
Abstract
Polypropylene spunbond, spunbond/meltblown/spunbond, and spunlace fabrics of 35 and 50 g/m2 weight are tested for barrier properties against microorganisms and liquid or body fluids to estimate their suitability for surgical gowns. The fabrics are also treated with different levels of antibacterial and fluorochemical finishes in a single bath using pad-dry-cure method. Liquid barrier properties of samples are analyzed by water impact penetration, hydrostatic pressure test, and blood repellency test. Parallel streak method is used to measure the antibacterial activity on the fabric samples with Staphylococcus aureus. The fabric samples are also analyzed for air permeability and stiffness. It is observed that spunbond/meltblown/spunbond fabric of 35 and 50 g/m2 weight offer sufficient liquid barrier properties for level 2 protection as per the Association for the Advancement of Medical Instrumentation barrier protection classification. Spunlace and spunbond fabrics of 35 and 50 g/m2 weight offer only level 1 protection. Spunbond/meltblown/spunbond fabrics are poorest in terms of comfort, because of their higher stiffness and lower air permeability values; spunlace fabric offers the highest air permeability and lowest stiffness force. Spunbond/meltblown/spunbond fabric samples with 4% and 7% fluorochemical finish and 1.5% antibacterial finish can provide level 4 protection. Spunbond fabrics require 4% and spunbond/meltblown/spunbond fabrics require 1% fluorochemical finish to achieve level 2 protection.
Introduction
Surgical gowns are used by doctors and nurses as protective clothing in the operation theater to prevent the spread of bacteria from patients to surgical staff and, therefore, reduce the incidence of hospital acquired infections [1,2]. All human blood and other body fluids are treated as infectious to human health; act as a carrier and transport the bacteria through the fabric, which can cause serious illness or death [3]. During surgical procedures, surgeons may be exposed to sprays of blood or other body fluids containing pathogens. Several researchers have reported a direct correlation between wetting by liquids and bacterial penetration of surgical drape and gowns [4–10]. Therefore, surgical gowns address a dual function of preventing transfer of microorganisms and body fluids from the operating staff to the patient and also from patient to operating staff [11].
AAMI protection levels for surgical gowns.
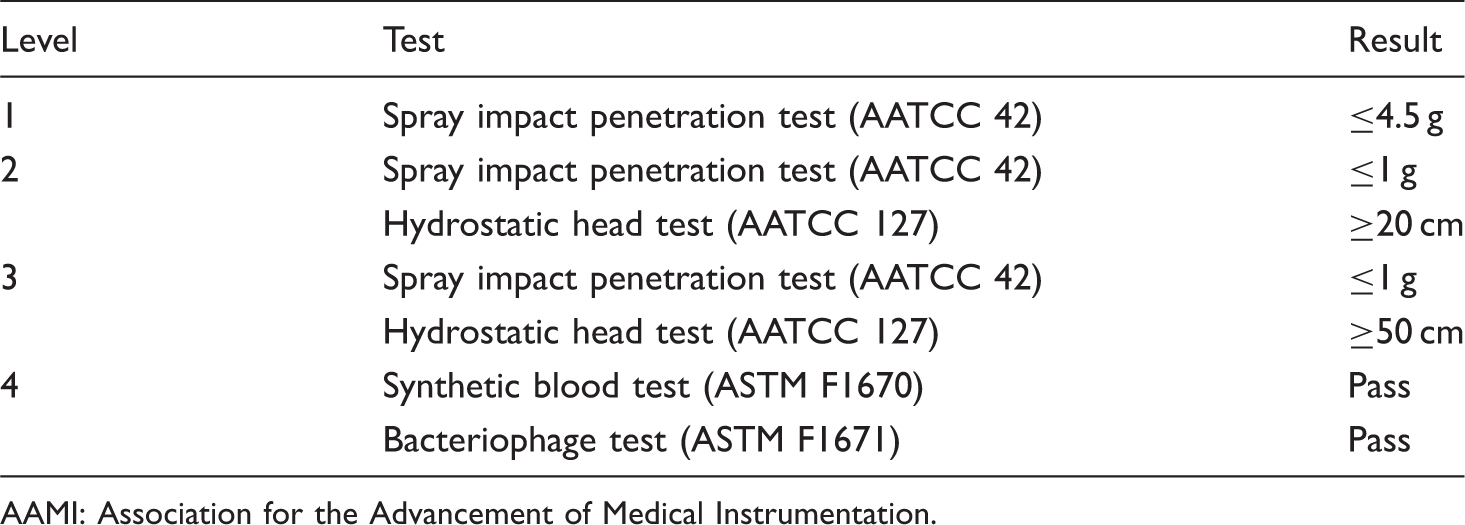
AAMI: Association for the Advancement of Medical Instrumentation.
Laufman et al. tested various disposable surgical gown fabrics for bacterial penetration of Serratia marcescens. All the fabrics made from single-layer spunlace, a single-layer wet laid, a scrim reinforced, a fiber reinforced, and a spread tow plastic failed in bacterial penetration during long exposures to liquid [20]. Moylan and Kennedy and Baldwin et al. reported that nonwoven surgical materials with superior bacterial resistance contribute to a reduced incidence of post-operative infections. Leonas [21] and Leonas and Jinkins [22] studied the bacterial transmission on commercially available disposable gown fabrics using Staphylococcus aureus and Escherichia coli. The gowns were made of wood pulp/polyester spunlaced fabrics and polypropylene spunbond/meltblown/spunbond (SMS) fabric in single/double layers. The results showed that all fabrics resist the bacterial transmission, except one of the single-layer wood pulp/polyester fabrics. Smith and Nichols studied various types of disposable gown fabrics made from wood pulp/polyester spunlace and polypropylene SMS. The evaluated gowns were a single-layered fabric, reinforced fabric, and a fabric reinforced with impervious material [13]. It was observed that gowns reinforced with impervious fabric had no liquid penetration. All the reported studies were conducted on either liquid barrier or bacterial transmission on different materials. None of the studies have considered the comfort characteristics of the surgical gown materials.
In general, surgical gowns reinforced with films, coatings, or membranes meet the standards, but these liquid proof gowns inhibit heat loss and evaporation of sweat from the surgeon’s body making them uncomfortable during long hours of surgical procedure. Therefore, fabric for surgical gowns and amount of liquid resistance should be carefully selected so that the comfort properties are not significantly compromized. Montazer and Rangchi [23] studied the effect of simultaneous antibacterial, water, and blood repellent finishes on disposable nonwoven fabrics of polypropylene, polyester, and viscose, respectively. It was observed that 1% of antibacterial fiinish was enough to produce good antibacterial effect on the fabrics, whereas 2% fluorochemical was required to produce the liquid repellent property. Huang and Leonas reported the optimum levels of antibacterial and fluorochemical finishes for polypropylene SMS and a wood pulp/polyester spunlaced nonwoven fabrics. In all the studies, the optimum levels of antibacterial and fluorochemical finishes have been suggested for different fabrics based on liquid barrier and antibacterial resistance. Comfort characteristics of the fabrics have not been considered by the researchers in optimizing the finishes.
In this study, suitability of spunbond, SMS, and spunlaced nonwoven fabrics of different fabric weights (with and without fluorochemical and antibacterial finishes) for surgical gowns has been analyzed in terms of barrier properties, air permeability, and stiffness. Effect of different add-on levels of waterproof and antibacterial finishes has also been studied on these properties.
Experimental
Materials
Spunbond, SMS, and spunlace nonwoven polypropylene fabrics of 35 and 50 g/m2 weight are used in the study. Apexical waterproof 268, a slightly cationic fluorochemical is used to impart the repellent properties against liquids of lower surface tension. Zycrobial antibacterial finish, quaternary ammonium salt based compound is used as antibacterial finish.
Methods
The water repellent and antibacterial finishes are applied on the same fabrics in a single bath. Both the chemicals are miscible in a test tube after heating and stirring for 5 min. Three add-on levels of antibacterial finish (1%, 1.5%, and 3%) are co-applied with different levels of fluorochemical finishes (1%, 4%, and 7%) to the nonwoven fabrics.
The most widely used method for application of chemical solution, i.e. the pad-dry-cure process is used for the application of finishes. The fabric samples are immersed in the bath followed by padding through squeezed rollers at a pressure of 41.37 N/cm2, to remove the excess liquid. Each fabric sample is padded with the solution twice to ensure the even distribution of solution. After padding, the fabric is dried at 110℃ for 2 min and then cured at 160℃ for 2 min. The spunbond, SMS, and spunlace fabrics of 35 and 50 g/m2 weight before and after finishing are tested for water repellency, antibacterial activity, air permeability, and stiffness. Impact penetration test is performed according to AATCC test method 42. A 178 × 330 mm2 sample with pre-weighted blotting paper is placed on an inclined surface at an angle of 45° (Figure 1).
Impact penetration for different fabric samples: (a) spunbond; (b) SMS; and (c) spunlace. SMS: spunbond/meltblown/spunbond.
One end of the specimen is clamped under the spring clamp at the top of inclined stand. Another clamp of 0.4536 kg is clamped to the free end of sample. A 500 mL of distilled water is poured in the funnel of the tester and is allowed to spray onto the specimen from a height of 60 cm. The amount of water passing through the fabric is given by the change in weight of the blotting paper, which is used as an indication of water repellency of fabrics. Hydrostatic head test is performed according to AATCC test method 127. A test specimen mounted under the orifice of a conical well is subjected to water pressure constantly increasing at 10 ± 0.5 cm/min until three leakage points appear on its surface (Figure 2). The higher the column height achieved before appearance of third water droplet on fabric surface, higher is the water resistance of the specimen.
Hydrostatic head test for SMS fabric sample. SMS: spunbond/meltblown/spunbond.
The fabrics which are resistant to water may not be able to restrict the passage of human blood during surgical procedures. Resistance of fabrics to the penetration of synthetic blood is performed according to the ASTM F1670 test method. The surface tension of natural blood is 0.042 N/m, whereas water has a surface tension of 0.072 N/m. Synthetic blood is prepared from distilled water, surfactant, and red dye. A fabric specimen of 7 × 7 cm2 is mounted in the test cell and a retaining screen was placed on the sample to prevent its expansion during the test. The test cell bolts are tightened to 13.6 Nm. The test cell chamber is filled with 60 mL of synthetic blood and specimen is subjected to synthetic blood at the ambient condition for 5 min. The air pressure is raised to 1.38 N/cm2 of pressure for 1 min, after that the air pressure is released and returned to ambient condition for 54 min. The penetration of synthetic blood is monitored through viewing chamber.
Parallel streak method is used to determine the antimicrobial property of the fabric samples according to AATCC test method 147 using S. aureus, a pathogenic gram positive bacterium. Specimens of the test material, including corresponding untreated controls of the same material, are placed in intimate contact with growth agar, which has been previously streaked with the test organism. After incubation, a clear area of interrupted growth underneath and along the sides of the test material indicates antibacterial activity of the specimen. In this test, five streaks of S. aureus are inoculated onto nutrient agar plate approximately 60 mm in length, spaced 10 mm apart covering the central area of petri dish without refilling the loop. The fabric specimen of 40 mm diameter is placed in intimate contact with the agar previously streaked with the inocula of S. aureus. The plate is incubated at a temperature of 37℃ for 24 h.
Fabric weight and fabric thickness are measured according to ASTM standard D3776 and D5736, respectively. Fabric stiffness is measured according to ASTM standard D4032 by circular bend procedure. The circular bend procedure gives a force value related to fabric stiffness, simultaneously averaging stiffness in all directions. A plunger of 25.4 mm diameter forces a flat, folded swatch of fabric through an orifice of 38.1 mm in a platform of 102 × 102 × 6 mm3. The stroke length of the plunger is 57 mm and the maximum force required to push the fabric through the orifice is an indication of the fabric stiffness (resistance to bending). The air permeability is measured as volume of airflow in cubic centimeters passed per second through 1 cm2 of the fabric at a pressure of 98 N/m2 on Textest FX 3300-5 Air Permeability Tester. The 20 × 20 cm2 specimen is clamped on the holder in such a way that a 5 cm2 area exposed to test is sufficiently away from the edges in order to avoid the edge leakage. Ten readings are taken for each sample and the average calculated. Nikon image analyzer is used to take microscopic images of the fabric samples and estimate the pore size at 200 ×. The results are analyzed for statistical significance at 95% confidence level.
Results and discussions
Effect of fabric weight and fabric type on water repellency
Liquid barrier and antibacterial characteristics of fabric samples.

AAMI: Association for the Advancement of Medical Instrumentation; SMS: spunbond/meltblown/spunbond.
‘#’ indicates that the results are statistically significant with respect to fabric type and fabric weight at 95% confidence level.
Air permeability and stiffness force of nonwoven fabric samples.

SMS: spunbond/meltblown/spunbond.
‘#’ indicates that the results are statistically significant with respect to fabric weight and fabric type at 95% confidence level.
‘*’ indicates that the results are statistically significant with respect to fabric weight only, at 95% confidence level.
Among the fabric types, the SMS fabric shows highest water repellency, whereas spunlace fabric shows the lowest. The results are similar for both fabric weights and are statistically significant at 95% confidence level. Higher surface area of the microfibers in the meltblown-layer of SMS fabric offers finer pore size in the layer, which acts as a liquid barrier. The spunbond fabric shows moderate impact penetration values in both fabric weights. The bonding mechanism and the fabric structure may be responsible for this. Thermal bonding results in melting or fusing of fibers, thereby affecting the pores in the fabric. Spunlace fabric being free from bonding or fusion of the filaments, offers voluminous structure with larger pores, which is confirmed from the microscopic image of the fabrics (Figure 3). Spunlace fabric shows pore sizes of the order of 168.87 µm, whereas SMS fabrics show lowest pore sizes of the order of 35.27 µm (Table 2).
Microscope images of 35 g/m2 nonwoven fabrics: (a) spunbond; (b) SMS; and (c) spunlace. SMS: spunbond/meltblown/spunbond.
According to the AAMI barrier performance classification, the spunbond and spunlace fabrics of 35 and 50 g/m2 weight can be used for level 1 protection. However, SMS fabric of 35 and 50 g/m2 weight can be used for level 2 protection.
Effect of fabric type and fabric weight on air permeability and stiffness force
Table 3 shows the air permeability and stiffness force of the spunbond, SMS, and spunlace fabrics of 35 and 50 g/m2 weight.
Air permeability
It is observed that as fabric weight increases, the air permeability decreases for all fabric types (Table 3), which is statistically significant at 95% confidence level. Higher fabric thickness and more number of fibers per unit area offer more resistance to air flow, leading to lower air permeability. Reduced air permeability at higher fabric weight makes them uncomfortable.
Among the fabric types, spunlace fabrics offer highest air permeability, whereas SMS fabrics offer the lowest air permeability for both fabric weights. The spunbond fabric shows moderate values of air permeability. The results are statistically significant at 95% confidence level. Large pores due to fusion-free structure of spunlace fabric may be responsible for its highest air permeability (Figure 3). Thermal bonding and fusion of fibers at certain locations in spunbond fabric makes the fabric compact, thereby reducing the air permeability. Meltblown-layer in SMS fabric provides higher surface area of microfibers, which acts as a barrier and is responsible for lowest air permeability. For 50 g/m2 fabric weight, the spunlaced fabric shows air permeability insignificantly lower than spunbond fabric, this may due to the higher thickness of 50 g/m2 spunlaced fabrics than 50 g/m2 spunbond fabric (Table 3).
Fabric stiffness force
It is observed that as the fabric weight increases, stiffness force increases for all fabric types and the results are statistically significant at 95% confidence level. This is due to the more number of fibers per unit area and higher fabric thickness (Table 3). Higher surface area of fibers makes the surface compact during bonding in spunbond, SMS, and spunlace fabrics. Among the fabric types, spunlace fabric shows lowest stiffness due to the type of bonding mechanism, which is free from any fusion of fibers. SMS fabric shows highest stiffness for 35 g/m2 fabrics, whereas spunbond fabric shows the highest stiffness for 50 g/m2. This is due to the difference in the structure of the fabrics and their fabric thickness. The three-layer sandwiched structure of SMS fabrics bonded by thermal bonding makes the fabric stiffer as compared to spunbond and spunlaced fabrics, but significantly higher fabric thickness of 50 g/m2 spunbond fabric makes it more stiffer than SMS fabric of the same weight. Therefore, as far as the comfort is concerned spunlace fabrics are best, whereas SMS fabrics are the poorest.
Effect of fluorochemical and antibacterial finishes on barrier properties
Water repellency
Liquid barrier properties of 35 g/m2 nonwoven fabrics.

SMS: spunbond/meltblown/spunbond.
‘*’ indicates that means are statistically insignificant at 95% confidence level with respect to previous add-on level of finish.
‘#’ indicates that means are statistically insignificant at 95% confidence level with respect to unfinished fabric.
Liquid barrier properties of 50 g/m2 nonwoven fabrics.

SMS: spunbond/meltblown/spunbond.
‘*’ indicates that means are statistically insignificant at 95% confidence level with respect to previous add-on level of finish.
‘#’ indicates that means are statistically insignificant at 95% confidence level with respect to unfinished fabric.
At 1% add-on of fluorochemical finish, spunbond and spunlace fabrics offer level 1 protection as per AAMI classification, whereas SMS fabrics offer level 2 protection. As the add-on level of fluorochemical finish increases, water repellency increases at all levels of antibacterial finish. However, the results are statistically insignificant at 95% confidence level when add-on level increases from 4% to 7%. Higher add-on level of fluorochemical finish reduces the surface energy by cross-linking of fluorinated particles in the 70–100 nm range. These particles form a durable lattice of low surface tension over the treated fabrics resulting in high water repellency. The 4% and 7% add-on levels of fluorochemical finish increase the protection levels for spunbond and SMS fabrics to levels 2 and 3, respectively. Hydrostatic pressure head increases to more than 50 cm for SMS fabrics on application of 4% and 7% flurochemical; therefore, these samples are observed for blood repellency also. It is observed that all samples of SMS fabrics with 4% and 7% of fluorochemical finish passed the blood repellency test. These fabrics did not permeate synthetic blood through the fabric in the test procedure of 1 h. Therefore, SMS fabrics of 35 and 50 g/m2 with 4% and 7% of fluorochemical finish can be used in the critical zones of surgical gowns for level 4 protection as per AAMI classification. Spunlace fabrics did not show any significant change in water repellency after application of 4% and 7% fluorochemical finish. Therefore, spunlace fabrics of 35 and 50 g/m2 can provide level 1 protection as per AAMI classification even at higher levels of fluorochemical finish.
Antibacterial activity
Table 6 shows the results of antibacterial activity on the fabric samples at different levels of fluorochemical and antibacterial finishes. Figure 4 shows the antibacterial test on spunlaced and SMS fabric samples with different levels of antibacterial finish. It is observed that the samples with 1% antibacterial finish are not able to inhibit the growth of bacteria under or around the fabric. Bacterial growth under the fabric specimen is clearly visible (Figure 4(a)). Whereas a clear area of no bacterial growth is observed under the fabric surface for fabric samples treated with 1.5% and 3% antibacterial finish (Figure 4(b) and (c)). Further, the effectiveness of the antibacterial finish is not influenced by the level of fluorochemical finish.
Antibacterial test on fabric samples: (a) spunlaced fabric with 1% antibacterial finish; (b)SMS fabric with 1.5% antibacterial finish; and (c) SMS fabric with 3% antibacterial finish. SMS: spunbond/meltblown/spunbond. Antibacterial activity on fabric samples. SMS: spunbond/meltblown/spunbond. ‘–’ sign means the fabric sample fails the test.

The type of fabric does not influence the effectiveness of the antibacterial finish necessary to achieve the antibacterial property; 1% antibacterial finish level is not sufficient to restrict the bacterial activity on the fabric samples and 1.5% or greater add-on levels of the antibacterial finish on all the fabrics is sufficient to inhibit the growth of S. aureus.
Effect of fluorochemical and antibacterial treatment on air permeability and stiffness force
Air permeability and stiffness force of 35 g/m2 nonwoven fabrics.

SMS: spunbond/meltblown/spunbond.
‘*’ indicates that means are statistically insignificant at 95% confidence level with respect to previous add-on level of finish.
‘#’ indicates that means are statistically insignificant at 95% confidence level with respect to unfinished fabric.
Air permeability and stiffness force of 50 g/m2 nonwoven fabrics.

SMS: spunbond/meltblown/spunbond.
‘*’ indicates that means are statistically insignificant at 95% confidence level with respect to previous add-on level of finish.
‘#’ indicates that means are statistically insignificant at 95% confidence level with respect to unfinished fabric.
Air permeability
It is observed that the air permeability of all fabric samples decreases on the application of antibacterial and fluorochemical finishes. The results are statistically significant at 95% confidence level. Increased thickness after the application of antibacterial and fluorochemical finishes (Tables 7 and 8) may be responsible for lower air permeability. Air permeability of fabric samples does not show any significant change with increase in add-on level of fluorochemical and antibacterial finishes.
Fabric stiffness force
Stiffness force increases with the application of fluorochemical or antibacterial finish, which may be due to the increase in fabric thickness (Tables 7 and 8). The effect of fluorochemical finish is more on the fabric stiffness as compared to antibacterial finish. Increase in add-on level of antibacterial and fluorochemical finishes shows insignificant increase in stiffness for most of the samples. The spunbond fabric samples of both fabric weight show highest fabric stiffness at 1.5% antimicrobial finish and 7% of fluorochemical finish. The spunlace fabric has lowest stiffness values among all the fabrics.
Recommended surgical gown fabrics for different AAMI protection levels.

AAMI: Association for the Advancement of Medical Instrumentation; SMS: spunbond/meltblown/spunbond.
For level 3 protection, 35 and 50 g/m2 SMS fabric with 4% fluorochemical finish can be used and its better to use 35 g/m2 SMS fabric because of its higher air permeability and lower stiffness than 50 g/m2 fabric. For level 4 protection, 35 and 50 g/m2 SMS fabrics with 4% fluorochemical and 1.5% antibacterial finish can be used and 35 g/m2 fabric is recommended because of its better comfort characteristics as compared to 50 g/m2 SMS fabric.
Conclusions
Spunbond, SMS, and spunlace nonwoven fabrics with and without application of fluorochemical and antibacterial finishes, are studied for their suitability as surgical gowns, in terms of water repellency, antibacterial activity, air permeability, and stiffness force. It is observed that SMS fabric of 35 and 50 g/m2 weight offer sufficient liquid barrier properties for level 2 protections as per AAMI barrier protection classification, but are poorest in terms of air permeability and stiffness. The protection increases to level 4 on application of 4% fluorochemical and 1.5% antibacterial finishes. Spunlace and spunbond fabrics of 35 and 50 g/m2 weight offer only level 1 protection and are better in terms of air permeability and stiffness. Spunbond fabrics provide level 2 protection on application of 4% fluorochemical finish, whereas spunlace fabrics do not show any improvement in protection level even after the application of fluorochemical finish. Higher add-on level of chemical finishes results in decrease in air permeability and increase in stiffness force for all fabric types; 1.5% add-on level of antibacterial finish is sufficient to inhibit the growth of bacteria for all fabric types.
Footnotes
Acknowledgements
The authors thank M/s Knit Foulds Pvt. Ltd Kapurthala, India, M/s Fiber Web Limited, Daman, India, M/s Ginni filaments, Gujarat, India, M/s Apexical, Inc., Mumbai, India, and Zydex Industries, Vadodara, India, for supplying the necessary materials for the study.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.