
Abstract
The aim of this review is a faithful report of the panorama of solutions adopted to fabricate a component using vat photopolymerization (VP) processes. A general overview on additive manufacturing and on the different technologies available for polymers is given. A comparison between stereolithography and digital light processing is also presented, with attention to different aspects and to the advantages and limitations of both technologies. Afterward, a quick overview of the process parameters is given, with an emphasis on the necessities and the issues associated with the VP process. The materials are then explored, starting from base matrix materials to composites and nanocomposites, with attention to examples of applications and explanations of the main factors involved.
Introduction
Additive manufacturing (AM), also known as rapid prototyping or solid free-form fabrication, describes a range of different technologies that are used to build layer-by-layer 3D objects.
Once the CAD file of the object is drawn, it must be converted into an STL file, a file format originally developed by 3D Systems for a specific technology (stereolithography, or SLA, from which the name comes), but now widely used in all AM technologies. Software that is capable of handling this kind of file (which describes an object as a surface approximated by triangles) proceeds with the slicing operation, thus transforming the 3D design into many 2D slices which serve as input for the building of each layer.
It is possible to group the printing technologies developed for polymeric materials, starting from the different forms of material they are able to process (Figure 1). 1 Some technologies start from powder materials and create an object by depositing a binder on the layers of powder (binder jetting) or by selectively sintering or melting them (powder bed fusion). Some other technologies use solid materials (usually pellets or wires) that are melted to be selectively deposited to form each layer to build the object (material extrusion). Finally, other technologies start from a liquid material either to locally deposit and cure it (material jetting) or to selectively cure it from a liquid vat (vat photopolymerization, or VP). Each technology can reach different levels of accuracy and complexity for the object constructed.
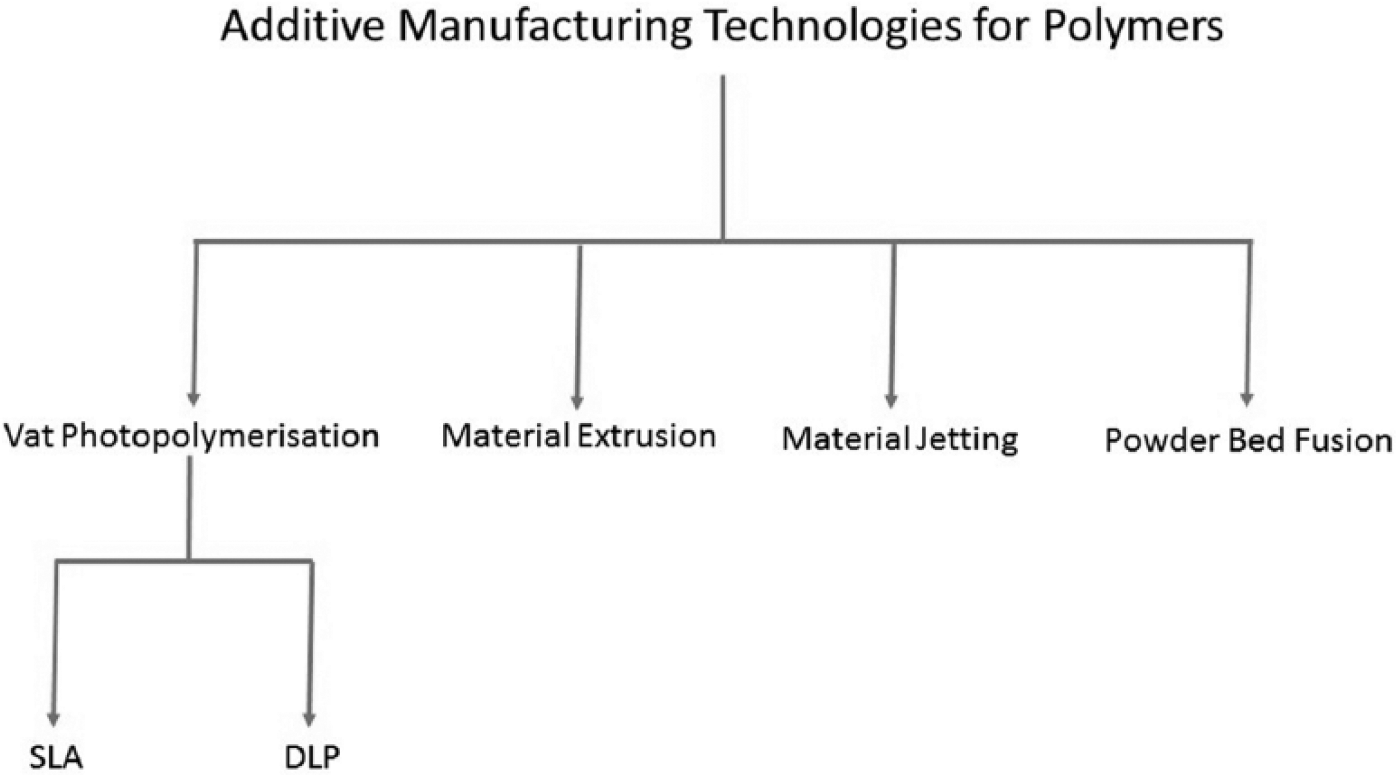
Additive manufacturing technologies for polymers, according to ASTM F2792. 1
Among the other AM processes, the family of VP techniques is the group of technologies capable of reaching the highest standards in terms of part complexity and shape accuracy. SLA and digital light processing (DLP) are the two different approaches to VP technologies. Both of them start from a liquid to solidify the desired object by the action of light, which activates the polymerization reaction. In particular, SLA uses a focused laser beam to scan the surface of each layer and provide the energy to initiate polymerization (vector scanning-based process). DLP (Figure 2), instead, takes advantage of a digital micromirror device (DMD) to project a mask of light that serves to cure simultaneously a whole layer in a few seconds (mask projection-based process). Higher speed means lower building time but also an intrinsic lesser accuracy. In SLA the laser spot size is smaller than the minimum pixel size of the DMD, providing smaller minimum feature size.
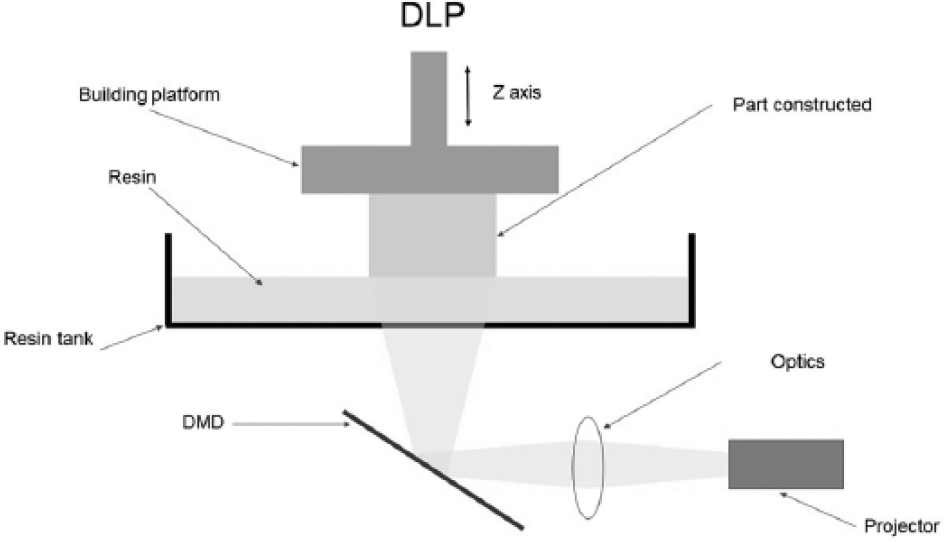
Schematic representation of the DLP system.
There are two options for the construction of an object with SLA: top-down (Figure 3(a)) and bottom-up (Figure 3(b)). In the top-down process the platform, which serves as the base for the construction, goes down, immersing into the resin vat as the process proceeds; in the bottom-up process, the objects are attached to the platform, which rises each time a new layer is completed.
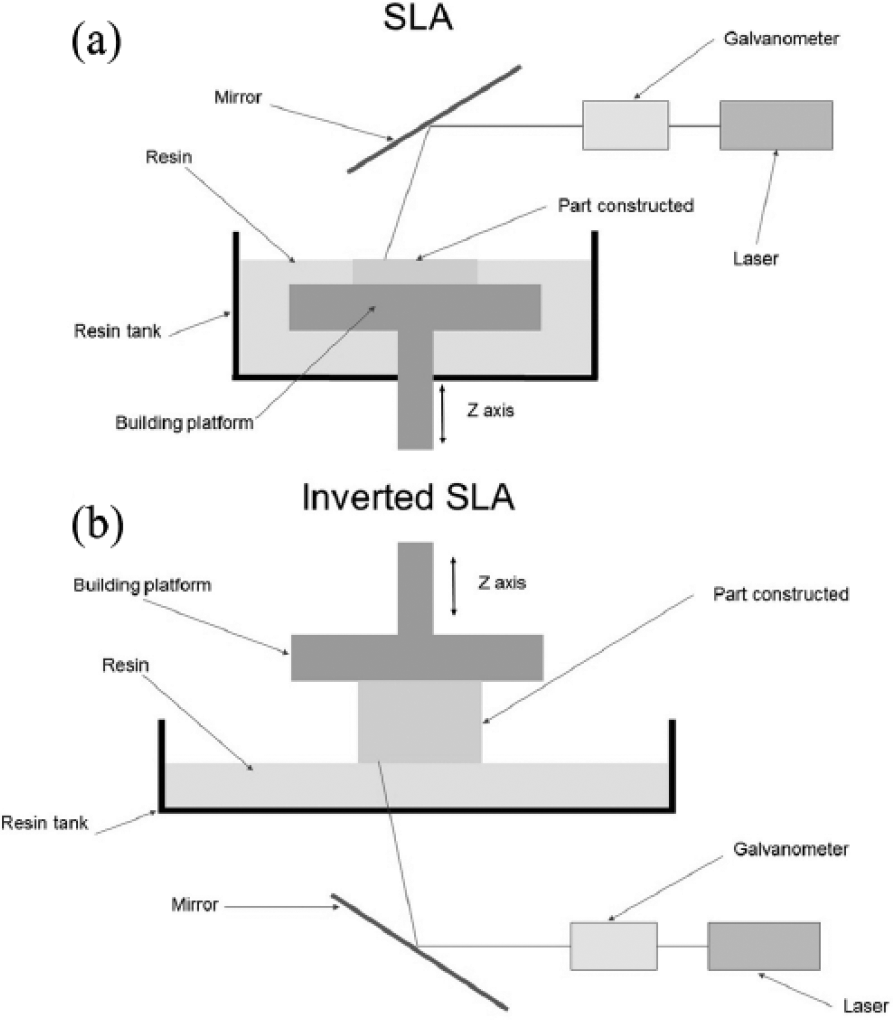
Schematic representation of the top-down SLA process (a) and of the inverted bottom-up SLA process (b).
Bottom-up processes provide a lot of advantages: 2 smaller layer thickness, and thus higher vertical resolution and surface quality, can be achieved; part height is not correlated to the depth of the vat; it is possible to work with less material, avoiding waste; and, finally, the recoating operation is much easier considering that the part is not entirely inside the vat.
Another significant difference between the two main VP technologies is that after SLA a post-treatment is generally needed because the laser scanning pattern focuses mostly on the outline of each layer to reduce the building time. This strategy leaves some uncured resin on the inside of the object that must be post-cured either using an ultraviolet (UV) lamp or an oven for thermal curing.
The intrinsic advantage of DLP is that this technology allows curing the whole surface of the layer at once, with no difference between the outline and the inner area, making post-curing less necessary.
Materials for VP
Independently of the technology, the starting material for the photopolymerization process needs to contain:
a reactive, UV-curable monomer/oligomer or a blend of different ones, capable of cross-linking to obtain a solid object;
an initiator (or a blend of different ones) that is photodegraded under the action of the light source. The degradation of the photoinitiator forms radicals, cations, or carbene-like species capable of activating the process of polymerization. 3
There are two main families of base materials used in VP processes. Each family relies on a different polymerization process: radical polymerization of acrylic or methacrylic-based resins (or other resins modified with acrylate ends) and cationic polymerization of epoxy or vinyl ether-based resins.
Acrylic- and methacrylic-based resins are the most commonly used and rely on free-radical photopolymerization, which is polymerization based on the production of free radicals via homolysis of weak bonds induced by interaction with light. The properties of this family of resins, like number of functionalities or molecular weight, heavily affect the behavior of the system. Mono-functionalized acrylates could serve to lower viscosity, while more functionalities mean a decrease in reaction times and flexibility. Highly functionalized resins also have higher viscosities. On the other hand, lower molecular weight brings higher reactivity and stiffness, while monomers with higher molecular weight are more flexible and less reactive.
Epoxy or vinyl ethers-based resins are characterized, instead, by a cationic chain-growth mechanism polymerization. Epoxy systems are more used than vinyl ether ones, but still less studied than acrylic and methacrylic resins. However, it is possible (and not uncommon) to use mixed systems of radical and cationic polymers to study and tune a dual-curing mechanism 4 or to develop a formulation that could combine the advantages of both systems (and possibly limiting the disadvantages).5,6
Alongside the basic materials for VP, there are some other optional materials that can improve printability or even enhance or offer important properties.
Dye can be added to the resin formulation for many reasons. Fantino et al. 7 added 0.2 PHR of Reactive Orange (a dye whose photocatalytic degradation is well known 8 ) for the purpose of preventing unwanted light leakage from the illumination area, thanks to its bright color, and so allow greater control of layer thickness.9,10 Similarly, Ronca et al. 11 added 0.15 wt.% Orange Orasol G dye to set the requisite light penetration depth.
Another advantage of adding a dye is the possibility to use it to tune the refractive index of the resin closer to that of the filler. 3
Finally, a dye can inhibit over-curing of the resin and so prevent a loss of fabrication resolution in all axes. 12
Many different fillers can be added to improve some properties or give some new ones (e.g., mechanical, electrical, optical), or even to introduce controlled anisotropy – useful, for instance, to build structures with tailored properties depending on the occurring stresses.
Problems and limitations
Unfortunately, there are some problems and limitations that every material undergoes when processed through VP. Viscosity of the resin must be lower than 5 Pa/s. Higher viscosities slow the flow of the resin, increasing fabrication time and impeding the recoating operation (new liquid monomer should be able to flow and recoat the reacted surface after each layer is polymerized). 3 Moreover, the resin must be curable and have a proper cured depth. Transparency must be enough to allow the curing of a whole layer. 3
Another problematic aspect is over-curing. Every time there is unreacted or partially reacted resin, a post-curing step is needed to fully solidify the object and improve mechanical properties. Nevertheless, carrying out the process for too long can result in over-curing and consequent degradation of the properties (this is especially true for UV post-treatments).
But even a perfectly timed post-cure process can damage the object. There can be sensible shrinkage (more in acrylic formulations than in epoxy), and a consequent loss of accuracy. Shrinkage derives from different effects, but it seems to be mostly due to radicals trapped in the 3D acrylic structure – the more the resin is functionalized, the more rapidly it hardens, thus preventing some of the radicals moving and leaving unpolymerized groups. The less rapid polymerization of the epoxy provides less shrinkage and warping effects. 3
The idea is to take the advantages of both formulations while limiting the disadvantages; this is the starting point for the adoption of mixed formulations of acrylic and epoxydic resins. The use of mixed formulations can also influence other properties (e.g., flexibility), which can be better modified to fit different requirements, acting on relative percentages of the components.
Functional materials
To improve mechanical or functional properties, fillers can be added in the formulation of VP processes. The increase of some properties has the effect of functionalizing the polymer, which can be used in wider applications. The appropriate filler can give a polymer electrical7,10,13,14 or thermal conductivity,5,15 magnetic and mechanical properties (e.g., stiffness, fracture resistance),4–6,15–19 electromagnetic shielding, 20 or antibacterial properties. 21
In some cases, the filler content is so high that the matrix material acts more like a binder while the filler material turns out to be the principal component. Filler (ceramic or metallic) is processed with a necessary binder that is then burned to make the real object (after sintering).3,22
Reinforcing fibers can also be used as a filler. Short or long fibers can be added to the formulations to enhance mechanical properties or eventually to obtain axial anisotropy.
Fillers seem to have strong effects on shrinkage reduction and consequently better accuracy. 19 In fact, they limit mobility of the polymeric chains, reducing the effect of shrinkage, to which they are not subjected.
However, fillers not only give advantages, they also bring specific problems and limitations to the processing of composite materials through the VP process:
The composite resins containing fillers must be stable for the duration of the process, which depends on many factors (e.g., layer thickness and part height), but is usually at least 1 h in the case of SLA (in DLP this issue is less problematic because of the speed of the process, but it is still present). This means the particles suspended in the resin must not undergo sedimentation or agglomeration phenomena and must not be involved in collateral reactions (e.g., oxidation must be controlled). 3
Homogeneous dispersion of fillers in the resin is another crucial factor. The properties of the final object will be heavily affected by a poor dispersion of the filler (also crucial for reaching the percolation threshold (i.e., the critical amount of filler needed, for example, to grant conductivity in a polymer composite 23 ).
Fillers should not generate scattering phenomena in the light beam or compromise the transparency of the blend by excessive absorption. However, it is possible to tune the refractive index of resin and filler to be similar, thus improving processability. 3
Regarding this last issue, the Lambert–Beer law of absorption can help predict the reactivity of the resin.
24
Cure depth (
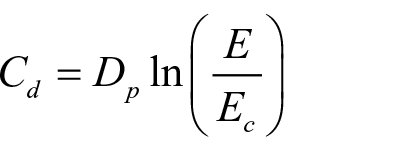
where:
E is the laser exposure on the resin, the energy given by the laser to the resin during the scanning of the layer;
It is clear that low Ec and high Dp promote the process and higher cure depth allows higher layer thicknesses and lower building times.
In the case of filler presence, the penetration depth of the resin obeys the following expression: 3
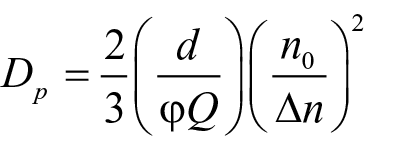
where:
n0 is the refractive index of the monomer solution;
Q is the scattering efficiency term, which is the ratio of the energy scattered by the particle to the total energy in the incident beam intercepted by the geometric cross-section of the particle.
Therefore, penetration depth turns out to be a function of filler volume dimension and fraction, and refractive index difference between filler and resin, which can be tuned, as already reported, by the addition of a dye.
Nanocomposites
Composite materials have the advantage of combining properties from different components. Adding nanotechnology unites the advantages of composite materials with those of nanometric fillers, and doing it with VP, gives the freedom guaranteed by the AM processes. 25 A material is defined as a nanocomposite if the filler dispersed in the matrix has at least one nanometric dimension (under 100 nm). 23 An important aspect of nanocomposites is that mechanical and physical properties can be significantly improved with respect to the conventional bulk materials, 23 mostly because of the higher surface-to-volume ratios and, often, exceptionally high aspect ratios of nanofillers. These factors favor surface interaction and can significantly change the composite properties, even at low loadings.
However, when the filler has nanometric dimensions, dispersion is more difficult and clustering can be a problem too; further, handling nanofillers can be complex and even dangerous.26,27
The reviewed articles study several polymer nanocomposite materials for very different applications (Tables 1 and 2). Often authors are trying to give desired functionalization to printable materials starting from commercial resins and fillers. A lot of work has been done to increase the mechanical properties of nanocomposites and to understand the dependence on filler nature and content.4–6,15–19 Polymer nanocomposites tend to become more brittle with increasing filler content, that is why the most challenging goal to reach is to retain ductility while increasing mechanical properties, as shown by Lin et al. 16 and Gurr et al. 19 The addition of graphene oxide (GO) by Lin et al. 16 brought about a change in the crystallinity of the polymer and this is identified as the main reason for the increase of ductility attendant along with the higher tensile strength. In fact, as observed by Ajayan et al. 28 crystallinity (as well as other properties related to the polymer chain) can vary significantly and continuously from the interface with the filler into core material of the matrix. A lack of embrittlement that follows the increase of mechanical properties of the nanocomposite is also found by Gurr et al. 19 where KIc seems to not be correlated to the filler concentration.
SLA: summary of the technological process, the model of printer, the field of application, and the treatments.
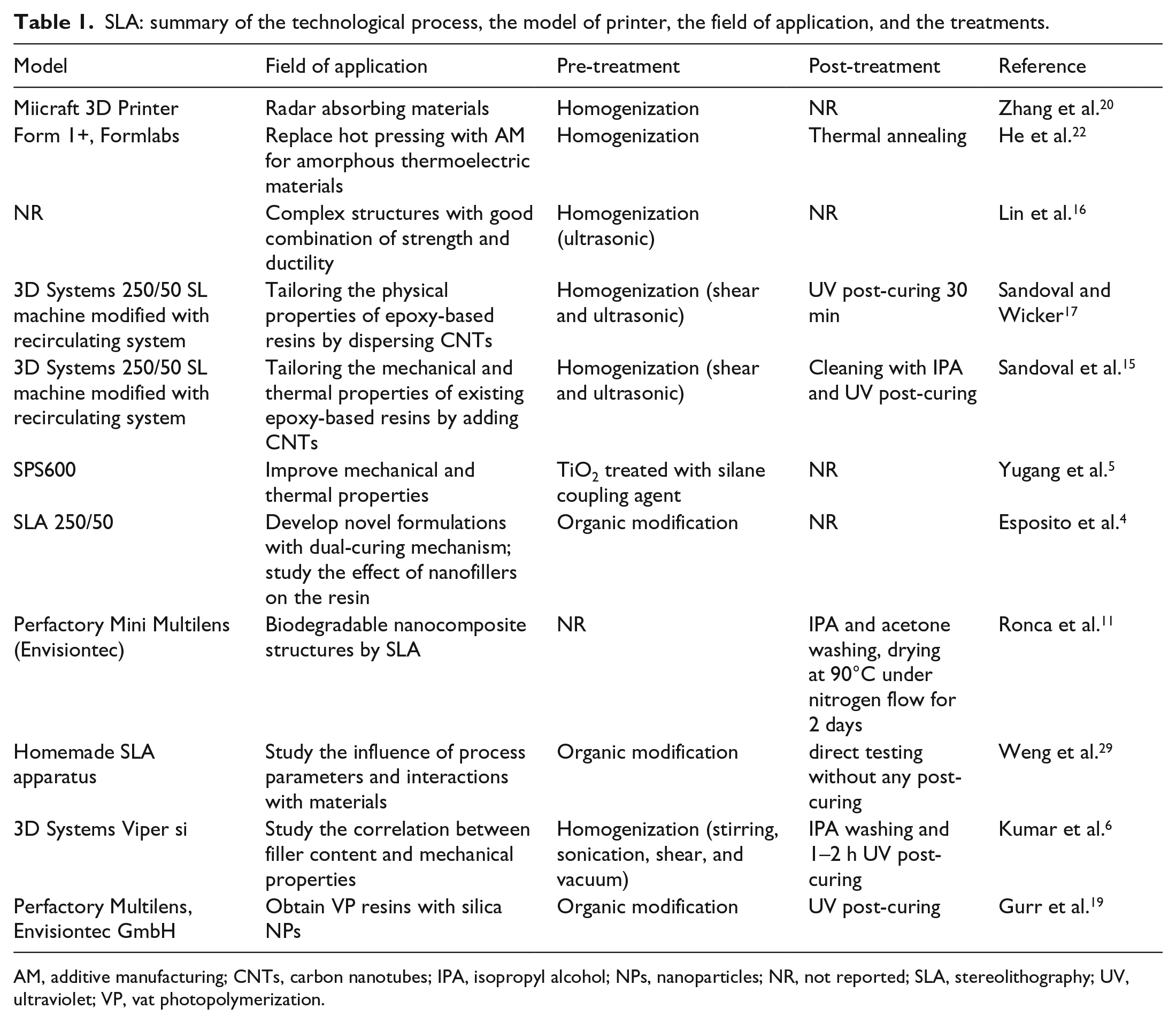
AM, additive manufacturing; CNTs, carbon nanotubes; IPA, isopropyl alcohol; NPs, nanoparticles; NR, not reported; SLA, stereolithography; UV, ultraviolet; VP, vat photopolymerization.
DLP: summary of the technological process, the model of printer, the field of application, and the treatments.
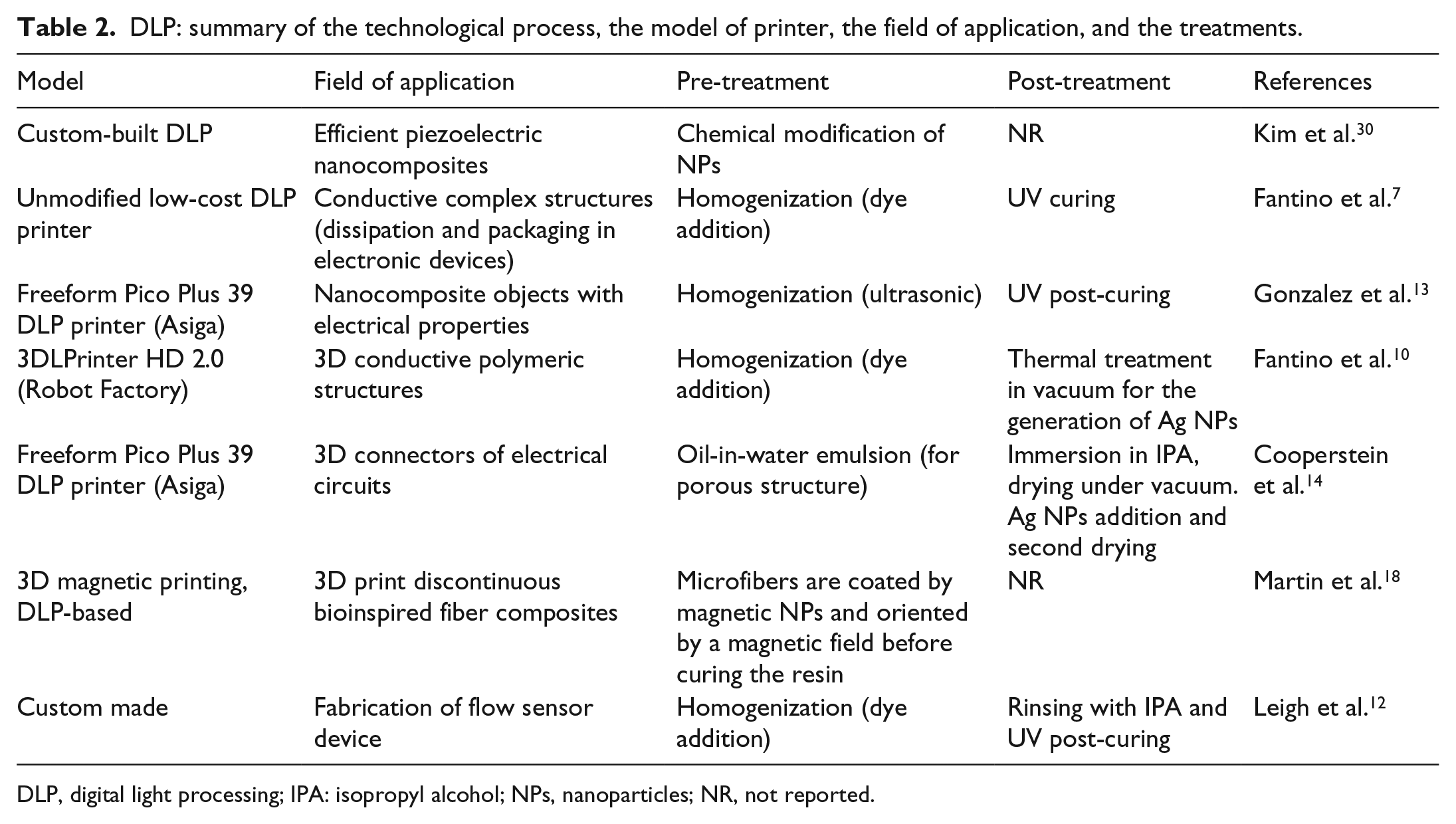
DLP, digital light processing; IPA: isopropyl alcohol; NPs, nanoparticles; NR, not reported.
Other researchers have been more interested in giving and improving electrical and thermal properties of materials.5,15 In this way, it is possible to print 3D conductive complex structures for application as connectors of electrical circuits, 14 or structures for dissipation and packaging in electronic devices. 7
Another important field of application is the biomedical, 11 which uses VP to make complex biodegradable structures suitable for use as implants or scaffolds.
Other applications of polymeric nanocomposites processed via VP are radar absorbing materials (RAM), 20 piezoelectric materials, 30 or even the fabrication of a flow sensor device entirely made using VP. 12
Not all the research has been directed toward improving certain properties of the material; some4,29 aims to achieve better understanding of the technological aspects, like process parameters 29 and filler–matrix interaction effects on the process (e.g., curing kinetics, 4 rheology) or the study of dual-curing mechanisms 4 with a mixture of acrylic and epoxy resins. He et al. 22 report an attempt to replace a traditional expensive technology (hot pressing) with AM for the fabrication of amorphous thermoelectric materials.
The technology
In the majority of the reviewed articles, the authors used SLA to achieve their goal.2,10,12–14,17–19,21,22,27 However, DLP still has weight in nanocomposite fabrication.3,6,9,11,15,16,20 Possibly, SLA is preferred in academia because of its intrinsic better accuracy that is not obtainable with the faster DLP process.
Most of the research has been carried out using commercially available 3D printers,4–7,10,11,13,14,19,20,22 from Formlabs, Envisiontec, 3D Systems, Asiga, and other companies. This means there are commercial machines perfectly suitable for research purposes. However, some experiments needed extra features not available on the market, which brought some researchers to modify an existing system15,17,18 or even to build it ex novo.12,29,30 Sandoval and Wicker 17 and Sandoval et al. 15 modified their machine by removing the sweeping mechanism and the original big vat while substituting it with three little ones that form part of a novel recirculation system. The additions and modifications served to keep constant the liquid level and avoid sedimentation of the dispersed carbon nanotubes (CNTs), while using less material.
It is worth noting that Martin et al. 18 used a nonstandard version of VP, called “3D magnetic printing,” which allows directing the reinforcing microfibers using magnetic nanoparticles (NPs) deposited on them. This method permits, using on magnetic control, building complex architectures anisotropically reinforced by short fibers. Giving the desired orientation makes it possible to build smart bioinspired nanocomposites with functional anisotropy.
In general, it is possible to say that all the technological parameters connected with VP processes should be adapted to the production of nanocomposites and sufficiently high laser power, low illumination time, and recoating time must be provided to ensure proper construction.
Pre-treatments and preparation steps
Making a nanocomposite is not easy as it concerns working with different materials and different properties. Most of the time, pre-treatments are needed to ensure the process can start and end properly.
As fillers, initiators, dyes, and other external elements are added to the liquid monomer, the distribution and dispersion must be as homogeneous as possible to prevent undesired property gradients. This is the main reason why every dispersion must be at least stirred. Shear dispersion is often also necessary,6,15,17 taking into account, however, that mechanical stress can damage certain types of fillers (e.g., CNTs).
Ultrasonic dispersion13,15–19 is certainly effective, but it has some drawbacks for protracted treatments. The heat generated during the sonication can damage the resin or induce early polymerization. The problem of excessive heat can be easily avoided by recycling the sonication water when it gets too hot or adding some ice to lower the temperature, 16 while the second problem seems not to interfere negatively with the final properties of the nanocomposite. 15
Sometimes the mixing operation can leave air bubbles trapped into the liquid nanocomposite, which can interfere with the process and, if trapped inside the object, can negatively impact mechanical properties. Therefore, a vacuum treatment is suggested after the homogenization operations. 6
The nanocomposites are often composed of an organic polymeric matrix coupled to inorganic NPs. This organic–inorganic coupling causes the interaction at the surface to be weak or insufficient. Promoting the chemical modification of fillers gives them organic groups capable of generating affinity with the matrix and forming stronger linkages, thus increasing interfacial and mechanical properties and lowering surface energy.4,5,19,23,29,30
In the work of Kim et al. 30 the chemical modification adds acrylate surface groups to form direct covalent linkages with the polymer matrix, while Weng et al. 29 introduce reactive alkene groups onto surface; Gurr et al. 19 even provide methacrylate groups for covalent bonding to improve formulation stability. The organic modification of montmorillonite by Esposito Corcione et al. 4 serves to change surfaces from hydrophilic into hydrophobic, while in the study by Yugang et al. 5 nano-TiO2 was treated with a silane coupling agent to enhance interfacial adhesion.
Post-treatments
Many post-treatments can follow the fabrication. First, the objects must be cleaned by immersion or rinsing in an organic solvent like isopropyl alcohol (IPA),6,11,12,14,15 or acetone. 11 This first step serves to extract unreacted resin and can have different lengths according to both geometrical complexity and materials typology. After this step, the objects must be dried in air or, eventually, under vacuum 14 to accelerate the operation. If the application requires being sure that no residue at all can remain trapped inside the structure (e.g., biomedical applications), the drying operation can require a lot of time (for instance, in the work of Ronca et al. 11 the objects are dried at 90°C for two days under nitrogen flow).
The most widespread post-treatment is UV curing,6,7,12,13,15,17,19 which can last from 30 min 17 to 1 h, 15 or even reach 2 h. 6 The general purpose of UV post-curing is to guarantee a full conversion of the unreacted monomer, strengthen the bonding of the final object.
Another interesting thermal treatment is the one carried out by He et al. 22 performed at 350°C to remove the template of photoresin (the matrix) and leave only the filler as the main component. The outcome is an object made entirely of Bi0.5Sb1.5Te3 (BST, the former filler), which is a classic thermoelectric material.
A different approach is that of Weng et al. 29 who decided to proceed to the testing of the specimens without any post-curing treatment.
Base materials for the matrix
As already said, the base material of the matrix is very important because it sets the starting properties that can be modified by the addition of fillers, and it regulates the curing mechanism.
The majority of the articles reviewed used acrylates.7,10–14,18–20,29,30 In more detail, the matrix of Zhang et al. 20 was based on acrylic ester, Ronca et al. 11 used poly(D,L-lactide)diacrylate, while Cooperstein et al. 14 used trimethylolpropane triacrylate (TMPTA). Even some commercial resin produced for the painting industry was used (e.g., Ebecryl 230, an aliphatic urethane diacrylate, was used by Martin et al. 18 ). However, the most used acrylic monomer was poly(ethylene glycol) diacrylate (PEGDA).7,10,13,30
Few of the considered papers used exclusively epoxies,15,17 while some other researchers4–6 used a mixture of both acrylates and epoxies in an attempt to combine the advantages while limiting the disadvantages of the two resins. 4
Only one article studied both of the systems in separate experiments. 22
Fillers
The most used fillers are carbon-based ones, like CNTs,13,15,17,20 cellulose nanocrystals (CNCs), 6 or GO, 16 as their organic nature promotes filler–matrix interaction.
Metal oxides, such as nano-TiO2, 5 Al2O3, 18 BST, 22 boehmite, 4 hydroxyapatite, 11 barium titanate (BaTiO3), 30 calcium phosphate, 18 and Fe3O4 12 are also often used. The use of metal oxides is a low-cost method to increase mechanical and thermal properties of the composite. The most used oxide is silica,18,19 with organic surface modification to improve adhesion and bonding between NPs and the matrix. 29
Chemical modification is also used for nanoclays like montmorillonite and attapulgite.4,29
Pure metals are represented only by silver. There are many ways to obtain Ag NPs, and the in situ formation is often used. A silver precursor salt (often silver nitrate7,10) is generally added to a monomer to obtain NPs after the process of VP 7 by UV irradiation or by thermal treatment. 10
In Fantino et al.’s work, 7 photoreduction of Ag NPs from AgNO3 is activated by UV post-treatment after fabrication, because the DLP works with visible light that cannot activate the process.
The advantages of generating NPs in situ, even after the fabrication process, consist in avoiding dealing with NPs while printing, thus eluding sedimentation, agglomeration, and scattering effects. Among the disadvantages, there is possible UV degradation and not sufficient penetration of light into the core of the material.
Fantino et al. 10 used a thermal treatment in a vacuum to achieve this purpose. Generating NPs after the fabrication process has the advantage of avoiding complications of dealing with NP suspension during printing (silver nitrate dissolves in the liquid monomer, eliminating problems connected with the two phases).
Ag NPs can also be embedded in the porous matrix just after 3D fabrication. 14
Another important factor in relation to composite properties is filler content.
Usually it is enough to add small quantities of nanofiller (below 1%) to significantly affect the behavior of the resulting material.4–6,13,15–17,20 However, not all nanofillers are so effective and it might be necessary to consider various contents, as well as the interaction between filler content and properties. Some systems can also have low printability limits and do not allow high proportions of filler. Another consideration is that increasing filler content means increasing viscosity, which is one of the limiting factors of VP processes.
However, there are numerous works that exceed 10% filler content (up to 25% in the work of Leigh et al. 12 30% in that of Gurr et al. 19 and even 40% by Cooperstein et al. 14 ).
Some of the articles in this review use 0D fillers whose dimensions are all nanometric,4,5,7,11,12,14,19,29,30 while others use 1D and 2D nanometric fillers.
Lin et al. 16 use single-layer GO with a diameter that can reach 10 μm (while the width is just 0.9 nm); other researchers13,15,17 use multiwalled CNTs with diameters of a few nanometers but lengths that can vary from 1.5 to 20 μm. Similarly, the CNCs of Kumar et al. 6 have a diameter of 4–20 nm but a length that can range over from 100 nm to a few micrometers.
Martin et al.’s work is a case apart; 18 the authors use NPs coupled to microfibers to control their orientation, but the material obtained is actually a microcomposite (even if the control over anisotropy is due to NPs).
Tables 3 and 4 highlight the relevant aspects and parameters of the most significant recent research about nanocomposite functionalized materials respectively processed through SLA and DLP.
Summary of formulations used in SLA technology.
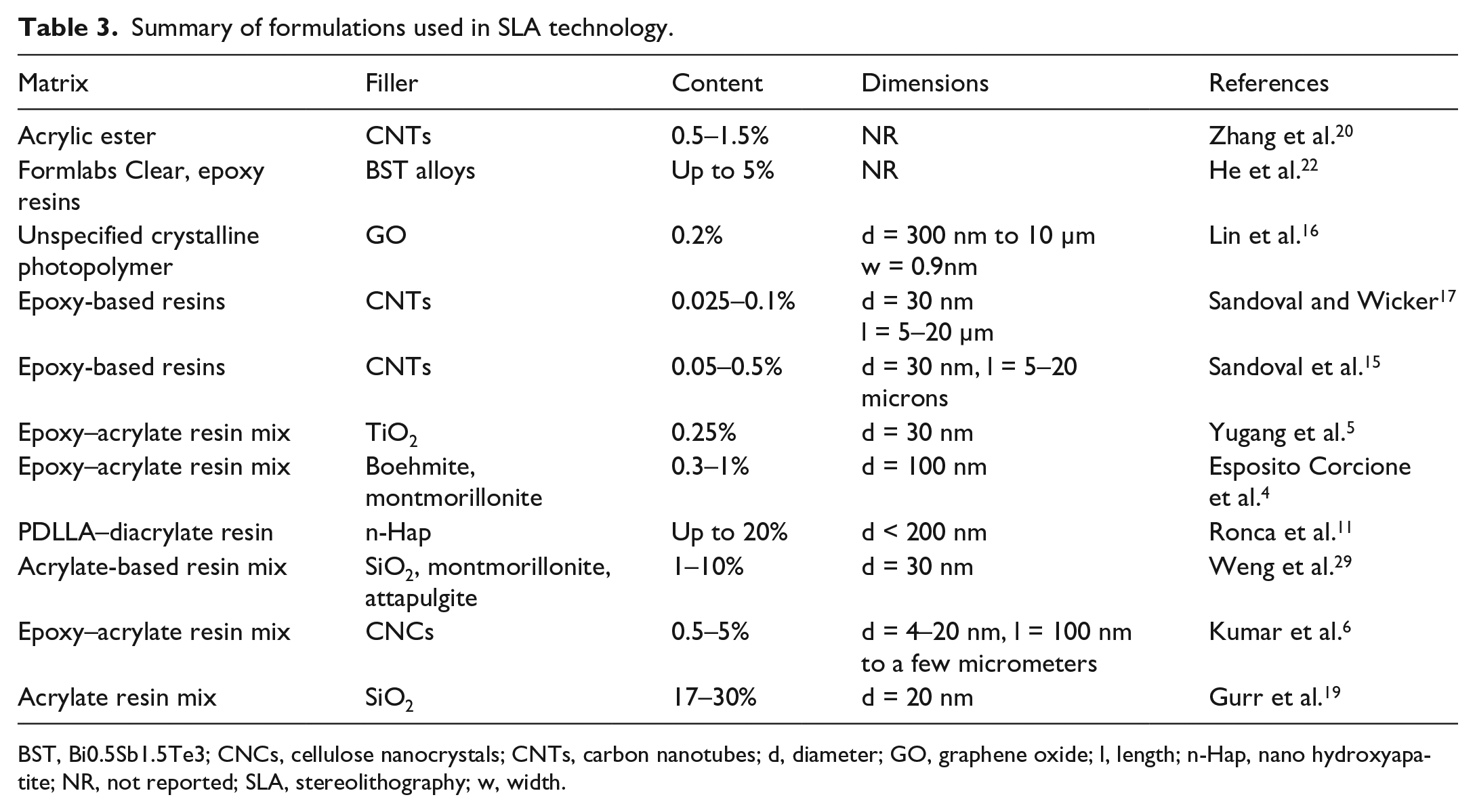
BST, Bi0.5Sb1.5Te3; CNCs, cellulose nanocrystals; CNTs, carbon nanotubes; d, diameter; GO, graphene oxide; l, length; n-Hap, nano hydroxyapatite; NR, not reported; SLA, stereolithography; w, width.
Summary of formulations used in DLP technology.
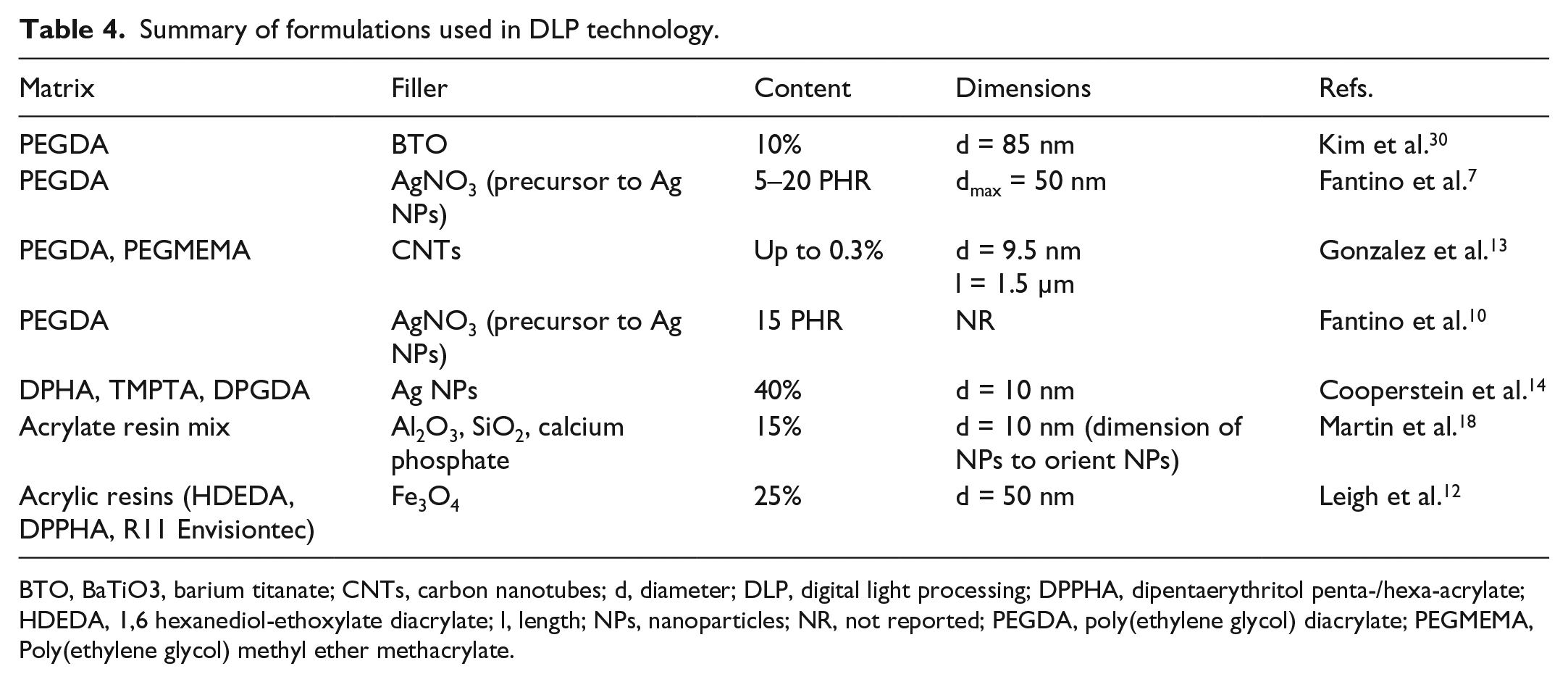
BTO, BaTiO3, barium titanate; CNTs, carbon nanotubes; d, diameter; DLP, digital light processing; DPPHA, dipentaerythritol penta-/hexa-acrylate; HDEDA, 1,6 hexanediol-ethoxylate diacrylate; l, length; NPs, nanoparticles; NR, not reported; PEGDA, poly(ethylene glycol) diacrylate; PEGMEMA, Poly(ethylene glycol) methyl ether methacrylate.
Conclusions
This review article explored the different solutions available for the fabrication of polymeric materials and nanocomposites using VP processes. The introduction gave an overview on AM in general and on the different technologies available to process polymeric materials. Then, SLA and DLP were compared, analyzing the strengths and disadvantages inherent in the two different approaches. This analysis included an overview on the parameters that influence the printing process, such as laser spot size and speed, layer thickness, resolution, and solution viscosity.
Afterwards the materials were considered, from the basic polymeric matrices, mostly acrylic and epoxydic, to the nanofillers.
Special attention was given to the polymer-based nanocomposites, loaded with nanostructured fillers, their potentials, and peculiar issues.
Regarding the tendency to the higher use of SLA instead of DLP, it could be explained by its intrinsic greater accuracy, while the preference for acrylate systems (in particular PEGDA) instead of epoxydic ones could be due to the better printability.
Regarding the fillers, there is a preference for organic ones (or organically modified ones), but also untreated silver and silica NPs are common.
It could be advisable to take these preferences as a guidance for future research.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Regione Emilia-Romagna, under the “Automotive Academy” project (POR FSE 2014/2020 Obiettivo tematico 10) with the scholarship for the PhD position of Gabriele Taormina.