
Abstract
Socks, which are a necessary item of clothing, need to be comfortable, affordable, and retain their quality throughout their life. Dimensional stability is one of the basic requirements of socks. The purpose of this study is to investigate the contributing factors, that is, elastane percentage, main yarn material, and process type on dimensional stability of socks. Four different percentages of elastane in plaiting yarn (4%, 6%, 8%, and 10%), two main yarns materials (100% cotton and polyester/cotton 52/48), and two process types (wash and bleach) were taken as level of input variables to study the effect on dimensional stability of socks using full-factorial experimental design method. Statistical tool (analysis of variance) was used to check the significant effect of different factors. It was found that with the increase in elastane percentage, shrinkage was decreased. Cotton was found to have more shrinkage percentage as compared to polyester/cotton. In addition, it was observed that washing treatment produced significantly lesser shrinkage than bleaching. These data present a great interest to sock manufacturers who can make better choices to manufacture, dimensionally stable socks.
Keywords
Introduction
The inter-looping or inter-meshing of yarns is called knitting. It is second widespread technique of fabric manufacturing. Loops are vertically intermeshed by continuous length of yarn/filament by hand or by machine. 1 In each vertical line, new loop is pulled through a previous knitted loop. Knitted fabrics are renowned for their better comfort properties, crease resistance, and softness. Knitted fabrics are less dimensionally stable structure. 2 Socks are pieces of clothing for enclosing the foot and are worn inside the shoes. Socks are designed to provide comfort, absorb, and evaporate sweat, protect foot, warm/cool the foot, or as a fashion. Socks are divided into different parts. Parts may be welt, tie down, leg, ankle, foot, arch support, toe, and clip. Types of socks are classified on the basis of fabric type, heel type, and rib/leg length, 3 as shown in Figure 1.
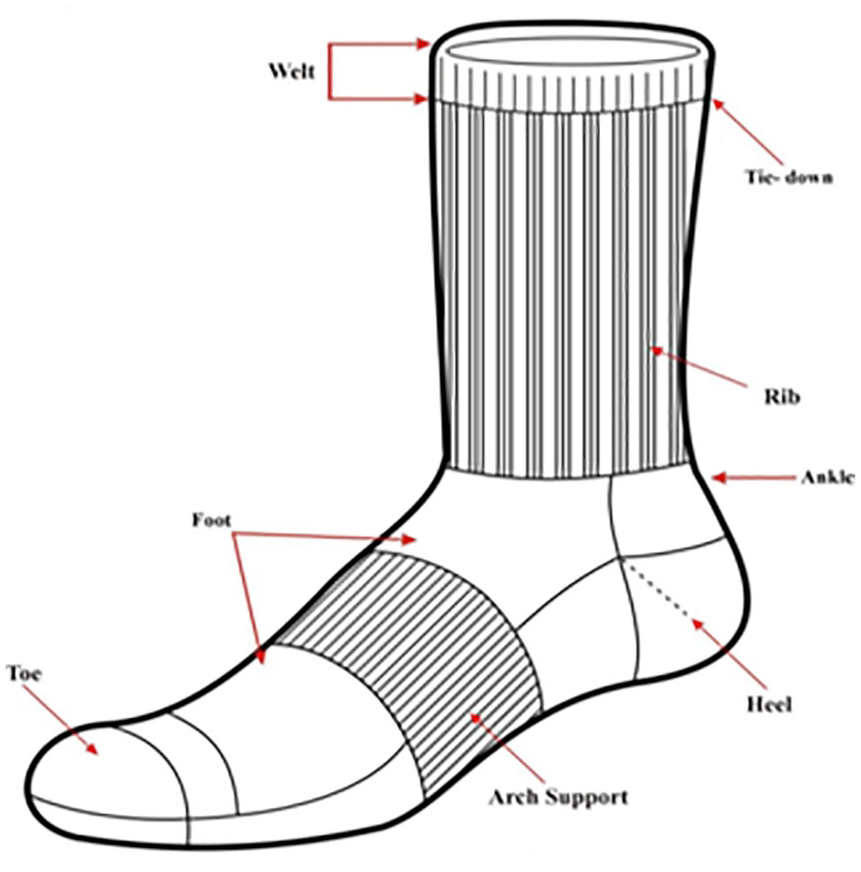
Classification of different parts of socks.
In elastic composition, a soft and flexible segment (polyester/polyether/polyols) is bonded with rigid and hard segments (urethane) and technically termed as segmented polyurethane. This composition provides the lasting and built-in elasticity to the fiber. Hard segments, usually urethanes or urethane ureas, provide rigidity and so impart tensile strength and limit plastic flow. 4
AB Marmarali studied dimensional and physical properties of cotton/spandex single jersey fabrics. By increasing the amount of elastane in the fabrics, its tightness, thickness, and weight per unit area increase due to increase in tightness factor. 5 R Sadek investigated the effect of lycra extension percentage on single jersey knitted fabric properties. In experiments, 100% cotton is used with half and full plaiting of elastane. It was concluded that thickness, weight, strength, abrasion, and stitch density of fabric were increased with the increase in elastane extension and permeability of air was decreased. 6 Herath and Kang 7 studied the dimensional characteristics of a core spun cotton/spandex interlock structure. It was found that the wale and the course densities were lower for 100% cotton structures during relaxation as compared to core spun cotton/spandex samples. Choi et al. 8 investigated the effect of knit structure on mechanical properties of weft knitted fabrics. It was found that shrinkage along width is lesser and more along length in double pique knits than other structures. C Prakash and K Thangamani concluded that the shrinkage and elongation usually arise due to strains in the fabric by different treatments. These changes may occur from minor of 0.04% to as much as 10% depending upon the type of fabrics and repeated washings. 9 Onal and Candan 10 studied the effect of laundering cycles and tumble drying on shrinkage and change in dimensions of fabrics. They concluded that usage of customer and finishing processes increase shrinkage of cotton and cotton blended with polyester fabrics. It was concluded that rate of shrinkage reduces with the increase in wash cycle.
Most of work was done on dimensional stability of knitted fabrics rather than knitted socks. Many researchers studied the dimensional and physical properties of the different knitted fabrics produced from core spun yarn, and few of these research works investigated the properties of the knitted fabrics produced from cotton and elastane yarns. As elastane filaments are often used in in plaiting for better fabric quality, there is a necessity to compare these cases under different levels of the elastane percentage in socks. Therefore, the objectives of this article is to find the influence of elastane percentage, main yarn type, and process type on shrinkage percentage in welt length, welt width, foot width, and foot length in socks using full-factorial design method and analysis of variance (ANOVA) statistical approach. The aim of the research is to study the effect of above variables on dimensional stability of socks. As variation in dimensions of socks can lead to the change in the sock size and have to be taken into account before sock knitting in order to avoid mismatching problems.
Materials and methods
Materials
Types of yarns being used in sock are main yarn, plaiting yarn, elastic yarn/gripping yarn, motif yarn/pattern yarn, splicing yarn, and technical yarn. As different types of yarns are used for socks, most important of them are main yarn and plaiting yarn. Yarn used on face side of fabric is called main yarn and yarn used on back side is called plaiting yarn. Cotton and polyester/cotton (PC) of 52:48 yarns were knitted as a main yarn. In plaiting, four different percentages (4%, 6%, 8%, and 10%) of 20 denier elastane covered with 70 denier 20 filaments of nylon were used. In processing, wash and bleach processes were applied.
Method
In order to examine the main factors and their interactions for the dimensional stability of socks, full-factorial design was used. Full-factorial experiments are the ones where investigation of the impact of greater than one factor over response was carried out. These experimental designs were carried out to investigate the effect of experimental factors along with interactions between them, that is, effect of variation in level of one factor in response to other. Also, the number of experiments geometrically increases with the increasing number of factors and levels.11,12
In this article, experimental design contains three factors, one factor has four levels, and other two factors have two levels. Factors and their levels are listed in Table 1. Sixteen samples were developed with combination of these factors and their level using full-factorial design of experiment in Minitab software program (www.minitab.com). Full-factorial experimental designs were analyzed using Minitab software program.
Experiment factors and their levels used in full-factorial design.

PC: polyester/cotton.
In total, 16 samples were developed with combination of experiment factors and their levels used in full-factorial design are given in Table 2.
Design of experiment.

PC: polyester/cotton.
Samples were developed on 14E socks knitting machine (Lonati, L-462, 2003). In welt elastic inlaid, plaited fabric was developed. Welt length and width was adjusted to 3 and 8 cm, respectively. In foot, plain plaited knitted fabric was knitted. Foot length and width was adjusted to 17 and 10 cm, respectively. Toe of knitted socks was stitched at toe closing machine. All the knitting parameters were verified according to standard tests method. Parameters of knitted socks fabric are given in Table 3.
Knitting parameters.

After knitting samples were bleached and washed on TUPESA (ECODYE-150), hydrogen peroxide (H2O2) was used as a bleaching agent for peroxide-based bleach recipes on samples. Liquor ratio of 8:1 was applied at 95°C for 40 min. After draining, hydro-extractor and tumble dryer were used to remove water and drying of sock, respectively. Steam was applied for 20 min for tumble drying. Cold wash was used for sample washing. During washing, knitting oils and residue from yarns were removed. The samples were washed on regular production machine. Washing was done at 28°C for 5 min. Hydro-extractor and tumble dryer were used to remove water and drying of sock, respectively. Steam was applied for 20 min at 85°C for tumble drying. Heat setting was applied after washing and bleaching. Steam of 1.5 bar pressure was applied for 1.5 s on samples. Heat setting was done at 160°C for 6 s in heating chamber of boarding machine.
Characterization
Standard test method AATCC-150 was used for dimensional stability testing. All knitted samples were marked with textile marker at specific length and width of welt and foot. All dimensions were measured in centimeters. These marked dimensions are original dimensions. These washed/bleached samples were measured again after heat set. These measurements are called dimensions after processing. CETME tester was used to determine dimensional changes. Specimens were fixed between two jaws in width direction, and the lever holding these jaws was dropped down manually at standard carriage weight of 4.65 kg. This dimensional change from original to after process dimensions was calculated. A positive dimensional variation indicates an increase in length or width. A negative value represents a decrease and hence shrinkage.
Results and discussion
After washing and bleaching, shrinkage percentage in welt length, welt width, foot length, and foot width was calculated. Five specimens of each sample were taken for each measurement. Standard deviation and mean values of measurements were calculated. Effect of experimental variables on shrinkage is given in Table 4.
Effect of experimental variables on shrinkage.

SD: standard deviation.
The results have been analyzed statistically using ANOVA with the help of Minitab. ANOVA was performed in order to determine the statistical significance of elastane percentage in plaiting yarn, fiber type in main yarn, and type of process on shrinkage of socks parts, at 95% confidence level. In the tables, SS, MS, and DF represent the sum of squares, mean squares, and degree of freedom. Due to the 95% confidence interval, the parameters with p < 0.05 values indicate that the effect of this parameter on the given experimental layout is statistically significant.
Shrinkage in welt length
Effect of elastane in plaiting yarn on the welt length was not found to be significant (p-value = 0.957). Main yarn type also does not have statistically significant effect (p-value = 0.094). Processing type, that is, bleaching and washing process, has significant impact on shrinkage in welt length of sock with 95% confidence (p-value = 0.006), as shown in Table 5.
ANOVA response table of full-factorial experimental design of shrinkage in welt length.

DF: degree of freedom; SS: sum of squares; MS: mean squares.
Main effect plot indicated that shrinkage in cotton was higher than PC. Stresses induced during spinning were compensated in cotton after processing due to hydrophilic nature of cotton. Synthetic fibers comprise negligible shrinkage as compared to natural fibers due to their hydrophobic nature. When the percentage of cotton is decreased in a blend, it may have less effect on the shrinkage of welt length. Main effect plot of shrinkage percentage is shown in Figure 2.

Main effect plot for shrinkage percentage in welt length.
The results indicate that the process type has significant effect on shrinkage, whereas the type of main yarn has very small effect. The washing treatment produced significantly less welt length shrinkage than bleaching. Impurities, for example, dirt, dust, oil stain, foreign metals, and loose protruding fibers, are removed from surface of yarn during washing. Whereas, color contents and natural impurities present in the fibers were removed during bleaching. In bleaching process, more spaces between fibers are developed, which promote shrinkage at fiber level.
The general linear model results indicate that the interaction between elastane percentage, main yarn, and process type is significant, as shown in Figure 3. In this interaction plot, the lines are not parallel. This interaction effect indicates that the relationship between elastane percentage, main yarn, and process type depends on the shrinkage percentage of welt length. If we use 4% elastane, the fact that cotton as a main yarn and bleach as a process type is associated with the highest shrinkage.

Interaction plot for shrinkage percentage in welt length.
Shrinkage in welt width
Effect of elastane percentage in plaiting yarn in welt width was found significant with 95% confidence level (p-value = 0.03). Main yarn type does not have statistically significant (p-value = 0.31) effect. Process type has significant impact on shrinkage in welt width of sock (p-value = 0.004), as shown in Table 6.
ANOVA response table of full-factorial experimental design of shrinkage in welt width.
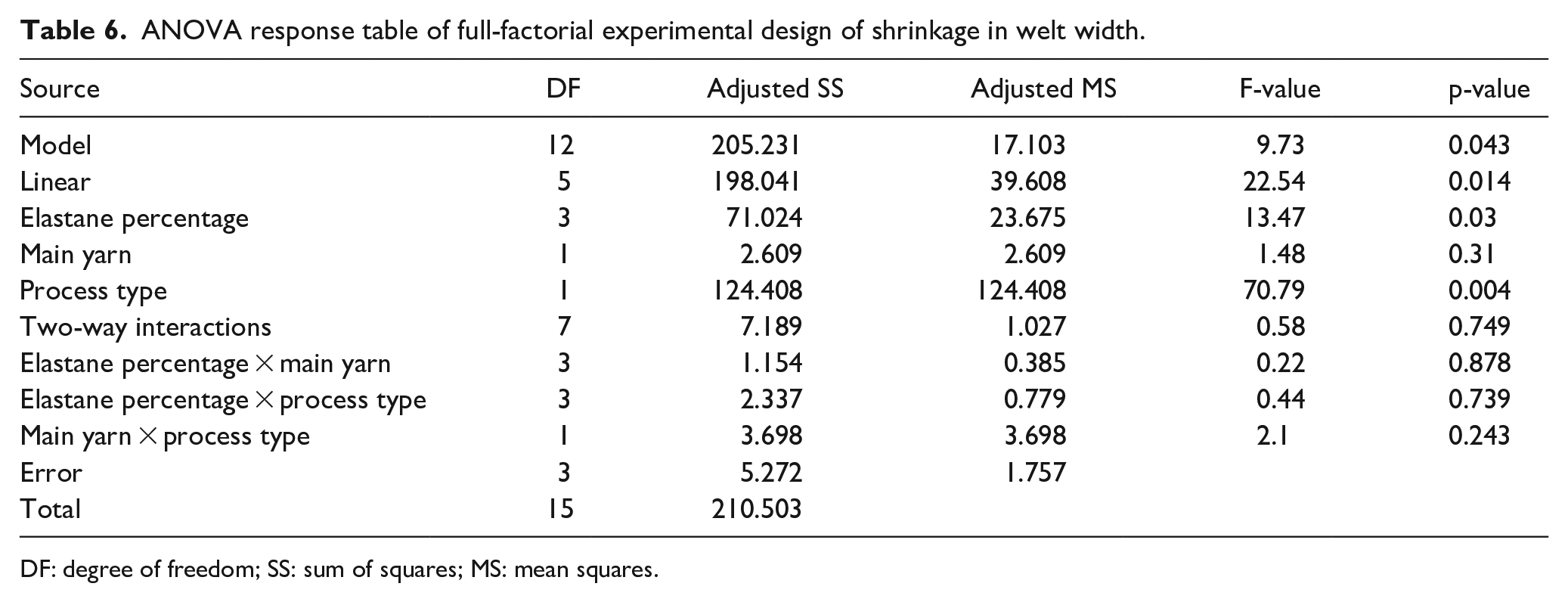
DF: degree of freedom; SS: sum of squares; MS: mean squares.
The results given in Figure 4 indicate the effect of increasing amount of elastane percentage on shrinkage percentage in welt width. It was observed that shrinkage percentage increases with the decrease in elastane percentage. Fabric spaces, that is, spaces between courses and wales, decrease with increase in elastane percentage due to decrease in draft ratio of elastane. Due to drafting, an artificial deformation was applied on elastane. Elastane material when deformed by external forces will tend to recover to a state balanced by internal frictional force. It was observed from results that fabric with low percentages of elastane reduced pore size in fabric and made it dimensionally stable.

Main effect plot for shrinkage percentage in welt width.
Data regarding the effect of washing and bleaching treatments on welt width shrinkage of cotton and PC are given in Figure 4. The data indicated that welt width shrinkage was significantly reduced due to washing in comparison with bleaching. This is also due to higher swelling. PC knit showed maximum dimensional stability as compared to cotton 100%. Cotton showed more swelling as compared to PC. With the increase in cotton percentage, the shrinkage percentage also increased. The interaction plot of shrinkage percentage in welt width with respect to elastane percentage, main yarn type, and process type is shown in Figure 5. Interaction lines are not parallel; it suggests that there is significant interaction between variables. It means the effect of elastane percentage is dependent on process type and main yarn type. It was observed from the figure that as elastane percentage increases, cotton contents decrease which indicate decrease in shrinkage. However, as process goes from wash to bleach, the shrinkage was increased.

Interaction plot for shrinkage percentage in welt width.
Shrinkage in foot length
Effect of elastane in plaiting yarn was found significant with 95% confidence (p-value = 0.012). Main yarn type has a statistically significant (p-value = 0.011) effect. Processing type, bleaching, and washing have significant impact on shrinkage in foot length of sock with 95% confidence (p-value = 0.001), as shown in Table 7.
ANOVA response table of full-factorial experimental design of shrinkage in foot length.

DF: degree of freedom; SS: sum of squares; MS: mean squares.
Main effect plot given in Figure 6 indicated a linear decrease in foot length shrinkage upon increasing the amount of elastane blending. During elastane covering, stretch was applied to adjust its percentage. Maximum elongation and straightening of soft segments and crystallization occur during drafting. During relaxation, dislocations of crystals and chains will start which leads to shrinkage in foot length. 4 That is why, shrinkage percentage in 4% elastane is more as compared to 10%.

Main effect plot for shrinkage percentage in foot length.
Effect of cotton and PC 52:48 on foot length shrinkage is shown in Figure 6. The results indicated that foot length shrinkage percentage was significantly higher in cotton than PC 52:48.
The changes in foot length shrinkage due to washing and bleaching are shown in Figure 6. The results showed that washing treatment produced significantly lesser foot length shrinkage as compared to bleaching. The washing treatment of PC 52:48 and cotton gave the foot length shrinkage percentage less as compared to bleaching of these materials.
The general linear model results indicate that the interaction between elastane percentage, main yarn, and process type is significant, as shown in Figure 7. In this interaction plot, the lines are not parallel. This interaction effect indicates that the relationship between elastane percentage, main yarn, and process type depends on the shrinkage percentage of foot length. If we use 4% elastane, the fact that cotton as a main yarn and bleach as a process type is associated with the highest shrinkage. However, if we use 10% elastane, the fact that PC as a main yarn and wash as a process type is associated with the lowest shrinkage.

Interaction plot for shrinkage percentage in foot length.
Shrinkage in foot width
Effect of elastane in plaiting yarn was found significant (p-value = 0.003). Main yarn type does not have a statistically significant (p-value = 0.334) effect. Processing type, bleaching, and washing have significant impact on shrinkage in foot width of sock (p-value = 0.001), as shown in Table 8.
ANOVA response table of full-factorial experimental design of shrinkage in foot width.

DF: degree of freedom; SS: sum of squares; MS: mean squares.
The results shown in Figure 8 explain that a linear trend of decrease in foot width shrinkage was observed with the increasing amount of elastane percentage. Equilibrium of elastane filament was disturbed during drafting. Polymeric chains have a tendency to return back to equilibrium state but they need energy to return, which was provided by heat and movement of material.
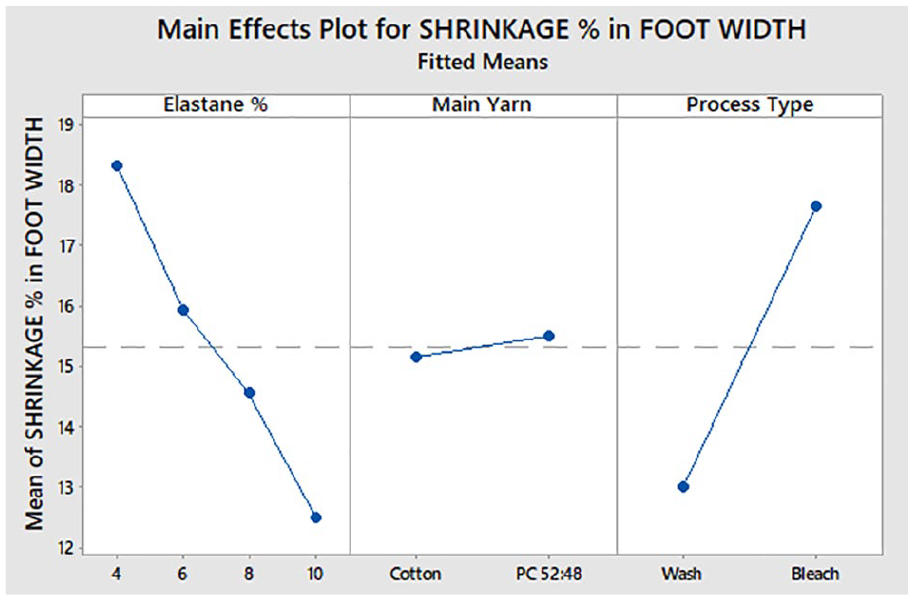
Main effect plot of shrinkage percentage in foot width.
Data regarding the effect of cotton and PC in foot width shrinkage are shown in Figure 8. The results showed that PC blends exhibit significantly high shrinkage in foot width as compared to cotton. Data regarding the effect washing and bleaching on shrinkage of socks are shown in Figure 8. The results showed that washing produced significantly lesser foot width shrinkage than bleaching. Caustic soda removes hydrophobic particles, for example, wax, oil, and other impurities, which create spaces between fibers. These small spaces also facilitate structure for shrinkage. Fibers swell during heat application in wet condition. On wetting, yarn untwisting was started which create spaces to retain equilibrium after drying as explained in previous sections.
The interaction plot of shrinkage percentage in foot width with respect to elastane percentage, main yarn type, and process type is shown in Figure 9. Interaction lines are not parallel, and it suggests that there is significant interaction between variables. It means the effect of elastane percentage is dependent on process type and main yarn type. It was observed from the figure that as elastane percentage increases, cotton contents decreases which indicate decrease in shrinkage. However, as process goes from wash to bleach, the shrinkage was increased.
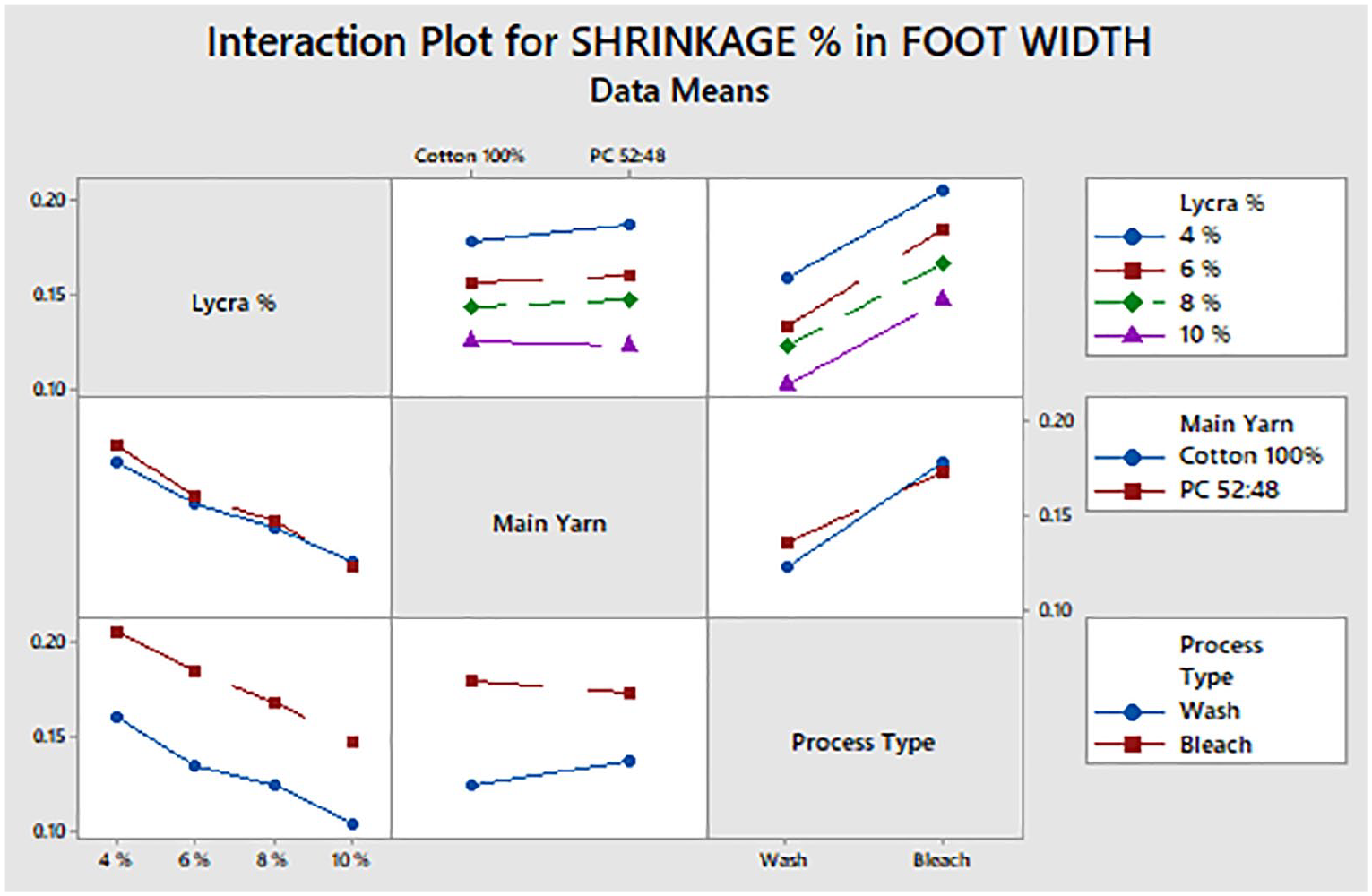
Interaction plot for shrinkage percentage in foot width.
Conclusion
In this research, effect of shrinkage on different parts of socks was observed. It was observed that plaiting yarn (elastane percentage) has no significant effect on shrinkage in welt length, while plaiting yarn (elastane percentage) has significant effect on shrinkage in welt width, foot width, and foot length. It was observed that with the increase in elastane percentage, shrinkage percentage was decreased. Main yarn (cotton and PC) have no significant effect on shrinkage of welt length, welt width, and foot width, while main yarn (cotton and PC) has significant effect on shrinkage in foot length. It was also observed that cotton has more shrinkage percentage as compared to PC. Process type (wash and bleach) has significant effect on welt length, welt width, foot width, and foot length. The results indicated that washing treatment produced significantly lesser shrinkage as compared to bleaching. Outcomes shows that all the three factors, that is, plaiting yarn (elastane percentage), main yarn (cotton and PC), and process type (wash and bleach) are dependent to each other for having effect on shrinkage percentage in socks.
Footnotes
Author’s note
Norina Asfand is now affiliated with Kaunas University of Technology, Kaunas, Lithuania.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.