
Abstract
The market demand for three-thread fleece fabric is increasing steadily due to its soft and bulky texture. Garments made from knitted fleece fabric, such as sweaters and jackets, are generally used for outdoor wear, especially in the winter season because of their warmth, moisture, and absorption properties. However, the elastic properties of three-thread fleece fabric is reduced significantly after the raising operation. This study aimed to increase the elastic recovery of three-thread fabric by changing the stitch length during the manufacturing process in industrial-scale production. The results showed that by varying the stitch length, the elastic recovery was improved by around 9%. Hence, the developed method can be used in textile knitting industries to improve the elastic recovery of fleece fabric.
Introduction
Demand for knit fabrics has grown gradually since the 1970s due to some of its special properties, such as comfortability, easy-care, stretchability, excellent wrinkle resistance, and fashion features.1-3 Single jersey cotton knit fabric has the attribute of a soft hand, which makes it skin-friendly and comfortable to wear. 4 Different types of single jersey knit fabric (commonly called derivatives) are available in the market, such as pique, lacoste, normal terry, cross miss, fleece, and so forth.5-8
Generally, fleece fabric has a very high GSM (gram per square meter) when compared to other kinds of knit fabrics. Jackets and sweaters, used commonly in cold weather, are made from fleece. Fleece is a soft and bulky knitted fabric, defined by its thick, soft nap and deep-pile. Technically, fleece fabrics are not truly of pile construction. However, it can provide warmth, and if desired, moisture-wicking and absorption as well. 9 It can insulate from the weather and drive the moisture away from the body by wicking at the same time.
There are mainly three layers of three-thread fleece fabric: the upper, middle, and bottom layers (Fig. 1). The upper layer is called the face yarn or base yarn, the middle yarn is called binding yarn, and the bottom layer is known as the fleecy yarn. Tree yarns are fed consecutively from three different yarn positions around the cylinder of the knitting machine. 10 After fabric manufacturing, raising is mainly conducted on a fleecy yarn surface, as the human body contacts this side and provides warmth. The fleecy yarn fibers are entangled by raising and become hard to differentiate from the base yarn on the effect side despite having been separately supplied during knitting. 11
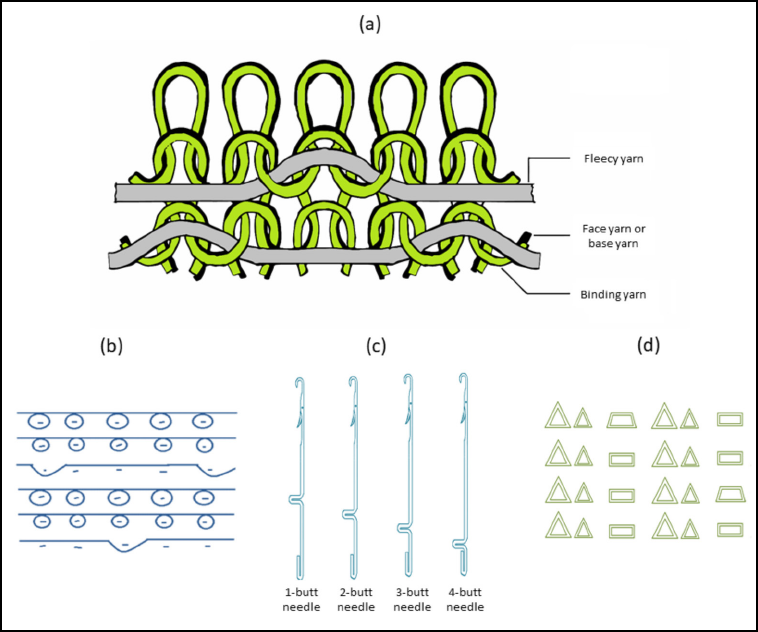
(a) Knitted structure, (b) notation diagram, (c) needle arrangement, and (d) cam arrangement of three-thread fleece fabric.
Among the different combination of fibers, cotton-polyester blends are very popular for producing yarn and fabric. Polyester-cotton blended yarn is often named Chief Value Cotton (CVC) yarn as cotton is higher than the percentage of polyester in this particular yarn. Customers show more attention to their suppliers who can ensure quality fabric at a reasonable cost. In general, most fleece fabric industrially manufactured are 260 to 420 GSM. 8
A common complaint from consumers and manufacturers is fleece's poor elastic properties, since the elasticity of fleece fabric is significantly reduced by the raising operation. Tough industrial engineers are working on this issue, there is no reported improvement regarding this until now. The purpose of this study was to improve the elastic recovery of three-thread CVC fleece fabric during the industrial manufacturing process. To address this, fleece fabrics were prepared from different combination of stitch length and passed through regular industrial operation (i.e., scouring-bleaching, dyeing, finishing, raising, stentering, and compacting) and the changes in elastic behavior were observed.
Experimental
Materials
To manufacture three-thread fleece fabric, base yarn of 30 Ne 60/40 CVC (Square Spinning, Bangladesh), binding yarn of 100 Denier, 36 filament polyester (Alok, India), and fleecy yarn of 10 Ne, 100% carded (Square Spinning, Bangladesh) were purchased.
Chemicals
For pretreatment and dyeing of the produced fabric, several dyes and chemicals were used. The disperse dyes Terasil Yellow W6GS (C.I. Disperse Yellow 114), Terasil Red WW 3BS (C.I. Disperse Red 343), and Terasil Blue WBLS (C.I. Disperse Blue 165:1) were purchased from Huntsman, Germany. Synozol Ultra Yellow DS, Synozol Ultra Red DS, and Synozol Ultra Navy DS dyes were purchased from Kisco, South Korea. Univadine DFM (levelling agent for polyester dyeing), Albatex AB 45 (buffer solution), Eriopon R (soaping agent), Invatex AC (neutralizing agent), and Sapamine CSN (softening agent) were purchased from Huntsman, Germany. Iglalevel BIP (levelling agent for cotton dyeing) was purchased from ANJ chemical, Singapore. Jintexyme OEM (peroxide killing agent) was purchased from Jintex, Taiwan. Tuscour HLF-18 (detergent) was purchased from Tubingen, Bangladesh. TranSlip TF 208C (anti-creasing agent) was purchased from Transfer chemicals, China. Shuntex XPA (sequestering agent) was purchased from Shun Cheer Enterprise, Taiwan. Iglastab NSA (stabilizing agent) was purchased from Zebec company, Singapore. Soda ash and 50% hydrogen peroxide were purchased from Samuda, Bangladesh. Caustic soda, hydrose, and acetic acid were purchased from Transfer Chemicals, China.
Fabric Manufacturing
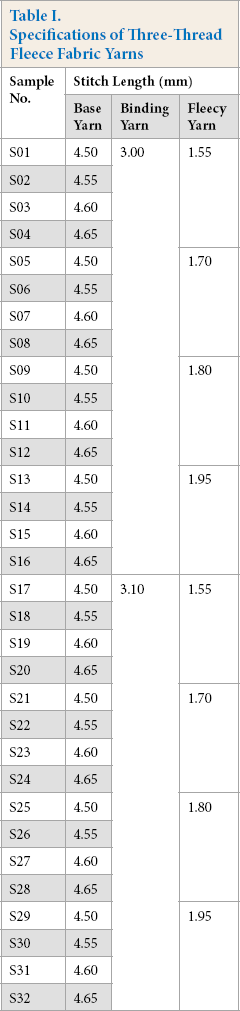
Cotton (70%) and polyester (30%) three-thread CVC fleece fabrics were knitted on a single jersey circular knitting machine (Gong Lih, Taiwan) at Impress-Newtex Composite Textile Limited, Tangail, Bangladesh. The fabrics were made according to a set of values for count (for base, 30 Ne 60/40 CVC, for binding, 100 denier filament polyester, and for fleecy yarn 10 Ne 100% carded yarn) and stitch length range (for base, 4.50-4.60 mm, for binding, 3.00-3.10 mm, and for fleecy yarn, 1.55-1.95 mm), in a GLF/3.2-3T single jersey circular weft knitting machine (Gong Lih, Taiwan). The diameter of the machine was 34 in. and the machine gauge was 20. About 10 kg of each sample was made. A total of 32 sample varieties were made and the combinations of stitch length are shown in Table I.
Specifications of Tree-Tread Fleece Fabric Yarns
Fabric Pretreatment
The samples were scoured-bleached using an Athena S2 50H sample dyeing machine (Sclavos, Greece) maintaining a 1:6 fabric/liquor ratio (LR). The auxiliaries (0.2 g/L of stabilizing agent, 0.5 g/L of detergent, 0.5 g/L of anti-creasing agent, 0.8 g/L of sequestering agent, and 5 g/L of soda ash) were injected into the bath at 40 °C. Then, 0.5 g/L of caustic soda was added at 60 °C for 5 min and run for 5 min. The temperature was then raised to 70 °C, and 4 g/L of hydrogen peroxide (50%) was added for 5 min and run for another 5 min. Then, the temperature was raised to 100 °C and the bath run for 50 min more. After that, subsequent washing of the fabric was performed, followed by neutralizing and peroxide killing using 1 g/L of acetic acid and 0.2 g/L of peroxide killing agent, respectively.
Fabric Dyeing
Dyeing of the polyester part of the fabric was done using the disperse dyes while maintaining a 1:6 LR. The pH of the bath was maintained at 4-4.5 and dosing with dyes was performed for 15 min at 80 °C. The temperature was then raised to 130 °C and dyeing continued for 40 min. After that, the bath temperature was reduced to 80 °C and hydrose (2 g/L) and caustic soda (2 g/L) was applied for 20 min. After draining the bathwater, new water was used for neutralizing, which was performed using 1 g/L of acetic acid. For dyeing of the cotton part, 1 g/L of levelling agent was injected at 60 °C. Then, 80 g/L of Glauber salt was dosed for 10 min and the machine run for 10 min more. After that, the dyes were added for 20 min and run for another 20 min. Subsequently, 20 g/L of soda ash was dosed at 60 °C for 5 min. Then, dyeing was continued for 20 min and the bathwater was drained. After that, neutralizing, soaping, and softening were conducted, and finally, the fabric was unloaded from the machine.
Fabric Finishing
The fabric samples were slit using a TGR FP00005B0325 slitting machine (Bianco, Italy). After that, the samples were dried and finished using Platinum, an open stenter machine (Ehwha Glotech, South Korea) using 15% overfeed, 120 °C temperature, and 8 m/min speed to maintain proper diameter and GSM. Raising was done for all the samples at the same setting using a double drum GRV90 duplex raising machine (Lafer, Italy). The samples were again dried and finished in the open stenter with 40% overfeed, 120 °C temperature, and 8 m/min speed. Then, 4% compaction and 35% overfeed were applied on all samples at 120 °C and 20 m/min speed by a KSA 500 runner compactor machine (Lafer, Italy). The average values (measured three times for each sample) of the diameter and GSM of the fabric at different stages of operation are listed in Table II.
Fabric Diameter and GSM at Different Operation Stages a
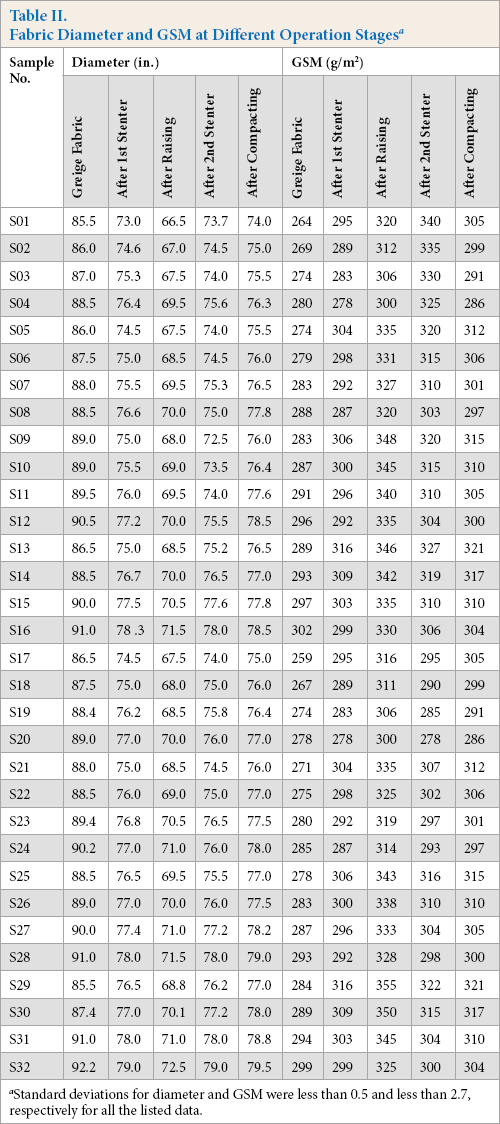
Standard deviations for diameter and GSM were less than 0.5 and less than 2.7, respectively for all the listed data.
Measurement of Elastic Recovery, Shrinkage, and Spirality
The samples were tested on a GT-C13B CRE (constant rate of elongation) elastic recovery testing machine (Gester, China) using the BS EN 14704-1:2005 method applying a 15 N load.
12
Since all samples were weft knitted, both extensibility and recovery percentages were measured in the weft direction. Sample shrinkage was tested using ISO 6330:2012 standard method.
13
The spirality of the fabric samples was measured following the technique reported in the previous study.
8
Briefly, two fabric pieces of one sample were cut in 30 × 30 cm dimensions and stitched together on three sides. The sample was then washed and dried. The spirality was then calculated as the percentage of displacement of the side seam at the end to the total side seam length. All tests (elastic recovery, shrinkage, and spirality) were conducted three times for each sample and average and standard deviation values were reported. To measure the statistical significance, a two-tailed t-test was conducted between the datasets and
Microscopic Imaging
Microscopic images of either side of one fabric sample (S32) were taken by a BX51TRF optical microscope (Olympus, Japan) at three different points. Since the behavior was found similar at each point, one representative image is shown.
Results and Discussion
Effect of Stitch Length on Fabric Extensibility
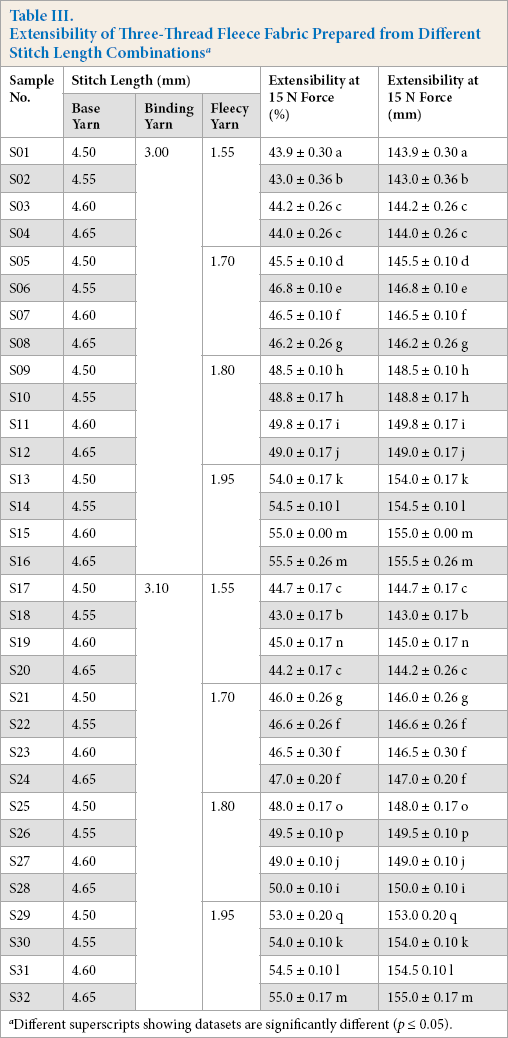
The extensibility of the fabric samples (after applying 15 N load) of different stitch length combinations is listed in Table III. When the stitch length of fleecy yarn was 1.55 mm, widthwise elongation was near 43%-45%. When the stitch length of fleecy yarn increased to 1.95 mm, widthwise elongation was near 53.0%-54.0%. For all samples, it was observed that by increasing the stitch length of fleecy yarn in the three-thread CVC fleece fabric, a significant increase in extensibility occurred in the width direction. This was probably due to the extra space produced in the widthwise direction by the increase of stitch length of the fleecy yarn.
Extensibility of Tree-Tread Fleece Fabric Prepared from Different Stitch Length Combinations a
Different superscripts showing datasets are significantly different (
However, when the base yarn stitch length increased from 4.5 to 4.65 mm, by considering binding yarn stitch length (3.00 mm) and fleecy yarn stitch length (1.55 mm) to be constant, the extensibility of the fabric increased from 43.0% to 45.0%. A similar result was also observed when the binding yarn stitch length was 3.10 mm, the fleecy yarn stitch length was 1.55 mm, and the stitch length of the base yarn was increased from 4.5 to 4.65 mm.
When the binding yarn stitch length increased from 3.00 to 3.10 mm, by keeping the base yarn stitch length (4.50 mm) and the fleecy stitch length (1.55 mm) constant, the extensibility was increased from 43.0% to 45.0%. Similarly, by keeping the base yarn stitch length (4.65 mm) and the fleecy yarn stitch length (1.55 mm) constant, the extensibility ranged from 44.0% to 45.0% by increasing the binding yarn stitch length from 3.00 to 3.10 mm.
Changes in elongation were statistically significant, mostly because of the influence of the fleecy yarn (
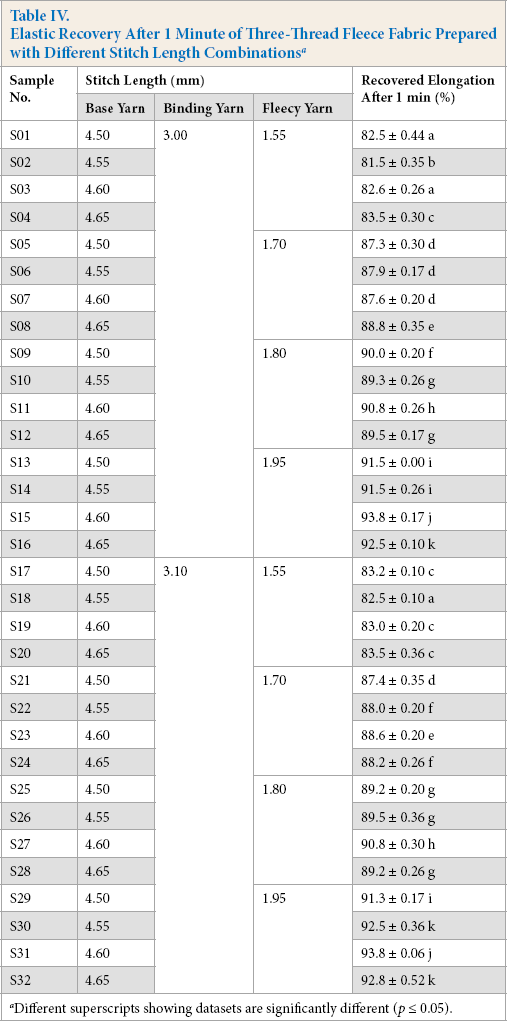
Effect of Stitch Length on Elastic Recovery (1 Minute)
The elastic recovery percentages of the fleece fabric samples 1 min after releasing the 15 N force are listed in Table IV. When the stitch length of the fleecy yarn was 1.55 mm, elastic recovery was 82.5%. When the stitch length of the fleecy yarn was increased to 1.95 mm, elastic recovery after 1 min was near 91.3%. However, when the base yarn stitch length was increased from 4.5 to 4.65 mm, while keeping the binding yarn stitch length (3.00 mm) and the fleecy stitch length (1.55 mm) constant, the elastic recovery after 1 min was 81.0%-84.0%. For the similar increase in the base yarn stitch length, while keeping the binding yarn stitch length (3.10 mm) and the fleecy yarn stitch length (1.55 mm) constant, the elastic recovery after 1 min was 82.0%-84.0%. When the binding yarn stitch length increased from 3.00 to 3.10 mm, while keeping the base yarn stitch length (4.50 mm) and the fleecy yarn stitch length (1.55 mm) constant, the elastic recovery after 1 min was 82.0-84.0%. When the binding yarn stitch length increased from 3.00 to 3.10 mm, with the base yarn stitch length (4.55 mm) and the fleecy yarn stitch length (1.55 mm) constant, the elastic recovery after 1 min was 81.0%-83.0%. When the binding yarn stitch length was increased from 3.00 to 3.10 mm, while keeping the fleecy yarn stitch length (1.55 mm) and the base yarn stitch length (4.60 mm) constant, the elastic recovery after 1 min was 81.0%-83.0%. Similarly, when the binding yarn stitch length increased from 3.00 to 3.10 mm, with the base yarn stitch length (4.55 mm) and fleecy yarn stitch length (1.55 mm) kept constant, the elastic recovery after 1 min was 83.5%. Statistical analysis also showed the effect of changing the stitch length of either the base yarn or the binding yarn was not always significant (
Elastic Recovery After 1 Minute of Tree-Tread Fleece Fabric Prepared with Different Stitch Length Combinations a
Different superscripts showing datasets are significantly different (
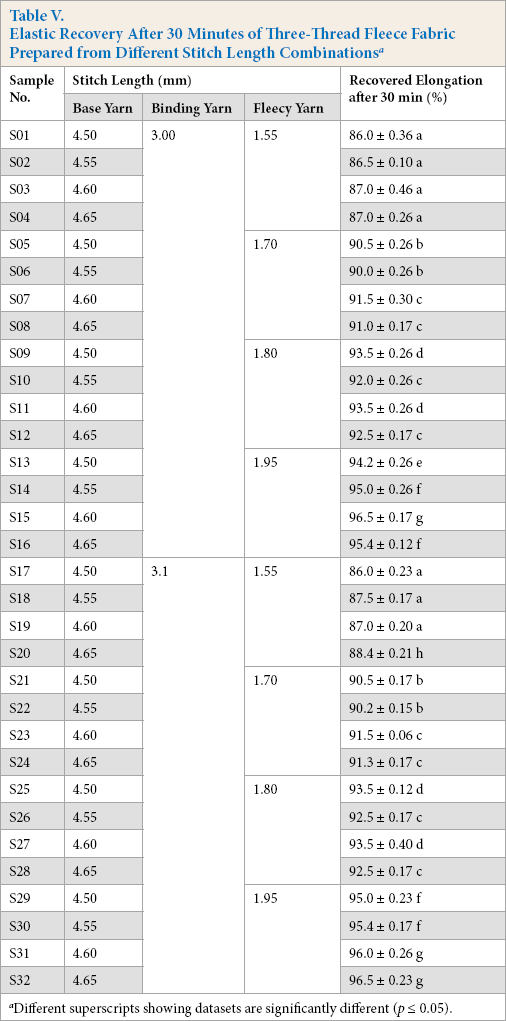
Effect of Stitch Length on Elastic Recovery (30 Minutes)
The elastic recovery of the fleece fabric samples of different stitch length combinations 30 min after releasing the 15 N force is listed in Table V.
Elastic Recovery After 30 Minutes of Tree-Tread Fleece Fabric Prepared from Different Stitch Length Combinations a
Different superscripts showing datasets are significantly different (
Results showed that when the stitch length of the fleecy yarn was 1.55 mm, elastic recovery was 86%. When the stitch length of the fleecy yarn was increased to 1.95 mm, recovered elongation was ∼95%. However, when the base yarn stitch length was increased from 4.5 to 4.65 mm, by keeping the binding yarn stitch length (3.00 mm) and the fleecy yarn stitch length (1.55 mm) constant, the recovered elongation after 30 min was 86.0%-87.0%. Similarly, when the base yarn stitch length increased from 4.5 to 4.65 mm, by keeping the binding yarn stitch length (3.10 mm) and the fleecy yarn stitch length (1.55 mm) constant, the recovered elongation after 30 min was 86.0%-89.0%. When the binding yarn stitch length increased from 3.00 to 3.10 mm, by keeping the base yarn stitch length (4.50 mm) and the fleecy yarn stitch length (1.55 mm) constant, the elastic recovery after 30 min did not change. Similarly, by keeping the fleecy yarn stitch length (1.55 mm) constant, with base yarn stitch lengths of 4.55, 4.60, and 4.65 mm, recovery after 30 min was 86.0%- 88.0%, 87.0%, and 87.0%-89.0%, respectively, by increasing the binding yarn stitch length from 3.00 to 3.10 mm. Similar to the results observed in the previous section, the elastic recovery was not always significantly affected by changes in stitch length of base or binding yarns, and was affected mostly by the stitch length of the fleecy yarn (
Influence of Fleecy Yarn on Elastic Properties of Fleece Fabric
In the case of the base yarn, the maximum amount of yarn stays at the face portion, and a small amount of yarn stays at the binding portion, whereas no base yarn was present in the fleecy portion of the fabric. 10 As the face and binding yarns interlock with each other, the fabric gets little space for extension after increasing the stitch length of the base yarn. 11 As a result, the fabric showed very little or minor elastic recovery. If the stitch length of the binding yarn is increased, keeping the face and fleecy yarns unchanged, the fabric had a very small amount of yarn on the face and no yarn stayed on the lower side of the fleece fabric, although the maximum amount of yarn stayed on the binding side of the fleece fabric. As the binding and face yarns interlock with each other, the fabric had little space for extension after increasing the stitch length of the binding yarn. As a result, fabric showed very little or minor changes in elastic recovery.
However, in the case of the fleecy yarn, the maximum amount of yarn stayed on the fleecy portion (back side of the fabric), but a small amount of yarn stayed on the binding portion, and no yarn was present in the face side of the fabric. For this reason, the fabric had more space for extension after increasing the stitch length of the fleecy yarn. Moreover, the binding yarn held the leg portion of the fleecy yarn and helped to return the fabric to its original stage after removing the load. As a result, the fabric showed greater elastic recovery from varying the stitch length of the fleecy yarn.
Microscopic Image
The microscopic images of representative sample S32 before and after elongation is shown in Fig. 2. It was observed that the loop size recovered after 1 and 30 min were almost similar to the initial size of the loops in the fabric. This was found following the result reported earlier where elastic recovery after 1 and 30 min were 92.8% and 96.5%, respectively. There was also not any significant difference observed on the backside of the fabric. The back of fabric showed fleecy fibers randomly distributed on the fabric surface due to raising.
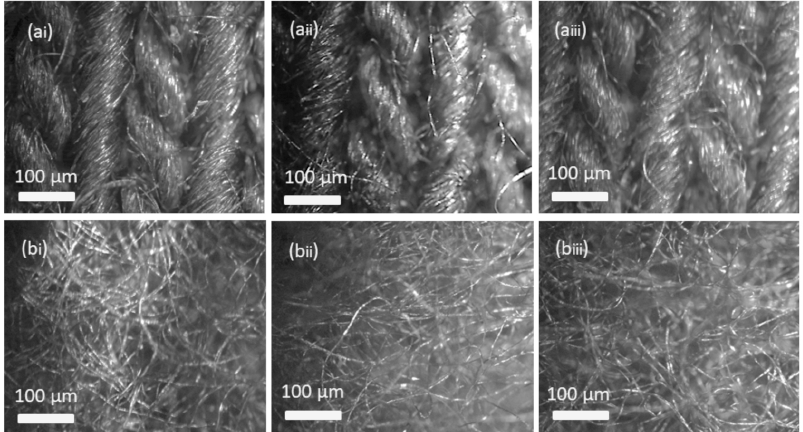
Microscopic images of the front (a) and back (b) side of three-thread fleece fabric at (i) the initial stage, (ii) recovery after 1 min, and (iii) after 30 min of applying 15 N force.
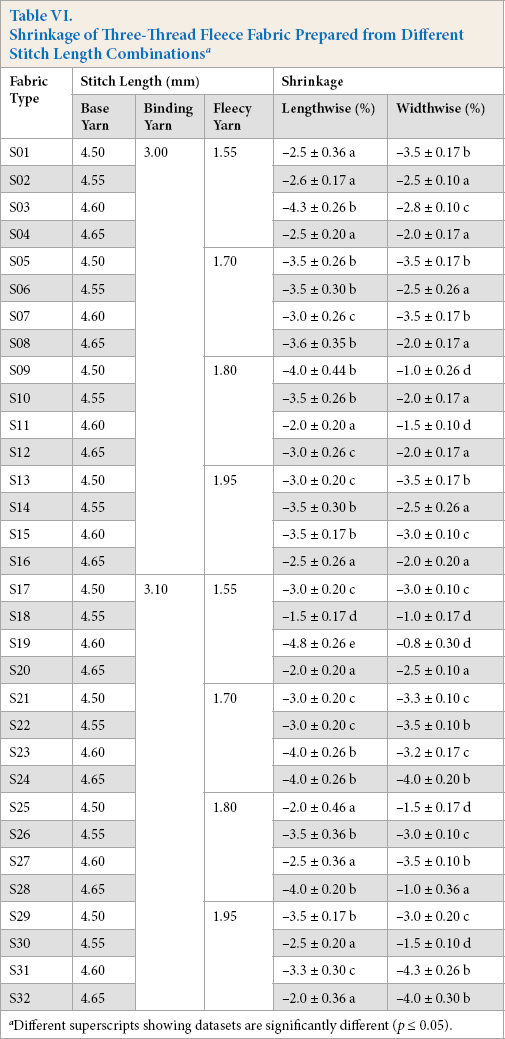
Effect of Stitch Length on Shrinkage Properties
The purpose of this study was not only improving the elastic properties of CVC fleece fabric but also keeping the other mechanical properties unaffected. For this reason, shrinkage of the CVC fleece fabric was checked. The test results of fabric shrinkage are shown in Table VI.
Shrinkage of Tree-Tread Fleece Fabric Prepared from Different Stitch Length Combinations a
Different superscripts showing datasets are significantly different (
Results were very random and did not show any specific trend, though some changes were significant. However, the acceptable range for shrinkage percentage is within ±5% for both lengthwise and widthwise. 14 All of the data stayed within the shrinkage limit (±5%) for both lengthwise and widthwise shrinkage, probably because of its construction and heavy GSM. 15 Therefore, it was concluded that the effect of both lengthwise and widthwise shrinkage while changing the stitch length of base yarn, binding yarn, and fleecy yarn was within the acceptable limit.
Effect of Stitch Length Variation on Spirality
The spirality test results of the fabric samples are shown in Table VII. Similar to the shrinkage properties, the changes in spirality by the alteration of yarn stitch length were random without any specific trend. However, all values were below 5%, which was within the acceptable range. 16 This might have resulted from the heavy GSM of three-thread fleece fabric, which generally shows good resistance to spirality. 17
Spirality of CVC Fleece Fabric Produced from Different Stitch Length Combinations a
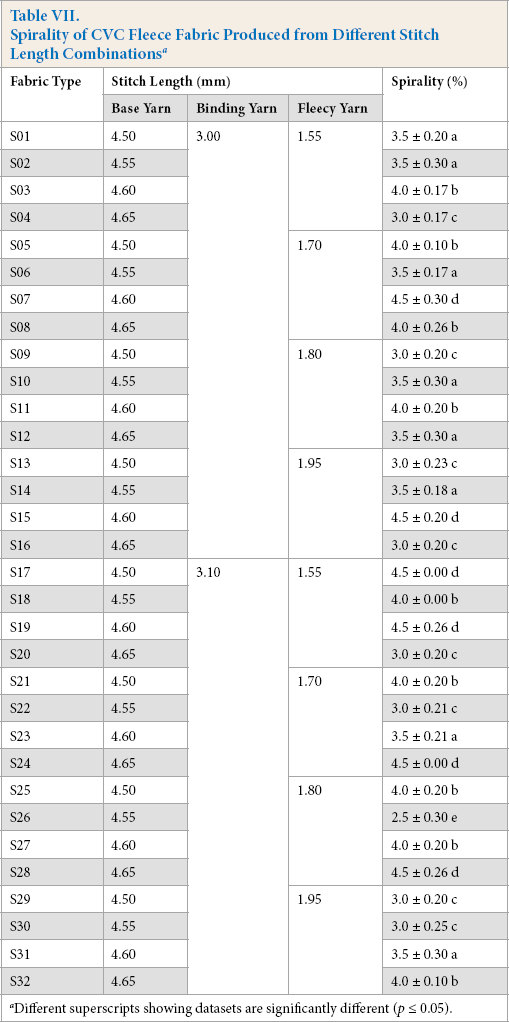
Different superscripts showing datasets are significantly different (
Conclusions
Improvement of mechanical properties of weft knit fabric is an important area of research for textile and knitting industries to meet customer demands in the global market. The main objective of this study was to improve the elastic properties of three-thread CVC fleece fabric by varying the stitch length of the base, binding, and fleecy yarns. The elastic recovery increased mostly with the increase of the fleecy yarn stitch length. Elastic recovery was increased by around 9% when the stitch length of the fleecy yarn was increased from 1.55 to 1.95 mm while removing 15 N load after 30 min. However, the other two yarns showed minor effects on the all over elastic behavior of the fabric, and the changes were not always significant. Therefore, it was concluded that the fleecy yarn stitch length had the main effect on the elastic recovery of three-thread fleece fabric. In the knitting industries, this technique can be successfully applied to improve the elastic property of fleece fabric.