
Abstract
Stretch woven fabrics are known for their elastic and recovery properties. To date, they found many interesting applications from simple jeans to complex fabric structures with functional properties for example bi-stretch auxetic woven fabrics, compressions garments and stretchable textile carriers for healthcare applications. Many studies have been carried out on the physical, mechanical and comfort properties of stretchable knitted and woven fabrics. However, to identify combination of yarns with different stretch properties and other design parameters required to meet multiple objectives in the production and usage of bi-stretch woven fabrics is an area that has been taken up by fabric scientists recently. This study compared the effect of using elastic yarns and alternate elastic and non-elastic yarns in warp on the properties of bi-stretch woven fabrics while using elastic yarns in weft direction. It was found that shrinkage of the fabrics made of elastic yarns was higher along the warp direction as compared to that in weft direction due to shrinkage balancing effect; however, in case of fabrics made of alternate elastic and non-elastic yarns in warp the shrinkage behavior was exact opposite. The comparison of shrinkage for different weave patterns revealed that satin had the highest shrinkage followed by twill and plain, due to least number of interlacements in satin among these three patterns.
Keywords
Introduction
The two key advantages stretchable fabrics offer over non stretchable fabrics are stretch and recovery properties. These properties are mainly responsible for the formability and form fitting of the fabric to human body during movement and help to maintain the esthetic appearance of the fabric after repeated usage. Owing to these aspects, the stretch fabrics may find many potential applications ranging from simple stretchable casual apparel to high-performance stretchable sportswear and functional clothing. The manufacturing of stretchable fabrics is achieved either by choosing the appropriate structural design of fabric or by using elastic yarns.
The most common structural design to introduce stretchability in fabric is knitted structure.1,2 Knitted fabrics have good elasticity and recovery due to the special structure of connecting loops. When the fabrics are stretched, the yarns slip results in deformation of the loop in the direction of force. Although knitted fabrics generally have inherent structural elasticity, good handle and superior moisture management, the recovery process of knitted fabrics is slow and sometimes fabrics cannot return to original state when the stress is removed. 2 This creates a permanent deformation and brings about changes in the linear dimensions and ultimately the loss of product appearance or its functional properties. 1 This shortcoming makes knitted fabrics dimensionally unstable and thus limits their use in many applications.
The second method of making stretchable fabrics is by using elastic yarns in woven structures. Woven fabrics offer several advantages over their knitted counterparts such as better appearance and strength; however, they have low stretchability. To increase stretchability of woven fabrics, incorporation of core spun yarns with elastic core have attracted immense attention in recent years. Pannu et al., 3 recently studied the effect of spandex denier, in core spun yarn inserted as weft in woven fabrics, on stretch, tensile, and fabric handle properties. In another study, Mahmud et al. 4 evaluated the effect of sheath linear density of core spun yarns on abrasion resistance, tensile and tearing strength, pilling resistance and dimensional stability of denim fabrics. The results revealed that with an increase in the linear density, these properties improved, and elastic recovery of fabric increased; however, the width-wise shrinkage decreased. In another similar study, elastic performance coefficient (EPC) and recovery behavior of denim fabrics prepared from elastic core spun yarns was evaluated. It was found that the EPC and tensile strength increased with a decrease in linear density and stretch percentage. 5 Siddiqa et al., 6 studied the effect of elastane content and thread density on mechanical attributes such as elongation, recovery, tensile strength, tearing strength, and shrinkage of woven fabric. It was concluded that the increase in elastane content led to enhanced elongation and recovery; however, tensile strength, tearing strength, and shrinkage decreased. Likewise, in another study it is reported that in case of denim fabrics made from double-core and core spun weft yarns, the weft density was highly correlated with fabric weight (after washing), elasticity, and tensile strength in warp direction. 7
Stretchable woven fabrics have recently gained popularity and thus their construction and properties are a new research focus. In this context, Kaynak et al. 8 optimized the stretch and recovery properties of stretchable woven fabrics to determine the optimum elastane draw ratio, load and relaxation type for the best stretch and permanent stretch properties. It was reported that higher stretch values were observed for higher load values for both the dry relaxed and laundered samples. And higher stretch values were observed for low elastane draw ratio for the dry relaxed samples, but the elastane draw ratios had no effect on stretch property of the laundered samples.
Another study 9 investigated cotton fabrics prepared from core spun yarns containing different spandex content in weft. The findings revealed that fabric contraction increased while its tensile strength decreased with an increase in spandex content in weft. However, fabric breaking elongation increases because of the higher elongation of spandex fibers.
In another study, 10 it is reported that for bi-stretch woven fabrics made of elastane core-spun cotton yarns in both warp and weft, by increasing elastane count (dtex), fabric stretch% along warp and fabric warp- and weft-way recovery increases, whereas fabric air permeability and stretch% along weft decreases. It is also reported that by increasing thread density of the fabric air permeability, fabric stretch% along warp and weft decreases. Furthermore, it is reported that by increasing weave float, fabric stretch along warp and weft and fabric warp- and weft-way recovery also increases.
Muhammad et al. 11 studied bi-stretch woven and stretchable knitted fabrics. It was found that bi-stretch woven fabrics possessed better compression properties before and after washes and retain their durability after repeated use. A stretchable electronic woven fabric has also been reported. 12 This fabric incorporates elastic composite yarns and enables technicians to map and quantify the mechanical stresses induced by normal pressure, lateral strain, and flexion. This flexible, elastically woven textile-based sensor demonstrated potential applications in wearable electronic devices and humanoid robots. Recently, Adeel et al. 13 reported a development of bi-stretch auxetic woven fabrics by using non-auxetic elastic (core spun cotton-spandex yarns) and non-elastic yarns and weaving technology. The testing results showed that the developed fabrics exhibit negative Poisson ratio effect in both weft and warp directions in a large range of tensile strain. The authors suggested that such fabrics are a potential candidate for use in healthcare applications, for example, the pore opening effect of the fabric can be exploited in controlled drug delivery and moisture management. Aboalasaad and Sirková 14 studied a new method to predict bandage tension as a function of bandage extension of woven compression bandages. The experimental compression results were compared with theoretical pressure calculated by Laplace’s law equation.
Apart from their use in denim and sportswear products, bi-stretch woven fabrics have been used as compression garments as they have been found quite effective in the treatment of edema. Xiong and Tao 15 conducted a review on the compression garments for medical therapy and sportswear. They mainly discussed the design strategies including the material, construction, and properties of the compression garments. They also highlighted some important application areas such as chronic venous disease, orthopedic supports, body shaping, and scar management. Stretchability is central to the concept of comfort in apparel and sports industry. There lies a need in the market for fabrics with high stretch properties and high dimensional stability with low growth and high recovery. These properties would generally afford fabrics that are more durable and offer superior levels of comfort and esthetics. 16 Compared with the knitted stretch fabrics, woven stretch fabrics offer better dimensional stability and shape retention. 11 Thus, woven stretch fabrics are more suitable for applications in sportswear, casuals like denim pants, jackets, and some functional clothing in healthcare like compression garment and bi-stretch auxetic woven fabrics.
Previously, researchers studied the effect of elastane draw ratio, load and relaxation type for best stretch and recovery properties of stretch woven fabrics and different spandex rates in weft on properties of plain-woven fabrics, effect of spandex denier, sheath linear density, yarn linear density, elastane content, and thread density and weft density on different properties of stretch woven fabrics all these studies used elastic yarns in weft and non-elastic yarns in warp direction. However, the effect of using elastic and non-elastic yarns in warp direction on properties of bi-stretch woven fabrics is never studied. Nevertheless, using elastic yarns in weft direction is vital to ensure the comfort and ease of stretch during bending of stretch woven fabrics in apparel applications. Therefore, this study aims at fabrication of bi-stretch woven fabrics with alternate elastic and non-elastic yarn and only elastic yarns in warp, while having same fabric structure or weave. The three basic weaves: 1/1-plain, 3/1-twill, and 4/1-satin are employed, and the properties of resultant fabrics are compared. Since most of the stretch woven fabrics used for apparel manufacturing, use only elastic yarn in weft direction because as discussed above in apparel application when such fabrics undergo bending, the elastic yarns in weft direction facilitate ease of fabric stretching in transverse direction making the fabric more comfortable to the wearer. Hence, in this study, only elastic yarn in the weft direction is used for all type of fabrics. Furthermore, it was assumed that if the shrinkage, stretch, and recovery properties of resultant fabrics are not influenced significantly by using alternate elastic and non-elastic yarn in warp direction then this arrangement can reduce the consumption of elastic yarns and can produce more economical bi-stretch woven fabrics for apparel applications. Moreover, a new parameter, shrinkage to thickness (ST) ratio is introduced and the fabrics have been evaluated for ST ratio which might have implications in understanding fabric comfort.
Materials and methods
Fabrication
In this study total six types of bi-stretch fabrics are designed and produced. These fabrics are divided into two groups based on the warp yarn arrangements. Group-1 include the fabrics with elastic yarns in warp direction, whereas Group-2 include the fabrics with alternate elastic and non-elastic yarns in warp direction. Each group include three fabrics based on fabric structure or weave type which are plain 1/1, twill 3/1, and satin 4/1. Notably in both groups elastic yarn arrangement is used in the weft direction because most of the commercially available stretch fabrics uses elastic yarn in the weft direction. The arrangement of yarns of the designed fabrics, fabric properties before and after wash, and yarn properties are given in Table 1. The warp yarns were sized before weaving by applying the water-soluble Polyvinyl Alcohol (PVA) which can later be removed just by washing. A rapier weaving machine (Model: SL8900S) manufactured by CCI Intech Taiwan with the options of eight weft supplies, second beam assembly attachment with separate controls and dobby shedding mechanism was used to weave the designed fabrics as listed in Table 1. This machine is equipped with spring tension systems for both warp and weft yarns. The warp tensions for both beams are adjusted such that the springs attached to warp tension roller are at rest or fully compressed state and then the fabric take-up roller is moved in the forward direction until the tension roller is pressed which stretches the tension spring and warp motion sensor light is turned on. The warp tension during operation is maintained by the weaving machine itself. The weft tension is adjusted manually by squeezing the spring tensioners for weft yarn such that the weft yarn is fully stretched and is not slacked during weft insertion. The speed of weaving machine was set at 85 rpm.
Design of fabrics based on yarn arrangement and weave type.
Post weaving treatment and testing
After weaving, the obtained fabrics were first washed for about 45 min with Lukewarm water (40°C–45°C), and then dried and allowed to relax at room temperature for 24 h. After relaxation, the thicknesses of the developed fabrics were measured by following the standard testing method ASTM D1777-96(2015) using the AMES thickness tester. The shrinkage percentage in warp and weft directions, ST ratio and SR ratio were calculated using following equations (1), (2), and (3) respectively.


Since the developed fabrics had extensibility in both directions, tensile tests were carried out along warp and weft directions following the standard test method ASTM D5035 on an Instron 5566 tensile testing machine. The testing conditions used were load cell (5 kN), speed (30 mm/min), gage length (150 mm) and jaw size (76.2 mm × 25.4 mm). The developed fabrics were also subjected to stretch and recovery test following the standard test method ASTM D3107 for both warp and weft directions. Three replicates of each fabric were tested for every test and the results were averaged.
Results and discussion
Fabric shrinkage behavior and thickness
Figures 1 and 2 show the results of shrinkage test of the two fabric groups. The fabrics in Group-1 showed higher shrinkage in warp direction (WD) as compared to weft direction (FD). Conversely, the fabrics of Group-2 showed higher shrinkage in FD as compared to WD.
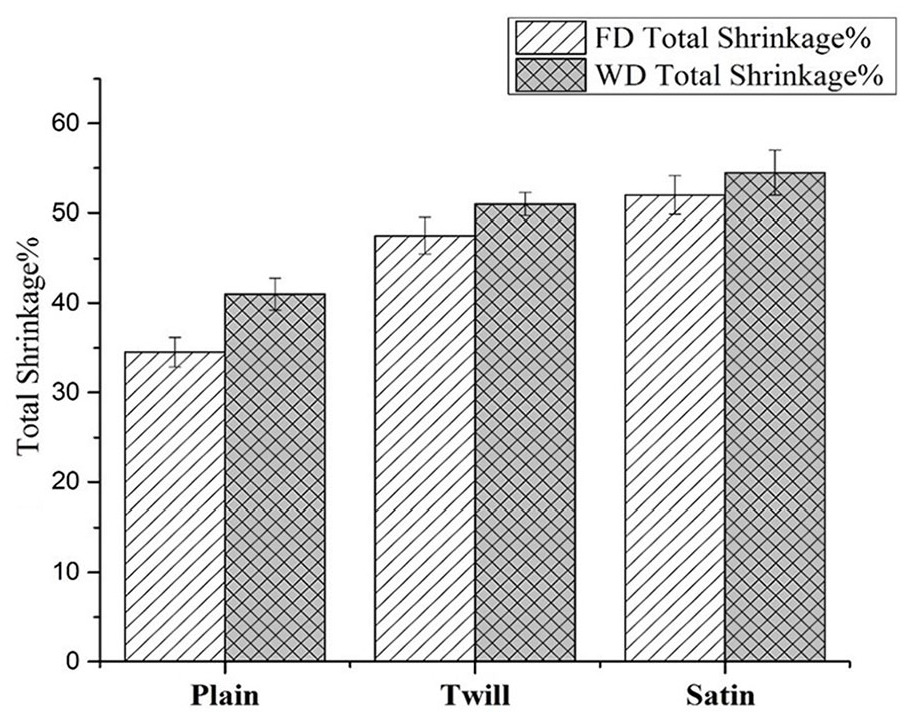
Shrinkage behavior of fabrics of Group-1 in WD and FD.
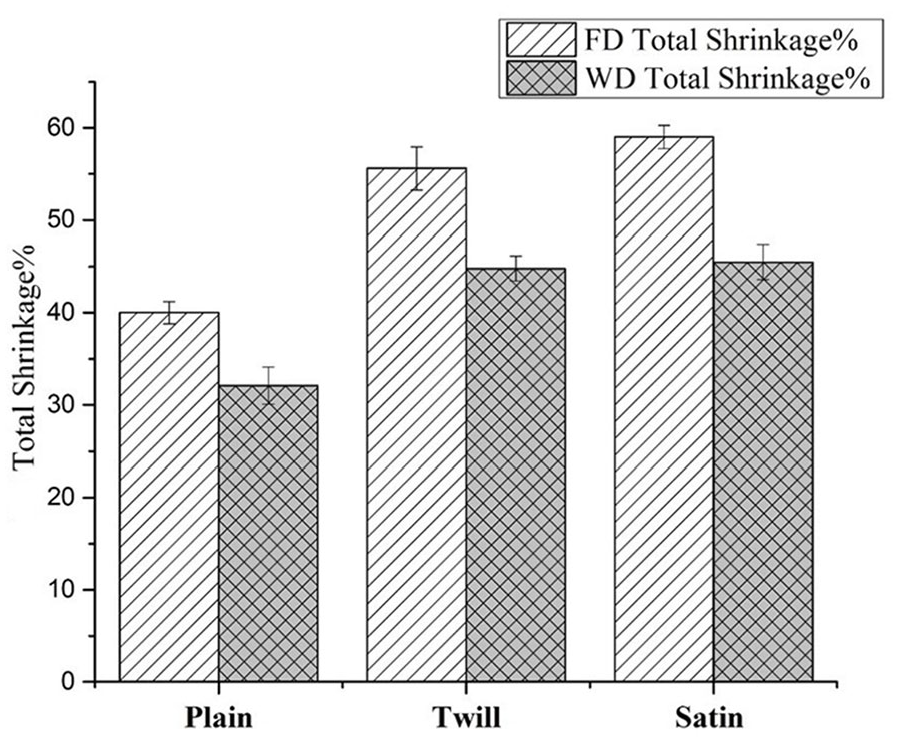
Shrinkage behavior of fabrics of Group-2 in WD and FD.
For Group-1, the higher shrinkage in WD can be attributed to the fact that warp yarns undergo higher stresses and tensions during weaving as well as during warping and sizing process as compared to weft yarn. Therefore, the elastic warp yarns in Group 1 are woven under high tension during weaving as compared to weft yarns and upon relaxation they shrunk more as compared to weft yarns. Furthermore, the higher shrinkage along warp, limits or balances the shrinkage of these fabrics in weft direction resulting in smaller shrinkage along weft because of the shrinkage balancing effect. On the other hand, for Group-2, alternate elastic and non-elastic yarns in warp direction are used which resulted in less shrinkage along this direction. The shrinkage balancing effect along weft direction is smaller in this group and thus the fabrics are more prone to shrink along weft direction which has elastic yarns. Therefore, there is higher shrinkage along weft direction in fabrics of Group-2.
Another observation made in this study is the relationship of the shrinkage behavior with the weave of the fabric. The fabrics with higher weaving float for example, satin undergo higher shrinkage. This is also evident from the shrinkage results along weft and warp direction of the two fabric groups as shown in Figures 1 and 2. This finding is in accordance with the previous studies. 10 The reason for this behavior is that the fabric with higher floats is loosely woven and the yarns are mobile and easier to move. Therefore, upon relaxation the yarns are more crimped between two consecutive interlacement points resulting in higher shrinkage. In addition to comparing shrinkage along FD and WD in same group, it is worth observing that how shrinkage poses along one direction (FD or WD) across two groups of fabrics. Figures 3 and 4 compares the results of shrinkage behavior of the two fabric groups in FD and WD, respectively. It can be observed that there is higher shrinkage along FD in Group-2 as compared to Group-1 as shown in Figure 3. As explained earlier, this is because of elastic yarns in warp and weft direction in the fabrics of Group-1. The higher shrinkage of elastic yarns in WD limits or balances the shrinkage of these fabrics in FD resulting in smaller shrinkage along FD. In the WD, fabrics of Group-1, underwent higher shrinkage as compared to fabrics of Group-2 as shown in Figure 4. This is because of elastic yarns in the WD, the fabrics shrunk more as compared to those fabrics with alternate elastic and non-elastic yarn in Group-2. In addition, because the warp yarns undergo higher stresses and tensions during weaving as well as during warping and sizing process which reduces the elongation properties of rigid warp yarns and there is permanent deformation set in the yarn which restricts the shrinkage in this direction. Therefore, because of this permanent deformation set in the rigid warp yarns the fabrics of Group-2 shrunk less in WD as compared to the fabrics of Group-1 with elastic yarns in WD.
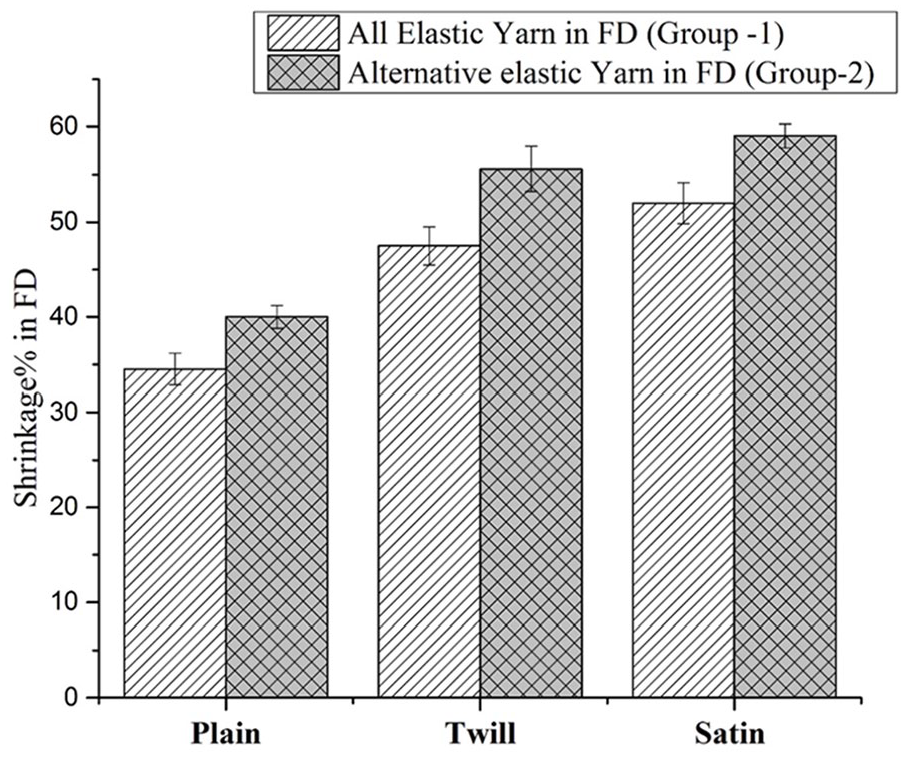
Shrinkage behavior of fabrics in weft direction (FD).
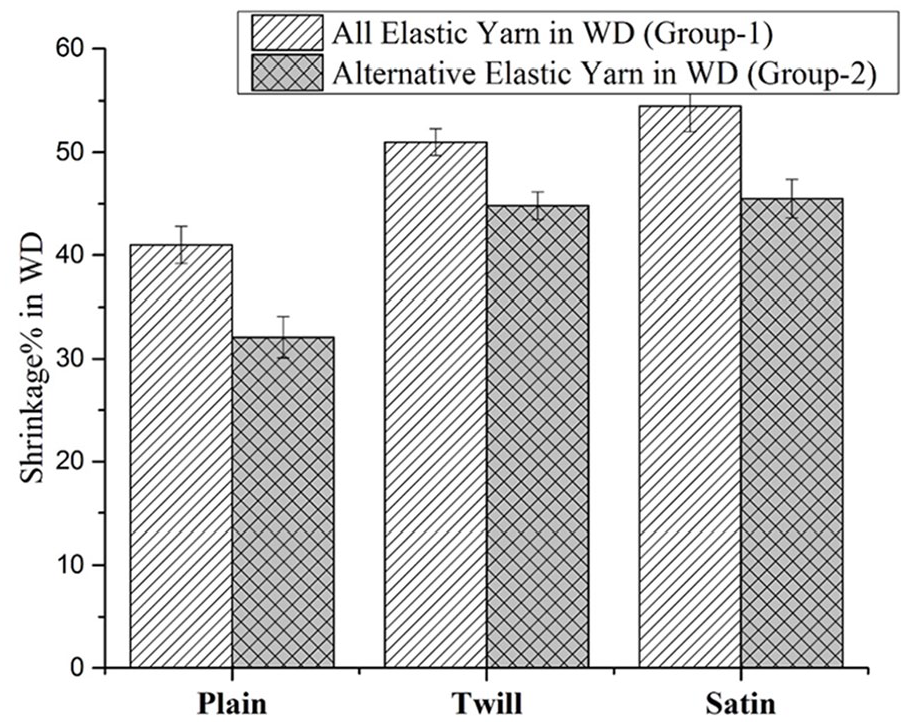
Shrinkage behavior of fabrics in warp direction (WD).
Figures 5 and 6 shows the fabric thickness and shrinkage to thickness ratios (ST) of the two groups in FD and WD. From Figures 5 and 6, it can be seen that the thicknesses of fabrics of Group-1 are higher as compared to the fabrics of Group-2. This can be attributed to yarn crimps resulted from higher shrinkage due to the use of elastic yarns in Group-1. Furthermore, the use of alternate elastic yarns in Group-2 in WD resulted in less shrinkage along WD as compared to FD. Therefore, upon relaxation, the yarns in this fabric are less shrinked resulting in smaller contribution in thickness increment. Therefore, we can say that the thicknesses are a function of fabric shrinkage.

Thicknesses and shrinkage to thickness (ST) ratios in weft (FD) and warp (WD) direction of Group-1 fabrics.
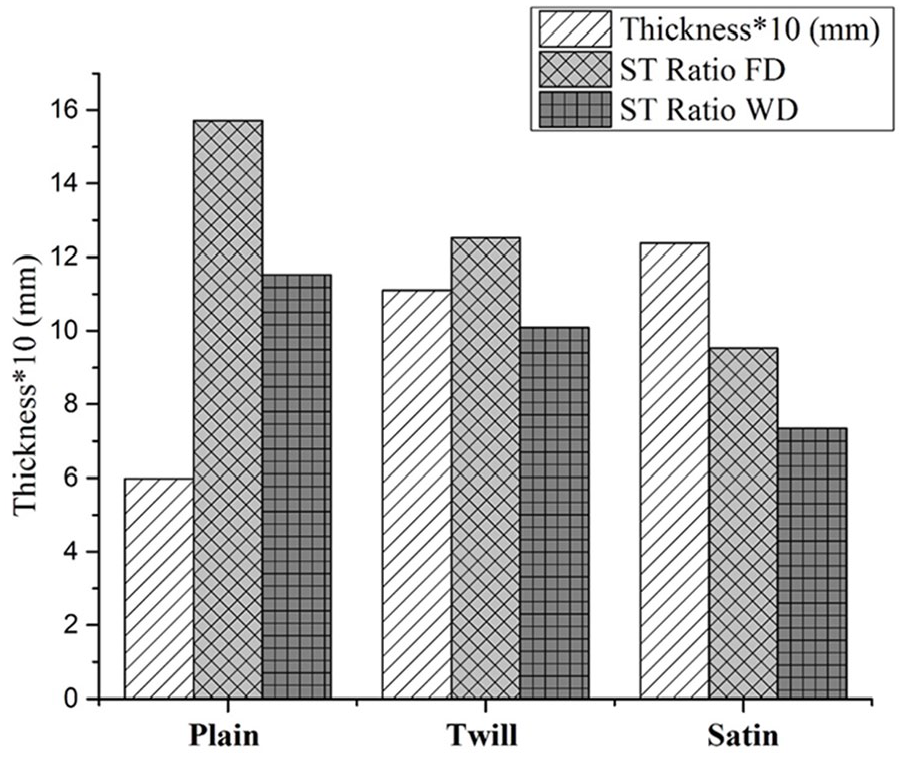
Thicknesses and shrinkage to thickness (ST) ratios in weft (FD) and warp (WD) direction of Group-2 fabrics.
Furthermore, it is well known that thickness plays an important role in defining the comfort characteristics of a fabric. Generally, fabrics with lesser thickness are considered more comfortable in terms of air permeability. 17 Conversely, fabric with higher shrinkage results in higher stretch and is more comfortable during movement or exercise because it can accommodate the deformations produced because of bending or muscles enlargement. Consequently, a fabric with smaller thickness and higher stretch or shrinkage or a fabric with higher ST ratio is more comfortable. Therefore, ST ratio can be used as an important indicator to estimate or at least to compare the comfort characteristics of different fabrics. As for ST ratio, all fabrics in Group-1 showed higher ST ratio in WD whereas all fabrics of Group-2 showed higher ST ratio in FD. The highest ST ratio is exhibited by plain woven fabric of Group-2 in FD. The main reason for this behavior is the lesser thickness of this fabric and higher shrinkage in FD due to use of elastic yarn.
The least ST ratio is exhibited by Satin woven fabric of Group-2 in WD. The reason for this is the smaller shrinkage in WD and higher thickness due to shrinkage in FD. As explained above, because of long float of satin weave there is higher shrinkage which contributed more to the thickness increment resulting in higher thickness and ultimately smaller ST ratio. The ST ratio of twill woven fabric falls in between Plain and Satin. However, in Group-1, the highest ST ratio is exhibited by Plain woven fabric in WD. The reason for this is the higher shrinkage in this direction because of elastic yarns and smaller thickness of plain weave because of more compact structure which resulted because of higher intersection points. The ST ratio of twill and satin fabrics in Group-1 is almost same.
Stretch and recovery behavior
Figures 7 to 10, compare the fabric stretch and recovery behavior of the two groups in FD and WD. From Figures 7 and 8, it can be seen that in WD, the fabric of Group-1 has higher stretch and recovery properties as compared to the fabrics of Group-2. The reason for this behavior is that in Group-1, elastic yarns are used in WD, there is more shrinkage along this direction as compared to the fabrics of Group-2 which has alternate elastic and non-elastic yarn in warp. Therefore, owing to the higher shrinkage, the extensibility or stretch% of the fabrics is also increased. Likewise, the recovery is also decreased in case of Group-2 fabrics. It was also observed that after stretching, the Group-2 fabrics undergo permanent deformation and don’t recover fully. This is due to the presence of non-elastic yarns wherein the yarn structure undergoes fiber-to-fiber displacement resulting in increased growth and reduced recovery.

Comparison of stretch% of fabrics in warp direction.

Comparison of recovery% of fabrics in warp direction.

Comparison of stretch% of fabrics in weft direction.
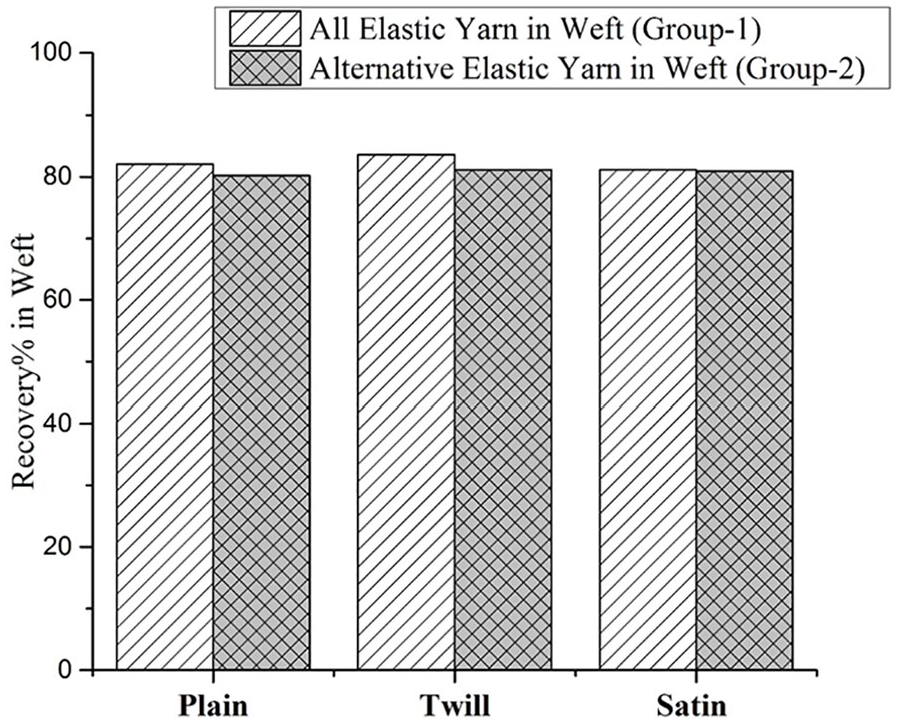
Comparison of recovery% of fabrics in weft direction.
On the other hand, in case of fabrics of Group-I, elastic yarns tend not to permanently deform due to their elasticity and thus the recovery percentage is high. Almost similar behavior is observed in FD as shown in Figures 9 and 10. In FD elastic yarns are used in the fabrics of both groups. However, fabrics of Group-I, showed higher stretch% for twill and satin weave and lesser stretch in plain weave as compared to those of Group-II. The reason for this behavior is that the longer float in twill and satin weave resulted in more shrinkage of elastic yarns and upon stretching the reversal of higher shrinkage resulted in higher stretch%. While, in case of plain weave the yarns are locked at every alternate position which resulted in more compact structure and smaller shrinkage of elastic yarn and smaller stretch percentage.
On the other hand, in case of plain-woven fabric of Group-II, because of alternate elastic and non-elastic yarns in WD, and elastic yarns in FD, this fabric was more prone to shrink in FD. Therefore, upon stretching the reversal of this higher shrinkage produced higher stretch% as shown in Figure 9.
Tensile behavior
Figures 11 and 12 compare the fabric stress and strain behavior of the two groups in WD. It can be seen that the fabrics of Group-I undergo higher tensile strains and required less tensile force to stretch. Furthermore, they have higher elastic limits as compared to the fabrics of Group-II. The reason for this behavior is that because in Group-1, elastic yarns are used in WD which resulted in higher shrinkage in WD. Therefore, because of the higher shrinkage, the extensibility or stretch% of these fabrics is also higher. Upon stretching, least tensile load is required and is consumed in the reversal of this shrinkage. Furthermore, because of higher shrinkage the elastic limits and yield point also increased. On the other hand, in case of the fabrics of Group-II, because of alternate elastic and non- elastic yarns there was lesser shrinkage in WD which reduced the elastic limits of the fabrics. Upon stretching the yield point reached earlier and higher tensile load was taken by the fabrics for further stretching. In terms of weave of the fabrics the fabric of both groups showed similar behavior when stretched in WD. Plain woven fabric being the most intertwined fabric because of highest number of interlacements per unit area required highest tensile loads and underwent least tensile strain as compared to twill and satin. On the other hand, satin woven fabrics being the loosest structure because of longer yarn float and least number of intersections per unit area required least tensile force but underwent highest tensile strain. While the twill fabric lied between plain and satin fabric as it required higher tensile load than satin but lower than plain. Likewise, the twill fabric underwent higher tensile strain than plain fabric but lower tensile strain than satin fabric. The same kind of behavior is reflected in case of Group-2 as shown in Figure 12. In addition to the use of elastic and non-elastic yarns, the tensile behavior of fabrics is also influenced by stretching direction. This behavior has implications particularly on ease of stretch and bending of the fabrics in apparel applications. For example, the satin fabrics which require lesser tensile loads and produce higher tensile strain can be stretched easily to accommodate the deformation because of movement or bending and will appear more comfortable to the wearer.

Tensile stress–strain curves of Group-I fabrics in warp directions.

Tensile stress–strain curves of Group-II fabrics in warp directions.
Figures 13 and 14 show the tensile behavior of the fabric in FD. Although the fabrics of both groups have elastic yarns in FD, their behavior is quite different. It can be seen that the fabrics of Group-I took higher tensile loads as compared to the fabrics of Group-II especially twill and satin fabrics. The reason for this behavior is the lower shrinkage in the fabrics of Group-I because of the shrinkage balancing effect, as has been discussed earlier. In addition, the fabrics of two groups showed similar behavior in terms of weave of the fabrics. Plain woven fabric exhibited the highest loads and underwent smaller tensile strain and the satin woven fabric showed middle tensile loads and underwent highest tensile strain while the strains of twill woven fabrics fell between two other types of fabrics, however twill fabrics’ tensile loads are lowest.

Tensile stress–strain curves of Group-I fabrics in weft directions.

Tensile stress–strain curves of Group-II fabrics in weft directions.
Conclusion
In summary, the shrinkage behavior, and tensile properties of woven fabrics with elastic yarn and alternate elastic yarns in warp were studied. Both types of yarns were woven in three weave patterns that is, plain, twill, and satin. It was found that the two fabric types had different thickness, shrinkage, and tensile behavior. The fabrics prepared from elastic yarns exhibited higher shrinkages and thickness. The higher shrinkage could be attributed to the stresses during warping and weaving processes. The elastic yarns in warp were woven on loom in stretched state and upon relaxation the yarns in the woven fabric resumed their equilibrium state. In equilibrium state, the z-component of yarn crimp increased thus causing the increase in thickness of fabric. Moreover, in these fabrics, owing to the high shrinkage in warp direction, the weft direction exhibited low shrinkage due to shrinkage balancing effect. In warp direction, the stretch percentage of plain, twill and satin fabrics of group-I was 22.3%, 29.9%, and 35.9% higher than their corresponding fabrics in group-II, whereas, in weft direction the fabrics of group II had a stretch percent of 17.5%, 36.2%, and 44.5% respectively, higher than that of their corresponding fabrics in group-I. Therefore, we can say that the difference, in stretch percentage due to the presence of elastic yarns in warp direction in case of group-I fabrics, is compensated due to the higher stretch% in weft direction in case of group-II fabrics. This study has opened up opportunities to further look into the relation between shrinkage thickness ratio and comfort properties in terms of management properties of fabrics with alternate and elastic yarns.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This Project is Supported by Ningbo Natural Science Foundation (Project ID 2018A610107).