
Abstract
The aim of this research was to establish the optimum processing conditions for producing hydroentangled nonwoven fabrics best suited for application in disposable and protective wear, such as surgical gowns, drapes and laboratory coats. Carded and cross-lapped webs, from greige cotton, viscose and polyester fibres of three basic weights, were hydroentangled, at three different waterjet pressures on a Fleissner’s Aquajet hydroentanglement machine. An antibacterial agent and a fluorochemical water repellent finish were applied in one bath using the pad-dry-cure technique to impart both antibacterial and water repellent properties to the fabrics. The standard spray ratings, tensile strength and extension at break for three treated and untreated fabrics were evaluated. The spray ratings for the treated fabrics ranged from 80% to 90% against zero for the untreated fabrics while the tensile strengths in both the machine and cross-machine directions of treated fabrics were greater than that for the untreated fabrics, the reverse being true for the extension at break. Contact angles for all treated fabrics exceeded 90° which indicate good resistance to wetting. The finishing treatment decreased the mean pore size of all fabrics and increase in waterjet pressure and fabric weight decreased the air and water permeability. In this study, it was observed that low weight fabrics of 80 g/m2 hydroentangled at low waterjet pressure of 60 bars were suitable for use due to their higher air and water vapour permeability as well as higher pore size distribution. These fabrics meet the requirements for surgical gowns, drapes, nurses’ uniforms and laboratory coats.
Keywords
Introduction
Textiles for medical and hygiene applications have become important for the nonwoven industry. Clinical studies have demonstrated that nonwoven fabrics are superior to their woven counterparts in controlling post operative infections [1]. It is claimed that nonwovens are the most commonly used textiles in the US operating rooms for surgical gowns, patient drapes, coveralls and other types of protective clothing due to the convenience of use and superior barrier properties [2]. Similarly, in the developing countries of Asia, Africa and South America, the demand for medical nonwovens is increasing as a result of fast-growing increasingly urbanised, young and health conscious population [3]. It is also recorded that on a global basis, single use nonwoven products are now about 60–70% of all surgical interventions [4,5].
During surgical procedures, medical personnel may be exposed to sprays of blood or other fluids containing potential blood-borne pathogens. Therefore, protective clothing helps to prevent the spread of bacteria and microorganisms from surgical staffs to patients and thus reduces the incidence of hospital-acquired infections. Therefore, to perform this task, protective clothing material should have antimicrobial and liquid repellent properties for the dual purpose of reduction of hospital-acquired infections as well as protection to surgical staffs from infectious fluids. In the development of fabrics providing both protection and comfort, therefore, it is required that these properties must be balanced. It is with this concern that the healthcare regulatory bodies such as Occupational Safety and Health Administration (OSHA), Centre for Disease Control and prevention (CDC) and the Association of Operating Room Nurses (AORN) have specified required criteria for the fabrics used in protective barrier applications [6–9].
Hydroentangling, one of the most popular methods in nonwoven production, is a process which mechanically bonds a web of loose fibres to form a strong and compact fabric [10,11]. The impact of waterjets on the fibres displaces and rotates them locally with respect to their neighbours. During this relative displacement, some of the fibres twist around other fibres, and/or interlock with them, to form a strong structure due to inter fibre frictional forces. The impinging of the waterjets on the web causes the entanglement of the fibres [12–14].
A limited study on the development of hydroentangled fabrics with combined protection and comfort properties is reported in the literature probably due to the complexity in balancing these properties (protection and breathability). Achieving a combination of water repellent, antibacterial and comfort properties in a single fabric is challenging and exciting field to work with. Hence we have aimed to study the effect of various processing parameters on the wear and comfort properties of hydroentangled nonwoven fabrics with a view to establishing the optimum processing conditions and parameters for producing fabrics best suited for application in disposable and protective wear for surgical gowns, patient drapes and laboratory coats.
Experimental
Materials and methods
Fibre properties.

Fibre preparation
For the opening and cleaning of the cotton lint, the cotton (unbleached) was processed under mill-like conditions on a Trutzchler industrial fibre opening and cleaning line, consisting of Kirschner opener, Multimixer and Cleanomat as fine opener. Intimate blending was carried out in the Trutzschler Multi-Mixer MX-1 6 with six blending chutes, after which the fibres were fed to the Cleanomat (CL-C4) to remove contamination and foreign matters, such as leaves, twigs, stones, seeds, plant debris, seed coats and dust. The opened cotton fibres were fed to a flat revolving carding machine for further and more effective cleaning. The viscose and polyester fibres were opened first and then carded, using a flat top card, to produce the fibrous web.
Sample designation
For the purpose of identification and clarity, the samples produced are specified below.
CI–C3 represent cotton fibres
V1–V3 represent viscose fibres
P1–P3 represent polyester fibres
Hydroentanglement
The lightly pre-needle-punched webs, from the different fibres (cotton, viscose, polyester) were produced at three different basis area weights (80 g/m2, 120 g/m2 and 150 g/m2), and subsequently hydroentangled, using three different waterjet pressures (60 bars, 100 bars and 120 bars). A total of 27 samples were produced, each 10 m long and 60 cm wide.
The lightly needle-punched web was processed on a Fleissner’s Aquajet hydroentanglement machine, consisting of three sets of jet manifolds, to produce fabrics, in a single pass, under varying waterjet pressures. The speed of the line was kept constant at 10 m/min. The orifice diameter and the density of the jets were 0.10 mm and 16 jets/cm, respectively. In each case, the fibre web was processed through three different manifolds, the first manifold being used only for pre-wetting of the fibre web, and the remaining two manifolds for carrying out the hydroentanglement on both sides.
Fabric finishing
In preliminary batch tests, three combinations of add-on levels of water repellent and antibacterial finishes were employed in order to determine the optimum combination of the two chemicals in terms of water repellent and antibacterial properties. This preliminary test was necessary because of the large number of samples under investigation. According to the preliminary batch tests, a combination of 25 g/l (0.5%) Ruco-Bac AGP and 20 g/l (2%) Ruco Coat FC 9005 was found to be the most suitable, and therefore used in processing all the fabrics under study.
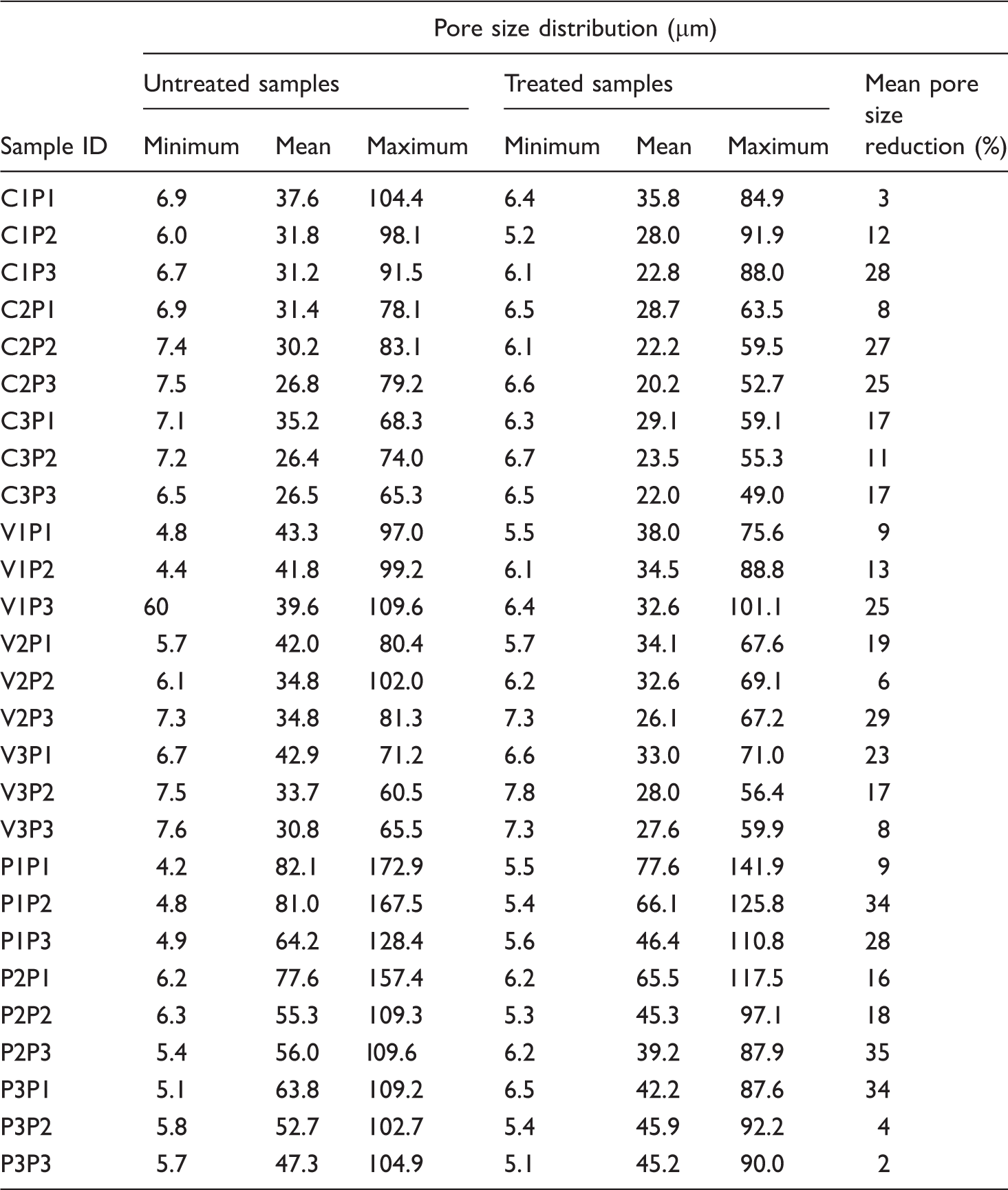
Pore size distribution of untreated and treated samples.
A stock solution, containing the antibacterial (Ruco coat FC 9005) and water repellent (fluorochemical-Ruco Bac AGP) agents, was prepared according to the instruction provided by the suppliers. The solution was stirred with an automatic stirrer so as to ensure even distribution. For finishing, the test fabric was placed on a two-roll padder and then immersed in the bath, followed by padding through squeezed rollers, to achieve a wet pick-up of 100% on the weight of fabric (owf). After padding, the fabric was dried at 120℃ for 2 min and cured at 150℃ for 1 min to fix the finishes.
Sample preparations
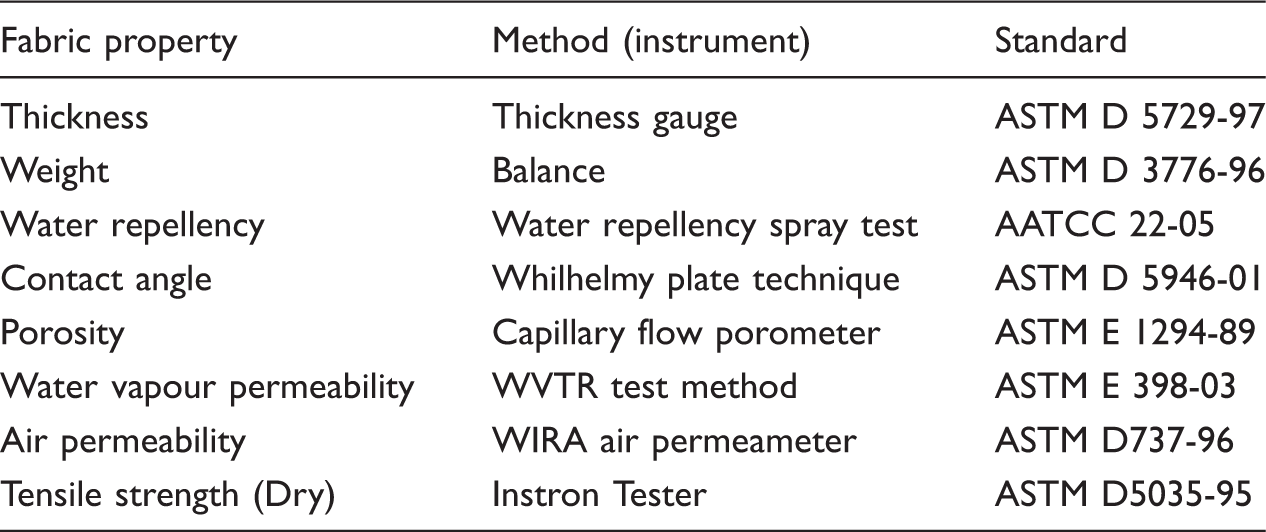
Fabric tests.
Results and discussion
Basic fabric weight uniformity
It was observed that the variations in weight (CV%) for the fabrics produced from the cotton fibres (5.2–7.4%) were higher than those for the fabrics produced from the viscose (3.8–6.1%) and polyester (2.7–4.6%) fibres. This may be due to the inherent variations in the properties of the cotton fibres. Also, synthetic fibres, such as viscose and polyester, are possibly more resistant to bending than the cotton fibres, which may have reduced the amount of fibre entanglement during processing and therefore also the weight variability. It is also thought that the synthetic fibres have lower fibre-to-fibre friction than the cotton fibres, which may also have reduced the amount of fibre entanglement which usually occurs during and after the process. Both of these effects may have contributed to the improved web uniformity observed in the case of the nonwoven fabrics produced from the viscose and polyester fibres.
Fabric weight, thickness and density
As expected, there is a relationship between fabric weight, thickness and density. It is observed that the increase in weight leads to an increase in thickness and an increase in fabric density, for all fibre types.
For example, for cotton fibres, an increase in area weight from 80 g/m2 to 120 g/m2 resulted in an increase in thickness by 67%, from 0.408 mm to 0.680 mm, and a reduction in fabric density by 9%, from 194 kg/m3 to 176 kg/m3.
The same phenomenon was observed in fabric produced from viscose fibres, where the weight increased from 120 g/m2 to 150 g/m2, with a consequent increase in thickness by 44%, from 0.690 mm to 0.991 mm, thus resulting in a decrease in density by 12%, from 173 kg/m3 to 152 kg/m3.
Similar observations to the above were made with the fabric produced from polyester fibres, where an increase in basis weight, from 120 g/m2 to 150 g/m2, increased the fabric thickness by 9% and decreased the fabric density from 124 kg/m3 to 113 kg/m3.
It was observed that the densities of polyester fabrics are the lowest, ranging from 89 kg/m3 to 150 kg/m3, when compared to 150 kg/m3 to 215 kg/m3, for the cotton fabrics, which was the highest of the three types of fibres. It follows that, since the density of polyester is lower than that of viscose, the thickness of the polyester fabrics is higher than that of nonwoven fabrics produced from viscose fibres for identical fabric mass per unit areas. Hence, nonwoven fabrics produced from polyester fibres are bulkier than those produced from viscose fibres and consequently the structure is less dense than fabrics produced from viscose fibres. The density of the cotton fabrics is higher than that of the viscose fabrics ranging from 132 kg/m3 to 186 kg/m3, at a similar fabric mass per unit area (80 g/m2). Consequently, nonwoven fabrics produced from polyester fibres, followed by that produced from viscose fibres, are the least dense of the three fabrics studied.
The increase in fabric density, and associated consolidation of the fabric structure, caused by the increase in waterjet pressure, may be attributed to the increased turbulence at the higher waterjet pressure, thus causing increased rearrangement, shifting and entanglement of the fibres. This phenomenon was also reported in the previous work by Anandjiwala and Boguslavsky [19]. For all three fibre types, covered in this study, the fabric density increased with an increase in waterjet pressure, due to the increased consolidation of the fabric structures.
Scanning electron microscope (SEM) studies
Surface morphology can provide useful information about the changes in the surface of substrates due to a chemical process. To determine any surface changes, due to the application of the antibacterial and water repellent finishes, SEM was performed on both treated and untreated fabric samples. The SEM images in Figure 1 show that the surface morphology of the treated and untreated fabrics was different due to the presence of uniform coating of the finishing agent.
Scanning electron micrographs before (a and b) and after (c and d) antibacterial and water repellent finishes.
Evaluation of antibacterial activity
Antibacterial activity of the treated and untreated fabrics was assessed quantitatively (Agar diffusion method). Antibacterial activity was expressed in terms of the percentage reduction in the microorganism after contact with the treated specimen, based upon the number of bacterial cells surviving after contact with the untreated specimen. The improvement in the antibacterial activities of the treated fabric samples may be partly due to direct adsorption and deposition of the antibacterial agent film onto or within the fabric structure. The susceptibility of Staphylococcus aureus against the antibacterial agent, used in this study, is in agreement with the previous studies [20]. Photographs of bacterial colonies in contact with the samples, for 0 h and 24 h, respectively, are shown in Figure 2. The colony forming units (CFU)/swatch at time zero and after 24 h, as well as percentage reduction in bacteria, illustrate the good antibacterial properties against both Gram-positive and Gram-negative bacteria.
Colony forming units (CFU) at time 0 and after 24 h contact.
For the polyester fabrics, the reduction in S. aureus after 24 h contact time ranged from 99.1% to 99.5%, while the reduction in Escherichia coli bacteria ranges similarly from 99.1% to 99.6%.
On the other hand, for the viscose fabrics, the reduction in S. aureus and E. coli bacteria, after 24 h contact time, ranged from 95.7% to 99.5% and 80.9% to 98.8%, respectively. For the cotton fabrics, the reduction in S. aureus bacteria ranged from 90.4% to 99.6% while that for the E. coli bacteria ranged from 86.3% to 96.7%, at 24 h contact time. Figure 3 illustrates the qualitative comparison of reduction in each of the bacterial strains used in this study.
Comparison of tensile strength at break of untreated and treated fabrics in (a) MD and (b) CD at different waterjet pressure levels.
The outstanding antibacterial performance of the treated polyester fabrics, as assessed by the percentage reduction in both E. coli and S. aureus bacteria, compared to that of the viscose and cotton fabrics may be due to the variation in the fabric structures. Generally, the antibacterial agent used in this study is considered efficient in imparting antibacterial properties on all the three fibre types studied here, the quantitative tests showing high bactericidal activities against both S. aureus and E. coli. The treated fabrics are therefore considered suitable as an effective barrier protection against these bacteria.
Tensile strength and extension to break
The results of tensile strength and extension at break for the untreated and treated fabrics in both MD and CD are shown in Figure 4. The mechanism of tensile failure of nonwoven fabrics is dependent upon the degree of fibre entanglement, inter-fibre friction and the tensile and bending properties of the fibres. The applied tension has to overcome the inter-fibre cohesion resulting from the inter-fibre friction and entanglement [19]. Having overcome these inter-fibre frictional forces, the applied tension causes the straightening of the entangled fibres, until the fibres start to slide past each other. Once the fibres slip, the applied tension results in an easy extension, and eventually the fabric ruptures due to the mixed modes of fibre failure and slipping [19].
Comparison of the extension at break of treated and untreated fabrics in (a) MD and (b) CD directions.
The higher extension of the polyester fabrics, particularly in the machine direction (MD), compared to viscose and cotton fabrics, at all waterjet pressures may be due to the higher resistance to bending of the fibres, causing less fibre entanglement and possibly also to the lower fibre-to-fibre friction of the polyester. It can also be seen that the tensile strength at break of the viscose fabrics is lower than that of the cotton and polyester fabrics. This may be due to the differences in the degree of entanglement, the compactness (density) of the fabrics as well as inter-fibre friction.
It is apparent that the tensile strength of the samples in the cross–machine direction (CD) is always higher than that in the MD, for all the samples. As expected, this is due to the anisotrotropic nature of the carded web, the preferential orientation and alignment of fibres in the CD which result in a higher strength in the CD than that in the MD, as shown in Figure 3. It can also be seen that the tensile strengths of the treated samples, both in the MD and CD, are higher than those of the untreated samples.
This may be attributed to the inter-fibre friction and cohesion of the fibres resulting from the application of the antibacterial and water repellent finishes. For example, the tensile strength values for the untreated samples in the MD vary from 54 N to 261 N while the corresponding values in the CD vary from 68 N to 288 N. The tensile strength increased with an increase in waterjet pressure for all samples in both MD and CD.
Tensile strength in MD
The results on tensile properties were analysed using Statistica II software in MS Excel (analysis of variance (ANOVA)) to establish the influence of possible interactions between the various parameters that can have an effect on the tensile strength at break in the MD. The parameters studied include waterjet pressure, fibre types and treatment. A confidence limit of 95% (p ≤ 0.05) was set for this study. The mean tensile strength at break at pressure levels of 60 bars, 100 bars and 120 bars was analysed, using ANOVA. The ANOVA results show significant interactions between treatment (F = 440.1, p = 0.000) waterjet pressure and fibre type (F = 64.4, p = 000) and tensile strength at break, waterjet pressure playing a major and statistically significant role in determining the breaking strength in MD, the latter increasing with an increase in waterjet pressure. According to Figure 4, the tensile strength increases with an increase in waterjet pressure, for both treated and untreated samples, with the difference being significant at the 95% (p < 0.054) confidence limit.
Since the three-way interaction between waterjet pressure, fibre type and treatment was significant, separate two-way ANOVA analysis was performed for each fibre type (cotton, viscose and polyester) to determine the effect of treatment on the extension at break (MD) at each pressure level. This is necessary to determine which level of a particular parameter had the greater effect on the response variable. This interaction was insignificant for all the fibre types considered (cotton, viscose and polyester), p value was 0.4490, 0.07927 and 0.09405, respectively at 95% confidence limit. Waterjet pressure does not significantly affect the difference between the treated and untreated fabrics.
Further analysis revealed that the waterjet pressure and the treatment, when treated as separate parameters, show statistically significant effect on the tensile strength in the MD, the treatment has increased the tensile strength in the MD as the waterjet pressure increases.
Tensile strength in CD
Similar analysis as for the tensile strength in MD was carried out on the tensile strength in CD. The treatment (treated and untreated) as well as the waterjet pressure significantly affected the CD tensile strength; the interaction between treatment and waterjet pressure had no significant effect, the p values were 0.67642, 0.31708 and 0.17605, respectively.
Extension at break
As shown in Figure 4, the extension at break in the CD is generally lower than that in the MD for both the untreated and treated fabrics. The lower breaking extension in the CD compared to that in the MD may be due to the better entanglement, orientation, straightening and alignment of the fibres in the CD.
The results, therefore, show that tensile strength was increased and extension at break decreased by the treatment, possibly due to the treatment increasing the inter-fibre friction and cohesion. An increase in waterjet pressure generally reduced the extension at break, for both the treated and untreated fabrics.
It was observed that extension reduces progressively as the waterjet pressure increases from 60 bars to 120 bars for both treated and untreated fabrics. It is apparent, therefore, that where tensile strength increased with increasing waterjet pressure, extension at break decreased with an increase in waterjet pressure for both the treated and untreated fabrics.
Statistical analysis on extension at break in MD
The ANOVA analysis considered the main effects of waterjet pressure, fibre type and the treatment (treated and untreated fabrics) as well as interactions between these three variables. The results show that the effects of treatment (F = 1263.9, p = 000), waterjet pressure (F = 1037.6, p = 0.000), fabric type (F = 1508.8, p = 0.000) and their interactions on the extension were all significant at the 95% confidence limit.
Further analysis of between subjects (fibre type) indicated that the effects of waterjet pressure and fabric treatment on the extension at break are not significant for sample C1 (p = 10.54161) and for sample P1 (p = 54161) for cotton and polyester, respectively, indicating that there was no difference in the effect of waterjet pressure on the extension at break of the treated and untreated fabrics.
Analysis of the CD extension at break produced similar results and trends as that of MD extension at break. An increase in waterjet pressure resulted in a decrease in extension at break as also demonstrated by Figure 4. In addition, there was a significant difference between the extension at break of the treated and untreated fabrics, the former being lower.
Evaluation of water repellence
Average standard spray tests’ ratings.

Table 3 shows that the untreated viscose and cotton fabrics are rated 0%, while the polyester fabrics are rated 50% according to the standard spray test rating. This may be attributed to the presence of hydroxyl groups in the natural and regenerated cellulose which attract water and therefore spontaneously wet out the samples. The polyester samples, on the other hand, possess hydrophobic groups which repel water. The ratings of the treated fabrics are all either 80% or 90%, due to the fact that forces in the water molecules exceed those from the fibre molecules, causing spherical water droplets to be formed on the fabric. According to the ratings obtained for all three fibre types, the fabrics can be considered suitable for the proposed function.
Surface characterization–wettability
Contact angles of the fabrics.

The contact angles of the untreated cotton and viscose samples are all indicated as zero (0), since it was not possible to measure their contact angles due to their very high wettability, there was an spontaneous absorption of water on contact with the fabric surface. The inability to measure the contact angle of untreated cotton and viscose fabrics has also been reported in the literature [21]. The high wettability of cotton and viscose fibres is due to their hydrophilicity as well as due to the capillary effect of the porous fabric structure. The water repellent finish increased the contact angles substantially indicating that the treatment changed the surface properties from hydrophilic to hydrophobic.
Table 4 and Figure 6 show the advancing contact angles and hysteresis for the various fabric samples. In all the cases, the advancing angles are greater than the receding angles. Thus, the advancing angle tends to reflect the hydrophobic phase, and the receding angle the hydrophilic phase, resulting in a contact angle hysteresis [21]. This phenomenon explains the reasons for the differences between the values of the advancing and receding angles as reflected in the values tabulated in Table 4. From Table 4, it is apparent that the advancing contact angle is quite different for the three types of fibres studied. The differences in the advancing and receding angles and the resultant hysteresis values may be attributed to the surface roughness, surface chemical heterogeneity, time-dependent interactions of the liquid with the solid surface, swelling due to liquid penetration into the surface region and surface reorientation of functional groups [21]. The polyester fabric had the largest advancing contact angles, ranging from 107.1° to 116.5°, followed by the cotton fabrics which ranged from 93.3° to 96.8°, those of the viscose fabrics were the lowest from 90.4° to 93.4°.
Effect of fabric types and weight on water vapour permeability of (a) polyester, (b) cotton and (c) viscose fibres.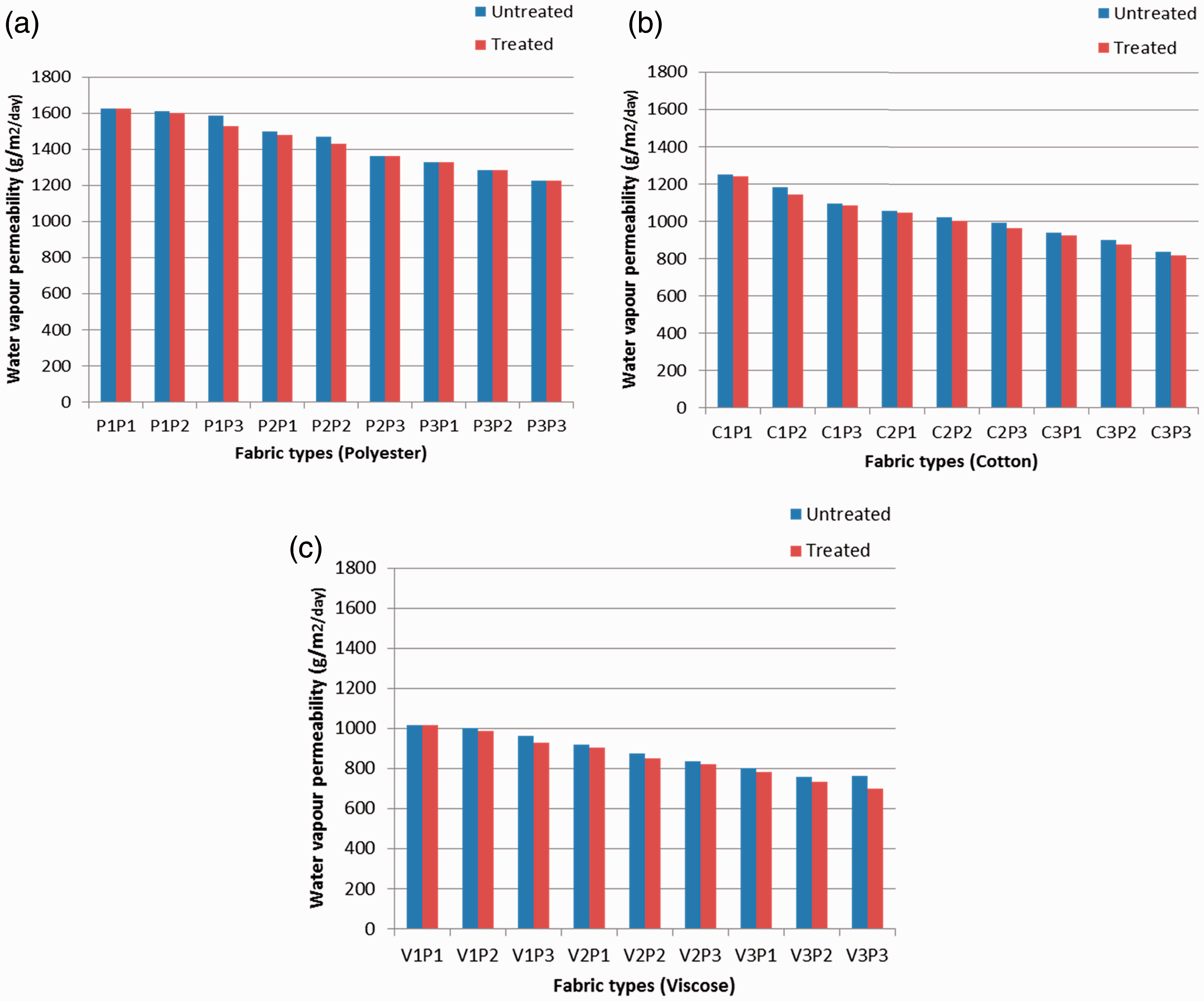
The polyester fabrics had the lowest hysteresis, ranging from 9.1° to 11.3°, followed by the cotton fabrics from 39.6° to 40.9°, with those of the viscose fabrics the highest ranging from 46.7° to 48.8°. It, therefore, follows that the polyester fabrics are the most difficult to wet out whereas the viscose and cotton fabrics wet out very easily, these differences being largely attributed to the differences in the chemical properties of the fibres.
Polyester fabrics, comprising hydrophobic fibres, have a low absorbency rate and absorbency capacity due to the fact that water intake is confined to wicking through the capillaries. Cellulosic fabrics, being hydrophilic in nature, allow liquid to be absorbed into the fibres. They also attract and hold liquid external to the fibre, in the capillaries, and through the fabric pores, as is the case with the polyester fabrics. Consequently, the surface wetting properties of polyester are poorer than those of the cotton and viscose fabrics.
There are differences in the contact angles (advancing and receding) of cotton and viscose fabric samples, and also their hysteresis, despite the fact that they are both cellulose and have identical chemical structures. These differences might be due to the differences in their molecular orientation, the roughness along the length of the fibres and the shape of their cross sections. Cotton has more crystalline regions, with hydroxyl groups uniformly arranged along the molecular axis, whereas viscose is regenerated from natural cellulose with more hydroxyl groups and less crystalline regions, but more amorphous regions, which would tend to enhance water absorption.
It was observed that both waterjet pressure and fabric type significantly affect the contact angle, increasing waterjet pressure with increasing contact angle, the polyester fabrics had the highest contact angles, followed by the cotton fabrics, with those of the viscose fabrics being lowest. The interaction between fabric type and waterjet pressure was, however, insignificant (F = 0.4, p = 0.963) at 95% confidence limit.
Evaluation of pore size and pore size distribution
The data in Table 5 show the pore size distributions of the untreated and treated samples, from which it can be seen that there are variations and reductions in the pore sizes, within and between samples. This trend is also reflected in Figure 5 and may be due to variations in fabrics, the polyester is greater than that of the viscose and cotton fabrics at the same waterjet pressure as shown in Table 5. For each fibre type and varying fabric weights, the pore sizes decrease as the waterjet pressure increases.
Comparison of the mean pore sizes of the cotton, viscose and polyester fabrics.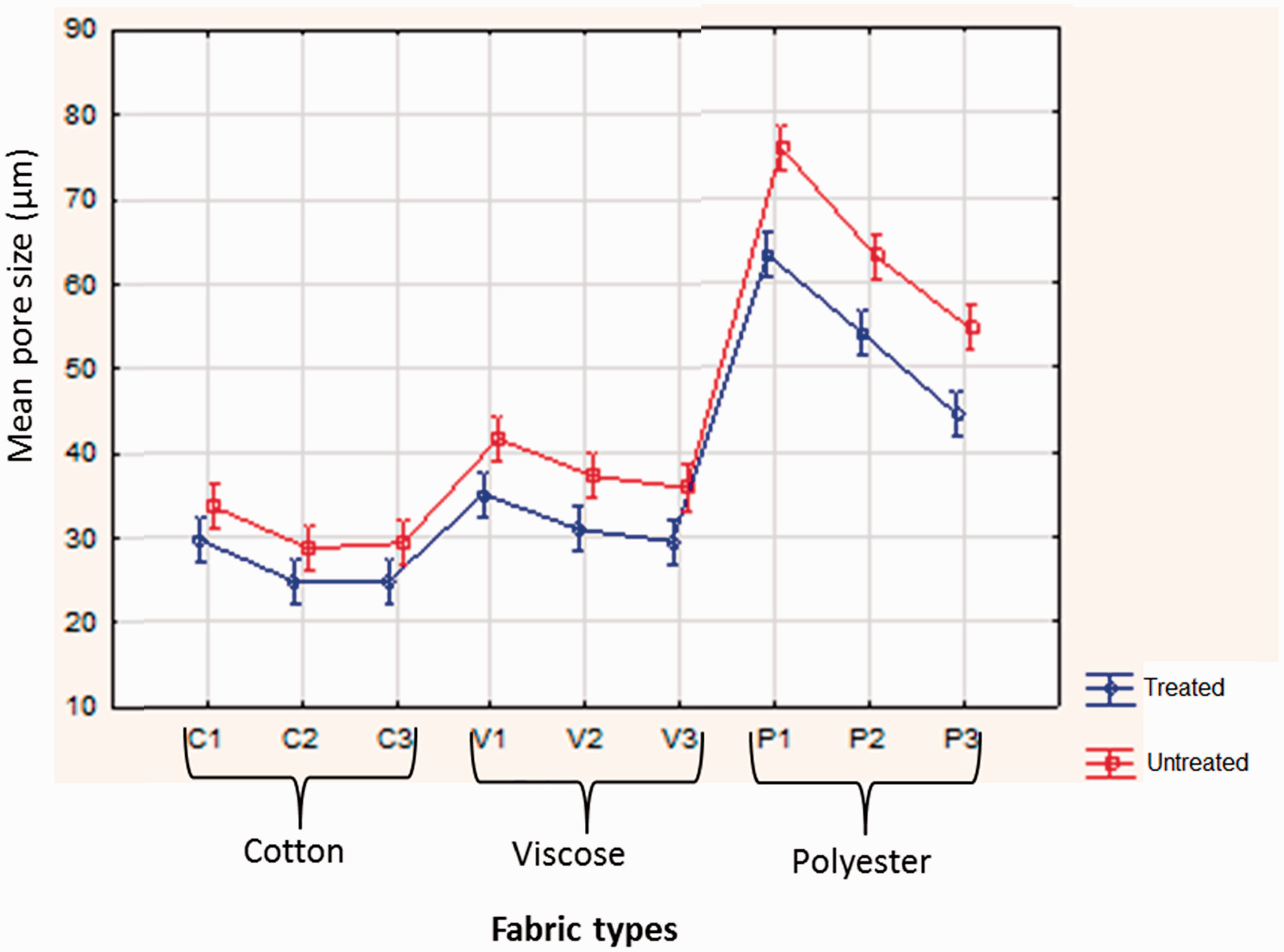
In general, there are minimal differences in the minimum pore sizes, between and within all the samples, while there are large differences in the mean and maximum pore sizes. The mean pore sizes of the treated and untreated fabrics of the three fibre types are shown in Figure 5 where polyester fabrics have the largest pore sizes, followed by viscose and cotton fabrics the least.
The mean pore sizes of the untreated cotton fabrics ranged from 26.4 µm to 36.9 µm whereas those of the viscose fabrics ranged from 24.7 µm to 35.8 µm, and those of the polyester fabrics from 47.3 µm to 82.1 µm. In the case of the treated fabrics, the mean pore sizes of the cotton fabrics ranged from 20.0 µm to 35.8 µm, those of the viscose fabrics from 24.7 µm to 38.0 µm, those of the polyester fabrics being the largest, ranging from 36.2 µm to 73.8 µm.
The percentage reduction in mean pore size being the lowest for the fabrics produced with the lowest waterjet pressure (60 bars) and highest for higher waterjet pressures of 100 bars and 120 bars.
Comparatively, the variations and reductions in pore sizes of the treated samples may be attributed to an increased compactness and consolidation (density) of the treated fabrics. The net results are more compact fabric determined by the degree of the intensity of the hydroentanglement process with consequent effect on their physical properties, particularly their breathability which is vital to the functional use under consideration.
Statistical data analysis of mean pore size
ANOVA was conducted to examine if there were any statistically significant difference, due to treatment, fibre types and waterjet pressure. The results of the analysis show that in fact significant differences exist in the mean pore size due to the above variables. The effects of waterjet pressure and treatment were, however, not significant (F = 0.3, p = 0.71).
Evaluation of comfort related properties–breathability
Air permeability tests
Air permeability is one of the major comfort related properties being a measure of how easily air passes through the substrate. The passage of air through the fabric is of importance for a number of end-uses, particularly for surgical gowns and drapes.
Air permeability (AP) and water vapour permeability.

An increase in the fabric mass per unit area (g/m2) is associated with an increase in the number of fibres in the cross-sectional area, which resists the air flow through the fabric. The fabric thickness and density also influenced the air permeability; the less dense fabrics have the higher air permeability. As the fabric density increased the air permeability decreased, due to the reduced pore size caused by the consolidation of the web during the hydroentanglement process.
The treatment reduced the fabric air permeability significantly which may be attributed to the increase in fabric compactness, consolidation and the density of the fabric. The air permeability of polyester fabrics was higher than that of the viscose and cotton fabrics, at a given fabric weight and waterjet pressure. This may be due to the lower fibre packing density in the polyester fabrics, offering less resistance to the passage of air compared to the viscose and cotton fabrics, as expected, the heavier fabrics (150 g/m2) had a lower air permeability than the lighter fabrics (80 g/m2).
From Table 6, it can be seen that light weight fabrics (80 g/m2) that were mildly hydroentangled at waterjet pressure of 60 bars have higher air permeability compared to heavier fabrics (100 g/m2 and 150 g/m2) hydroentangled at higher waterjet pressures (100 bars and 120 bars). This trend is found in all the fabrics (cotton, viscose and polyester) and is evident in Table 6. Therefore, in this study it is found that the light weight fabrics (80 g/m2) hydroentangled at waterjet pressure of 60 bars are most favourable for use.
Statistical analysis for air permeability
ANOVA was used to determine if there were any statistically significant differences in the air permeability due to treatment, fibre type and waterjet pressure and their interactions. The results of the analysis show that there were indeed significant differences due to the above variables. The interactions between waterjet pressure and treatment were, however, insignificant (F = 2.3, p = 0.11). Further analysis involving the various fabric types confirmed the non-significant effect of the interaction between waterjet pressure and fabric treatment on air permeability.
Water vapour permeability (WVP)
Water vapour transmission or permeability is the rate at which water vapour diffuses through a fabric. The moisture transport from the skin to the outer environments through a fabric, often referred to as the breathability of the fabric, is an important factor in determining comfort. In general, the higher the rate of moisture vapour transport, the better the comfort properties, which has a direct implication on the end-use applications of the fabric. Table 6 shows that the WVP of both the treated and untreated polyester fabrics are higher than those of the viscose and cotton fabrics, with the WVP of the treated samples consistently slightly lower than that of the untreated fabrics for all the fabric types as also illustrated in Figure 6.
The effects of waterjet pressure and finishing treatment on the WVP are shown in Figure 6 from which it is apparent that the WVP decreases with an increase in waterjet pressure and is also reduced by the finishing treatment.
The higher WVP of polyester fabrics compared to that of viscose and cotton fabrics may be due to the higher pore size as well as its lower fabric density.
It was also observed that increasing fabric weight and waterjet pressure result in decrease in WVP due to a reduction in the pore size as shown in Table 6 in which the pore sizes of cotton and viscose fabrics are drastically reduced with the exception of the low weight fabrics which were hydroentangled at lower waterjet pressure of 60 bars. Hence low weight fabrics of 80 g/m2, which were hydroentangled at low waterjet pressures of 60 bars, were suitable for use in this study due to their higher WVP.
Statistical analysis of water permeability
A two-way ANOVA was used to examine which parameters and the interactions have statistically significant effect on water vapour transmission. The analysis showed that waterjet pressure (F = 18,917.5, p = 0.000), fibre type (F = 242,944.6, p = 0.000) and fabric treatment (F = 3378.5, p = 0.000) as well as their interactions significantly affected the water vapour transmission.
Further analysis involving all the fibre types produced similar results, which confirmed that the higher the waterjet pressure the lower the WVP.
Selection of materials suitable for surgical gowns and drapes
Summary of relevant fabric parameters.

The results in Table 7 show that many of the samples satisfied the barrier requirements of resistance to bacteria (S. aureus and E. coli) and water repellence, above 90% bacterial reduction and 90° contact angle, respectively. It was observed that, as expected, the air permeability and WVP were higher for the lightest fabric (80 g/m2), hydroentangled at a waterjet pressure of 60 bars, whereas both decrease considerably with an increase in fabric weight and waterjet pressure, for all fabrics.
Selected suitable fabrics and corresponding processing parameters.
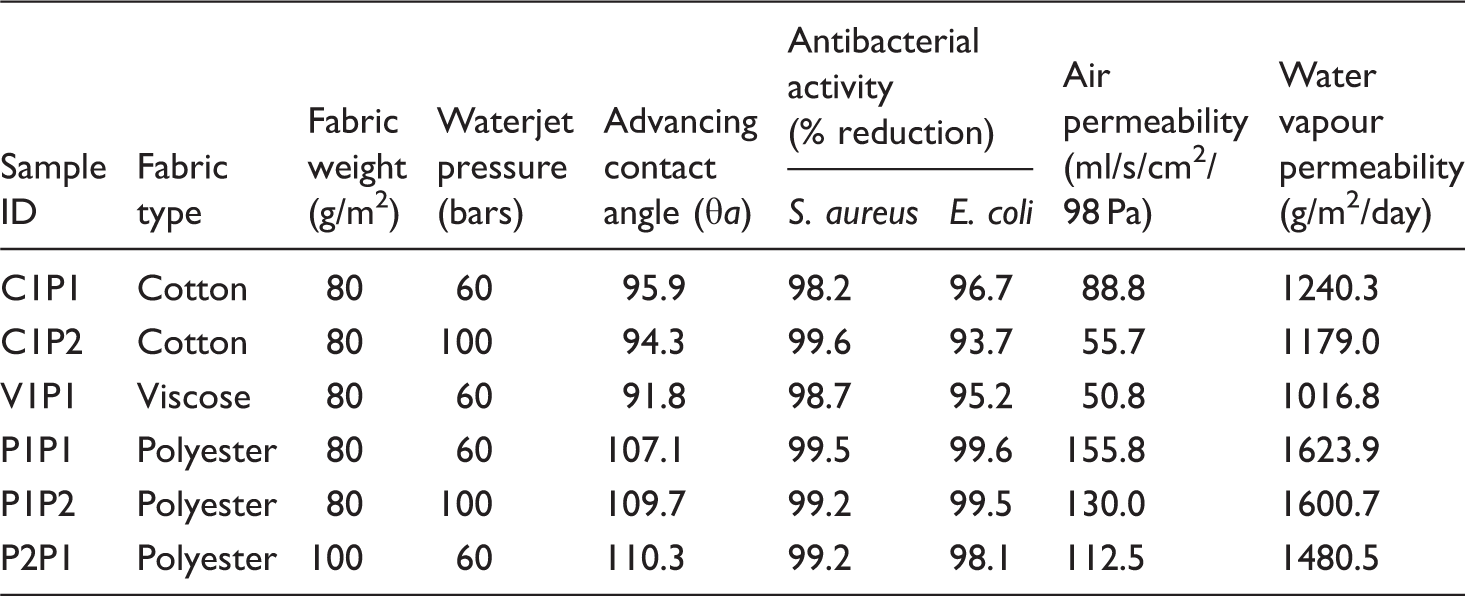
This study confirms that greige (unscoured and unbleached) cotton fabrics can indeed be used for disposable surgical gowns against the widely held opinion that scoured and bleached cotton fabric is a necessity because of the wax content and other impurities which would interfere with the antibacterial and water repellent finishes. This offers cost advantage for the final product since the bleached cotton which are presently used in a few nonwoven products are considered less economical compared to other competing fibres like polyester and polypropylene.
Summary and conclusion
In this study, the optimum processing conditions and parameters for producing hydroentangled nonwoven cotton, viscose and polyester fabrics best suited for application in disposable and protective wear for surgical gowns, drapes and laboratory coats have been established. Of particular importance was the investigation of greige cotton fabric (unscoured and unbleached), previously considered unsuitable because of the possible interference of waxes and other impurities with antibacterial and water repellent finishes. This study has shown that it can, indeed, be utilized for surgical gowns, with adequate and careful cleaning and suitable combination of processing parameters.
The use of single bath application for the antibacterial and water repellent chemicals, and the savings that ensure by not having to scour and bleach the cotton fabrics, making this option a cost-saving proposition.
Antibacterial activity against Gram-positive S. aureus was found to be greater than that against the Gram-negative E. coli. The CFU/swatch at time zero and after a period of 24 h as well as percentage reduction in bacteria show good antibacterial properties against both the Gram-positive S. aureus and Gram-negative E. coli bacteria. In general, the antimicrobial agents used in this study were considered efficient in imparting antimicrobial properties to all three fabric types studied.
The standard spray test ratings used to assess the water repellency of the fabrics ranged from 80% to 90%, for the three fabric types, and the water repellency of the fabrics was, therefore, considered suitable for the intended end-use.
The contact angles of the untreated cotton and viscose fabrics were assigned a value of zero as it was not possible to measure their contact angles due to their high wettability owing to immediate absorption of water upon contact with the fabric surface. After the water repellent finish, however, the same fabric structure showed higher contact angle values, which indicate that the treatment had changed their surface properties from hydrophilic to hydrophobic. It was found that there were differences in the contact angles. In all cases, the values of the advancing angle were greater than that of the receding angle, the hysteresis being the difference between the advancing and receding angles.
From the above results, the polyester fabrics were the most difficult to wet out whereas the viscose and cotton fabrics wet out easily. These differences are largely attributable to the differences in fibre structures.
According to the tensile tests on the fabrics, the strength in the CD was always higher than that in the MD, for all samples. This was, as expected, due to the anisotrotropic nature of the carded web resulting from the practice of producing nonwoven fabrics by web formation and cross-lapping the preferential orientation and alignment of fibres, by cross-lapping in the CD, providing higher strength in the CD than in the MD. This difference was statistically significant.
It was also observed that the tensile strength of the treated fabrics was greater than that of the untreated fabrics, both in the CD and MD. It was also found that the application of antibacterial and water repellent treatments increased the tensile strength and reduced the extension at break of the fabrics.
It was found that an increase in the waterjet pressure increased the fabric tensile strength but reduced the extension at break. The waterjet pressure had a great effect on the pore structure of all the fabric types, the higher the waterjet pressure, the lower the pore size, at a given fabric weight. It was found that for a given weight, the cotton fabrics exhibited the least variation in pore size followed by the viscose fabrics, with the polyester fabrics having the largest variation in pore size. These variations are accounted for by their varying fabric densities. The treated fabrics had a smaller variation in pore size than the untreated fabrics, the difference being large for heavier fabrics produced at higher waterjet pressures and not significant for the lighter fabrics and those produced at the low waterjet pressures.
It was found that the air permeability and WVP of the light fabrics (80 g/m2) produced at a low waterjet pressure (60 bars) were not affected by the treatment, the differences being statistically insignificant. The fabric in this group had a high air permeability and WVP, due to their relatively low number of fibres per unit cross-sectional area readily allowing the passage of air and vapour through the fabrics.
The polyester fabrics generally had the highest rate of WVP and air permeability due to their greater porosity and bulk. An increase in fabric weight was associated with an increase in fabric thickness and density and consequently with a decrease in water vapour and air permeability. An increase in waterjet pressure decreased the thickness, air permeability and water permeability and increased the fabric density.
This study demonstrated the effect of fibre type and the interaction between fibre type and waterjet pressure on fabric tensile properties, and therefore bonding during the hydroentanglement of fabric. Therefore, when engineering the design of functional fabric structures, it is desirable to have reliable structure–process–property relationships for hydroentangled fabrics which link the hydroentanglement process parameters to the fabric properties, to be able to engineer hydroentangled fabrics to meet the requirements of a specific product.
Since it was found that the properties of the hydroentangled fabrics depend on both the fibre properties and the waterjet pressures, a process–structure–property relationship will provide a tool to manipulate the hydroentangled fabric structure to achieve satisfactory product performance, by both establishing the appropriate manufacturing parameters and fibre specifications.
It is pertinent to state that among the 27 fabrics tested and evaluated, only the six met the requirements for surgical gowns, nurse’s uniforms, drapes and laboratory coats as shown in Table 8.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.