
Abstract
This study explores the integration of sustainable practices in the textile industry through the use of naturally colored cotton, which offers significant environmental advantages by eliminating the need for chemical bleaching and dyeing, thereby conserving water, chemicals, and energy. We examined the impact of yarn count and twist multiplier (TM) on the quality parameters of knitted fabrics tailored for winter cotton sweaters, utilizing a flatbed knitting machine to create a rib-cum-interlock structure. Our analysis aimed at optimizing thermal resistance, pilling resistance, and bursting strength, while reducing air permeability and fabric shrinkage. The findings indicated that thermal resistance peaked at 2.33 × 10−3 m2K/W for yarns with a 20/2 Ne count and a 4.5 TM. Furthermore, coarser yarns demonstrated enhanced bursting strength, with the highest at 276.8 kPa for a 16/2 Ne count and 4.25 TM, and an increase in yarn count improved pilling resistance. Air permeability was lowest at 103 mm/s for 16/2 Ne yarns. Interestingly, a rise in yarn count led to negative lengthwise shrinkage but positive widthwise shrinkage. The 20/2 Ne yarn count with a 4.50 twist multiplier emerged as optimal across considered properties, underscoring the potential of naturally colored cotton as a sustainable alternative in textile manufacturing. These findings provide valuable insights into the potential of naturally colored sustainable cotton as a viable alternative to conventional cotton in the textile industry.
Introduction
Cotton, with its inherent softness, breathability, and versatility, has long been a cornerstone of the global textile industry, fueling a diverse range of products from everyday clothing to high-end fashion textiles.1–4 As a pivotal economic commodity, cotton’s global exports encompassing fiber, yarn, and woven fabric, contribute significantly to international trade, amounting to an impressive 63 billion USD annually. Yet, this widespread reliance on cotton is accompanied by growing concerns over environmental sustainability and resource management. Notably, the conventional cultivation and processing of cotton pose substantial environmental challenges, primarily due to the significant water consumption and chemical use required for pre-treatment processes like scouring and bleaching. These stages alone demand between 10 and 130 L of water per kilogram of cotton, contributing to water scarcity and pollution.5–8 Moreover, the environmental footprint is exacerbated by the chemicals deployed in these processes, which, if mismanaged, can lead to detrimental ecological impacts. 9
In light of these concerns, the textile industry stands at a crossroads, tasked with reconciling cotton’s intrinsic value with the imperative for more sustainable practices. This dichotomy has propelled the search for innovative solutions capable of mitigating cotton’s environmental impact without compromising its utility and appeal. Naturally colored cotton, which is an eco-friendly variant of conventional cotton, holds the promise of revolutionizing the industry’s approach to sustainability. Distinguished by its inherent coloration, this form of cotton eliminates the need for the resource-intensive bleaching and dyeing processes that conventional cotton undergoes, thereby conserving water, reducing chemical use, and minimizing energy consumption. 10 Furthermore, naturally colored cotton varieties often exhibit greater resilience to pests and diseases, reducing the reliance on harmful pesticides and fertilizers, which in turn, curtails chemical runoff and greenhouse gas emissions. 11
Recent research underscores the multifaceted advantages of naturally colored cotton, delving into aspects such as its quality parameters, hydrophilic properties, and impact on fabric characteristics. Studies have highlighted the influence of cotton’s origin on its quality, the suitability of open-end spinning for its shorter fibers, and the comparative performance of white and colored cotton in terms of whiteness and moisture-absorption capabilities.12–15 Additionally, investigations into the environmental efficiency of naturally colored cotton fabric treatments suggest a significantly lower resource requirement compared to conventional cotton. 16 Notably, research findings also point to the superior mechanical properties and potential antibacterial and flame-retardant qualities of naturally colored cotton, emphasizing its versatility and appeal for various applications.17–23
Despite these promising insights, a gap remains in our understanding of the specific influence of plied yarn parameters – such as yarn count and twist multiplier – on the performance characteristics of knitted fabrics, especially in the context of flat-knitted sweater fabrics. This study aims to fill this research void by examining how these parameters affect the thermal resistance, air permeability, bursting strength, pilling resistance, and shrinkage of knitted fabrics produced using double-ply yarn made from naturally colored cotton. By exploring these aspects, we aspire to offer valuable contributions to the field, enabling fashion designers and manufacturers to tap into the sustainable knitted garment market, thereby addressing the demands of the increasingly sustainability-conscious consumer base.
This investigation not only seeks to enhance the body of knowledge surrounding naturally colored cotton but also to catalyze the development of sustainable textile practices that align with environmental stewardship and resource efficiency. Through this research, we endeavor to pave the way for a more sustainable future in textile production, highlighting the role of innovative materials and techniques in achieving ecological balance while maintaining the esthetic and functional qualities that have made cotton a fabric of choice across cultures and centuries.
Material and methods
Development of fabric samples
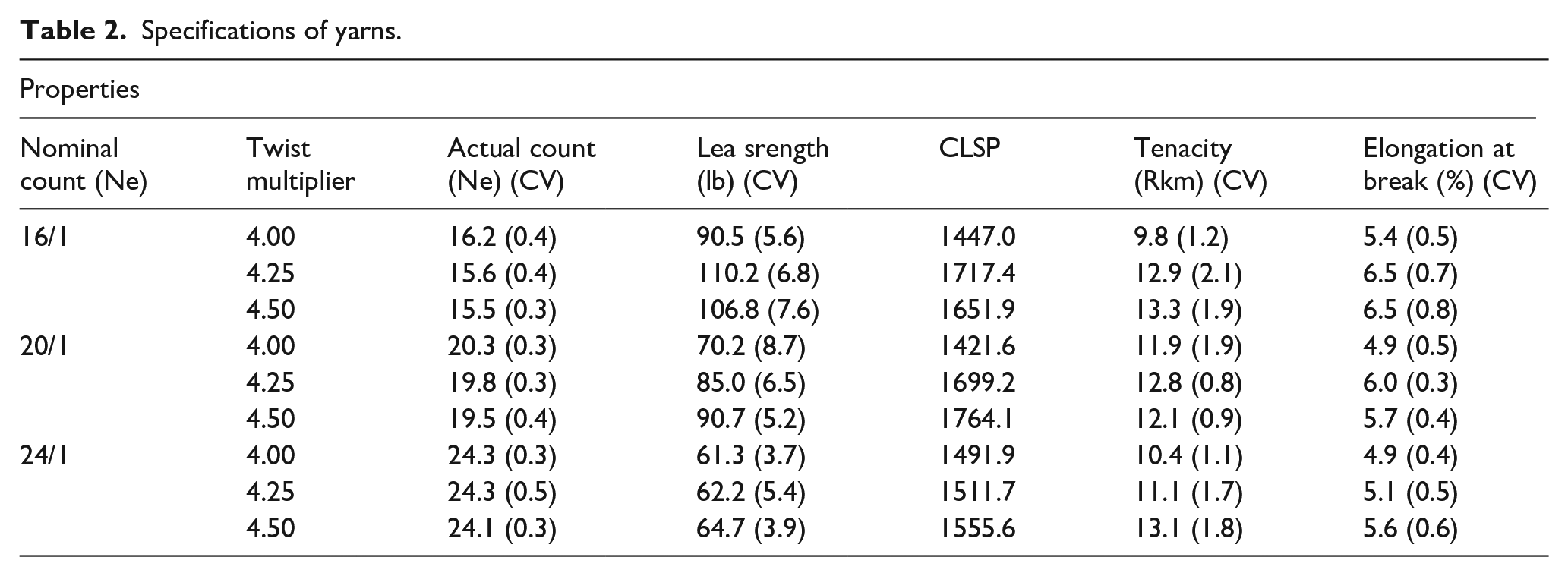
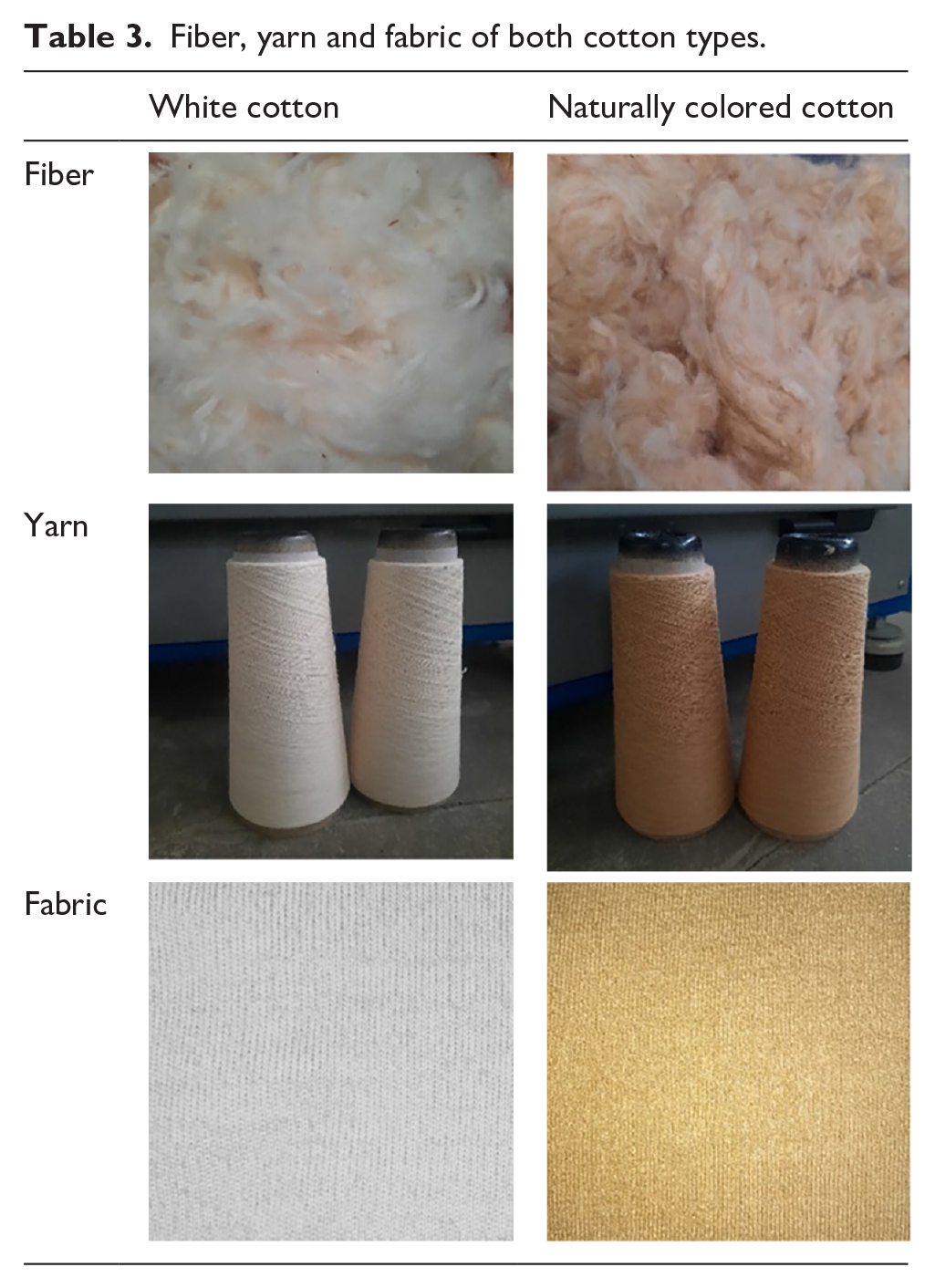
In this study, a total of nine samples were knitted using 100% naturally-colored sustainable cotton by varying three different yarn counts (16/2, 20/2, and 24/2) and three different levels of twist multiplier (TM) (4.00, 4.25, and 4.50). The properties of the cotton fiber and specifications of the yarns are given in Tables 1 and 2 respectively. All the samples were knitted with the same Rib-cum-interlock structure using a Stoll CMS 530 HP flatbed knitting machine. The machine bed was 50 inches wide having 14 gauge and a speed of 1.2 m/s. The knitting plan was generated using M1 plus software and subsequently transferred to the knitting machine system via a USB connection. All the samples were knitted, with the same stitch length and maintaining constant yarn tension. The knitting notation of the developed structure is illustrated in Figures 1 and 2 while Table 3 shows the fiber, yarn, and fabric of both types of cotton.
Properties of cotton fiber.

Specifications of yarns.
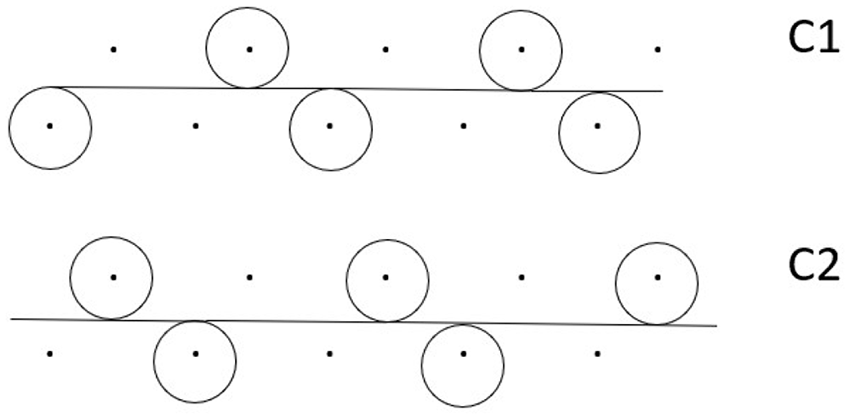
Knitting notation of rib cum interlock fabric.

3D view of fabric.
Fiber, yarn and fabric of both cotton types.
Testing of fabric samples
The dimensional stability of the fabric samples was determined according to ISO 6330 standard test method and the dimensions were noted after five domestic laundries. The air permeability was determined in accordance with ASTM D 737 standard test method using the SDL Atlas air permeability tester and 10 measurements were taken and averaged for each fabric. The thermal resistance was determined using Kawabata Evaluation System module KES-F7 and three measurements were taken and averaged for each fabric. The pilling resistance was determined using ICI pill box according to ISO 12945 standard test method at 14,400 revolutions by taking four specimens of each fabric. The bursting strength was determined according to ASTM D 3786 standard test method using the SDL Atlas bursting strength tester and 10 test specimens were taken for each fabric. The tightness factor of the fabrics was calculated using equation (1):

Where tex is the linear density and l is the stitch length in millimeter.
Results and discussions
Physical parameters
Fabric parameters vary as a result of relaxation from machine-induced stresses, which causes a reduction in fabric dimensions. 24 Since the density of the fabric increases as it relaxes after being removed from the machine, its Course per Centimeter (CPCM), Wales per Centimeter (WPCM), Grams per Square Meter (GSM), and Tightness Factor (TF) all increase. The physical properties of the fabric were altered by the yarn count and twist multiplier as depicted in Table 4. The GSM of the fabric decreased as its yarn count increased due to the increase in the fineness of the yarn. 25 The looseness of the fabric structure as the yarn count became finer led to fewer stitches per unit area and thus lowered stitch density. Since the tightness factor is proportional to the count of the yarn and the stitch length, the tightness factor decreased as the count became fine.
Physical parameters of knitted fabrics.
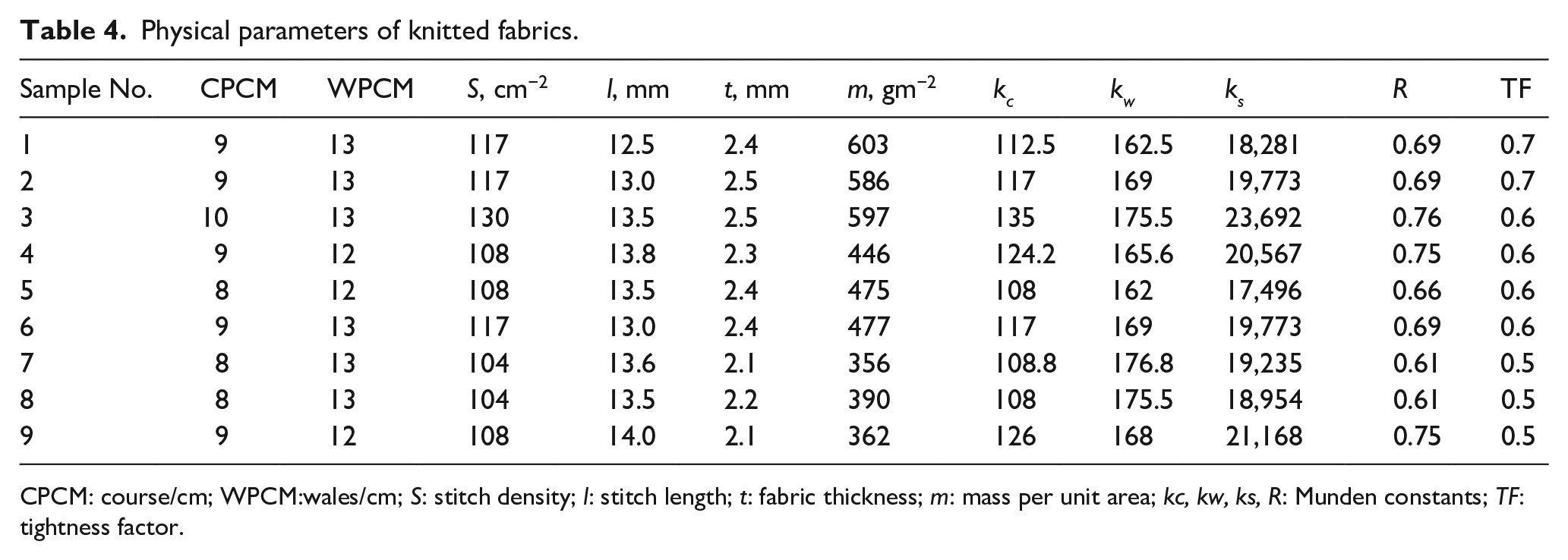
CPCM: course/cm; WPCM:wales/cm; S: stitch density; l: stitch length; t: fabric thickness; m: mass per unit area; kc, kw, ks, R: Munden constants; TF: tightness factor.
Thermal resistance
The thermal resistance of a fabric is a crucial factor that affects its suitability for winter applications. In this study, the impact of yarn count and twist multiplier on the thermal resistance of knitted fabrics was investigated as shown in Figure 3. The Analysis of Variance (ANOVA) results presented in Table 5 show that yarn count had a significant effect on thermal resistance (p = 0.001), whereas twist multiplier did not have a significant effect (p = 0.305). However, a significant interaction was observed between yarn count and twist multiplier (p = 0.001).

Effect of different factors on thermal resistance of fabric.
ANOVA for thermal resistance.

The main effect plots presented in Figure 4 reveal that the relationship between thermal resistance and yarn count as well as twist multiplier was non-linear. Specifically, different yarn counts showed different optimum twist multipliers for achieving the best thermal resistance. Figure 5 shows the interaction between yarn count and twist multiplier on thermal resistance, with the highest thermal resistance (2.33 × 10−3 m2K/W) observed in the sample with 20/2 Ne yarn count and TM 4.5.
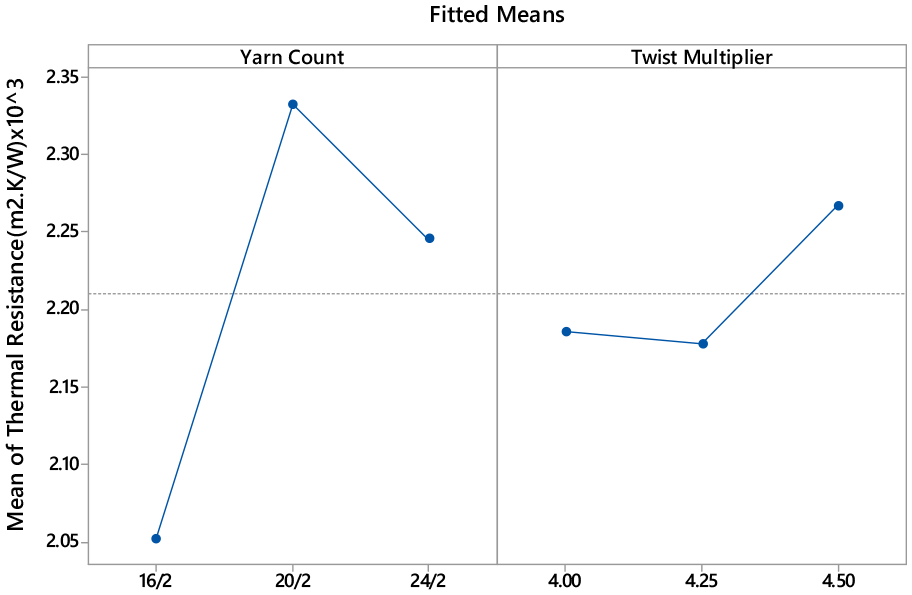
Main effect plot for thermal resistance of knitted fabrics.
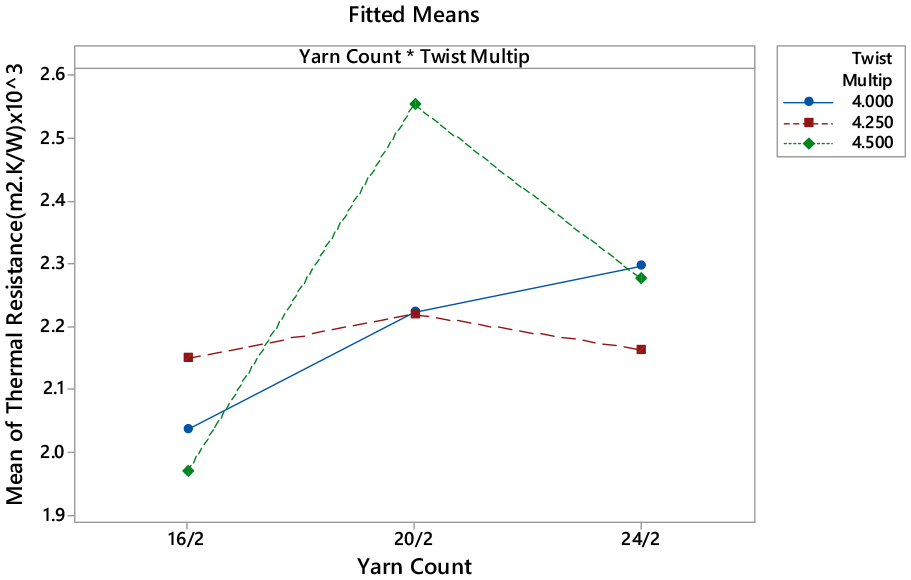
Interaction plot for thermal resistance of knitted fabrics.
Considering the effect of twist multiplier on thermal resistance, it was observed that for 16/2 Ne, TM 4.25 demonstrated the highest thermal resistance, while TM 4.50 demonstrated the lowest. For 20/2 Ne, TM 4.50 showed the highest thermal resistance, while TM 4.00 and 4.25 demonstrated similar values. For 24/2 Ne, TM 4.00 demonstrated the highest thermal resistance, while TM 4.25 demonstrated the lowest.
A higher twist multiplier results in a denser yarn structure, which reduces the movement of air and heat transfer, leading to better insulation. However, because of multiple influencing factors including yarn compactness, yarn hairiness, intra-yarn and inter-yarn spaces as well as the amount of air trapped in the fabric structure, the relationship between the yarn count, twist multiplier, and the thermal resistance is quite complex. The non-linear relationship between yarn count, twist multiplier, and thermal resistance suggests that there is an optimal combination of these factors that maximizes thermal insulation.
This study underscores the critical role of yarn count and twist multiplier in enhancing the thermal resistance of knitted fabrics, pivotal for winter apparel. Through rigorous statistical analysis, including ANOVA, it was ascertained that yarn count significantly influences thermal resistance, whereas twist multiplier alone does not exhibit a significant impact. However, their interaction profoundly affects fabric thermal resistance, indicating a complex, non-linear interplay. Specifically, optimum thermal resistance is achieved at distinct combinations of yarn count and twist multiplier, with the highest resistance observed at 20/2 Ne yarn count and a twist multiplier of 4.5. This complexity arises due to various factors such as yarn density, air and heat movement restriction, and the amount of air trapped within the fabric, highlighting the intricate relationship between yarn structural characteristics and thermal performance. Consequently, these findings illuminate the necessity of fine-tuning both yarn count and twist multiplier to optimize thermal resistance in fabric production, offering a pathway to crafting superior winter garments with enhanced thermal insulation.
Air permeability
Air permeability is one of the most important fabric parameters affecting thermo-physiological comfort. The effect of the yarn count and the twist multiplier are shown in the Figure 6. Table 6 demonstrates that both yarn count and twist multiplier have a statistically significant effect on the air permeability of the fabric (p = 0.000). According to the main effect plots in Figure 7, the air permeability of the fabric was positively correlated with both the yarn count and twist multiplier. Specifically, the air permeability was 103 mm/s at 16/2 Ne, 192 mm/s at 20/2 Ne, and 323 mm/s at 24/2 Ne. The main effect plot also shows that the effect of change in yarn count is much more pronounced as compared to that of TM. In fact, there appears to be no significant difference in air permeability by increasing TM from 4.0 to 4.25. However, the difference becomes more noticeable at TM 4.5. The trend observed in Figures 6 and 7 suggests that as the yarn count became finer, air permeability increased noticeably.
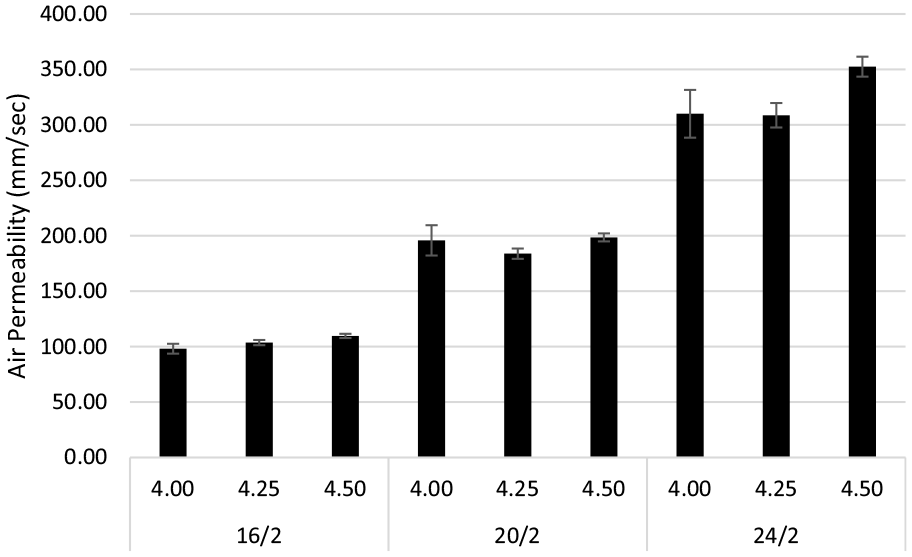
Effect of different factors on air permeability of fabric.
ANOVA for air permeability.


Main effect plot for air permeability of knitted fabrics.
Fabrics with coarser yarn had less air permeability due to an increase in intra-yarn spaces and a decrease in inter-yarn spaces.26–28 Additionally, the hairiness of coarser yarns may have affected the air permeability of the fabric, with increased hairiness resulting in decreased air permeability. 26 The same trend was observed for the twist multiplier, as the increase in twist multiplier increased the compactness of the yarn, making it less protruding, which in turn increased the air permeability of the fabric. In contrast, the structure became bulkier, thereby reducing the air permeability, when the yarns had low twist multipliers. 29
The ANOVA results for the interaction given in Figure 8 revealed that the interaction between the yarn count and twist multiplier was statistically significant (p = 0.011) but may not be practically significant. The air permeability was highest for TM 4.50 in all yarn counts, that is, 16/2 Ne, 20/2 Ne, and 24/2 Ne, and decreased with TM 4.25 and 4.00. The interaction also indicated that the air permeability was lowest for 16/2 Ne for all three twist levels, and it increased with the increase in the fineness of the yarn, with the highest value recorded for 24/2 Ne.
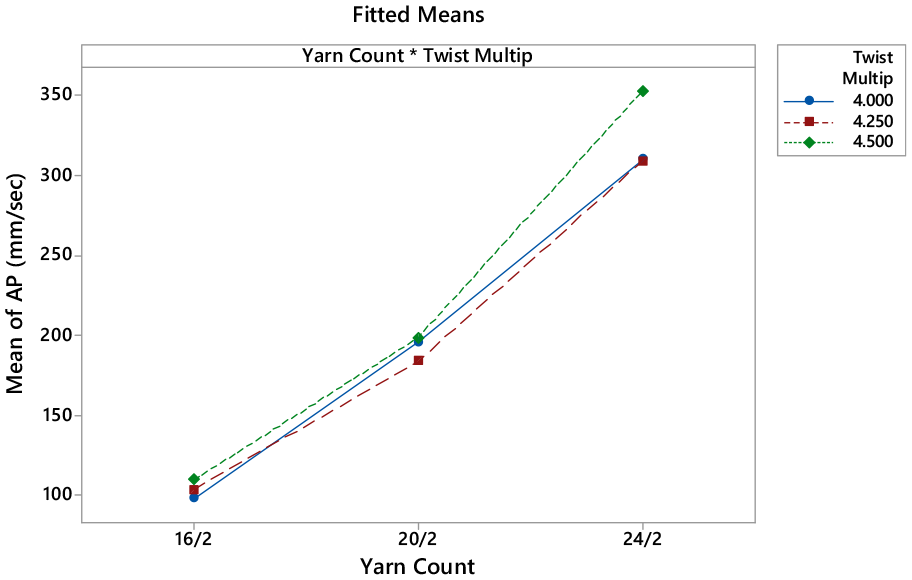
Interaction plot for air permeability of knitted fabrics.
This investigation reveals that both yarn count and twist multiplier significantly influence the air permeability of knitted fabrics, a key determinant of thermo-physiological comfort. Through comprehensive statistical analysis, it was established that higher yarn counts and twist multipliers correlate positively with increased air permeability, as evidenced by the notable rise in air permeability from 103 mm/s at a coarser 16/2 Ne yarn count to 323 mm/s at a finer 24/2 Ne. The analysis further elucidates that variations in yarn count exert a more pronounced impact on air permeability than changes in twist multiplier, with a particularly stark difference observed at a twist multiplier of 4.5. The mechanism underlying this phenomenon involves the structural attributes of yarn; coarser yarns, with increased hairiness and intra-yarn spaces, tend to impede air flow, whereas finer yarns enhance it by reducing these spaces. Similarly, higher twist multipliers contribute to yarn compactness, diminishing yarn protrusion and thereby increasing fabric air permeability. However, the interaction between yarn count and twist multiplier, while statistically significant, exhibited a nuanced effect on air permeability, suggesting a complex relationship that warrants further investigation to optimize fabric design for maximum comfort. This comprehensive analysis underscores the intricate balance between yarn physical properties and fabric functional performance, highlighting the critical role of material selection and structural design in the development of textiles that meet specific comfort criteria.
Bursting strength
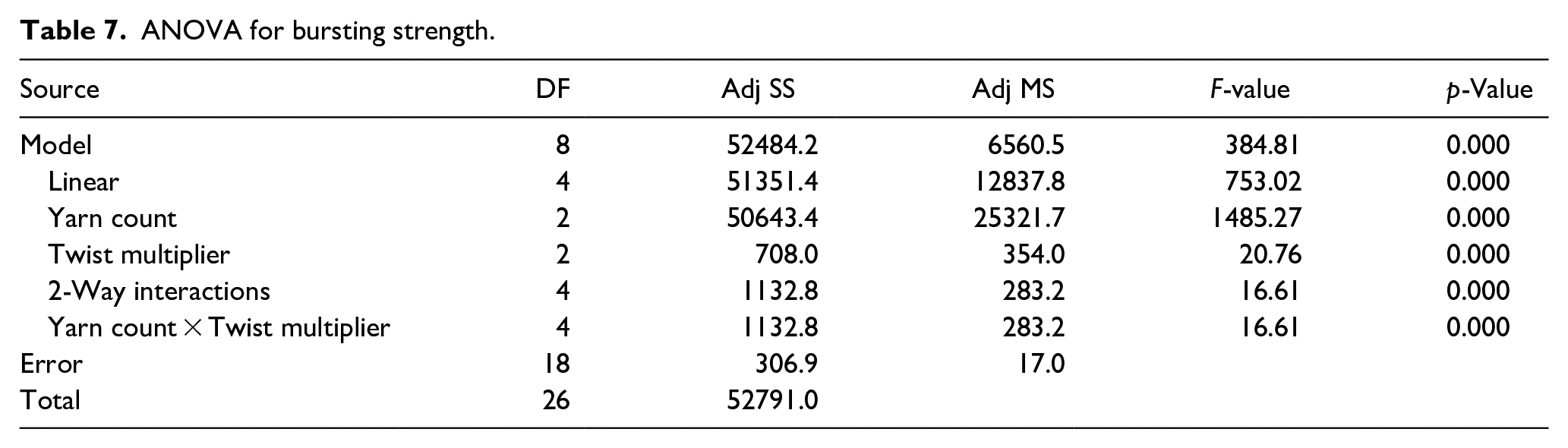
The results of the analysis of variance, presented in Table 7, reveal that both yarn count and twist multiplier have a significant impact on the bursting strength of knitted fabrics (p = 0.000). Figures 9 and 10 show that the bursting strength of the fabric generally decreases as the yarn count increases for all three levels of the twist multiplier. However, when the effect of the twist multiplier was considered, it was found that TM 4.50 generally resulted in the highest bursting strength across all yarn counts, except for 16/2 Ne, where TM 4.25 resulted in the highest bursting strength. This finding suggests that the effect of twist multiplier on bursting strength is more nuanced and may depend on the yarn count.
ANOVA for bursting strength.

Effect of different factors on bursting strength of fabric.

Main effect plot for bursting strength of knitted fabrics.
The interaction between yarn count and twist multiplier was found to be significant (Figure 11), indicating that the effect of one variable on bursting strength may depend on the level of the other variable. The overall mean values depicted in the main effect plot in Figure 10 show an increasing trend in bursting strength with an increase in the twist multiplier. Moreover, the effect of yarn count on bursting strength is far greater than the effect of twist multiplier, as illustrated in Figure 10. The highest average bursting strength was observed for 16/2 Ne, while the lowest was found for 24/2 Ne.

Interaction plot for bursting strength of knitted fabrics.
The observed decrease in bursting strength as yarn count increases is likely due to the decrease in fiber diameter associated with finer yarns. Finer yarns have a smaller cross-sectional area, which means that they contain fewer fibers, and these fibers are less capable of withstanding stress.30–33 This results in a weaker fabric with lower bursting strength. On the other hand, the increase in bursting strength with an increase in twist multiplier is due to the effect of twist on the structure and density of the yarn. The twist adds more compactness to the yarn structure, which leads to better resistance against bursting forces. 34 Therefore, as the twist multiplier increases, the bursting strength also increases.
The interaction between yarn count and twist multiplier suggests that the effect of twist multiplier on bursting strength may depend on the yarn count. The results showed that the highest bursting strength was observed for TM 4.50 across all yarn counts, except for 16/2 Ne, where TM 4.25 resulted in the highest bursting strength. This can be attributed to the complex interplay between yarn count and twist multiplier, as these variables affect the yarn structure in different ways, which ultimately affects the fabric’s bursting strength. Overall, the observed trend of decreasing bursting strength as yarn count becomes finer and increasing bursting strength with an increase in twist multiplier can be attributed to the structural changes in the yarn and the fabric that occur as a result of changes in these variables.
These findings are consistent with previous studies, which have shown that yarn count and twist multiplier are important factors that influence the bursting strength of knitted fabrics. The results of this study provide further insights into the complex relationship between yarn count, twist multiplier, and bursting strength. By considering the interaction between these two variables, it is possible to optimize the production process to achieve the desired bursting strength for a given application.
The analysis robustly demonstrates that both yarn count and twist multiplier significantly influence the bursting strength of knitted fabrics. An inverse relationship between yarn count and bursting strength is observed, with finer yarns exhibiting lower bursting strength due to reduced fiber diameter and, consequently, fewer fibers to withstand stress. Conversely, an increase in twist multiplier generally enhances bursting strength across yarn counts, attributed to the compactness and increased density it imparts to the yarn structure, thus offering better resistance against bursting forces. Notably, the interplay between yarn count and twist multiplier is significant, suggesting that the optimal twist multiplier for maximizing bursting strength varies with yarn count. This nuanced interaction highlights the importance of carefully balancing these variables to tailor fabric properties for specific applications, underscoring the complex dynamics at play in determining fabric strength and resilience.
Pilling
Pilling can affect both the visual appeal and functional properties of fabrics. The ANOVA in Table 8 shows that both yarn count and twist multiplier significantly impacted the fabric pilling resistance (p = 0.000). The main effect plots in Figure 12 demonstrate that increasing yarn count and twist multiplier led to an improvement in pilling grade. Specifically, the mean pilling resistance was found to be lowest for 16/Ne and highest for 24/2 Ne. This may be attributed to more number of fibers per cross-section and the less compact arrangement of fibers in coarser yarns, which causes fibers to protrude under mechanical forces.35,36 In contrast, higher TM values resulted in more compact structures with greater fiber cohesion, leading to higher pilling resistance. 37 TM 4.50 demonstrated the highest pilling resistance (grade 3), while TM 4.00 demonstrated the least (grade 2.5).
ANOVA for pilling.

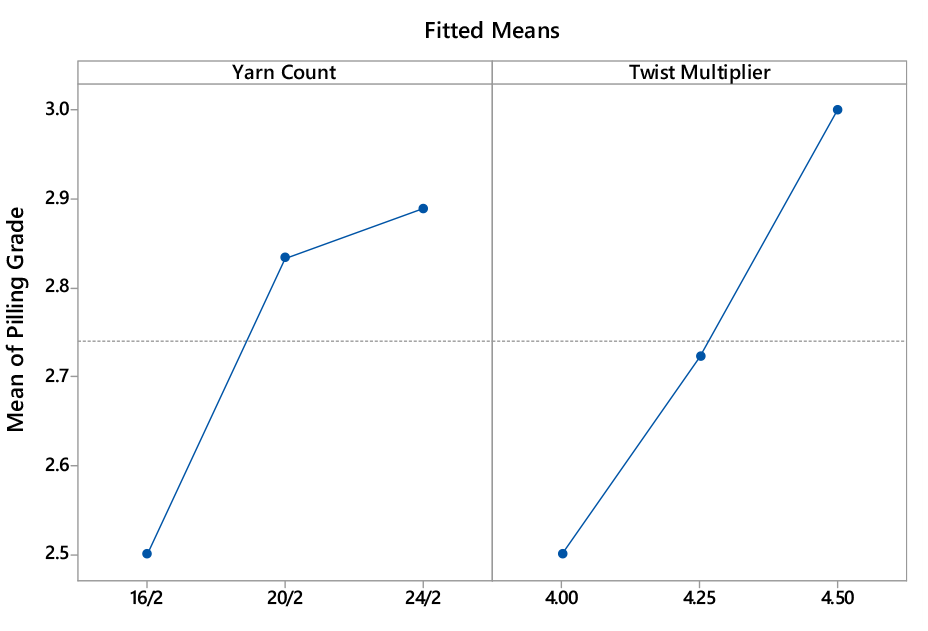
Main effect plot for pilling of knitted fabrics.
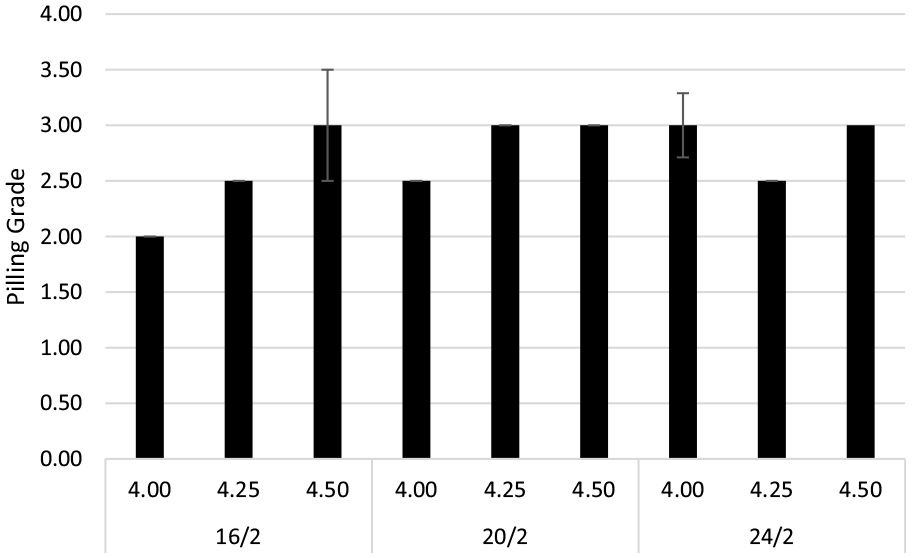
The impact of TM on pilling resistance is also evident in Figure 13, with TM 4.50 showing the highest resistance across all yarn counts, with 24/2 Ne yarn count showing an unexpected pilling trend with increasing TM. The two-way interaction of yarn count and TM was significant (p = 0.001), as shown in Figure 14. The yarn count of 16/2 showed an increase in pilling grade with the increase in TM, with the highest pilling grade of 3 at 4.5 TM. Yarn count of 20/2 gave the highest pilling grade of 3 both at 4.25 and 4.5 TM. Yarn count of 24/2 gave the highest pilling grade 4.0 and 4.5 TM and the lowest at 4.25 TM.
Effect of different factors on pilling of fabric.

Interaction plot for pilling of knitted fabrics.
The results of the study suggest that both yarn count and twist multiplier play a critical role in the pilling resistance of knitted fabrics. Pilling is the result of the mechanical rubbing of fibers, which causes fibers to loosen and protrude from the fabric surface, resulting in a rough and unsightly appearance. The study found that as the yarn count increases, the yarn diameter decreases, with fewer fibers protruding from the surface, which reduces the likelihood of pilling. On the other hand, the increased fiber cohesion resulting from a higher twist multiplier leads to higher pilling resistance. This occurs as the tightly bound fibers resist being pulled apart from each other, resulting in less pilling.
The interaction effect between yarn count and twist multiplier indicates that the optimal combination of these two factors is important to get maximum pilling resistance. For instance, the study found that for yarn count of 16/2, the pilling resistance increased with an increase in twist multiplier, whereas for 24/2, the highest pilling resistance was obtained at a twist multiplier of 4.50. This finding suggests that the optimal combination of yarn count and twist multiplier can vary, and it is necessary to consider both factors in designing fabrics with high pilling resistance. These results highlight the importance of considering both yarn count and TM in the production of fabrics with improved pilling resistance. Overall, the findings of this study provide valuable insights for manufacturers seeking to optimize their production processes and improve the quality of their products.
The study conclusively demonstrates that both yarn count and twist multiplier are pivotal in enhancing the pilling resistance of knitted fabrics, a factor critical to both the esthetic and functional longevity of textile products. The analysis revealed a direct correlation between higher yarn counts and twist multipliers with increased pilling resistance, attributable to the denser fiber arrangement and enhanced fiber cohesion in finer yarns and those with higher twist, respectively. Specifically, fabrics produced with finer yarns (24/2 Ne) and higher twist multipliers (TM 4.50) exhibited superior pilling grades, underscoring the role of compact yarn structure in mitigating fiber protrusion and subsequent pilling. This relationship underscores the intricate balance between yarn physical properties and fabric resilience to pilling, highlighting the necessity for manufacturers to judiciously select yarn count and twist multiplier combinations to optimize fabric quality and extend its service life.
Shrinkage
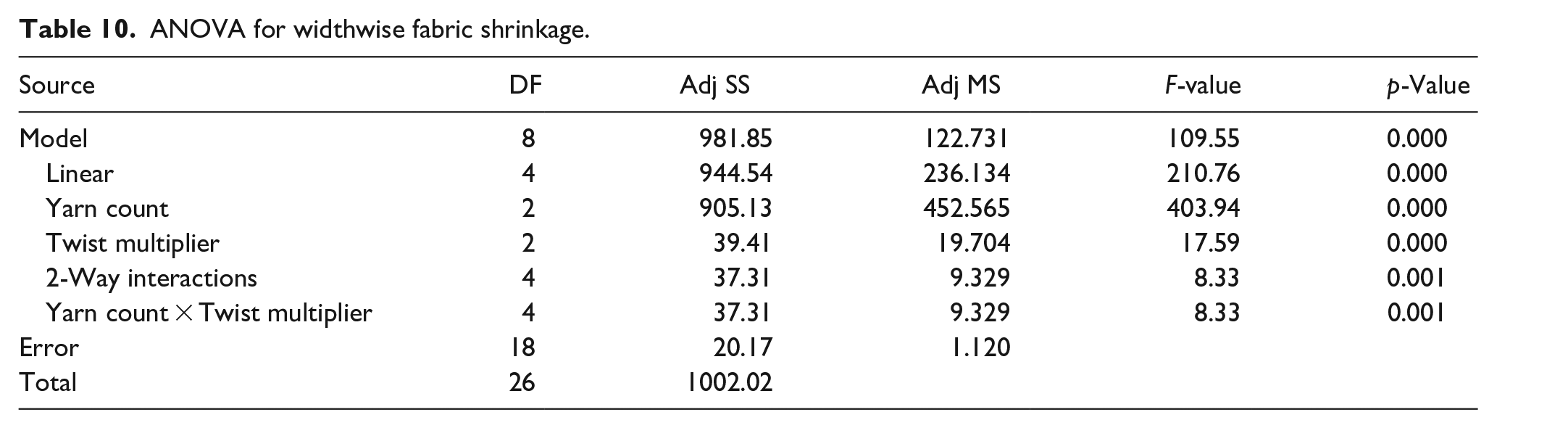
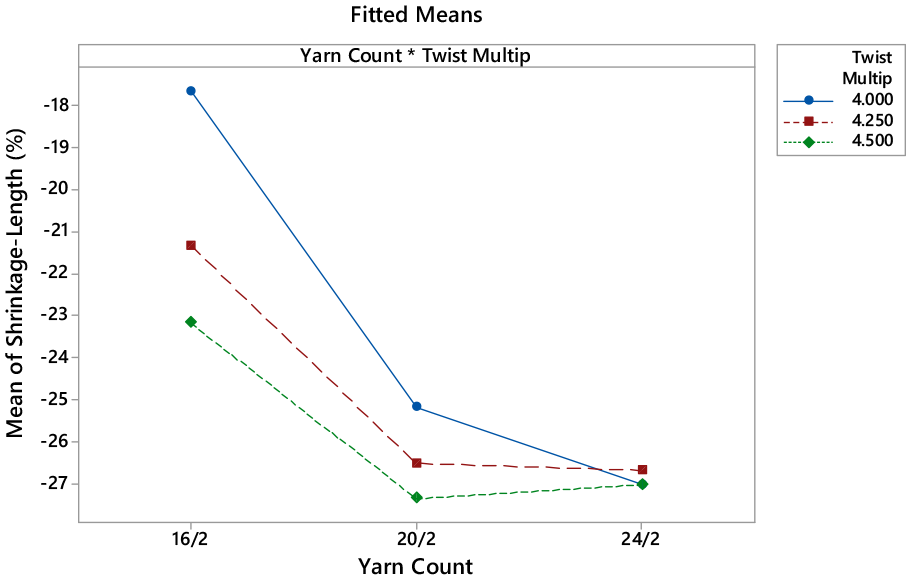
The dimensional stability of knitted fabrics is crucial for ensuring a perfect garment fit even after repeated laundering. The analysis of variance, presented in Tables 9 and 10, reveals that both yarn count and twist multiplier have a statistically significant impact on fabric shrinkage in both length and width directions. As shown in Figure 15, lengthwise shrinkage increases with an increase in yarn count and TM. The average lengthwise shrinkage was found to be −20.72% with 16/2 Ne, −26.33% with 20/2 Ne, and −26.88% at 24/2 Ne yarn. Conversely, Figure 16 depicts an opposite trend in widthwise shrinkage, where an increase in fabric dimension was observed with an increase in yarn count and TM. The opposite trend in lengthwise and widthwise shrinkage with changes in yarn count and TM is also illustrated in Figure 17. The interaction plots presented in Figures 18 and 19 demonstrate that the effect of a change in TM is highest for 16/2 yarn count, which decreases as the yarn count gets finer.
ANOVA for lengthwise fabric shrinkage.

ANOVA for widthwise fabric shrinkage.

Main effect plot for lengthwise shrinkage of knitted fabrics.

Main effect plot for widthwise shrinkage of knitted fabrics.

Effect of different factors on shrinkage of fabric.
Interaction plot for lengthwise shrinkage of knitted fabrics.

Interaction plot for widthwise shrinkage of knitted fabrics.
The observed trends in the results for the dimensional stability of knitted fabrics can be explained by the physical properties of the yarn and the knitting process. Yarn count is a measure of the yarn’s fineness and refers to the number of individual fibers in the yarn’s cross-section. Finer yarns are typically more susceptible to shrinkage due to their smaller cross-sectional area, which allows for greater inter-fiber movement during laundering.38,39 In contrast, coarser yarns have a larger cross-sectional area, which can limit the movement of individual fibers and reduce shrinkage. This can explain why an increase in yarn count results in an increase in lengthwise shrinkage. Twist multiplier (TM) is a measure of the degree of twist in the yarn, and it can impact the dimensional stability of knitted fabrics by affecting the yarn’s elasticity and inter-fiber friction. A higher TM value indicates a higher degree of twist in the yarn, and more shrinkage occurs after washing because the stiffer yarn relaxes from the increased twist. Another cause of shrinkage is a lack of fiber alignment with the yarn axis.25,40
The opposite trend in lengthwise and widthwise shrinkage can be attributed to the difference in yarn orientation and structure in these directions. Lengthwise yarns are typically under more tension and deformation during knitting, resulting in higher relaxation shrinkage during laundering. The observed interaction between yarn count and twist multiplier on fabric shrinkage can be explained by the combined effect of these variables on the yarn’s structure, density, and elasticity. Finer yarns typically have a lower number of fibers per cross-section, which can limit their ability to withstand stress and result in increased shrinkage.
This study delineates the significant influence of yarn count and twist multiplier on the dimensional stability of knitted fabrics, crucial for maintaining garment fit post-laundering. The findings reveal a positive correlation between both yarn count and twist multiplier with lengthwise shrinkage, and an inverse relationship with widthwise dimensional changes. Specifically, an increase in yarn count and twist multiplier leads to greater lengthwise shrinkage and a reduction in widthwise shrinkage, attributable to the finer yarns’ susceptibility to greater inter-fiber movement and the increased yarn stiffness from higher twist levels, which relaxes upon laundering. The interaction between yarn count and twist multiplier further elucidates that finer yarns exhibit more pronounced effects of twist multiplier on shrinkage, due to their inherently lower fiber count per cross-section and subsequent lower structural stability. This intricate interplay between yarn properties and fabric behavior underscores the need for careful selection of yarn count and twist multiplier to optimize fabric dimensional stability, ensuring garments retain their shape and fit over time.
Conclusion
The present investigation elucidates the pivotal influence of yarn count and twist multiplier on the performance characteristics of knitted fabrics, namely thermal resistance, air permeability, bursting strength, pilling, and shrinkage. Through meticulous analysis, it has been discerned that both yarn count and twist multiplier play critical roles in modulating these fabric parameters, revealing intricate relationships that underscore their significance in fabric engineering.
A notable discovery of this study is the complex, non-linear association between yarn count and thermal resistance. This relationship is characterized by varying optimum twist multipliers, contingent upon the yarn count, to attain optimal thermal resistance. The apex of thermal resistance was observed at a yarn count of 20/2 Ne combined with a twist multiplier of 4.5, registering a thermal resistance of 2.33 × 10−3 m2K/W. Additionally, a direct correlation between twist multiplier, yarn count, and air permeability was identified, with lower twist multipliers and yarn counts diminishing air permeability due to augmented yarn protrusion, exemplified by the lowest air permeability of 103 mm/s at 16/2 Ne.
The interaction effect of twist multiplier on bursting strength also unveils a nuanced dynamic, which is contingent on the yarn count. Here, coarser yarns exhibited enhanced bursting strength, with the zenith of 276.8 kPa recorded for yarn count 16/2 Ne at a twist multiplier of 4.25. Furthermore, the optimal interplay of yarn count and twist multiplier emerged as a crucial determinant for maximizing pilling resistance, highlighting the importance of these parameters in fabric quality optimization.
An intriguing aspect of the findings is the dichotomy in shrinkage behavior with an increase in yarn count, manifesting as negative lengthwise and positive widthwise shrinkage. Within the range of stitch length used in this study, the ensemble of maximum thermal and pilling resistance, coupled with commendable bursting strength, was achieved with the yarn count and twist multiplier combination of 20/2 Ne and 4.5 TM.
Conclusively, this study accentuates the potential for optimizing yarn count and twist multiplier to engineer knitted fabrics endowed with superior mechanical and comfort properties. Leveraging naturally colored cotton, this research underscores the feasibility of producing environmentally friendly fabric alternatives that do not compromise on quality. These insights offer a valuable blueprint for manufacturers aiming to refine their production techniques and enhance the quality of sustainable cotton products, thereby contributing significantly to the advancement of sustainable textile manufacturing.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.