
Abstract
Professional dancers incur expense when their pointe shoes are damaged by rapid abrasion and tear degradation. The mechanical properties of a typical pointe shoe fabrication were compared with potential alternatives. Individual test results varied in tensile strength, abrasion resistance, tear strength, seam strength, and seam efficiency. Eco-friendly stretch (A), stretch satin (E), gabardine (L), and plain-weave linen (M) fabrications had lower breaking loads and less abrasion resistance than the control. Elmendorf tear strength showed Fabrics E, silk chiffon (G), L, and ripstop (N) gave better results than the control. Seam strength calculation of force perpendicular to a seam showed that poplin (B), E, L, and N fabrications performed better than the control fabric. Overall results indicated that Fabrics E, L, and N were highly recommended for use in pointe shoes.
Introduction
Professional ballerinas—while not textile experts—require improvements in abrasion resistance, seam strength, and tear strength of pointe shoes. Pointe shoes are expensive for ballet companies and dancers. Major ballet companies order hundreds of pairs of shoes annually for their principal dancers, with typical shoe budgets of US$500,000. 1 Having a short lifespan, wearable pointe shoes may only last 20 to 45 minutes during an intense dance performance 2 or only one performance before they tear apart. 3
The development of ballet footwear spans from dancers initially wearing heeled dance shoes, to ballet slippers, and then to pointe shoes in the 1880s. Pointe work as a dance form gives the illusion of weightlessness with
Pointe shoe anatomy is formed with various design attributes (Fig. 1). Extensive definitions of pointe shoe construction can be found in Gaynor Minden
5
and Nye.4 Themain sections of the pointe shoe silhouette include the shank, box, platform, vamp, ribbons or elastic, and the outer sole of the shoe. The shank of the shoe is the stiff insole that provides support and is adhered with a soaked epoxy glue (paste) and sewn seams. The box piece, otherwise known as the block, is the stiff toe cup that encases the shoe. The platform is the portion of the shoe the dancer uses when in
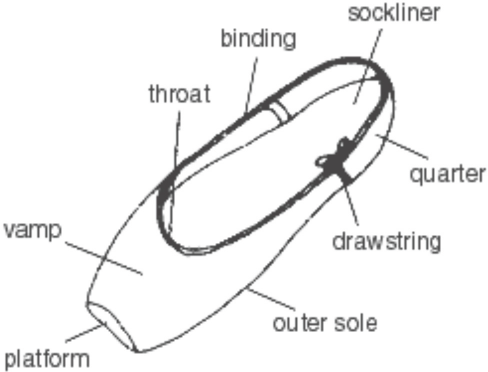
Anatomy of the pointe shoe. Illustration by Eliza Minden. Copyright Gaynor Minden Inc. 2015. Used with permission.
Dancers place their entire weight on their foot in the pointe shoe platform while dancing. The nature of pointe work creates the most abrasion and tearing on the shoe platform. While strong fabrications, such as Tyvex have been suggested, the majority of pointe shoes are traditional paste shoes.4,6 Thus, ballerinas commonly repair pointe shoes with glue and darning stitches to prolong their wearable life. A smooth satin platform reduces a dancer's traction; thus, dancers prepare pointe shoes by cutting away the satin and darning the toe block to increase traction on the platform. 2 Additionally, dancers darn stitches over the ridge of the toe block to prevent holes and keep frayed satin from tearing away from the platform.3,7 To improve shoe stability, dancers darn the wings (sides) of their shoes over the toe to keep their slippers in shape. 3
Entrepreneurs have patented numerous pointe shoe designs to improve ballet performance and pointe work by improving shoe strength, the toe box, or shoe shanks that enable dancers to jump higher or have quicker movements. 3 Additional pointe shoe patents aimed at improving ballet performance included eliminating sound or improving shanks to mold to the dancer's foot.1–4,8 While new technological advancements in pointe shoes have improved ballet shoes, many dancers mold their shoes by cutting and reshaping.3,8
Specifc patents designed to improve pointe shoe fabrications include Bonaventure's cover for ballet slippers and Luhr's removable cover for toe-dancing shoes. Bonaventure's changeable cover worn over pointe shoes had a wear pad on the platform and ft snugly to prevent wear and staining.9 Thedisadvantage of Bonaventure's patent was that the cover caused dancers to slip. Luhr improved Bonaventure's cover design by cutting fabric on the bias, allowing a tighter ft, with a hole in the shoe platform so that dancer's pointe shoes had direct contact with the floor. Luhr's design reduced the probability of a ballerina slipping, 10 however, the platform is the area of most fabric abrasion and tearing.
Because the extensive and quick wear of the fabrication currently used in pointe shoes, the goal of this study was to examine the fabric used for traditional pointe shoes and compare it with substitutable options. The hypothesis was that control fabric (D) would be the best performing fabrication, as it was the typical fabric used in a pointe shoe.
Research Design and Materials
The research design involved experimental laboratory testing of fabrications in a controlled environment. Sample fabrics (14) were selected as candidates for pointe shoe fabrications. The sample consisted of one control fabric and 13 substitutable fabrics, with index A to N assigned to each fabric (Table I). Control Fabric D consisted of 100% polyester satin fabric, and was representative of the typical fabric commonly used for pointe shoes. A content analysis of online pointe shoe manufacturers showed that 100% polyester satin was the most common fabric used in pointe shoes.11–15
Physical Properties of Sample Fabrics
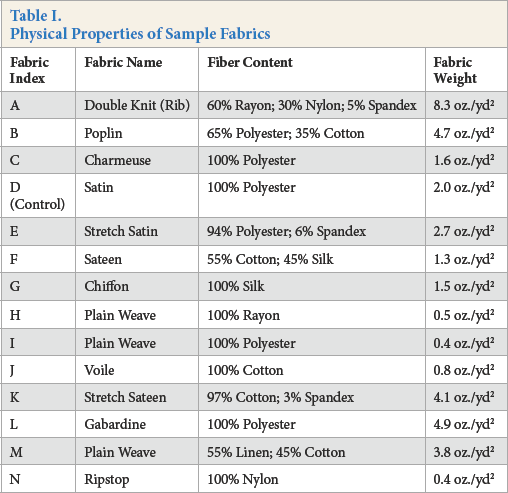
Physical performance properties of each fabric are shown in Table I. The experimental fabrics had a similar color (white or off-white) and as close to the aesthetic appearance to the control fabric as possible; the majority of fabrics were top weight, except for Fabric A.
Procedure and Analytical Methods
The review of pertinent literature indicated abrasion resistance, tear strength, and seam strength to be appropriate textile tests. For all experiments conducted, room temperature and humidity were controlled in the laboratory. The fabric pieces were prepared by being pre-cut and conditioned in the laboratory for a minimum of two hours prior to testing. Identical samples were tested for each specification for each fabric to ensure the stability of each test. Evaluation was based on an average reading of the samples per test method protocol.
The test procedure for tensile strength followed ASTM D5034-09 (Standard Test Method for Breaking Strength and Elongation of Textile Fabrics (Grab Test).
16
This test method covers the grab and modified grab test procedures for determining breaking strength and elongation of most textile fabrics. Each specimen was mounted centrally in clamps of a Constant Rate of Extension (CRE) machine and a pulling force applied until the specimen breaks. The experimental fabrics were tested five times and the data were averaged. Values for the breaking load

The test procedure for abrasion resistance followed ASTM D3884-09 (Standard Test Method for Abrasion Resistance of Textile Fabrics, Rotary Platform & Double-Head Method, Taber Abrader Tester). 17 The purpose of this test was to determine the flat abrasion resistance of the fabrics before the point of rupture. For this test, a specimen was mounted on a turntable platform and turned (300 revolutions) on a vertical axis against the sliding rotation of two abrading wheels with controlled pressure, and the pre- and post-weights were recorded to calculate the loss of fabric weight. The experimental fabrics were tested three times and the data were averaged. The loss in breaking load was calculated by Eq. 2.

The test procedure for tear strength followed the ASTM D1424-01 (Tear Resistance of Woven Fabrics by Falling-Pendulum Method, Elmendorf Tester). 18 The purpose of this test was to determine the force required to increase a single tear starting from a cut in the fabric perpendicular to the yarns and using a falling-pendulum type (Elmendorf) apparatus. The tearing strength reflects strength of individual yarns. As force increases on a tear, yarns distort until they rupture. Both warp and weft directions of the fabric were tested and evaluated for the fabrics resistance to propagate a tear. The experimental fabrics were tested five times, in both warp and filling directions, and the data were averaged.
The test procedure for seam strength followed ASTM D1683-lla (Standard Test Method for Failure in Sewn Seams of Woven Fabrics, Grab Method, Instron Tester). 19 This test method measures the maximum sewn seam strength achieved in woven fabrics when a force is applied perpendicular to the seam. The grab test procedure was used in conjunction with this test method to measure sewn seam strength. A core-spun polyester, 24 tex with a thread count of 136 g/m2 in black, was used to sew seams. 20 Two plies of fabric samples were sewn together with a single needle superimposed plain seam (SSa-1) having an identical ½ in. seam allowance to test seam strength. The experimental fabrics were tested three times and the data were averaged. Seam strength was calculated according to Eq. 3.

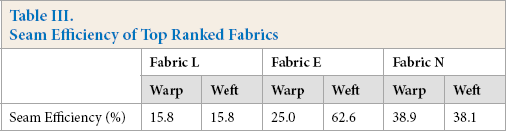
Seam efficiency is the ratio, expressed as a percentage, of the breaking force required to rupture a sewn seam or fabric. If the fabric and thread have equal strength, they rupture simultaneously. If the thread ruptures first, it is weaker than the fabric and the opposite is also true. Thus, results between 80% and 100% seam efficiency are preferred, as it is easier to repair the thread than fabric, while at the same time, the seam is not damaged by sewing operations. 21 Seam efficiency was calculated with Eq. 4.

Results and Discussion
Gaynor mentioned the short lifespan of pointe shoes and described fabrication problems. 2 Textile performance properties of abrasion, tearing, and seam strength prioritize fabrications for a better selection of pointe shoes. In this study, the mechanical properties of experimental samples with different fabrication, fabric density, and yarn fiber composition were tested until a fabric failure occurred using external force by each instrument. Then, the results of thirteen sample fabrics were compared against the control Fabric D for abrasion resistance, tear strength, and seam strength. The performance properties of the samples were evaluated and recommendations for improving pointe shoes were made based on these results.
Abrasion Resistance
Abrasion is the ability of a material to resist surface erosion as a result of rubbing against another material. Breakdown occurs as a result of abrasion as transverse cracks appear on the fiber. The performance is related to the type of abrasion in terms of direction and pressure, the type of abrading material, tension on the fabric, and whether the material is wet or dry. Abrasion results in weight loss and is considered a significant negative result for pointe shoes.
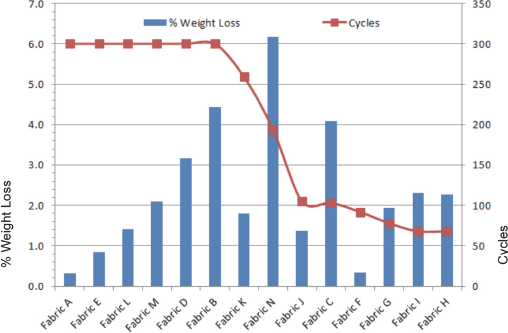
Table II shows the results for the average weight loss of each individual fabric upon completion of abrasion testing. All cycles with a fabric rupture occurring prior to 300 revolutions (cycles) were considered an unacceptable result. The control Fabric D had an average weight loss of 3.16% after 300 cycles. Fabrics A, B, D, L, and M and underwent 300 cycles without rupture. Fabrics C, F, G, H, I, J, K, and N ruptured after less than 300 cycles, resulting in low abrasion resistance.
Weight Loss of the Sample Fabrics with Abrasion Cycles

The abrasion resistance of fabrics is ranked by weight loss and cycles in Figs. 2 and 3, respectively. Fabric A demonstrated the best abrasion resistance with 0.31% weight loss after 300 cycles, followed by Fabrics E, L, M, D, and B (in descending order) among all fabric samples (Fig. 2). Interestingly, Fabrics A, E, L, and M had better performance than control Fabric D, which is commonly used in pointe shoes. Weight loss is a variable that affects performance. The experimental fabric results were compared for their ability to meet the benchmark of 300 cycles without rupture and less or the same weight loss as the control. Fabrics A, E, L, and M met this criteria as they ruptured after 300 cycles and had less weight loss than the control. It can also be concluded from Fig. 2 that Fabrics A, B, E, L, and M had the same results as control Fabric D for abrasion resistance. The fabrications are ranked according to their ability to meet the 300-cycle benchmark with corresponding weight loss. Fabric A performed the best with the lowest weight loss and meeting the 300-cycle benchmark. Fabric N had the highest weight loss and failed to meet the benchmark.
Cycle rankings of fabric samples.

Weight loss rankings of fabric samples.
In this test, strong fibers mixed with an elastomeric fiber exhibited a good abrasion resistance (i.e., Fabric A with 30% nylon with 5% spandex or Fabric E with 94% polyester with 6% spandex). Satin and twill weave Fabrics A, E, L, and M performed better and contributed to a higher abrasion resistance.
Tearing Strength
Tearing strength is the force required to continue a tear previously started in a fabric. The fiber and yarn strength is the dominant factor that determines tearing strength while fabrication is the secondary factor. The higher the tearing strength of a fabric, the better the performance and serviceability of pointe shoe fabric. Fig. 4 shows tearing strength results for the control and test fabrics. It was concluded that the stronger the fiber or yarn and the higher the fabric density, the higher the tearing strength. Overall, Fabric L performed the best in both warp and weft directions, followed by Fabrics N, G, B, and E in descending order. Fabrics H and I were the weakest fabrics of all fabrics tested with regards to fabric tearing strength. Individually, Fabrics B, E, G, L, and N showed higher tearing strength in the warp direction, while Fabrics B, C, G, L, and N had higher tearing strength in the weft direction.
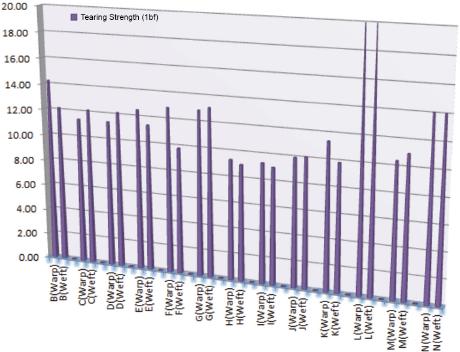
Tearing strength results of fabric samples.
Correlating the tearing strength results with fabrication type (Table I), Fabric I (plain weave of a single fiber type) had a lower tearing strength than Fabric B (plain weave with blended fibers), but a higher strength than Fabric E (satin stretch fabrication). A balanced weave is preferred for higher tearing strength, where the physical properties of the warp yarn are close to or equal to that of the weft, as the weakest fiber will be the first to break on application of external force.
Seam Strength and Seam Efficiency
Seam strength in sewn fabrics is defined as the maximum resistance to rupture a stitched seam. The greater the force needed to rupture a seam, the less likely the seam will slip, damage, or fail, and there will be better performance of the fabric joined with thread. While portions of a pointe shoe are glued, the platform and binding are sewn with a single needle plain seam (Ssa). 2
Fig. 5 shows the summary of the seam strength test. Fabrics N and E had the strongest seam strength in the warp direction, followed by Fabric B, which indicated stronger seam strength in the warp direction when compared with control Fabric D. In the weft direction, fabric N was also the strongest, followed by Fabrics C, H, and B in descending order. On the other hand, extension of the sewing thread and fabric at break loading also contributed to the integrity of the seam under external force. It can also be seen from Fig. 5 that most experimental fabrics performed better than the control fabric with regards to extension at break. This result is partly due to the fabrication and presence of elastomeric fiber in the fabric. The best seam strength performance of fabrics tested were Fabrics N, E, B, and L in descending order, all of which performed better than control Fabric D.
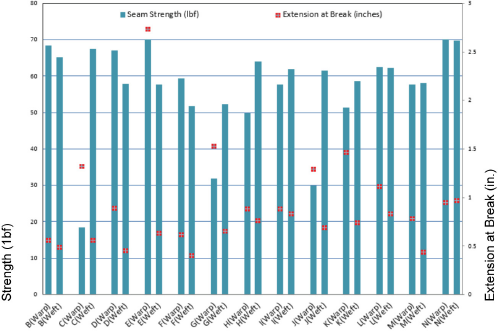
Seam strength results of fabric samples.
Table III shows the three top-ranked fabrications with medium to low efficiency that are still acceptable. However, an optimized seam efficiency in pointe shoes would result from substituting the currently-used sewing thread (24 tex) with thread having higher tensile strength.
Seam Efficiency of Top Ranked Fabrics
Summary of Mechanical Performance Tests
Performance testing determined whether alternate fabrics were suitable to replace the typical fabrication used in pointe shoes. The rationale for the performance tests was that
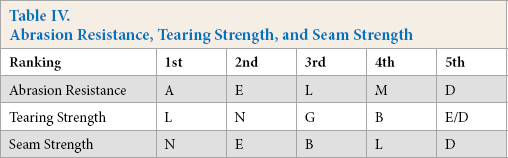
Abrasion Resistance, Tearing Strength, and Seam Strength
We compared these top-ranking fabrics for tensile strength and elongation (Fig. 6). According to ASTM, tensile strength is the breaking load needed to rupture a fabric, while breaking elongation is the elongation corresponding to the breaking load. Tensile strength usually relates more to fiber performance, and the breaking elongation results from fiber performance, yarn, and fabric construction. Thus, for a pointe shoe, the higher the tensile strength, the more durable a material is. On the other hand, a comfort stretch is preferred for a pointe shoe, which refers to the small increase (elongation) in material dimensions that occur with movement. Tensile strength and elongation results in the figure confirmed that Fabrics L and B performed much better than commonly-used Fabric D. Fabrics E, G, and N were found to be comparable to Fabric D. Thus, this test implies that Fabrics E, G, and N would wear identically to the currently-used control Fabric D and Fabrics L and B would be less likely to rupture.
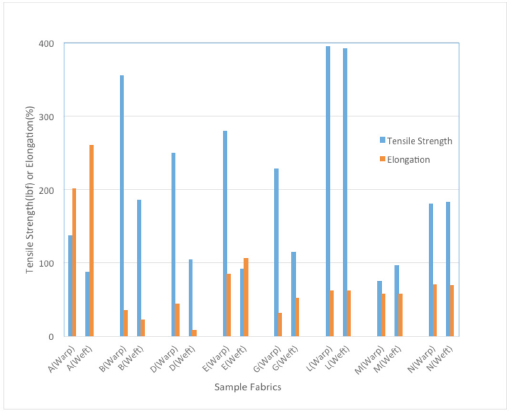
The tensile strength and elongation of top-ranked fabric samples.
According to various common pointe shoe manufacturers, 100% polyester satin (control Fabric D) is currently used for pointe shoes. All fabrics that performed better than control Fabric D in each of these three tests could be a reasonable replacement in pointe shoes. Upon gathering all of the data, Fabrics E, L, and N were among the highest ranking of all fabrics examined.
Therefore, Fabrics E (stretch satin), L (gabardine), and N (ripstop) are highly recommended as alternative fabrics for pointe shoes. The overall results rejected the hypothesis since various experimental fabrics performed better than the control fabric in every test conducted.
Conclusion
This paper reviewed the history and development of pointe shoes, with emphasis on fabric used and its physical and mechanical properties. Some previous research and patents were studied on pointe shoe fabrication and were noted in this article. There were suitable fabrics that could replace the currently used fabric in pointe shoes based on their comparative textile testing performance. Fabric L (100% polyester, gabardine), Fabric E (94% polyester and 6% spandex, satin), and Fabric N (100% nylon, ripstop) showed better mechanical performance when compared with the other fabrics tested in this study. Therefore, the control Fabric D, which is currently used in industry as the primary fabric for pointe shoes, could be replaced with another similar fabrication of varying densities and fabric weights that had higher physical and mechanical performance.
Referring to patented shoe examples, such as Gaynor, 2 it was assumed that pointe shoe manufactures and dancers prefer small seam allowances in the construction of pointe shoes, to increase wearers’ comfort. We did not manipulate seam width, which could improve seam slippage and efficiency. Seam width manipulation and varying stitch and seam formations could be considered for a future study. The limitation of this research is that three performance properties were tested and evaluated separately; the performance of fabric under external tension or forces could be synergistic or antagonistic. Meanwhile, this research did not involve fabric performance properties such as comfort, aesthetics, and maintenance. Further research may focus on these aspects of pointe shoe fabric.