
Abstract
Bags of nonwoven fabrics with good air or water permeability are widely used in fruit agriculture due to their porosity. However, vegetables or fruit in bags often rot, a problem caused by the water permeability of the bags in high-moisture environments. Therefore, to improve the water repellency of polypropylene (PP) nonwoven fabric bags for fruit, a water-repellent treatment was applied by the surface deposition of a film composed of a water-repellent agent and a crosslinking agent. The effect of the waterproof bags made of PP spun-bonded nonwoven fabric on the grape growth microenvironment was investigated. This study provided technical inspiration for the development of related plant protection products using nonwoven engineered after-treatments.
Introduction
Grape bagging is important for high production, quality cultivation, and the management of grape crops. It can also improve the smoothness of the fruit surface and reduce pesticide exposure.1,2 Bad weather and high temperatures can easily cause fruit diseases, such as sunscald or fruit rot in China's pluvial region. 3 Poor air and moisture permeability of the bags are associated with these problems. Paper bags are used in large quantities in grape production due to their low price. However, they are easily broken. Bags made of polypropylene (PP) spun-bonded nonwoven material are gradually being used in fruit cultivation activities, as covers in greenhouses and other field uses because of their recyclable and non-polluting features, low price, and good performance.4,5 In vineyards, bags made of PP spun-bonded nonwoven, with their solid fiber networks, have good ventilation properties and reduced sunlight penetration. Bags can regulate environmental changes during the fruit growth process.
Previous studies reported that bags made of spun-bonded nonwoven fabric reduced the effect of extremely bad weather conditions, such as high temperatures and relative humidity (RH) on fruit, by 20% to 80% compared to paper bags. 6 Bags protect the berries from damage and rot. However, the growth of grapes requires ideal temperature and humidity conditions (i.e., 30–40 °C and 40–60% RH) inside the bags for photosynthesis. Water permeability can cause fruit bacterial infections if rain penetrates the fruit bags or bags break due to bad weather. 7 Therefore, the water repellency of the bags needs to be further improved.
In this study, the effect of the water-repellent agent concentration, the crosslinking agent, and the film formation process (i.e., the time of infiltration and the baking temperature) on the performance of fruit bags were analyzed. Subsequently, their water repellency, ventilation, light transmittance, and breaking strength were also investigated by orthogonal experimental optimization. Through a grape bagging experiment in the vineyard, light intensity, temperature, and humidity, were measured during the grape-growing process. The impact of the fruit microenvironment on the quality of the fruit was investigated. In this article, the research found that when the water repellency grade of the PP spun-bonded nonwoven bags was up to 8 (where 8 indicated the highest water repellency rating on a 0 to 8 scale), bags greatly improved the internal natural microenvironment during grape growth and resulted in a low grape rot rate. Use of waterproof PP nonwoven bags have widespread applications in the market for various field fruit bagging needs due to their cost-efficiency, reusability, and easy manufacture compared to paper bags.
Experimental
Materials
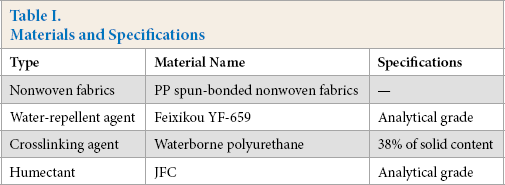
PP spun-bonded nonwoven fabric (Jiangsu Suzhou Dingli Chemical Fiber Co. Ltd.), water-repellent fluoride agent (Feixikou YF-659, analytical grade; Ying Fengda Textile Auxiliaries Industrial Co. Ltd.), waterborne polyurethane cross-linking agent (38% solid content, Qingdao Jieente Chemica), fatty alcohol-polyoxyethylene ether (JFC) humectant of (analytical grade; Linyi Green Sen Chemical Co. Ltd), and deionized water (Xi'an Sino-US Environmental Protection Technology Co. Ltd.) were used in this study. Paper bags with the same sunlight transmittance as PP spun-bonded nonwoven fabric were used (Anhui Shanying paper Co. Ltd.). The materials are presented in Table I.
Materials and Specifications
Methods
Water-Repellent Treatment
The water-repellent treatment process is illustrated in Fig. 1. The water-repellent treatment solution was prepared by mixing a designated concentration of Feixikou YF-659 fluoride, 2 g/L of JFC humectant, and a designated concentration of water-borne polyurethane. Then, the PP spun-bonded nonwoven was immersed in the water-repellent treatment solution at 30 °C for a designated time. Subsequently, the sample was pre-baked at 80 °C for 5 min using a vacuum oven (China Shanghai Heng Technology Instrument Co. Ltd.), and was finally baked at different temperatures for 3 min.
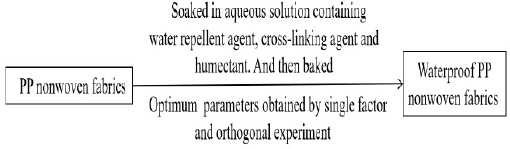
The process of water-repellent treatment for PP nonwoven fabrics.
The PP spun-bonded nonwoven fabrics treated with the water-repellent treatment solution were then rinsed with 1 g/L of detergent at 40 °C for 15 min. The fabrics were finally dried at 30 °C and used in subsequent bagging experiments. Water-repellent treatment conditions were optimized by an orthogonal experiment using Statistical Product and Service Solutions software (SPSS).
Making Bags and Bagging
Pieces of water-repellent PP spun-bonded nonwoven fabric (35 × 30 cm) were made into bags by tailoring and sewing. The bagging experiment was carried out on muscat grapes from Dawei Town, Anhui Province, China during the annual growth cycle from July to September. Five clusters of grapes with the same average weight and receiving the same amount of light on every vine were selected, and put into water-repellent PP spun-bonded nonwoven bags, PP spun-bonded nonwoven bags, and paper bags while on the vine during grape growth. Grapes growing under natural conditions were used as a control group for comparison.
Surface Wetting Properties of PP Spun-Bonded Nonwovens
According to GB/4745-1997-Textile Fabric Resistance to Surface Wetting, Spray Method, 8 the contact angle of the PP fabric with water was measured using a JC2000D type contact angle measuring instrument (Beijing Instrument Technology Co. Ltd.).
Water Repellency Grades of PP Spun-Bonded Nonwovens
According to AATCC TM193-2004, 9 the test standard solution was made by mixing isopropanol and deionized water in different proportions (volumes), followed by dripping onto the fabric surface and the surface wettability was observed. The water-repellent grade was determined and each sample was measured an average of five times.
Air Permeability of PP Spun-Bonded Nonwovens
The appropriate nozzle and aperture sizes were selected from the GB/T5453-1985-textile fabric permeability test standard, 10 and five points on each fabric were tested using the YG (B) 461E digital fabric permeability tester (China Wenzhou Daren Textile Instrument Co. Ltd.), after which, the measurements were averaged.
Vapor Permeability of PP Spun-Bonded Nonwovens
Deionized water (20 g) was added to five beakers, and the beakers were covered with 10 × 10 cm samples and sealed with a ring splint. Then, the beakers were placed in an oven at 37 °C for 24 h, and the water mass remaining after evaporation was weighed. The vapor-permeability was measured at 24 h and per unit area.
Light Transmittance of PP Spun-Bonded Nonwovens
The light transmittance of the bags was tested using a Digital Illuminance instrument (China Shanghai Precision Instrument Co. Ltd.) and the transmittance percentage was calculated as shown in Eq. 1.

E0 is the light intensity outside the fruit bag (lux) and Ei is the light intensity inside the fruit bag (lux).
Breaking Strength of PP Spun-Bonded Nonwovens
According to GB/T19976-2005-determination of textile bursting strength of the steel ball method, 11 the dry and wet fabric breaking strength were tested using a YG (B) 026D-250-type electronic fabric strength testing machine (Wenzhou Darong Textile Instrument Co. Ltd., China).
Scanning Electron Microscopy (SEM) Analysis
The surface morphology of PP spun-bonded nonwoven fabrics was imaged by scanning electron microscopy (HitachiX-650, Japan) operated at 5.0 k V. All samples were conductively plated with gold sputtering before imaging.
Effect of Light Intensity, Temperature, and Humidity on Grape Growth
The light intensity test was performed with a digital illuminometer (Shanghai Precision Instrument & Meter Co. Ltd., China), as well as an electronic thermometer and hygrometer instrument (Beijing Science and Technology Development Co. Ltd.). Probes were placed both inside and outside the fruit bags to record the light intensity, temperature, and humidity changes during an entire day in the vineyard.
Grape Quality Testing
Sampling was conducted to test the rot rate of the fruit and the intrinsic quality of the fruit ripening process. The criteria that determined grape rot was the appearance of brown depression disease spots, soft rot, or a gray moldy layer on the grapes. Eventually, a black sclerotium grows on the surface. The fruit rot percentage was calculated as shown in Eq. 2.

S is the percentage of rotten fruit (%), N is the number of rotten grapes per cluster (grain), and M is the number of grapes per cluster in total (grain).
Each grape was weighed on an automatic photoelectric balance (Beijing Cyprus Instrument Co. Ltd.). The total sugar content in the grapes was determined by anthrone colorimetry. 12 Total acid content was measured by neutralization titration with 0.1 M NaOH, and the concentration of vitamin C (Vc) was measured in vitro by UV spectrophotometry (UV-3600, Japan Shimadzu Instrument Company).
Results and Discussion
Water-Repellent Agent Effect
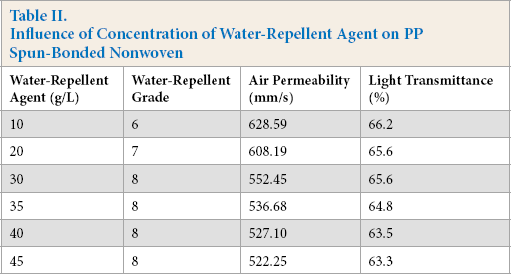
The properties of PP spun-bonded nonwoven fabrics treated with different concentrations of water-repellent agent at 5 g/L of crosslinking agent, 15 min of infiltration time, and 120 °C of baking temperature are shown in Table II. As the concentration of the water-repellent agent increased, the water repellent grade of the nonwoven fabric became greater due to the denser water-repellent waterborne polyurethane film that thinly formed on the fabric surface. However, when the concentration of the water-repellent agent gradually increased, the air permeability of the fabric decreased. When the concentration of the water-repellent agent was 40 g/L, the water repellent grade, air permeability, and light transmittance of the fabric changed slightly, indicating that the film containing the water-repellent agent firmly linked the water-repellent agent and the nonwoven fabric surface. Therefore, a high water repellent grade of the nonwoven fabric was achieved.
Influence of Concentration of Water-Repellent Agent on PP Spun-Bonded Nonwoven
Cross-Linking Agent Effect
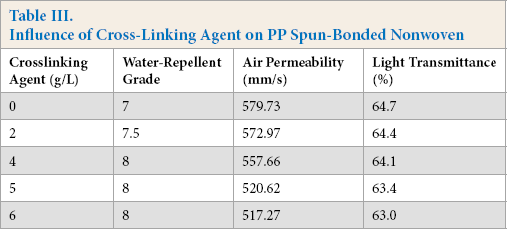
The properties of PP spun-bonded nonwoven fabric treated with different concentrations of crosslinking agent are shown in Table III. At higher concentrations of waterborne polyurethane (40 g/L of water-repellent agent, 15 min of infiltration time, and 120 °C baking temperature), the water repellent grade of the fabric increased, indicating a compact water-repellent film among the fibers on the fabric surface. However, higher concentrations of waterborne polyurethane also decreased the ventilation and light transmittance of the non-woven fabric. At concentrations of waterborne polyurethane greater than 6 g/L, the water-repellent treatment solution was unstable and prone to forming precipitation-agglomerated flocculent particles in the solution. 13 Therefore, formation of the water-repellent waterborne polyurethane film was affected by the dosage of waterborne polyurethane used as a crosslinking agent that made a connection between the water-repellent agent and fabric surface. 14 Water repellency of the waterborne polyurethane film was significantly enhanced by the addition of a water-repellent agent with hydrophobic groups, resulting in the low surface energy of the waterborne polyurethane film.
Influence of Cross-Linking Agent on PP Spun-Bonded Nonwoven
Infiltration Time Effect
The properties of PP nonwoven fabrics treated at various infiltration times are given in Table IV. When the infiltration time was short, the water repellency was poor due to the low amount of waterborne polyurethane and water-repellent agent attached to the nonwoven fabric. This resulted in a small amount of clumpy, water-repellent waterborne polyurethane film with low waterproofing capacity. At longer infiltration times, the gaps in the fibers were wholly filled with water-repellent treatment solution, enhancing the water repellency film area on the fabric surface, while simultaneously decreasing the ventilation and light transmittance properties of the nonwoven fabrics. When the infiltration time was prolonged to 15 min, the fabric properties changed little because the water-repellent treatment solution became saturated on the fabrics at 40 g/L of water-repellent agent, 5 g/L of crosslinking agent, and 120 °C baking temperature. In this study, the water repellency film formation process was conducted by baking after the infiltration process.
Influence Infiltration Time on Bag Properties
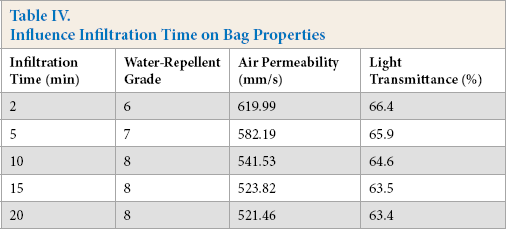
The infiltration time was increased and a JFC humectant was added to the water-repellent treatment solution to facilitate the infiltration of waterborne polyurethane into gaps in the fibers. Therefore, the PP spun-bonded nonwoven fabric was resistant to water due to hydrostatic pressure, which was caused by the water repellent film that formed on the surface of the fibers.
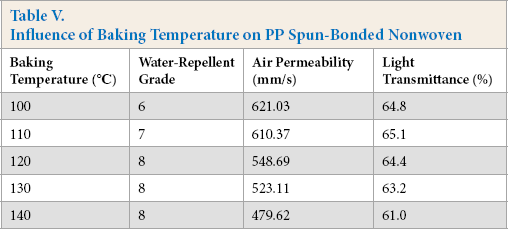
The properties of PP spun-bonded nonwoven fabrics treated at various baking times are illustrated in Table V. The samples were baked for 3 min at various temperatures using 40 g/L of water-repellent agent, 5 g/L of crosslinking agent, and 15 min of infiltration. With a relatively low temperature used at the beginning, the water repellency was not ideal. However, when the baking temperature reached 120 °C, the film layer on the fabric surface formed rapidly and the water repellency increased remarkably. When the baking temperature was increased above 120 °C, the water repellent grade of the samples changed modestly due to the embrittlement and shrinkage of the water-repellent waterborne polyurethane film. The linkage between the water-repellent film and the fabric surface during the baking treatment process was also affected, so baking temperature plays an important role in the film formation process.
Influence of Baking Temperature on PP Spun-Bonded Nonwoven
Optimization by Orthogonal Experiment
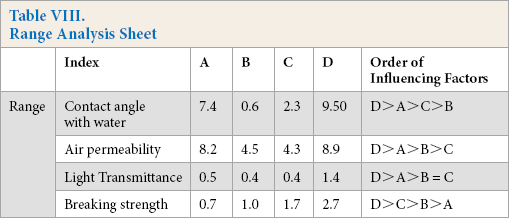
Based on the above experiments investigating the effects of single factors, the synergistic effects among four factors were determined by orthogonal testing using SPSS. Their effects on the contact angle with water, light transmittance, air permeability, and breaking strength were analyzed. The factors and levels are shown in Table VI. Higher values in the range analysis indicated that a factor had a greater impact on the bag properties. The effects of the factors on the fabric performance were determined and the water-repellent treatment parameters from the single factor tests were further optimized in the orthogonal experiment.
Form Factors
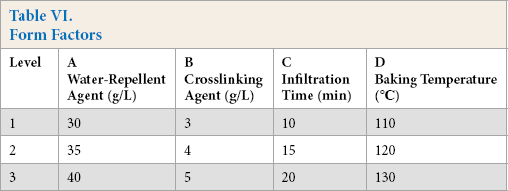
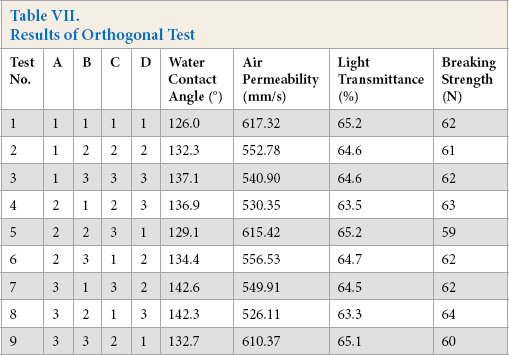
The results are shown in Tables VII and VIII. The factors arranged in order of greatest to least effect were D, A, C, and B. Water-repellent waterborne polyurethane film formation on the surface of the fabric was the main reason for the water repellency. The water-repellent film formed by crosslinking was directly affected by the baking temperature, therefore, an appropriate baking temperature was needed to form a uniform and dense water-repellent film layer. The concentration of water-repellent agent affected the surface energy of the water-repellent membrane. The infiltration time and the concentration of the crosslinking agent determined the diffusion of the water-repellent agent and the stability of the water-repellent waterborne polyurethane film, respectively. Moreover, from the mean calculation and analysis, the optimal conditions for the water-repellent treatment were A3, B3, C1, and D3.
Results of Orthogonal Test
Range Analysis Sheet
Morphologic Analysis
SEM images of the sample surfaces under optimal conditions are shown in Fig. 2. Overall, the original PP spun-bonded non-woven fabric at 400× magnification showed a smooth surface (Fig. 2a). This was different from the treated PP spun-bonded nonwoven fabric, whose water-repellent waterborne polyurethane film on the fabric surface was formed through treatment with a water-repellent solution at a baking temperature of 130 °C. When the PP spun-bonded nonwoven fabric was treated with different crosslinking agents, the surface was clearly covered with a layer of water-repellent waterborne polyurethane film with varying areas. At a crosslinking agent concentration of 3 g/L (Fig. 2b), a water-repellent film formed and adhered to the fibers. The fabric also had many gaps at low concentrations of crosslinking agent and maintained good air permeability, which was the same as the original PP spun-bonded nonwoven fabric. However, when the concentration of crosslinking agent was high (Figs. 2c and d; using 4 g/L and 5 g/L crosslinking agent respectively), the air permeability of the PP spun-bonded nonwoven fabric was unsatisfactory because the integrated water-repellent film on the fabric surface lacked gaps.
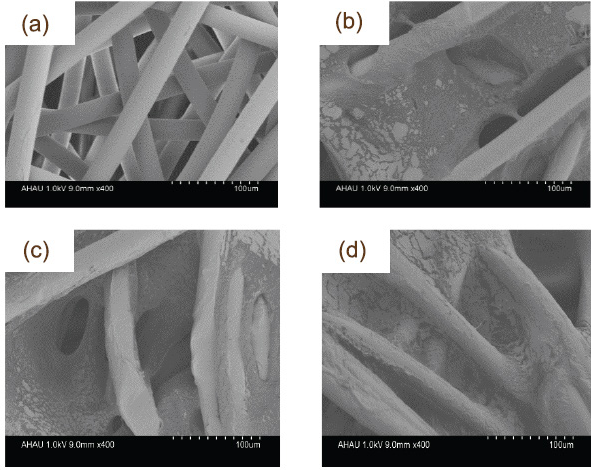
SEM images of (a) original PP nonwoven, and PP nonwovens treated with (b) 3 g/L cross-linking agent, (c) 4 g/L cross-linking agent, and (d) 5 g/L cross-linking agent.
Performance Analysis of Bags
The quality of the fruit bag was determined by analyses of air and vapor permeability, wet strength, light transmittance, and ventilation. 15 The properties of the fruit bags treated under optimal process conditions indicated by the orthogonal test are shown in Table IX, where the treated bags were compared to bags made of paper and the original PP spun-bonded nonwoven fabric. Compared to the original PP spun-bonded nonwoven fabric, the water repellency grade of the treated PP spun-bonded nonwoven bags increased by 50%. The air permeability and light transmittance decreased by 18.6% compared to paper and 4.8% compared to the untreated nonwoven bags. The surface density (g/m2) of the bag was increased by the formation of water-repellent waterborne polyurethane film on the treated PP spun-bonded nonwoven bags. The air permeability, light transmittance, and breaking strength (dry or wet) for PP spun-bonded nonwoven bags showed significant increases compared to the paper bags. Specifically, the air permeability and light transmittance values were 65× and 1.7× higher than those of paper bags, respectively. When wet, the breaking strength of bags made of PP spun-bonded nonwoven fabric and paper decreased 6.5% and 62.1%, respectively. The vapor permeability of the treated PP nonwoven bag was only reduced by 5% compared to the PP nonwoven bag. Therefore, the treated PP nonwoven bag maintained a proper wet environment inside the bag, conducive to grape growth. The results showed that the PP spun-bonded nonwoven bags treated with the water-repellent agent were more suitable for fruit bagging in the vineyard than the untreated PP nonwoven and paper bags.
Bag Properties

Grape Growth Microenvironment Analysis
Strong sunlight and extreme weather with high ambient temperature or humidity are the major reasons for fruit sunscald and fruit rot.16,17 Changes in illumination intensity, temperature, and humidity after bagging with various bags were investigated inside or outside the bags used in grape bagging tests in the field. The tests were conducted with digital illuminance equipment, as well as temperature and humidity meters, with fruit grown under natural conditions used as a control group. Illumination intensity, temperature, and humidity on grapes were determined inside the bag from 8:00 to 18:00 of the day. The illumination intensity, temperature, and humidity of the control grapes were similar to the results from probes put outside the bags; that is, the grapes grew under natural conditions.
The variations in light intensity during the grape growth day is shown in Fig. 3. The light intensity increased at first, then fell from 12:00 to 18:00 inside and outside the bags. The illumination intensity range of the bagged group was less than that of the control group. Light directly participates in the biochemical process of grape sunscald. Ultraviolet light from the sun can degrade chlorophyll, which turns the surface of the fruit brown as carotenoids are synthesized. 18 Meanwhile, high temperature aggravates fruit sunscald. However, shading of the bags can reduce the sunlight intensity inside the bags. The curves show that the light intensity in water-repellent spun-bonded nonwoven PP bag was less than the untreated PP bag, but greater than the paper bag. The sunlight intensity was 35∼40 lux from 12:00∼14:00 in the afternoon inside the water-repellent bag. Appropriate conditions in the bags mitigated the effects of changes in sunlight intensity and ensured the transportation and continued photosynthesis production from the grapes. Importantly, the PP water-repellent spun-bonded nonwoven fabric bag reduced the occurrence of rotten fruit without elevating the temperature due to its greater porosity than paper bags. The permeability and durability of paper bags was poor, so they are easily broken and vulnerable to high moisture damage in bad weather. These features make paper bags an uneconomical choice.
Sunlight intensity on grapes inside the bag from 8:00-18:00 of the day (*direct measurement for control grapes as no bag was used).
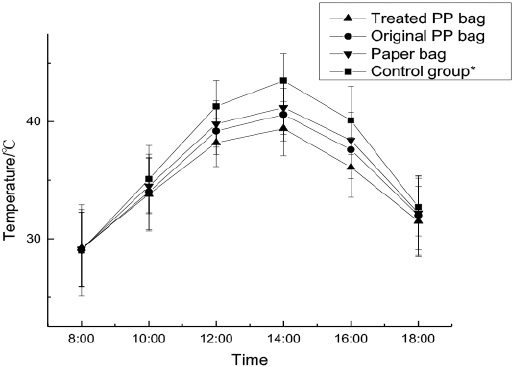
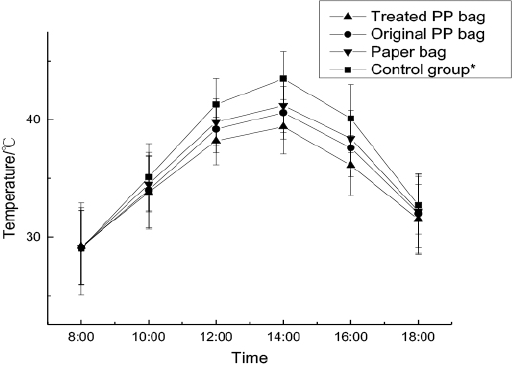
The changes in temperature and humidity in the bags are shown in Figs. 4 and 5. The temperature rose first and then dropped, while the corresponding humidity changed in reverse (i.e., it was low at first, and then rose). In the natural environment, the high temperature weather was accompanied by low humidity. But in the bag, the temperature and humidity changed slightly when compared to the natural climate. For example, the highest temperature was 37.6 °C at 14:00 and the lowest humidity was 39% at 14:00 outside the bag. The temperature inside the bag was much lower than outside the bag. The highest temperature and the lowest humidity in the original PP bag and water-repellent bag were 36.9 °C and 42%, and 36.1 °C and 45%, respectively. The PP nonwoven bags, with their excellent air permeability, effectively reduced the negative effects of extremely bad weather on grape growth, such as high temperatures in the summer. Bags made of water-repellent PP nonwoven fabrics allowed for the necessary temperature and humidity for fruit growth, rather than accelerating fruit transpiration at high temperatures. However, the paper bags accelerated the generation of dehydrated cells in the fruit skin, causing the browning or the non-enzymatic browning of sunscald. The temperature and humidity of the water-repellent PP bags and ordinary PP bags slightly varied and produced greenhouse effects on the fruit growth.19,20 In summary, the water-repellent PP bags effectively decreased the sunscald of fruit and the amount of rotten fruit by promoting a microenvironment favorable for grape growth.
Temperature of grapes inside the bag from 8:00-18:00 of the day (*direct measurement for control grapes as no bag was used).
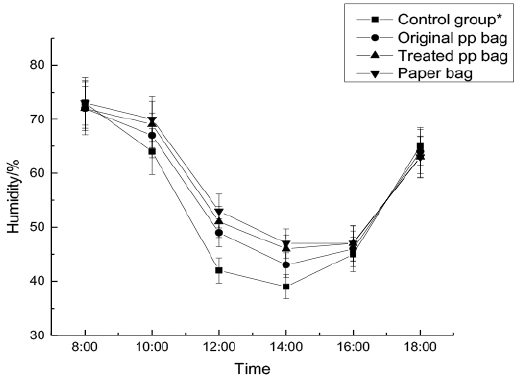
Humidity of grapes inside the bag from 8:00-18:00 of the day (*direct measurement for control grapes as no bag was used).
Fruit Bag Type and Grape Quality
The quality of grape berries from water-repellent PP nonwovens, untreated PP nonwovens, and paper bags are shown in Table X. Compared to untreated PP and paper bags, the proportion of rotten fruit in the water-repellent PP bags significantly decreased (8.0% in the paper bags, 5.2% in the PP bags, and 2.0% in the water-repellent PP bags). There were evident changes in total sugar content, the quality of single fruit, titratable fruit acid, and the Vc content. Compared to paper bags, the favor of the fruit in the water-repellent PP bags was better because the ratio of sugar to acid increased. 16 The rate of rotten fruit in the fruit bagged by water-repellent PP nonwoven bags decreased and the total sugar content increased by 50%. There were also differences in the weight of the single fruit and Vc content in grapes in the different environments. Grapes bagged by water-repellent PP nonwoven bags in the vineyard had excellent features with crystal clear, bright-colored peels and large fruit.
Effect of Fruit Bag Materials on Fruit Quality

Conclusions
After water-repellent treatment, the water repellency of PP spun-bonded nonwoven fabric used for grape bagging was significantly improved. The results of optimization of experiments indicated the impact of factors in the order of greatest to least effect and their optimal technological conditions were 130 °C baking temperature, 40 g/L of water-repellent agent, 10 min of infiltration time, and 3 g/L of crosslinking agent. The results showed that the water-repellency grade of treated nonwoven fabric was doubled and the air permeability decreased by 16.2%. The light transmittance and breaking strength under wet or dry conditions decreased slightly compared to the original nonwoven PP fabric. The water-repellent PP spun-bonded nonwoven bag had excellent air permeability, light transmission, and wet strength.
The bagging experiment showed that the microenvironment of grape growth in the waterproof PP bags was well regulated. Compared to other bags, the water-repellent nonwoven PP bags greatly decreased the proportion of rotten grapes. The weight, shape, and favor of the single fruit were improved by bagging. Waterproof nonwoven PP bags will save grape bagging costs because they are reusable and the cost was reduced by one third compared to traditional PP bags. Moreover, the water-repellent treatment is facile and treated bags significantly improved the quality of the fruit. Thus, the use of waterproof nonwoven PP bags may spread to applications in other markets and may even replace the use of paper bags.
In the future, we will apply waterproof nonwoven PP bags to all kinds of fruit bagging. Reductions in pesticide used in the field and disease resistance will be analyzed when waterproof PP nonwoven bags are used for fruit growth.
Footnotes
Acknowledgment
The authors express gratitude to Ping Gong, manager of the Hefei Metropolitan Ecological Agriculture Co. Ltd. and staff for assistance with the bagging experiments.