
Abstract
The current study evaluates the effect of fiber composition in three-thread fleece fabrics if all other knitting and processing conditions remain constant. Four samples of three-thread fleece fabrics were produced on the same fleece machine using the same yarn count and stitch length for face, binding, and fleecy yarns. Some important parameters, namely width, areal density, pilling resistance, bursting strength, and dimensional stability, were characterized. Changes mainly appeared due to the compositional alteration of cotton, viscose, and polyester content in the yarns. The results showed that the fiber composition of the finished samples of three-thread fleece fabrics significantly influenced all parameters studied, except for dimensional stability.
Keywords
Introduction
Fleece fabrics have the unique characteristics of being warm, cozy, easy care, easy to sew into a product, washable, and hang to dry. These characteristics are dictated by their end use. To optimize the manufacturing process of this pile-knitted fabric, machine conditions should be well controlled. In fleecy fabrics, the fleece yarn fibers (usually in the form of inlaid yarn) become entangled and indistinguishable from the base yarn on the effect side, despite having been separately included during knitting.
Basically, fleece fabric is one type of pile-knitted fabric. Tree-thread fleece has a plain plated structure composed of a face and binding yarn, with a fleecy backing yarn tucked into the technical back at every fourth wale to mesh only with the binding yarn. The face yarn prevents the arms of the fleecy tucks being visible between the wales on the face, which would spoil its clean appearance. The fleecy inlay is spread across the technical back by centering the fleecy tucks of the next three-feed sequence on the middle of the three needles that missed the fleecy yarn in the previous sequence (Fig. 1). 1
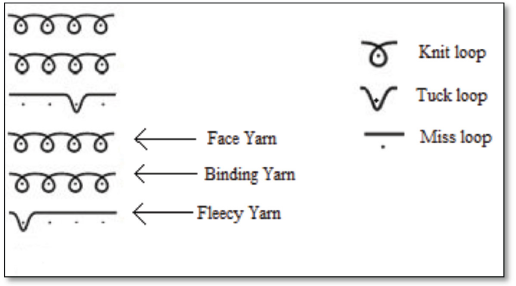
Loop formation with three types of yarn in a fleece structure.
In recent years, production of fleece fabric has increased due to their popularity. Fleece fabrics are using new fabric designs as well as new fibers and their blends. 2 However, manufacturing time for this special fabric is a little longer when compared to that for basic weft knitted structures.
Fabric width, which is one of the most important properties of knitted fabrics, basically depends on fabric structures (especially the effects of loop relaxation) and different machine conditions, such as machine diameter, machine gauge, and so forth. Knitted fabrics comprised of tuck loops along with knit loops are wider than those fabrics having only knit loops. 3 Some researchers have also investigated the impact of various machine conditions, 4 types of loops, and direction of loops5,6 on fabric width of single jersey knitted fabrics.
Areal density designates the measure of mass per unit area of fabric. Several attempts were taken by researchers to investigate this property for various knitted fabrics. Among those, the plain single jersey fabrics studied had a large number of variables affecting areal density including yarn type, yarn count, machine gauge, and stitch length.7,8 The areal density of plain knitted fabric made of open-spun yarn were higher than that of ring spun yarn. 9 The areal density of three-thread fleece fabric was also examined based on different course length, which showed decreased areal density with increased course length. 2
Dimensional stability is another significant property that affects the shape of knitted garments. Knitted fabrics are prone to stretch and mechanical deformation, which is influenced by fabric type, laundering, and other variables. 10 Researchers have studied the dimensional stability of various knitted structures with regard to course length, stitch length, fiber type, and various relaxation conditions as factors.9,10 For two-thread fleece fabric, dimensional stability of several yarn types was evaluated. The fully relaxed two-thread fleece fabric composed of blended spun yarns had a greater percent shrinkage than that of open-end and ring-spun yarns. 11 Moreover, blended yarn fabrics showed poor dimensional stability in comparison with fabrics made of 100% cotton ring- and open-spun yarns.2,8,11 The influence of yarn count, yarn twist, and stitch length of backing yarn on percent shrinkage of two-and three-thread fleece fabrics were also investigated. 12
Fabric pilling is a serious problem on the fabric surface, which results in unsightly appearance, and initiates garment degradation. The mechanism of pill formation and factors affecting it have been studied since the 1950s, using various knitted structures. The propensity for pilling of weft-knitted fabrics depends on knitting structure, raw materials, yarn linear density, fabric density, and yarn spinning system (e.g., rotor, ring, and air-jet spinning).9,13-15 It was also observed that the amount of twist, fiber content, percent composition, and cross-sectional structure of the fuzzy knitted yarn, altered the pilling resistance.7,16,17 Another study was carried out to optimize and predict the tendency for pilling on single jersey and milano rib structures knitted from wool and wool/acrylic yarn using artificial neural network modeling.18,19
All knitted fabrics should have sufficient strength against forces acting upon it during dyeing, finishing, and consumer use. Many researchers explored the strength properties of various weft knitted fabrics. Fleece fabrics were found to have a lower bursting strength than plush fabrics due to the position of tuck and miss loops in their structures. 20 The impact of fiber content for face and fleecy yarns of three-thread fleece fabric on the fabric bursting strength was also evaluated. 21 The loop length, raw material, and blend used affected the bursting strength as well. Previous research showed that the bursting strength of cotton was greater than for acrylic and viscose used in knitted fabrics.22-24 Fabrics composed of compact yarn showed better strength performance than that of combed-ring fabrics, due to the greater breaking strength and elongation of compact yarn than that for combed yarn.25-27
Previous researchers conducted extensive work to determine the above mentioned properties of knitted fabrics. But they either focused on commercially-available single jersey and double jersey fabrics (e.g., plain jersey, single Lacoste, double Lacoste, and 1×1 rib), comparison of fleece and plush fabrics strength, or impact of base and loop yarn quality on three-thread fleece fabrics.1, 11,12,20,21 No methodological approach was taken to identify the effect of percent fiber composition and material behavior on three-thread fleece fabrics produced by a particular machine under optimized conditions. Therefore, knowledge of the production process and variable characteristics with regard to face, binding, and fleecy yarn of fleece fabrics is fragmented and limited. There is a need to have a clear understanding of the conditions affecting three-thread fleece properties using a multiple range of raw materials, so that selection and use of the products made from this fabric is appropriate and diversified.
This study provides data on some major physical properties, including width, areal density, bursting strength, dimensional stability, and pilling resistance of one of the most popular high-pile knitted fabrics. This study also reveals the effective performance conformities of four varying compositional three-thread fleece fabrics, where uniformity is maintained in yarn count, stitch length, machine conditions, manufacturing process, and environmental conditions.
Experimental
Material Selection and Preparation
Four weft-knitted three-thread fleece fabrics of various yarn compositions, but the same yarn count, were produced on a fleece machine having the same gauge and diameter. The fabrics were knitted in tubular form and then split. The fabric composition was varied by selecting different types of yarn used for face, binding, and fleecy yarns. The selected stitch lengths were 4.60, 3.60, and 1.60 mm respectively for face, binding, and fleecy yarn for all four samples. Detailed information for all produced samples are in Table I.
Sample Specifications a
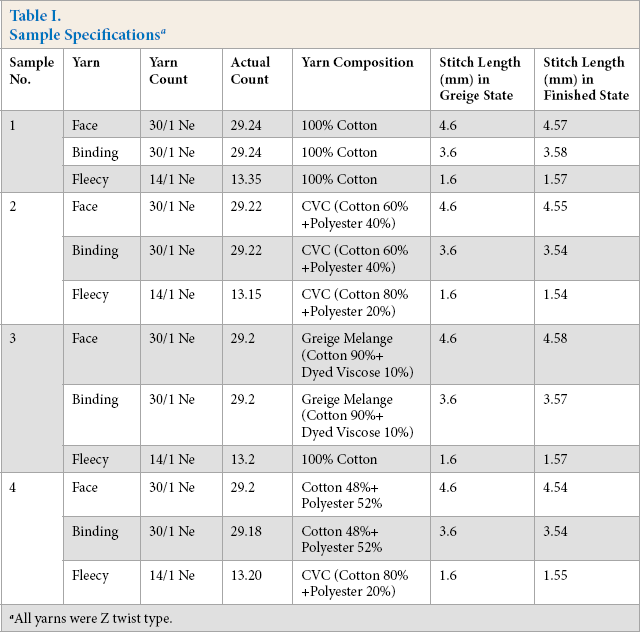
All yarns were Z twist type.
Yarn Parameters
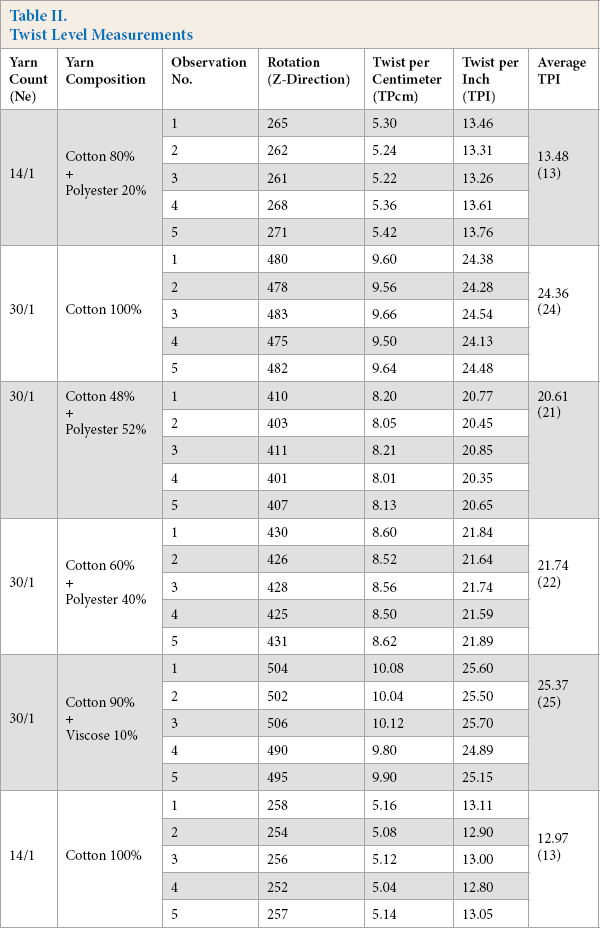
Although each sample was produced from yarn having the same yarn count and different compositions, the linear density and twist level for all types of yarn used was checked. For the same yarn count, the threads per inch (TPI) were nearly identical. Variation in the percent fiber composition for various yarns was attributed to various twist levels used to retain the desired fiber properties in the yarns. The actual value of the linear density for each yarn was checked by using the wrap reel and balance method (Table I). 28 Following the standard method ISO 7211-4, the TPI was calculated and is given in Table II. 29
Twist Level Measurements
Fabric Production
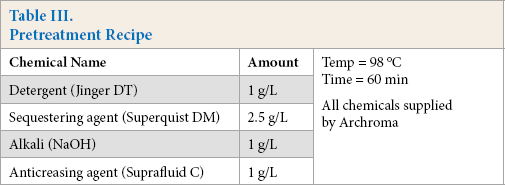
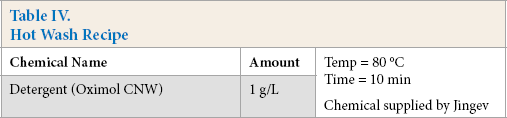
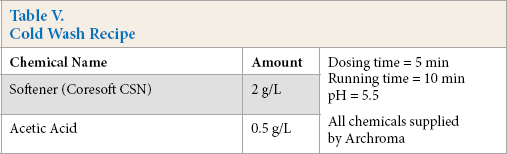
Sample fabrics were knitted on a Fukuhara brand fleece machine (Model MXC-DF3D). Each yarn was used to knit a length of knitted fabric from a knitting machine having a 30-in. cylinder diameter, 20 G gauge, and 90 feeders. After fabric production, the greige samples were delivered to the dyeing floor for pretreatment (Table III). After pretreatment, hot and cold washes were done respectively for all samples (Tables IV and V). A total of 32 kg of fabric was produced, using a material/liquor ratio (LR) of 1:10 in a total of 320 L of water was used in a winch dyeing machine (Athena S2 50H, Sclavos). Dyeing was not conducted as the dyeing process can tremendously alter the basic properties of fabrics, especially areal density, stitch density, and strength. 30 The current research was conducted to determine if there was any influence of fiber properties on a particular fabric structure, and if so, how much variation occurred. By including pretreatment and other washes, it was possible to obtain a well-treated finished sample without actually dyeing it, so that the outcome for different finished samples would be more influenced by fibrous parameters.
Pretreatment Recipe
Hot Wash Recipe
Cold Wash Recipe
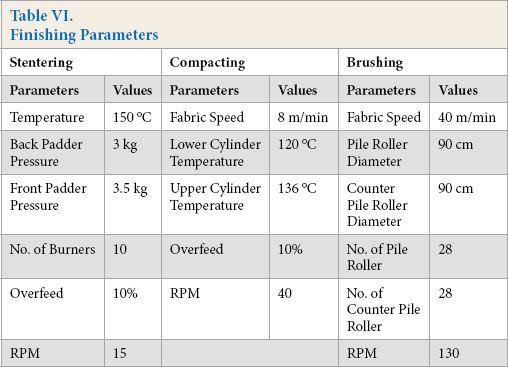
Next, a series of finishing machinery was used to obtain the finished sample. A stenter (Model VN-SFP-26/7-999, Bruckner), compactor (Model 10KS03593, Lafter), and brush machine (Model GRI 228, Lafer) were used, with the same process conditions for all samples (Table VI). Finally, 1.5 m of fabric from each finished sample was taken to the conditioning lab for all required physical testing.
Finishing Parameters
The main manufacturing process is described in Scheme 1.
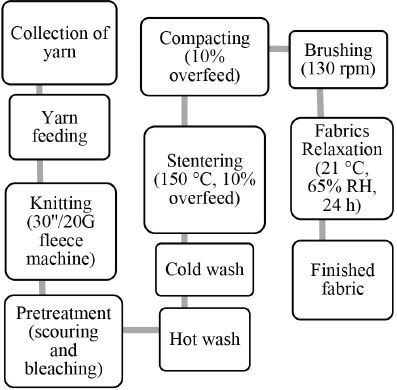
Tree-yarn fleece manufacturing process.
Fabric Testing
All samples were conditioned for a minimum of 24 h in the laboratory at 21 °C at 65% relative humidity (RH). All tests were conducted in accordance with international standards.
Fabric Width Measurement
Testing was done according to the ISO 22198 method. The width was measured by using a measuring tape. Ten specimens were taken from different places in each samples. The average of these width measurements was calculated for each sample. 31
Areal Density Measurement
Areal density for each sample was measured by following the ISO 3801 method. Samples were placed on a plastic board. Ten, the gram per sq. cm (GSM) board with samples was placed on the bottom plate of the cutter. After cutting the samples, the board was removed from the bottom plate of the cutter. Ten measurements were taken from different places in each sample. The areal density (g/m2) was then reported. 32
Pilling Resistance Measurement
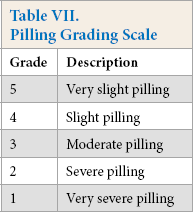
This test was performed according to the ISO 12945-2 method using a Martindale Pilling and Abrasion Tester (James Heal). During the testing process, the samples were evaluated after a specified number of cycle intervals (500, 1000, and 2000). Table VII describes the grading scale used for the evaluation, based on a photographic replica. 33
Pilling Grading Scale
Dimensional Stability Measurement
According to the ISO 6330:2012 method, 34 the dimensional stability of four fleece samples was evaluated individually after washing in a washing machine (Electrolux W5558, James Heal) running at a 53-rpm drum speed. Test specimen size was 50 × 50 cm for this method. Specimens were taken 5-cm away from the selvedge of each sample. Ten the template (used in industry) was placed on the fabric keeping the side of the template parallel to the lengthwise (wales) direction of the fabric. Tree pairs of reference marks, both in the length and width directions of the specimen, were marked, maintaining a distance of ∼35 cm between each pair. Finally, all specimens were sewn by over locking all edges using an overlock machine.
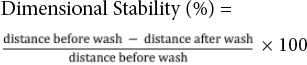
Sample washing was then performed using 10 g of detergent (ECE Reference Detergent 2: powder, non-phosphate, without optical brighteners and enzymes) for 45 min and line drying was carried out at room temperature (RT) for 24 h to dry the test specimens. Laying the dry specimens without tension on a fat, smooth horizontal surface, the distance between each pair of individual sample reference marks was measured and recorded. Finally, dimensional stability was calculated by Eq. 1. 34
Bursting Strength Measurement
The bursting strength of the four different compositional fleece fabrics was studied using the ISO 13938-2:1999 method. 35 For this test, a 200 × 200 mm specimen was cut at least 5 cm away from selvedge side of each sample. Using a Bursting Strength Tester (Model 142/3 DC, James Heal), the proper and accurate diaphragm pressure rate and force (kPa) required to burst the samples were obtained using a pressure gauge meter. The mean bursting strength for all three-thread fleece fabrics was then calculated. 35
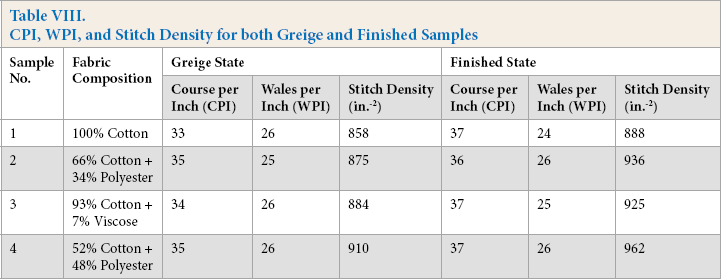
For all evaluations in this study, only the average values were reported from five replicate measurements for each of the four manufactured fabric samples. Wales per inch, courses per inch, and stitch density of all samples were determined for both greige and finished fabrics according to the ISO 7211-2:1984 method (Table VIII). 36
CPI, WPI, and Stitch Density for both Greige and Finished Samples
Results and Discussion
Fabric Width
The 100% cotton fleece fabric was wider than the other three samples and the width increased from greige to finished state (Fig. 2). In contrast, samples 2 and 4, where the percent of polyester fiber in the fabric was 34% and 48% respectively, had a shorter width than the others in the finished state. For the greige fabrics, all samples had a similar width due to being produced from same machine of equal diameter and gauge. During knitting, these were the main factors affecting the fabric width. However, after all finishing processes, changes in fabric width appeared more prominently. This was observed by the relative differences in standard deviations (SD) between greige and finished samples. The finished samples had greater overall SD values (0.6-1.2) than those of the greige samples (0.44-0.65); both of which were within the acceptable range.
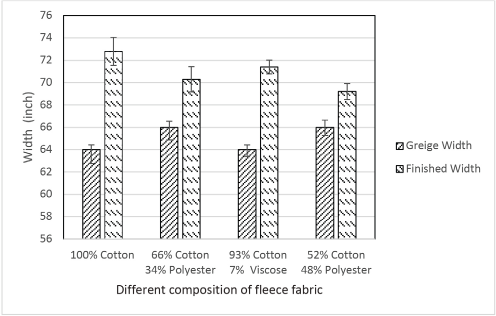
Comparison of greige and finished fleece fabric width.
All fabrics were passed into the stenter machine in a stretched condition at a constant width of 72 in. Due to heat treatment in the stenter machine, the polyester-containing fabrics shrank more than those containing cotton and viscose. During heating, the polyester molecules become free from orientation and relax through contraction. Finally, the molecules become stable in a certain position, allowing polyester fiber containing fabrics to behave like a spring. 37 Moreover, due to higher resiliency, improved shape retention, and elasticity in polyester fibers after heat treatment, the width of samples 2 and 4 became stable after stretching and could recover some of their previous width.38,39
Being a regenerated cellulose fiber, viscose shows more percent extension in the wet state as the cellulose macromolecules are short, with weak attraction between them. Therefore, when a force parallel to the fiber axis was applied to the regenerated cellulose fibers, bonds between the macromolecules weakened causing the fibers to break. Breakages of wet regenerated fibers took place more easily because of the swelling and sliding effects of water, which increased the elongation values in the wet state.40,41 Besides, both cotton and viscose fibers have poor resiliency and elongation when compared to polyester, which increased the difference in width as compared to cotton and its blends (between the greige and finished states), after being stretched to 72 in. in diameter in the stenter.39,42 Since samples 1 and 3 were cotton/viscose fiber blends, they showed a greater difference in width between greige and finished states; these samples attained less width recovery after finishing.
Areal Density
When using the same machine and process parameters, the areal density of the knitted fabric tested ultimately varied in wales per inch and course per inch. As all three-thread fleece fabrics were produced using a particular machine diameter and a machine gauge having almost the same yarn count and stitch length, but with various yarn compositions, differences appeared in stitch density mainly because of actual count variations and inherent variations in the various fibers to the same process treatments.
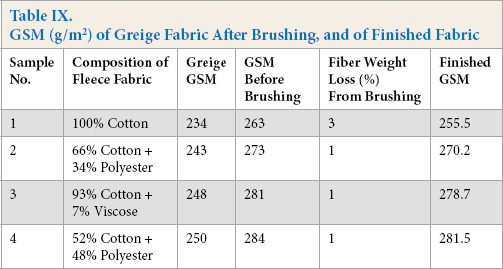
All four samples showed very little change of areal density in the greige state compared to the finished samples (Fig. 3). However, both the greige and finished GSM values of sample 1 were less than those for all other samples. The actual yarn count of 100% cotton yarn varied a lot as compared to the blended yarns (Table I). A small fractional alteration in count could make cotton yarn finer than yarns of similar linear density but with different composition. This results in lower WPI and CPI values; and ultimately a lower stitch density of the resulting 100% greige cotton fabrics. Furthermore, as a natural fiber, cotton has more impurities, which were washed out during the pretreatment process, than viscose and polyester fiber. The percent weight loss of cotton fiber after brushing was also the greatest (Table IX), having an inherently shorter staple length. 42 All of these factors led to sample 1 having a lower stitch density, and the lowest greige and finished GSM, than the other samples.
GSM (g/m2) of Greige Fabric After Brushing, and of Finished Fabric
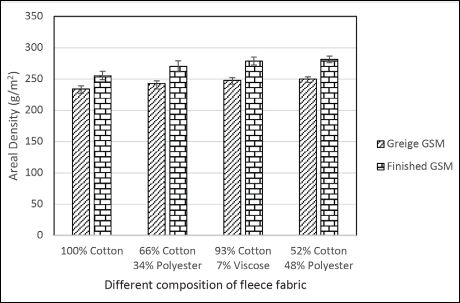
Comparison of greige and finished GSM among various compositions of fleece fabrics.
In contrast, the addition of polyester fiber to cotton raised the finished GSM value of samples 2 and 4 by 11% and 12.5% respectively, as compared to 100% cotton. During heat treatment, the polyester-containing yarn shrank, reducing the stitch length (Table I), increasing the areal density of these two samples in the finished state as compared to the greige state. For the same reason, the areal densities of sample 2 and 4 fluctuated more in the finished state as compared to the greige state, based on the large difference in SD value between the greige and finished states.
The presence of only 7% viscose fiber with cotton led to a greater than 12% increase in GSM in sample 3 from the greige to finished state due to the greater percent moisture regain of viscose. 43
Pilling
With regards to pilling performance, the results showed various ratings of pilling resistance for different samples due to the various fiber compositions. Pilling is the result of several factors such as fiber properties, yarn and fabric structures, and finishing processes. As mentioned earlier, all parameters were held constant except for fiber composition, which strongly impacts pill formation. Since pilling occurs in a stepwise fashion, namely fuzz formation, entanglement tendency, and pill wear of, a major change in the rate of fuzz formation (the first step) has the greatest effect on pilling. Therefore, any property which alters the amount of fuzz produced will have a pronounced effect on pilling. The entanglement tendency is less important to pilling than fuzz formation. However, pill wear of does play an important role. This is the mechanism by which pilling is controlled in many fabrics. 44 Evaluation of cotton, polyester, and viscose fabrics to fuzz formation tendency is shown in Table X.
Fuzz Formation Tendency of Different Fibers
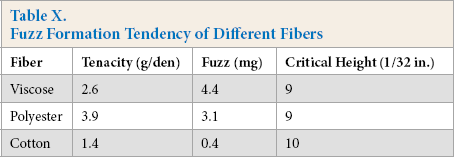
The critical height value of the fiber, below which the sample does not pill under the conditions of the standard pill test, expresses the entanglement tendency of different fibers. 44 Cotton has a very low fuzz formation value (Table X) and therefore, less pilling due to having high tenacity and high resistance to abrasion. Cotton containing samples 1 and 3 showed better pilling resistance even after several cycles (Fig. 4).
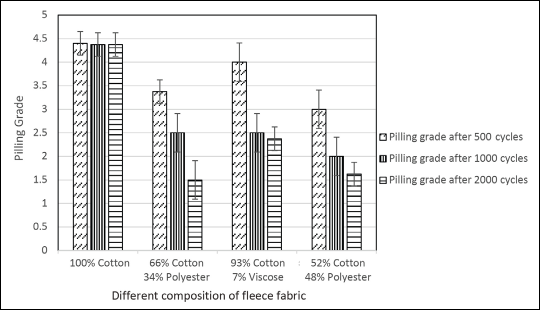
Representation of pilling performance of all samples after 500, 1000, and 2000 cycles.
Polyester has less fuzz formation tendency than viscose, due to its exceptional strength and abrasion resistance. Polyester has a lower rate of pill wear of as well, whereas viscose pilling built up to a high level and then fell of quite rapidly due to its extremely low flex life (i.e., the ability of a fiber to withstand flexing, bending, and twisting) and moderate strength. As a result, polyester-containing samples 2 and 4 showed deteriorating pilling performance after all three types of cycle phases (500, 1000, and 2000 cycles). The presence of polyester fiber led to the deteriorating pilling strength of fleece fabric, whereas cotton and viscose fiber improved it.
Bursting Strength
Samples containing polyester fiber had greater bursting strength than the other fabrics tested (Fig. 5). The bursting strength of sample 2 was 19% and 15.5% greater than that of samples 1 and 3, having around 5% and 1% greater stitch densities, respectively. The bursting strength of sample 4 was 55% and 18% greater than that of samples 1 and 3, containing 8% and 4% more stitches, respectively, per unit area. When force was applied, a greater number of stitches met the applied bursting strength in polyester-contained fabrics. Also, the number of stiches per unit area for samples 2 and 3 were noticeably varied, which ultimately affected their individual strength in various areas of the fabrics. Furthermore, polyester itself possess high strength, which affects the strength of the individual yarns. 42 Pure cotton fleece fabric had the lowest stitch density as well as GSM, which presented less stitches to resist the applied force. 45 The presence of 7% viscose fiber in sample 3 made its bursting strength greater than sample 1, but less than samples 2 and 4 for the same reason. Tough twist influences the strength of yarn to a large extent, there was a small deviation of TPI in the samples tested (Table II). Thus, no significant effect was observed due to TPI. The values of stitch density for all samples are shown in Table VIII.
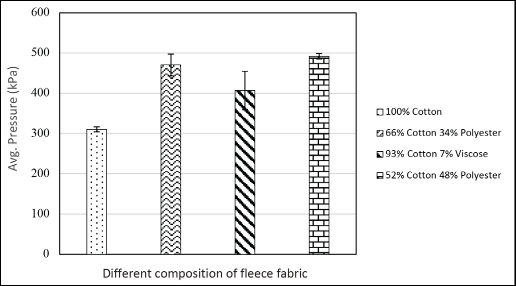
Comparison of bursting strength among various fabric compositions.
Dimensional Stability
The dimensional stability of the fleece fabrics tested were generally good due to their high GSM, as obtained values were within the acceptable range (0-5% total shrinkage in both directions) as shown in Fig. 6. The maximum value of SD for lengthwise and widthwise shrinkage were only 0.78 and 0.65 for all fleece fabrics tested. All fleece fabrics tested were exposed to similar loads, in both wale and course wise directions, during each of the respective brushing and stentering processes (Table VI). Nonetheless, varying behavior was observed in dimensional stability due to the various fiber compositions. Figs. 6a and b showed that samples containing polyester fiber had the lowest percent shrinkage in both lengthwise and widthwise directions. This was due to the dimensional stabilization of polyester to heat exposure, resisting shrinkage at high temperatures if held there for a short period. 38 Therefore, after the heat treatment process, samples 2 and 4 were stable and performed well in the dimensional stability test. Percent shrinkage in the width direction was slightly greater than in the length direction for the cotton/polyester blends. This was due to greater width direction stretching of fabrics in the stenter, which led to greater recovered percent width extension of polyester-containing fabrics after relaxation.
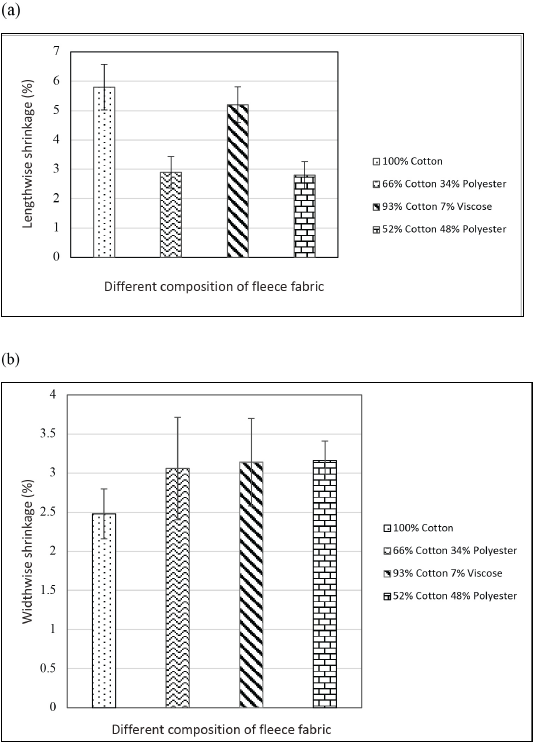
Representation of dimensional stability in terms of percent shrinkage in both (a) lengthwise and (b) widthwise directions.
The 100% cotton fleece had greater percent shrinkage in the lengthwise direction than in the widthwise direction. After being exposed to longitudinal stretching during brushing, it shrank more lengthwise than widthwise when relaxation was performed. Longitudinal force was applied after lateral force in the finishing stage. If cotton fabrics are stretched in the finishing process, they tend to relax back creating shrinkage. 42 In sample 3, the addition of viscose fibers with cotton provided greater percent longitudinal shrinkage and less percent lateral shrinkage. This percent longitudinal shrinkage was greater than that of samples 2 and 4. It was reported that in the wet state, regular viscose fiber increased in length about 5%, and in diameter from 30% to 40%. 46 After de-swelling during the stentering process, the lateral reduction would be less than that of the longitudinal reduction. Because, after drying at RT, the residual moisture remained in the viscose-containing fabric to some extent. Other factors, namely greater extensibility and lower moduli of viscose fibers did not prompt sample 3 to recover more percent extension laterally after washing, even after exposure to greater tension during stentering and brushing. 47
Conclusion
The presence of the cellulosic, regenerated cellulosic, and synthetic fibers in fleece fabrics tested in this study affected stitch density, areal density, and bursting strength, but pilling resistance and dimensional stability were only slightly affect-ed. The three-thread fleece samples having only cotton yarn had low stitch densities, which reduced areal density and bursting strength, but gave good pilling performance. Fleece fabrics containing polyester and or viscose yarn had better strength and higher GSM, but poor resistance to pilling.
The dimensional stability of three-thread fleece fabric was quite good, irrespective of its various compositions and with better results in widthwise shrinkage than in lengthwise shrinkage, as it was a heavy and comparatively balanced pile-knitted fabric. This current research focused on the behavior of only three diverse fibrous yarn fabrics that were most commonly-used in fleece fabric production. Due to the increasing demand for fleece fabric apparel, the study of changes in significant properties affected by fabric fiber composition will be useful to textile technologists and manufacturers. Fleece fabrics of other various fiber compositions should also be studied.