
Abstract
The contraction rates of weft knitted plain jersey fabric and some patterned single jersey fabrics with respect to machine gauge were determined. Fabric samples were knitted using cotton yarn at various stitch length values on a positive feed based multi feeder circular weft knitting machine. Widthwise contraction rates of the resulting fabric samples were then calculated using the values of wales per inch and needles per inch. It was discovered that when stitch length increased, the value of the contraction rate decreased. Additionally, it was found that the knitted stitches (knit, tuck and miss) greatly impacted how much the fabric contracts. Fabric with miss stitches showed higher contraction than fabrics knitted with tuck stitches. However, knit-miss based single jersey fabrics showed less contraction than plain single jersey fabrics while all courses are knitted at the same course length value. It was also observed that contraction rates also change due to different positioning of tuck and miss loops in the patterned structures.
Introduction
The interlooping of a series of yarns forms the base of a knitted fabric where different types of loops or stitches, that is, knit, tuck and miss determine the aesthetic and functional characteristics. Particularly many derivatives of weft knitted single jersey like crosstuck, crossmiss have been developed by the combinations of different stitches. These structures are widely used for casualwear, sportswear etc. worldwide. Research and development continue for developing more derivatives of single jersey by altering the numbers or the position of stitch location within the structure and evaluating those for commercial production.1 –3
The knitted fabric undergoes dimensional deformation after its birth on a knitting machine. This deformation continues till the consumer uses it as a garment in daily life. This change in dimension is generally negative in nature and has an impact on the manufacturing process as well as on customers’ satisfaction. Particularly fabric width contraction is a key factor for determining finished fabric width, which needs to be adjusted with marker width while manufacturing cut-and sewn garments. Such adjustment is crucial for gaining satisfactory marker efficiency, ultimately reducing fabric loss in the cutting section. A number of research works have been carried out to predict knitted fabric width over the years.4 –7
Unlike shrinkage which is the dimensional change of fabric from its one state to another (e.g. finished state to finished relaxed state), fabric width contraction at grey relaxed state is calculated as grey fabric width reduction with respect to machine bed dimension and may be expressed as

(1) If length/circumference of the needle bed is expressed in terms of machine gauge and the fabric width is expressed in terms of wales per inch, equation (1) may be expressed as

Knowing the value of contraction% in advance of knitting will, therefore, help a knitter to estimate the value of grey relaxed fabric width from a given knitting machine dimension, which may be used later to predict finished relaxed state or reference state fabric width with the help of finishing factor, 8 that is, ratio of fabric widths or geometry constants (Kw) for dry-relaxed and finished/fully relaxed state. Considering the value of acceptable/required residual shrinkage (like 3% in width), 9 the WPI or width or finished fabric may be calculated. Thus, knowledge on fabric contraction may be an invaluable tool for predicting finished fabric width from a knitting machine dimension or gauge.
Grey knitted fabric contraction results from constructional deformation and elastic deformation 10 and may be due to structural variation 11 and knitting machine settings like the take down tension and spreader width, 12 which ultimately cause walewise pulling and coursewise pulling. 13 Earlier Munden 14 showed the effect of loop length on relaxed plain-knit fabric. Knapton 15 made further development of Munden’s work by modifying loop length to structural cell stitch length for complex double-knit structures like swiss double pique and relating this modified parameter to courses per unit length or wales per unit width of the fabric. Assefa 16 also explained the effect of loop length on fabric parameters, that is, courses per inch (CPI), wales per inch (WPI) and stitch density for knit, tuck and float stitches individually. Chidambaram et al. 17 correlated loop length with the air permeability and thermal conductivity of the knitted fabric. However, influence of loop length on fabric contraction was not focused empirically. Again, different stitches like tuck and miss affect the geometrical properties of a knit structure. 18 Research works are also available on the effect of tuck stitch on fabric properties19 –21 as well as the influence of stitch location on such properties. 22 However evaluating such stitches with fabric dimension during fabric relaxation still holds a good scope for investigation. Ehrmann et al. 23 showed that stitch shape (width) is positively correlated with fabric width during fabric relaxation. In some other works it was found that knitted structural pattern influences dimensional changes due to relaxation, particularly an increase in tuck loops percentage results into a broader fabric width.24,25 Nevertheless there is a paucity of research on knitted fabric dimensional behaviour due to the positioning of different stitches in a structure (like in the same wale or in the same course or in different courses and wales).
The present work is aimed to establish specific relation between width contraction and loop length of the fabric. Again, the combined effect of three different types of stitches (in structures knitted with knit stitch, tuck with knit stitch and miss with knit stitch), particularly the influence of the location of representative loops of the stitches were evaluated for fabric contraction. All the analyses were done statistically and graphically.
Materials and methods
Materials
In this research, a laboratory based multi feeder circular weft knitting machine with positive storage feed system was deployed to produce single knit samples with 32/1 Ne. The machine and yarn parameters are shown in Table 1.
Machine specification and yarn parameters.

Sample production
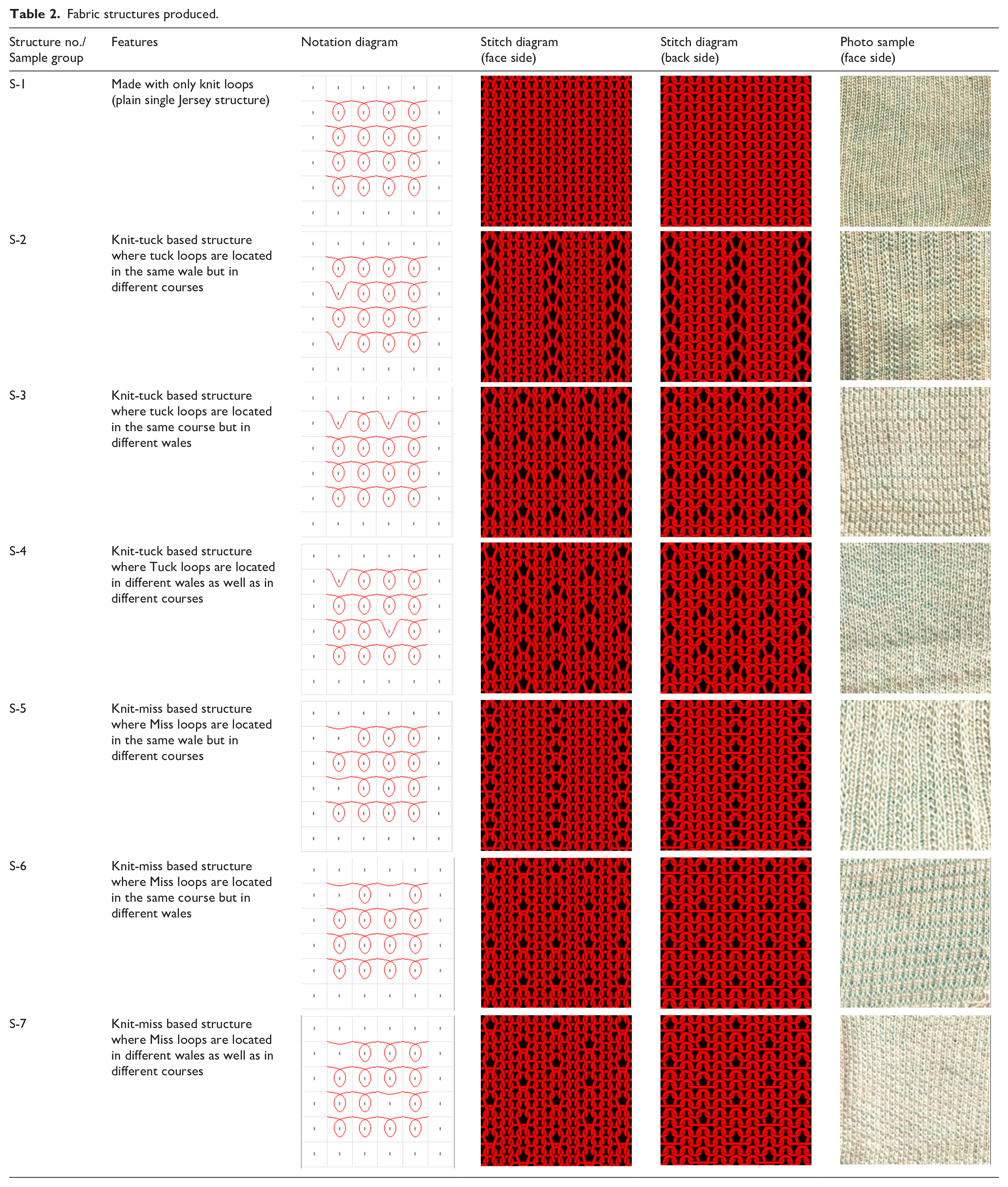
Different single jersey structures constructed by knitted loop stitch, tuck stitch and miss stitch incorporated with knitted loop stitch were produced. While developing knit-tuck and knit-miss based structures, needle set-out and cam designs are selected in such ways that tuck or miss loops are produced in equal numbers but positioned in different locations of the structural repeats. The fabrics are shown in Table 2. As these structures have been developed for experimental purpose, they don’t have familiar traditional names. It should be noted that four specific quality adjusting pulley (QAP) settings (marked as C, D, E and F) were used for plain single jersey and knit-tuck based structures and three specific QAP settings (marked as A, B and C) were used for knit-miss based structures through one QAP of the positive feed system. This was done to maintain uniform yarn delivery to all feeders during knitting as well as to obtain some sets of similar loop length values from the knitted fabric. The QAP setting points which reflect different diameters of the quality pulley, have been arbitrarily selected keeping an eye on fabric quality. Each knitted sample was around 5 m in length and thus a total of 35 m of fabric were produced.
Fabric structures produced.
Measurement of fabric parameters
After knitting the fabric samples were taken off the knitting machine and relaxed on a flat surface for 48 h. The dry relaxation temperature was around 21°C and the relative humidity was around 65%. Each sample was cut into two parts- one for loop length measurement and another for counting values of wales per inch (WPI) or wales per 2.54 cm. Loop lengths of the fabric samples were calculated from course length values (loop length is equal to course length divided by no. of needles knitting) which were measured by unravelling yarns from fabric samples and then working on a HATRA Course Length Tester following BS 5441:1988. 26 Average WPI values were measured through a counting glass from another portion of samples following the same standard. Finally, the fabric width contraction % was calculated according to equation (2), like as

Where WC = Width contraction, w = WPI or wales/2.54 cm at grey/dry relaxed state and 24 is the gauge of the experimental circular weft knitting machine.
Results and discussion
Measured loop length and WPI values of the produced fabric samples along with calculated fabric width contraction rate are shown in Table 3. It is evident that width contraction (%) increases as the wales per unit width value becomes higher in dry relaxed state.
Measured parameters from experimental fabric samples.

Effect of loop length on width contraction
From Figure 1 it may be observed that width contraction is negatively correlated with stitch length of the knitted fabric irrespective of structural variations. This is due to the fact that knitted fabrics with longer loop length exhibits less wales per unit width in relaxed state, as stated by Munden. 14

Loop length versus width contraction for different experimental structures.
Through regression analysis it may be found that the value of R-squared (coefficient of determination) was greater than 0.8 in each case indicating that the explanatory variable, that is, loop length can explain more than 80% of the variation in the contraction values (Table 4). Moreover, using the regression equation, fabric width contraction rate may be predicted from loop length and the standard error determines the limit of confidence for the forecasted value. For example, it may be estimated that for cotton plain jersey fabric knitted with 32/1 Ne that is, structure no.1, a change in loop length by 0.01 mm would result in a change of fabric width contraction by 0.16%. The actual value of width contraction rate would be within ±2 SE 27 of the predicted value based on 95% confidence. However, it is interesting to observe that the predicted change in width contraction is comparatively higher for knit-tuck based single jersey structures than knit-miss based structures for a similar change in loop length value.
Regression summary obtained (with the help of Microsoft Office Excel 2007) for fabric loop length and width contraction rate.

Effect of positioning of tuck loops on width contraction
It is well known that tuck loops contribute to build wider fabric width by pulling the held loops downward and thus causing them to spread outward. 28 From Figure 2, it is evident that contraction rate of knit-tuck based structures vary as the tuck loops are positioned at different locations in the structural repeats. Among the three specified locations for tuck loops (as found in structure no.2, 3 and 4), the maximum contraction occurs when tuck loops are located in the same wale but in different courses (structure no.2). On the contrary the minimum contraction happens when tuck loops are located in different wales as well as in different courses (structure no.4).
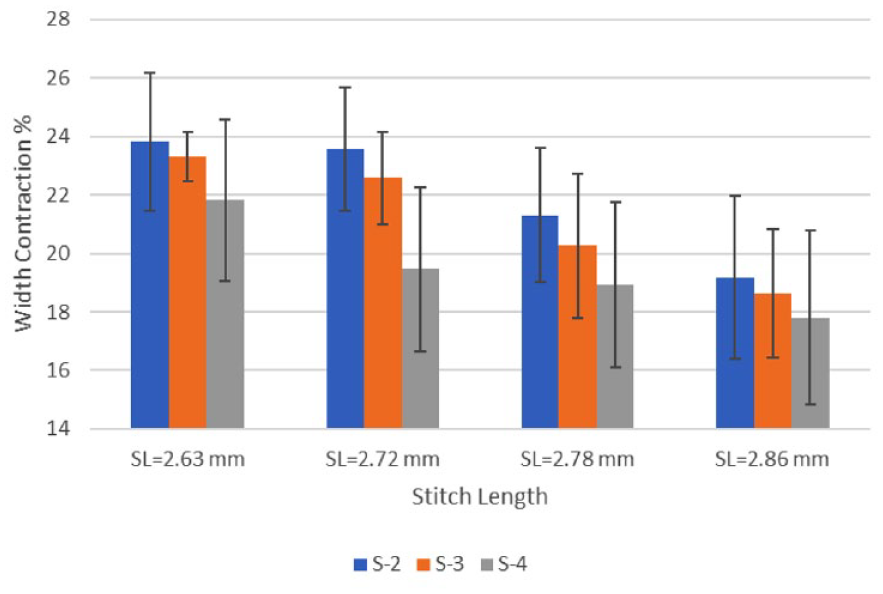
Comparison of width contraction (%) of different knit-tuck based structures at different loop length values.
In structure no.2 (Figure 3(a)), there are two tuck loops in the first wale of the repeat. As both the tuck loops are on the same wale, the expansion of the fabric will occur for the influence of tuck loop for their position in only one wale among four wales of the repeat. This is why the fabric expansion will be less here, that is, fabric WPI or width contraction will be more compared to structures where tuck loops are present in more than one wale.
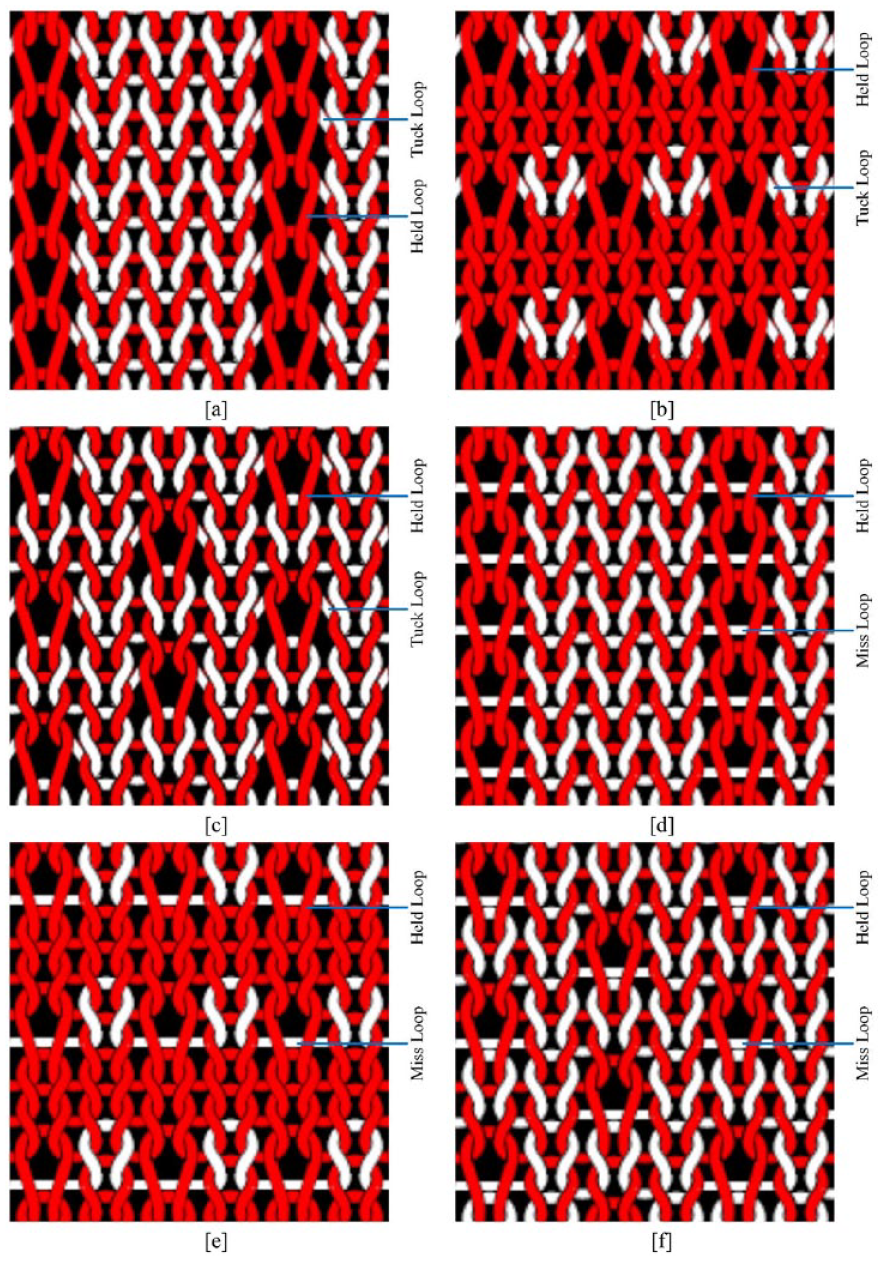
Forces applied by tuck and miss loops on the corresponding held loops inside the structures: (a) within structure no.2, (b) within structure no.3, (c) within structure no.4, (d) within structure no.5, (e) within structure no. 6, and (f) within structure no. 7.
In structure no.3 (Figure 3(b)), the first course has two tuck loops. Therefore, the width of the fabric will expand with the individual influence of two tuck stitches. However, some expanding forces of two tuck stitches are quite in opposite direction inside the fabric. This will result in comparatively lower fabric width expansion than the situation where tuck loops are not located in the same course.
In structure no.4 (Figure 3(c)), both the tuck loops are positioned in different wales and in different courses of the structural repeat. Here two tuck loops will contribute to width expansion as well as opposite force of tuck stitches inside the fabric is comparatively less as tuck loops are not located in the same course. Therefore, WPI values as well as width contraction will be the lowest compared to other structures.
Effect of positioning of miss loops on width contraction
Miss loops contribute to build narrower fabric width as the floats draw the nearby wales close together. 29 From Figure 4, it is evident that contraction rate of knit-miss based structures vary as the miss loops are positioned at different locations in the structural repeats. Among the three specified locations for miss loops (as found in structure no.5,6 and 7), the maximum contraction occurs when miss loops are located in different courses as well as wales (structure no.7). On the contrary, the minimum contraction happens when miss loops are located in same wale but in different courses (structure no.5).

Comparison of width contraction (%) of different knit-miss based structures at different loop length values.
In structure no.5 (Figure 3(d)), there are two miss loops in the first wale of the repeat. As both the miss loops are on the same wale, the contraction of the fabric will occur for the influence of miss loops for their position on only one wale among four wales of the repeat. This is why the fabric contraction will be less here, that is, WPI will be less compared to structures where miss loops are located in more than one wale.
In structure no.6 (Figure 3(e)), there are two miss loops in the first course. Therefore, the width of the fabric will contract with the individual influence of two miss loops. However, the narrowing tendency inside the fabric will be diminished somewhat due to the positioning of two miss loops in the same course. As a consequence, comparatively lower fabric width contraction will occur here than the structural pattern where miss loops are not located in the same course.
In structure no.7 (Figure 3(f)), both the miss loops are positioned in different wales as well as different courses of the repeat. Here two miss loops will contribute to width contraction; also diminishing of narrowing tendency of miss loops inside the fabric is comparatively less. Therefore, WPI values will be higher or fabric width contraction will be higher compared to other structures, that is, structure no.5 and 6.
Comparison of width contraction rates of different structures knitted with same knitting variables
A typical comparison of fabric width contraction among produced structures knitted with same knitting variables is shown in Figure 5. It can be found that all-knit loops based plain single jersey structure (S-1) showed higher width contraction than any patterned single jersey structure. On the other hand, knit-tuck based structures where tuck loops are located in different wales and courses (S-4), show the lowest width contraction. It is interesting to note that like all knit-tuck based structures, contraction % of all knit-miss (S-5 to S-7) based structures were also lower than plain jersey structure (Figure 6), which is contradictory to normal knitting phenomena, that is, presence of miss loops makes the fabric narrower, as cited by different authors.28,29 This is due to the fact that rather than maintaining shorter course length in knit-miss loop based course/courses, same course length was maintained for all courses ( both all-knit and knit-miss loop based courses) of a knit-miss stitch based structure, which were only possible by changing loop sinking depths to a higher level in feeders where cam boxes contain miss cams (Figure 7).

Width contraction of experimental structures while knitting with same knitting variables, that is, 32/1 Ne Cotton, 2.63 mm loop length on a knitting machine of 24 gauge, 10-inch dia.

Differences of width contraction rate (%) of knit-tuck and knit-miss based structure with respect to plain jersey structure.

Differences in cam settings between all-knit cams based cambox and knit-miss cams based cambox while machine runs with same yarn feed at all feeders (Cam design for structure no.6, i.e. knit-miss based structure where miss loops are located in the same course).
This resulted in comparatively larger knit loops in the knit-miss loop based course/courses of knit-miss stitch-based structures, resulting in less wale density and ultimately less width contraction than all knit loop based plain jersey structures.
Conclusion
Fabric contraction with respect to needle bed dimension is commonly less pronounced in the manufacturing stages of knitted fabric. However, this knowledge may guide a knitter well in estimating the fabric width before the knitting stage. As knitted fabrics are engineered through different loops and knitting variables, the dimensional contraction particularly width contraction should be evaluated accordingly for manufacturing effectiveness. From this study, it was shown that knitted fabric contraction from a needle bed is inversely proportional to loop length. This was true for plain jersey as well as all patterned (knit-tuck and knit-miss based) single jersey fabrics – whatever loop length the fabric contains. Moreover, positioning of tuck loops or miss loops on a knit tuck based or knit miss based structure affects the contraction percentage as the fabric generates from the knitting machine. It was found that among the produced knit-tuck based structures, the structure where tuck loops are positioned in the same wale, showed the maximum width contraction after relaxation. A lesser amount of width contraction is found when tuck loops are located in the same course and the lowest width contraction occurs when tuck loops are located in different courses as well as wales. The trend of width contraction is reversed if the tuck loops of knit-tuck based structures are replaced by miss loops. The width contraction rate varies from around 18 to 24 when knit-tuck based structures are knitted with loop length ranging from 2.63 to 2.86 mm. On the other hand, knit-miss based structures with loop lengths ranging from 2.55 to 2.63 mm exhibit width contraction% values between 24 and 26. However, the regression analysis estimated that knit-tuck based structures exhibit more change in width reduction than knit-miss based structures due to change in loop length if other knitting parameters remain constant. Finally, while comparing the experimental structures produced with the same knitting variables it was observed that the contraction rate was highest for the plain jersey structure and knit-tuck based structure showed the lowest contraction rate. Therefore, the findings obtained here may act as a guideline for choosing right knitting variables and stitch combinations if a patterned structure is to be produced with defined residual width contraction. Further investigation on more structural variations including multiple successive tuck or float loops in the structural repeat for both single and double jersey structures should be carried out in future to add more knowledge-based windows with this research work.
Footnotes
Acknowledgements
The authors would like to acknowledge the cooperation that was provided by the Department of Textile Engineering of Ahsanullah University of Science and Technology, Dhaka to carry out the research work successfully.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.