paper. Thus the CIE a* value was higher with handsheets manufactured after the deinking process for toner-printed paper than that obtained with deinked water-based inkjet-printed paper. Again, the values for deinked toner-printed paper were close to that of recycled unprinted paper. The mean CIE a* value of the remanufactured handsheets of the undeinked toner-printed paper was determined to be 2.13, which was the highest CIE a* value among the recycled printed sheets. Moreover, for these 2 different ink types, the CIE a* filter pad values were similar to the values for handsheets.
In the comparison of CIE b* values, the mean value was determined to be -3.7 for the paper recycled from toner-printed paper after the deinking process. The same value was determined to be 2.27 (Fig. 4) for the paper (handsheet) recycled from water-based inkjet-printed paper. Thus the CIE b* value was higher for handsheets manufactured after the deinking process for toner-printed paper than that obtained for deinked water-based inkjet-printed paper.
Count of visible dirt area
Verity IA Light and Dark Dirt v3.4 software was used for the measurement of the visible dirt area. All handsheets were measured under the same conditions and scanned at 1,200 pixels per inch (PPI). The dark objects were evaluated over a measured area of 13,000 mm2 on the handsheets (Tab. I).
Visible dirt area count
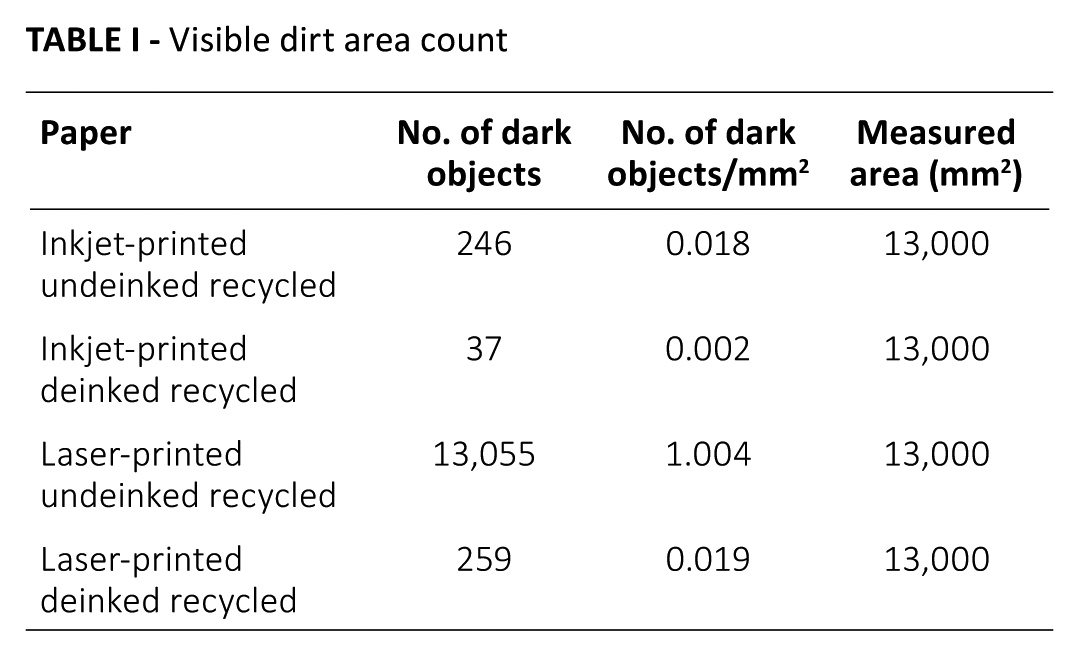
In the results obtained, the inkjet deinked count of dark objects value was 0.002. This is the best result among all of the samples. It included the smallest number of dark objects. This can also be seen in the results for optical microscopy, as shown in Figure 6.
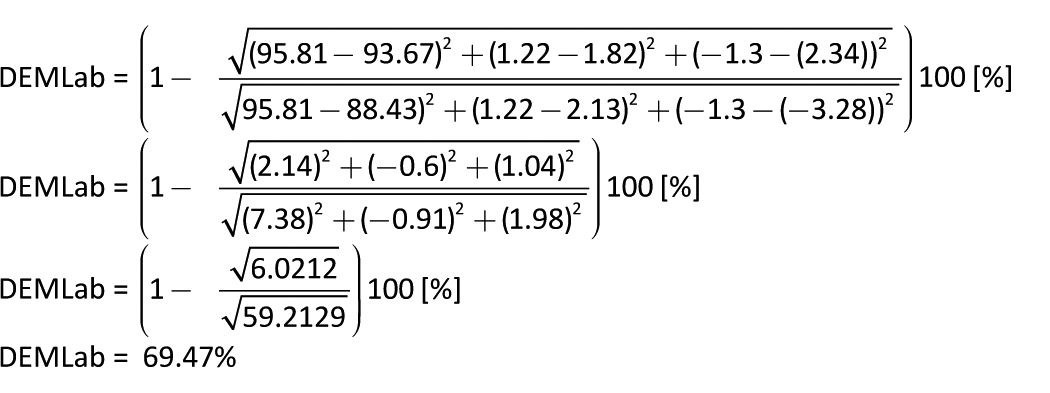
Deinkability evaluation
All handsheets were evaluated using a Technidyne BrightiMeter Micro S-5 (T458, C/2° light source, 457 nm). CIEL*a*b* values were recorded for deinkability evaluation. This deinking parameter illustrates the color difference between unprinted deinked pulp (US) and deinked pulp (DS) in relation to the color difference between US and printed undeinked pulp (BS). The DEMLab result is on a scale of 0% to 100%, with a value of 100%, corresponding to complete deinkability.
In this study, the deinkability factors for DEMLab were calculated according to following formula (10):

Where US is the value for unprinted deinked pulp; DS, for deinked pulp and BS, printed undeinked pulp.
DEMLab for laser-printed recycled paper
DEMLab for the paper recycled from inkjet-printed paper
Comparison of color gamut
After digital printing with inkjet and laser printers, the paper sheets were recycled into paper pulp to be remanufactured as handsheets. Then, handsheets were printed once again with water-based inkjet and toner-based laser systems. The color gamut obtained is shown in Figures 4 and 5.
In the comparison of printing color universes on all paper sheets, the color gamut resulting from a laser printer was more comprehensive compared with the one given by an inkjet printer (Fig. 7). However, in the comparison of printing processes, while recycled inkjet-printed paper displayed a greater color universe compared with printing on base paper, laser printing displayed a completely opposite result.
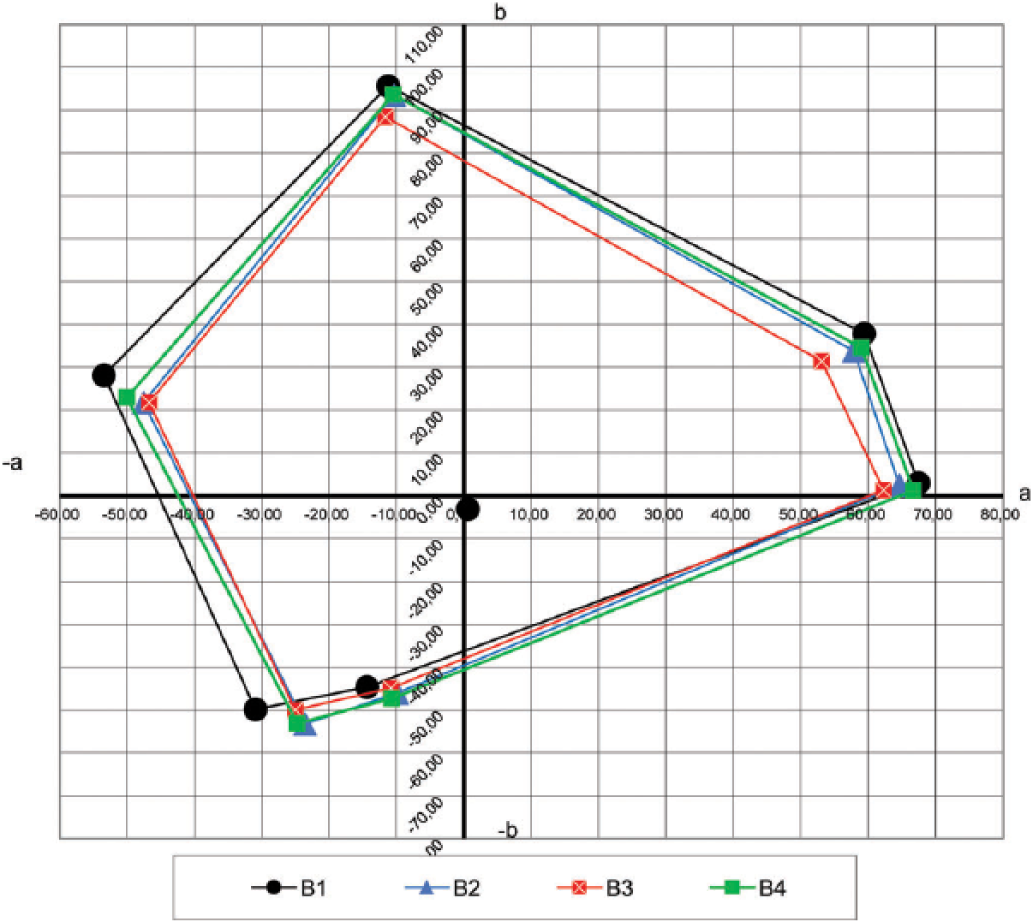
B1 Laser printer-printed base (reference) paper; B2 Laser printer-printed paper recycled from unprinted paper; B3 Laser printer-printed paper recycled from inkjet-printed paper; and B4 Laser printer-printed paper recycled from laser printer-printed paper.
Conclusion
In the comparison of brightness values, it was determined that the brightness value of paper recycled from laser-printed paper was higher compared with that of other paper recycled from paper printed using other methods. This finding is significant when compared with base paper. The brightness value of paper recycled from inkjet-printed paper was lower compared with that for paper recycled from the toner-printed paper.
In the comparison of luminosity Y values, paper recycled from laser-printed paper exhibited higher values compared with paper recycled from inkjet-printed paper.
When CIE a* and CIE b* values were compared, paper recycled from toner-printed paper exhibited the best value among paper recycled from all types of printed paper. These values were also closer to the base paper values. Identical trends and similar results were obtained in the case of handsheets as well as filter pads.
In conclusion, the generally preferred method for removing detached particles from paper pulp is by flotation; but this technique is only effective for particles having diameters ranging from 20 to 150 μm (11). The toner particle size of liquid electrophotography (LEP) digital presses (that use an LEP ink) is very small, 1-2 μm, which is smaller than dry toner particles (12). However, nonimpact inks are very difficult to remove using conventional deinking methods. These inks are usually water-based with a hydrophilic character, thus making them very difficult to remove from the pulp slurry (13). High penetration and fiber pollution related to liquid ink–printed paper are considered to be the reasons for this result. Binding chemicals inside ink, heating and excessive printing material prevent convenient cleansing of intensively polluted paper. It was determined that toner-based inks could be removed from paper fibers more conveniently compared with inkjet inks; and especially paper obtained after the flotation process was quite successful. This situation suggests that toner and solid colorants are partially bonded on fiber surfaces, and accordingly they can be removed more conveniently.
In terms of printability, when the color universes of applied printings were compared, it was observed in general that a more extensive color universe was given by laser printing. However, when this situation was considered for recycled paper, a more extensive color universe was obtained with inkjet printing in comparison with base paper. In laser printing, the color gamut obtained with recycled paper was narrower compared with that obtained with base paper.
Footnotes
Disclosures
Financial support: This work received support from the Commission of Scientific Research Project (M. U. BAPKO), Marmara University (grant no. FEN-A-070317-0106).
Conflict of interest: None of the authors has any financial interest related to this study to disclose.