
Abstract
Pilling resistance characteristics of rayon and rayon/cotton fabrics was improved by combining anti-piling and resin finish using a statistical technique. A 2332-mixed level factorial design was chosen. Five factors were selected: anti-pilling agent and resin finish (at three levels), and fabric blend ratio, fabric weave, and curing method (at two levels). Two response variables— pilling before and after wash—were analyzed at the sixth level using contour and interaction plots. A high pilling grade (4.5) was achieved on plain rayon and rayon/cotton fabrics using one concentration range of anti-pilling agent and resin finish (normal or shock cure), and for satin fabric using a different concentration range of anti-pilling agent and resin finish. Normal curing gave good pilling grades compared to those using shock curing.
Introduction
Consumers of textile goods not only require comfort, but functional and aesthetic properties as well. 1 From the comfort point of view, fabrics made of natural fibers such as cellulosic fibers are desirable. However, from the aesthetic point of view, wrinkle and pill free appearance of the fabric is usually demanded. Cotton is one of the most commonly used cellulosic fibers in textile. Another regenerated cellulosic fiber, rayon, has gained importance over the years because of its extraordinary characteristics. 2 When it comes to aesthetic appeal, both fibers lack in wrinkle and pilling performance. The wrinkle recovery of rayon fiber is worse than that of cotton. 3
Pilling is the formation of small balls on the fabric surface that mainly develop due to abrasion. The pilling of fabrics is a complex phenomenon consisting of different stages, which is subjective and includes several factors. The type of fiber and its cross-sectional shape, type of yarn and spinning method, fabric type (knitted or woven), weave type, and constructions and finishes used for improvement, play vital roles in the pilling characteristics of fabrics.4–9
Pilling is undesirable and is one of the major problems in home textile and apparel products. It has an accelerating influence on the removal rate of fiber from yarn structures that tends to reduce the service life of fabrics.4,10 Different spinning systems produce yarns of variant structure that may influence pilling resistance.4,11 Due to the differences in spinning systems, ring-spun yarns have ∼20-40% higher hairiness than open-end spun yarns. 5
The surface density of polyester, cotton, and their 70/30 blend, produced in plain, twill, satin, matt, and diamond weaves, are dependent on fiber type, yarn count, pick density, and weave structure. Due to the slack cover factor of a finer yarn, pills form more swiftly compared to coarser yarns. Plain weaves have a compact structure, which has more resistance to pilling than twill and satin due to their slack configuration, which facilitate fibers coming out and increased pilling. 12
Chemical finishes, including use of crosslinking agents, also play a very important role in improving the pilling and surface appearance of fabrics. These agents increase the pilling resistance by better abrasion of the pills. 13
Chemical finishes have been used for reducing the pilling of textiles. In one such study, a polyester/viscose knitted fabric, when treated with various blends of aminoplast (melamine formaldehyde and dimethylol dihydroxyethyleneurea (DMDHEU)) resins along with crosslinking agent, had durable anti-pilling properties. A central composite design (CCD) was used to determine the resin concentration, whereas response surface methodology (RSM) was used to optimize the levels of different variables. 14
Different anti-pilling finishes can reduce fabric pilling; however, the rate of improvement of various finishes was not the same. In one such study, various finishes were tested at four different pH levels (3.5, 4.5, 5.5, and 6.5). The data were analyzed statistically using M-Sat Microcomputer with a completely randomized design. It was concluded that among all the anti-pilling finishes, Appretan N9211 at 80 g/L gave the best result with a pilling grade of 4.5 at all pH levels. In general, different pH values did not have a significant effect on the pilling tendency of polyester/cotton fabric. 15
The pilling performance of rayon and rayon/cotton plain and satin fabrics was evaluated using different finishing processes. It was concluded that Appretan N9211 helped to increase the pilling resistance without significantly changing the tensile, tear, and Berger whiteness of the fabrics. 16
Anti-pilling and resin finish methods have not been used in combination to improve pilling resistance at various concentrations and using different curing methods. Combining anti-pilling and resin finishes can not only improve pilling resistance of the fabric, but also improve wrinkle recovery, may allow reduction of the anti-pilling agent concentration, and save production time.
In this study, pilling properties of rayon and rayon/cotton fabrics were evaluated by combining anti-pilling and resin finishes using various concentrations and curing methods. The statistical technique of mixed level factorial design was used. This statistical method will give insight into the process and help predict the best process parameters to improve pilling resistance.
Experimental
Fabric
The 100% rayon and 50/50 rayon/cotton plain and 5-end satin fabrics were used in the study. The rayon was made from bamboo cellulose and was purchased from Sapphire Textile Mills Ltd. Similar construction was adopted for both fabrics, which consisted of 76 ends and 68 picks per inch and the yarn count was 30's (Ne) ring spun in both warp and weft directions. Weaving was done at the GulAhmed Textile Mills Pvt. Ltd. The fabrics were pre-treated without singeing at Yunus Textile Mills Pvt. Ltd., according to industrial standards.
Chemicals
Finishing chemicals were obtained from Archroma. Appretan N9211 was used as anti-pilling agent. It is a non-ionic acrylate copolymer dispersion and behaves as a self-cross-linking agent. The resin finish recipe contained Arkofix NF (DMDHEU based resin, a cyclic urea derivative in water), citric acid, Ceralube PIP softener (secondary polyethylene, non-ionic softener to improve tear strength and provide soft handle), and Catalyst FM (inorganic salt-magnesium chloride solution in water to give better tear strength).
Application Methods
The finishing liquor was prepared in one bath. The chemicals were weighed in particular concentrations, made up in 1 L of water, and stirred thoroughly before padding. Tree concentrations (40, 100, and 150 g/L) of Appretan N9211 and Arkofix NF were used. The Catalyst FM concentration used was 25% of the concentration of Arkofix NF, whereas, Ceralube PIP and citric acid were kept at 20 g/L and 0.3 g/L respectively in all recipes.
The fabric was finished using pad-dry-shock cure and pad-dry-cure methods. Shock curing is a fixation process that uses dry heat at an elevated temperature, usually 170–180 °C for less than 60 s, depending on the material. For pad–dry-shock curing, the fabric was padded at 80% pickup, dried for 5 min at 130 °C, and shock cured at 170 °C for 30 s. For pad-dry-curing, the fabric was padded at 80% pickup, dried for 5 min at 130 °C, and cured at 150 °C for 3 min.
Fabric Evaluation
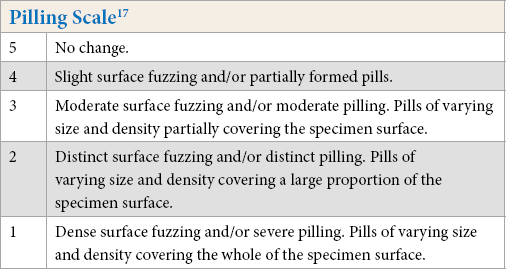
Rayon and rayon/cotton fabrics were evaluated using standard test procedures. The pilling resistance before and after fabric washing was tested using ISO 12945-217 at 2000 rubs using a Nu-Martindale pilling and abrasion tester. The pilling assessment was done in a dark room following the standard requirement of light and pilling scales. 18 Fabric washing was carried out as per ISO 6330. 19 The fabric was washed in a Wascator washing machine at 40 °C and dried in a tumble dryer at low heat using the normal cycle. The fabrics were conditioned under standard conditions (20 ± 2 °C and 65 ± 2% relative humidity (RH)) after tumble drying. Each response variable was tested with two sets of replicates with a standard deviation of ±1%. The samples were tested under standard atmospheric conditions.
The scales for pilling grades before and after washing were assigned using standard replicas with the following interpretation.
Pilling Scale 17
Experimental Design
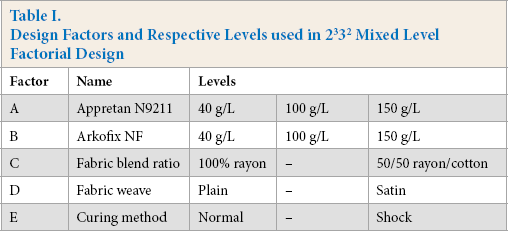
A 2332 mixed factorial design was selected to investigate the effect of influencing factors. The experimental model and their respective levels are given in Table I. Five factors were used: Appretan N9211, Arkofix NF, fabric blend ratio, fabric weave, and curing method. These factors have been represented by A, B, C, D, and E respectively. Factors A (Appretan N9211) and B (Arkofix NF) were evaluated at three different levels (40, 100, and 150 g/L), C (fabric blend ratio) was evaluated at two levels (100% rayon and 50/50 rayon/cotton), D (fabric weave) was evaluated at two levels (plain and satin), and E (curing method) was also evaluated at two levels (normal cure and shock cure).
Design Factors and Respective Levels used in 2332 Mixed Level Factorial Design
According to the 2332 model, there were 72 runs with each run repeated twice, hence the total number of runs was 144. Trials were carried out in random order corresponding to the design matrix (Table available from the author by request). The results were analyzed using Design-Expert 8.0.1 (Stat-ease, Minneapolis, MN, USA).
Results and Discussion
The anti-pilling and resin finishing of 100% rayon and 50/50 rayon/cotton were evaluated by the 2332 mixed level factorial design. The pilling of rayon and rayon/cotton was poor in singed and unsinged states. 14 Therefore, unsigned plain and satin fabrics were treated with the finishing recipe. The purpose of using unsinged fabric was to save energy, increase the production rate, and reduce lead time.
The analysis of variance (ANOVA) of significant model terms for pilling before and after washing is given in tables available from the author by request. The p-value of both models was less than 0.05, which suggests that the models were significant. Regression equations (Eqs. 1 and 2) are given to explain the relationship between two or more variables of interest. 19 The main interaction plots for pilling before and after wash is discussed in Figs. 1a–c to 2a–d and Figs. 3a–d to 4a–b, respectively.
Analysis of Pilling before Wash
The sixth model (i.e., the response variable has the highest degree of six) has been selected for the analysis of pilling before wash. The details of ANOVA for significant factors and interaction terms are available from the author by request. The model p-value was <0.0001, which was less than 0.05, implying that the model was significant. In this case A, C, D, E, AB, AD, CD, CE, DE, ABD, ABE, CDE, A 2 B, ABCE, ABDE, A 2 BD, A 2 BE, ABCDE, A 2 BCE, A 2 BDE, and A 2 BCDE were significant model terms. The lack of ft F-value of 0.31 suggests the lack of ft was not significant relative to the pure error. The predicted R 2 of 0.7493 was in reasonable agreement with the adjusted R 2 of 0.878. Adequate precision of 19.93 specified an adequate signal. The plots of significant interactions of AB, AD, and CD for pilling before wash are shown in Figs. 1a–c to Figs. 2a–d. The significant interaction plot reveals that the pilling resistance of rayon and 50/50 rayon/cotton was dependent on the interaction and curvature effect of Appretan N9211 and Arkofix NF concentrations, fabric weave, blend ratio, and curing methods. The contour plot (Fig. 1a) for pilling resistance of rayon /cotton plain fabric shows that the highest pilling grade of 4.5 was achieved at various concentrations of Appretan N9211 and Arkofix NF starting from the lowest concentrations of 40 g/L of Appretan N9211 and 100 g/L of Arkofix NF. For rayon/cotton satin finished with normal curing (Fig. 1b) the highest pilling grade of 4.5 was achievable with 90 g/L of Appretan N9211 and 60 g/L of Arkofix NF. For satin fabric finished by shock curing (Fig. 1c) the maximum pilling grade of 4 was achievable with 110–150 g/L of Appretan N9211 and greater than 40–50 g/L of Arkofix NF.
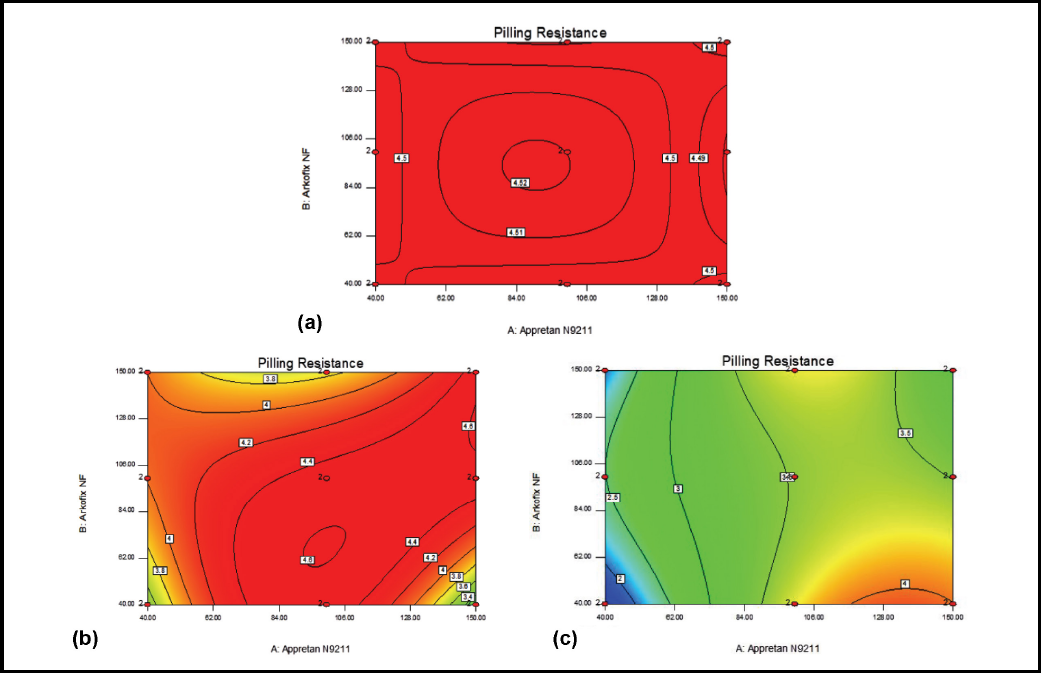
Contour plots for pilling resistance verses Appretan N9211 and Arkofix NF. (a) Plain–normal cure, (b) satin-normal cure, and (c) satin-shock cure.
The pilling resistance of rayon/cotton plain weaves with normal curing (Fig. 2a) showed good improvement in pilling grade (4.5) at all concentration of Appretan N9211, whereas pilling resistance of satin fabric showed improvement (grade 4 or above) using an Appretan N9211 concentration of 100 g/L or greater. The same trend can be observed for rayon/cotton fabric that was shock cured (Fig. 2b). This difference in concentration in improving the pilling of plain and satin is due to the slack configuration of satin fabric. 14 The slack structure is due to the long float on the satin fabric used in this research (i.e., 5 harness—one weft yarn passes over four warp yarns). Since the graph of interaction CE and DE depicted the same trend as CD, it is not shown here. It is evident from Fig. 2c that the pilling resistance of rayon and rayon/cotton improved significantly (grade 4.5) after finishing using normal curing. Whereas, using shock curing (Fig. 2d), the 50/50 rayon/cotton satin pilling rating was reduced to grade 3–4). The reduced regression equation based on significant interactions has been shown in Eq. 1.
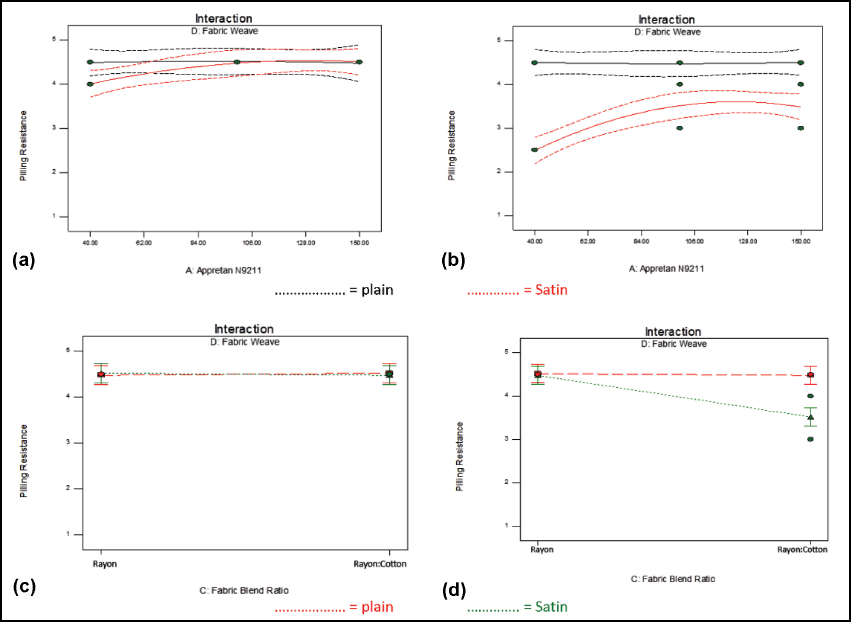
Effect of interaction plots for pilling resistance. (a) Plot AD– normal cure, (b) plot AD-shock cure, (c) plot CD-normal cure, (d) plot CD-shock cure.

Analysis of Pilling after Wash
The sixth model was selected for the analysis of pilling after washing. The details of ANOVA for significant factors and interaction terms are available from the author by request. The model p-value was <0.0001, which was less than 0.05, implying that the model was significant. A, B, C, D, E, AD, AE, BD, CD, CE, DE, A 2 , ABC, ADE, BCE, CDE, A 2 D, AB 2 , B 2 C, ABCD, BCDE, A 2 B 2 , A 2 CE, AB 2 D, AB 2 E, B 2 CD, A 2 B 2 C, A 2 B 2 D, AB 2 DE, and A 2 B 2 CD were significant model terms. The lack of ft F-value of 1.93 suggests the lack of ft was not significant relative to the pure error. The adequate precision of 25.945 specified a satisfactory signal.
The graphs of significant model terms have been presented in Figs. 3a–d to Figs. 4a–b. The significant factors and interaction plots illustrate that pilling after washing was dependent on the concentrations of Appretan N9211 and Arkofix NF, type of weave, blend ratio, and curing method. The pilling resistance of plain fabrics was satisfactory for all concentrations of Appretan N9211 (Fig. 3a–d). However, a pilling grade of 4 or more was achievable at the Appretan N9211 concentration of 90–130 g/L for satin fabrics with normal curing (Figs. 3a–c). Furthermore, it is evident from Fig. 3d that pilling after washing of rayon/cotton satin was the poorest with shock curing; a pilling grade of 2.8 was achievable at 150 g/L of Appretan N9211. The interaction plot BD in Figs. 4a–b shows that 50/50 rayon/cotton satin with shock curing was affected by the concentration of Arkofix NF and a concentration >130–150 g/L was desirable to achieve a pilling grade of 3 or above. The interaction plot BD for rayon fabrics followed the same trend as depicted in Fig. 3d for both normal and shock cured fabrics. Moreover, the reduced regression equation based on significant interactions is shown in Eq. 2. Predicted R 2 of 0.9033 was in reasonable agreement with the Adjusted R 2 of 0.9599.
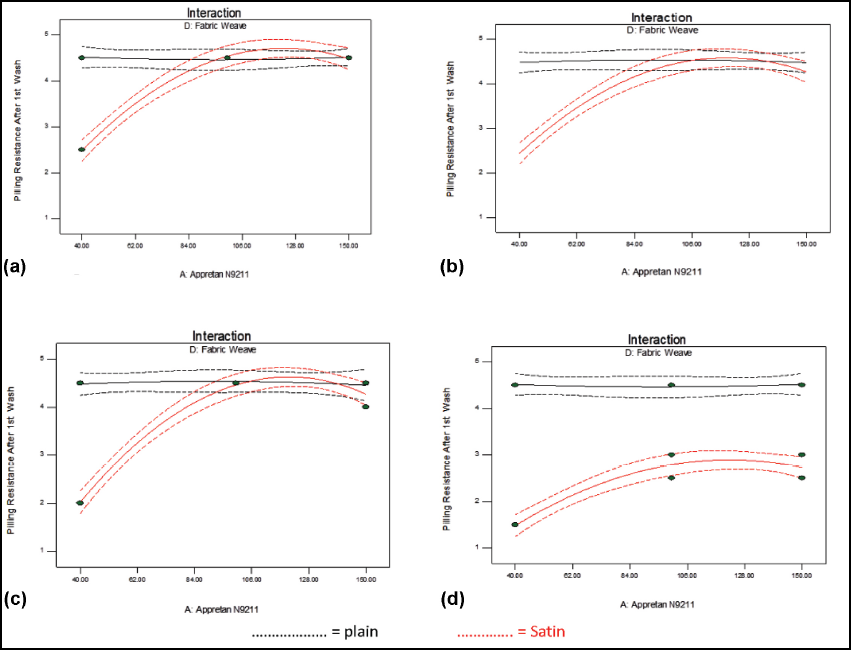
Effect of interaction plot AD for pilling after wash. (a) 100% rayon-normal cure, (b) 100% rayon-shock cure, (c) 50/50 rayon/ cotton-normal cure, and (d) 50/50 rayon/cotton-shock cure.
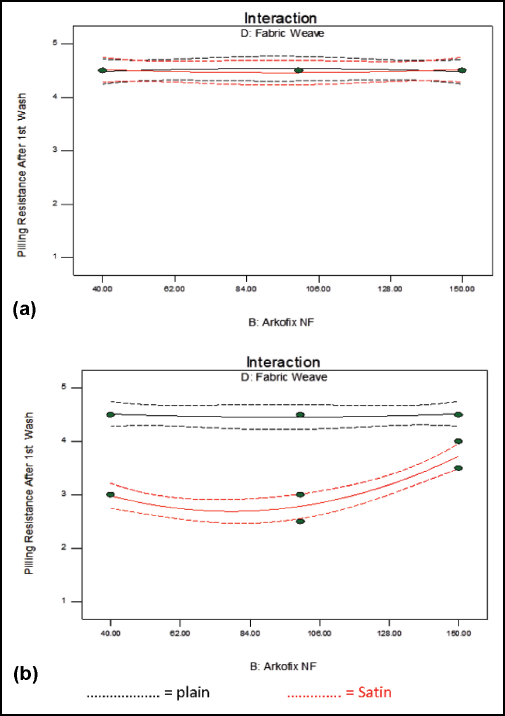
Effect of interaction plot BD for pilling after wash. (a) 50/50 rayon/ cotton-normal cure and (b) 50/50 rayon/cotton-shock cure.

Conclusions
The pilling and wrinkle recovery of 100% rayon and 50/50 rayon/cotton fabrics is poor. The purpose of combing anti-pilling and resin finishes was not only to improve these characteristic of the fabrics, but to also reduce the production time and to investigate the effect of these finishes on other physical properties of the fabrics.
In this research, detailed statistical analysis of the significant factors showed the effect of each factor on the pilling resistance before and after washing of 100% rayon and 50/50 rayon/cotton fabrics. The fitted regression equations of two response variables modelled the relationship of every factor on the finishing process. The interaction plots of fabric weave, blend ratio, Appretan N9211, Arkofix NF, and curing methods revealed that pilling of rayon and rayon/cotton fabrics could be improved up to grade 4.5 by applying anti-pilling agent and resin. However, it was difficult to state one single condition for all the fabrics tested as high pilling grade depended significantly on the concentration of Appretan N9211, Arkofix NF, and the curing method. It was concluded that a high pilling grade (4.5) before and after washing of plain weave fabrics was possible using 40 g/L of Appretan N9211 and 40–100 g/L of Arkofix NF with normal or shock curing. Whereas, for satin weave fabrics, the concentration of Appretan N9211 varied from 90–150 g/L, Arkofix NF ranged from 40–60 g/L, and normal curing was the most suitable curing procedure. The graph of model adequacy shows that the hypothesis of normality and independency were not violated. The regression equation modelled the relationship of each factor with the finishing process. Furthermore, the Predicted R 2 values were in reasonable agreement with the Adjusted R 2 values, which ensured that the models accounted for most of the variability.
The effect of anti-pilling and resin finishing on the pilling resistance of 100% rayon and 50/50 rayon/cotton fabrics was discussed. In future work, the effect of finishing on crease recovery, tensile/tear strength, whiteness, yellowness index, and light fastness of 100% rayon and 50/50 rayon/cotton fabrics will be reported.
Footnotes
Acknowledgement
The authors express their earnest thanks to Yunus Textiles Mills Ltd. for extending their support by pre-treatment of the fabrics and Archroma Pakistan for allowing us to carry out the necessary experimental work. This research was funded by NED University of Engineering & Technology.