
Abstract
Pretreatment and yarn type alter the characteristics of fabric surfaces and impact the quality of inkjet digital printing including colorfastness, color shade, colorfulness, and color strength. Specifically, printed pigments are subject to crocking due to physical attachment on a fiber surface without diffusing into the fibers, which increases color transfer to another fabric. This remains a challenge in obtaining high colorfastness as well as full color shade, colorfulness, and color strength. Thus, this study investigated and quantitatively analyzed the effects of pretreatment and yarn type on shade, colorfulness, color strength, and crockfastness. Fabric wettability was also observed to examine the impact on printing quality.
Keywords
Introduction
The worldwide demand for inkjet digital printing technology is rapidly growing in textile markets such as apparel, technical textiles, interior fabrics, carpets, automotive design, and so forth. Digital printing provides benefits such as fast production and customized design, leading to high cost-effectiveness and consumer satisfaction. In addition, the use of small batches, inks, and fabric substrates is more ben-eficial to the environment in comparison to the traditional screen print process. 1 Due to the positive commercial and environmental impacts of digital printing, technologists and researchers have investigated inks, printers, color management software, and chemical surface treatments to improve printing quality, which led to the development of current digital textile printing technologies. However, obtaining durable and sustainable printing quality, specifically with regard to colorfastness to light, crocking, and washing that cause colors to fade or color transfer to another fabric, remain concerns.
Color fading and transfer are affected by ink, fabric type, and fabric surface treatment. For a given ink type, surface treatment and fabric type play important roles in fabric surface characteristics and printing quality. Several researchers studied the behavior of ink droplets on a fabric surface and found that fabric characteristics affect resolution and blurriness in printed images.2-6 The development of pretreatment technology contributed to a reduction in color migration and bleeding, and provided deep color shades during inkjet digital printing. 7 Among ink types, pigment inks are much more prone to crocking than reactive and disperse dye inks. This is because the pigment particles are unable to diffuse into fibers, staying physically attached on a fiber surface. Reactive and disperse dye inks have a chemical affinity to fibers and can diffuse into fibers. 8 Despite the fact that printed pigments result in relatively low crockfastness compared to other ink types, the use of pigment inks has expanded greatly in digital textile printing because they facilitate an efficient and environmentally-friendly printing process, which eliminates washing-of after printing and accommodates a wide selection of fabric substrates regardless of fiber type.
An ink droplet's behavior on a fabric surface is explained by wicking, which includes two processes. The first is the spreading of the drop, and the second is its penetration into a fabric. 9 The influence of capillary force is dominant in the spreading and penetration processes, which are further affected by fabric yarn types (e.g., ring-spun, open-end, and filament), which have different yarn structures and fiber arrangements. Filaments in a yarn are long and continuous; thus, the capillary force is high and dominant in the wicking of a drop. On the other hand, staple fibers are randomly arranged in a yarn. The twist imposed on spun yarns leads fibers to migrate in a radial direction and become compact, which damages inter-fiber spaces, thus disconnecting capillaries and decreasing the wicking. Compared with ring-spun yarn, open-end spun yarn has a surface that is less hairy and shows better wicking due to looser outer fibers.6,10-13 Park et al. found that surface treatment alters the wicking behavior of a drop, through a decrease in wicking in the finished fabric. 6 Al-Turaif et al. explained the effects of pretreatment, including decreasing the mobility of pigment particles and increasing the concentration of particles on the surface. 14 The more the ink spreads and penetrates, the less ink remains on a fabric surface. A decrease of ink leads to a low color gamut and shade depth.15,16 The surface in contact with the dye can increase depending on fiber structure, leading to improved color yield. 17 Taking yarn type and surface treatment into consideration is necessary to improve printing quality.
Pigment ink spread and penetration, and their subsequent effects on color yield, color strength, and crockfastness, warranted an investigation into the impact of surface treatment and yarn structure on printed pigments. In this study, the effects of surface treatment and yarn type on wettability, shade depth, colorfulness, color strength, and crockfastness were analyzed with a variety of ring-spun, open-end spun, and filament yarn polyester (PET) fabrics.
Experimental
Fabric Preparation
Tree different PET woven fabrics were obtained from fabric manufacturers, the characteristics of which are shown in Table I. The fabrics were plain weave, and ring-spun, open-end spun, and filament yarns were used for warp and weft directions in PET-NP1 and PET-P1, PET-P2, and PET-P3, respectively. For PET-NP1 and PET-P1, the warp was filament and the weft was ring spun. NP and P refer to untreated and pretreated fabrics. The fabric densities were characterized by the number of warp and weft yarns per square inch. The three PET fabrics were scoured and pretreated with PrintRite DP307 (Lubrizol) to reduce ink migration and increase the binder's ability to hold pigment particles on the fiber surface. The fabrics were then cured at 180 °C for 2 min in a Practix Ok-12 (Practix Mfg. LLC) heat press.
Characteristics of Untreated (NP) and Pretreated (P) PET Plain Woven Fabrics Used for Printing
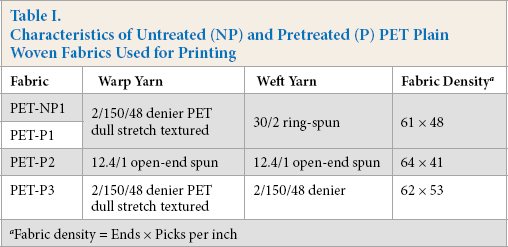
Fabric density = Ends × Picks per inch
Inkjet Digital Printing
An MS-JP5Evo printer with Kyocera print heads was used in print mode C to prepare dry and wet crock test samples printed with CMYK pigments (Expand System LLC), which were cyan, magenta, yellow, and black, respectively. Print mode C was used for seven ink drop sizes, varying from 4 to 24 picoliters. The viscosity of the ink was ∼4-4.5 Pa?s, and the surface tension was around 29-30 mN/m at 32 °C. The resolution was 600 × 600 dpi, and the printing was set for four passes and bi-directions.
Wettability
The surface wetting behaviors of fabrics, such as water content, wetted radius (mm), wetting time (s), spreading speed (mm/s), absorption rate (%/s), and one-way transport rate (%) were measured using the Moisture Management Tester (MMT, SDL Atlas) following AATCC TM195-2010 before printing. 18 For measurements, the fabrics were conditioned overnight at 21 ± 1 °C and 65 ± 2% relative humidity (RH). The fabric samples were cut to a 5-in. diameter and placed between sensors with concentric pins. An upper center pin injected water on the fabric surface and fluid movement was monitored by conductivity changes.
Dry and Wet Crockfastness Measurement
Tests were conducted following AATCC TM8-2017 to evaluate the wet and dry crockfastness levels of the PET woven fabrics printed with CMYK pigments. 19 The printed PET fabric was cut at least 5.1 in. long and 2 in. wide, and the fabrics and white cotton squares were conditioned overnight before testing. For the wet crock test, a white cotton square was pre-wetted using a 65 ± 2% wet pickup. The dry and wet white cotton squares were rubbed on the surface of the PET fabrics placed on a crockmeter by cranking the meter handle back and forth 20 times. This procedure was repeated 3 times for both dry and wet conditions. A total of 96 samples were tested (four colors × three repeats × two conditions (dry and wet) × four types of fabrics (NP1, P1, P2, and P3)). Color transfer to the white cotton square was evaluated using a 1-5 gray scale rating, with 1 representing poor crockfastness and 5 representing excellent crockfastness. The gray scale rating was assessed using a Datacolor SF650 spectrophotometer that provided the results based on calculated ΔE values.
Results and Discussion
Fabric Characteristics
The surface characteristics of the three PET fabrics tested were observed using scanning electron microscopic (SEM, Hitachi S3200N) images as seen in Fig. 1. These images show that the surface of the filament fabric was smooth relative to that of the spun-yarn fabric due to their different yarn structures; filament yarns were continuous and smooth and spun-yarn was short and hairy.
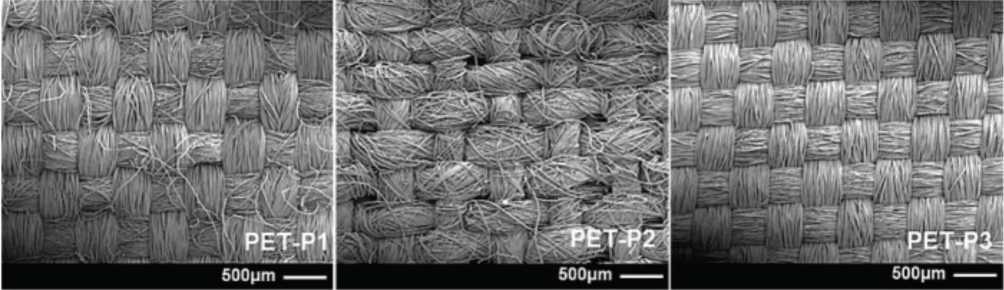
SEM images of pretreated PET fabrics constructed using ring-spun, open-end spun, and filament yarns in warp and weft directions. For PET-NP1 and PET-P1, the warp was filament and the weft was ring spun. PET-P2 and PET-P3 used ring spun and filament, respectively, for both directions.
Wettability of Unprinted PET Fabrics
Water Content and Wetted Radius
Fig. 2 shows the water content and wetted radius (mm) in the test fabrics and compares the results of wettability studies between untreated (PET-NP1) and pretreated (PET-P1) fabrics, and among fabrics with various yarn types (PET-P1, PET-P2, and PET-P3). Pretreatment led to a decrease in water content and wetted radius of the fabric.
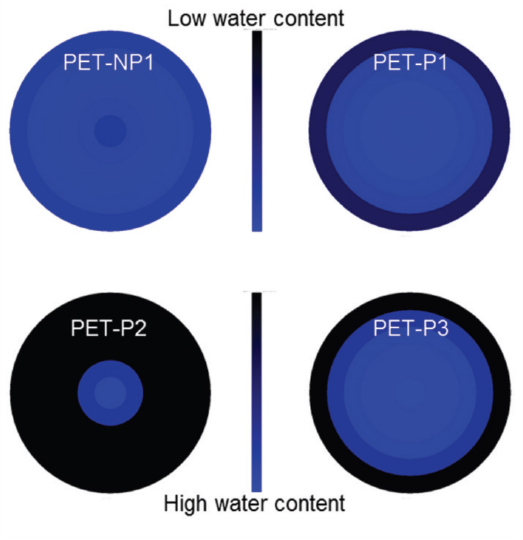
Graphic images of water content and wetted radius in untreated (NP) and pretreated (P) PET fabrics: the bar color range from black to blue indicates the amount of water content in the PET fabrics. The wetted radius was 29 mm for PET-NP1, 28 mm for PET-P1, 10 mm for PET-P2, and 24 mm for PET-P3.
Wetting Properties for Untreated and Pretreated Test Fabrics
Figs. 3a and b show the wetting properties of untreated and pre-treated test fabric. Compared to the untreated PET-NP fabric, the pretreated PET-P1 fabric slowly wetted, spread, and absorbed less water. However, water transport from the top to the bottom of the PET-P1 fabric increased (Fig. 3b). The wettability results indicated that pretreatment led to a reduction in wicking, which decreased migration and bleeding of ink on the fabric surface. Liquid movement perpendicular to yarn length increased for the PET-P1 fabric. The low wetting, spreading speed, and absorption rate accounted for decreased water content and wetted radius of the PET-P1 fabric.
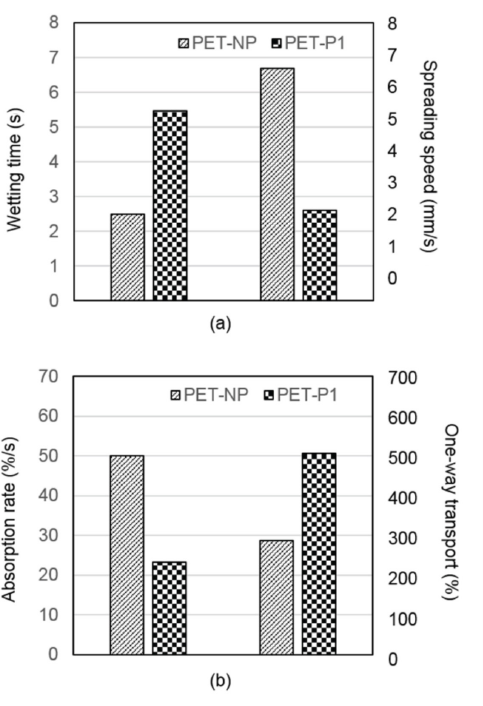
Wettability of untreated (NP) and pretreated (P) PET fabrics: (a) wetting time (s) and spreading speed (mm/s), and (b) absorption rate (%/s) and one-way transport (%) of water.
Wetting Properties for the Various Test Fabric Yarn Types
Fabric wettability varied with yarn type as seen in Figs. 4a and b. Open-end and ring-spun fabrics wetted slowly compared with filament fabric. This shows that filaments in a fabric spread liquid rapidly throughout the fabric structure, which accounts for the high wicking in a filament fabric. The spreading speed increased the absorption rate of the filament fabric PET-P3. One-way transport from top to bottom of the fabric was higher in the spun-yarn fabric than in the filament fabric (Fig. 4b). This indicates that the continuous and smooth structure of filament fabric accelerated the wetting, spreading, and absorption of liquid, while the top-to-bottom transport rate decreased in comparison to short staple fibers. The results show that yarn structure played an important role in determining the wettability of a fabric for a given liquid and weave structure.
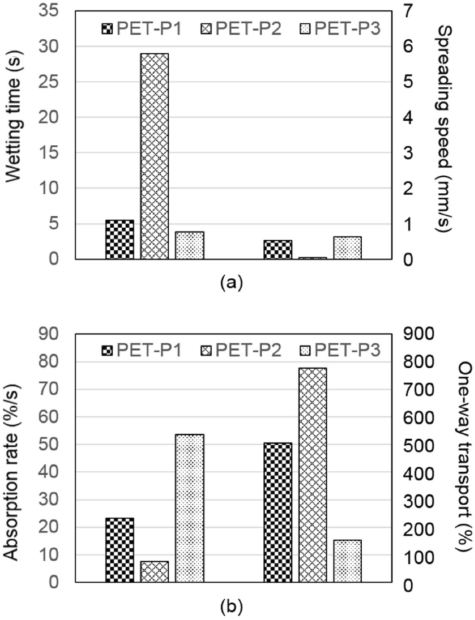
Wettability of pretreated PET fabrics constructed using ring-spun, open-end spun, and filament yarns in warp and weft directions: (a) wetting time (mm/s) and spreading speed (mm/s), and (b) absorption rate (%/s) and one-way transport (%) of water.
Color Data Results
Spectral values were assessed using the Datacolor spectrophotometer for printed pigments. The L* a* b* coordinates are shown in Table II. The L* value represents lightness or shade depth, and the values of a* and b* represent the redness and greenness, and yellowness and blueness, respectively, in accordance with negative and positive values in the CIELAB color system. The chroma C* and color strength K/S were examined and compared before and after pretreatment and across fabric yarn types. C* indicates colorfulness, which is expressed as a portion of brightness. The value increases as more pigment particles are deposited on a unit fabric surface, which indicates high brightness. C* is characterized by a* and b* as shown in Eq. 1. 20
Colorimetric and Color Strength (K/S) Values for CMYK Pigments Printed on Untreated (NP) and Pretreated (P) PET Fabrics
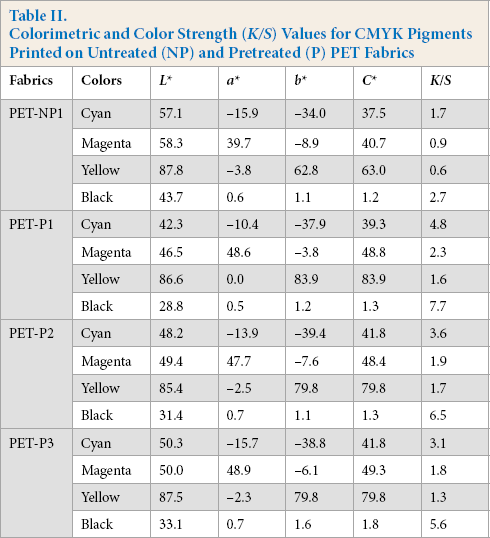

The K/S value is characterized by reflectance R in the Kubelka-Munk equation, and the sum of the K/S values in the visible region of the color spectrum were calculated using Eq. 2. 21
K is the absorption coefficient of a colorant and S is the scattering coefficient. The K/S value represents an ability to impart color on a material. As absorption increases, the color strength becomes greater.
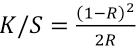
Untreated and Pretreated Fabric Comparison
Figs. 5a–c show the difference in L*a*b* values between printed pigments on the untreated and pretreated (using a paste with binders) PET fabrics. On the pretreated PET fabric, the L* value tended to be low in comparison with the untreated fabric, decreasing in the order of black > cyan > magenta > yellow by 34, 26, 20, and 1%, respectively. The reduction in the L* value led to a deep shade of color on the pretreated PET fabric, specifically with regards to black, cyan, and magenta; on the other hand, yellow maintained almost the same shade on both untreated and pretreated fabrics (Fig. 5a).
(a) L*, (b) a*, and (c) b* values of CMYK pigments printed on untreated (NP) and pretreated (P) PET fabrics.
For the a* values seen in Fig. 5b, redness increased in magenta by 22% and decreased in black by 18%, a 34% reduction in greenness was observed in cyan, and greenness was decreased in yellow on pretreated fabric. Pretreatment altered the b* values for all colors (Fig. 5c). Particularly, yellowness increased in yellow and black by 34% and 14%, respectively, and blueness increased in cyan by 12% and decreased in magenta by 57% as compared to untreated fabric. The increase or decrease of a* and b* values was attributed to the effectiveness of the binder, which forms a film and fixes pigment particles on a fiber surface, reducing spreading and migration (Fig. 3). Decreased spreading and migration allowed the pigment particles to stay in place without bleeding, which resulted in fabric printed with deep pigment shades, high colorfulness, and color strength (Figs. 5 and 6a and b). Colorfulness increased by 33, 20, 7, and 5 in yellow, magenta, black, and cyan, respectively (Fig. 6a). Color strength increased 1.5 to 1.8 times on pretreated fabric for all colors (Fig. 6b).
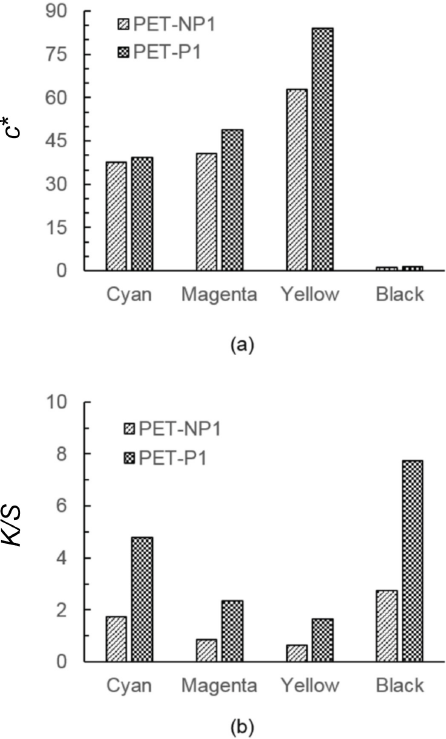
Colorfulness (C*) and color strength (K/S) values of CMYK pigments printed on untreated (NP) and pretreated (P) PET fabrics: (a) C* value and (b) K/S value. As C* increased from 0 to 100, the color appeared much brighter.
Tree Pretreated PET Fabric Comparisons
Pigments were printed on three different PET fabrics, and L*, a*, and b* values were measured and compared (Figs. 7a–c). L* values were highest in PET-P3 and lowest in PET-P1 (Fig. 7a). Spun-yarn fabric maintained a deep color shade in printed pigments, due to the increase in surface area.
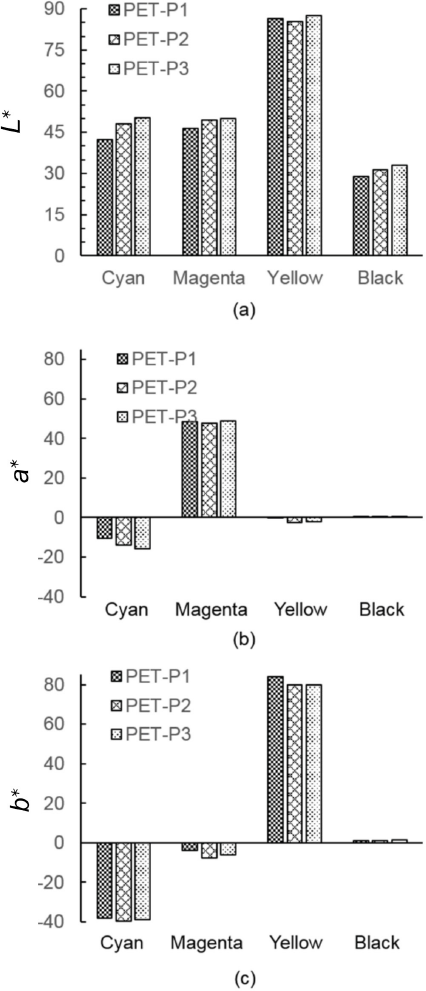
(a) L*, (b) a*, and (c) b* values of CMYK pigments printed on pretreated PET fabrics constructed using ring spun, open end spun, and filament yarns in warp and weft directions.
The a* value was greatest in magenta for redness and in cyan for greenness. Greenness increased more in PET-P2 and PET-P3 as compared with PET-P1 for cyan and yellow. Magenta and black showed similar redness in all three fabrics (Fig. 7b). b* values varied in colors and fabrics; particularly, yellowness and blueness were high in the yellow of PET-P1 and the cyan of PET-P2, respectively (Fig. 7c).
Figs. 8a and b show the C* and K/S values of CMYK pigments printed on three different PET fabrics. The C* value showed low impact on the different yarn types (Fig. 8a). The K/S value, indicating color strength, was greater for the spun-yarn fabrics PET-P1 and PET-P2 than for the filament fabric PET-P3 in all colors. Specifically, the color strength was high when the filament and spun-yarn interlaced in the warp and weft directions for PET-P1 fabric. Black and cyan showed greater color strength than magenta and yellow in the three PET fabrics (Fig. 8b).
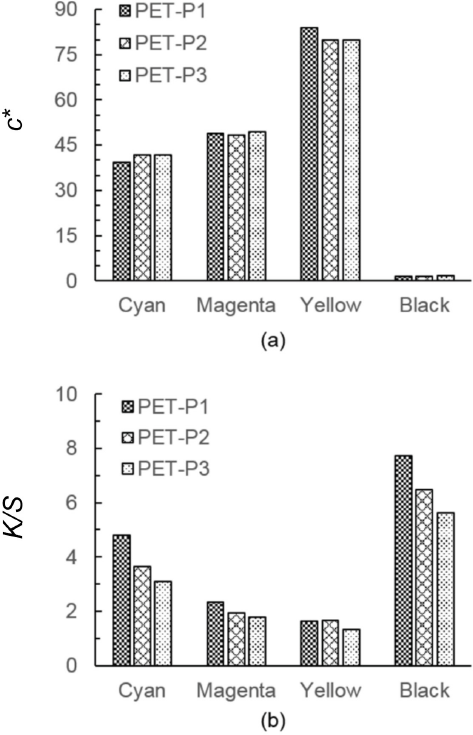
(a) Colorfulness (C*) and (b) color strength (K/S) values of CMYK pigments printed on pretreated PET fabrics constructed using ring-spun, open-end spun, and filament yarns.
Untreated and Pretreated Fabric Crockfastness
The gray scale was used to determine dry and wet crockfastness levels (Figs. 9a and b). The result shows that regardless of printing direction, dry and wet crockfastness values decreased by 0.5 to 1.5 on the scale in pretreated fabric compared with untreated fabric. This was attributed to the effectiveness of the binder that held pigment particles on the fiber surface. Particularly, the decrease in crockfastness in a pretreated fabric was highest in black and lowest in yellow for the pigments tested. Crockfastness was much reduced under wet conditions.
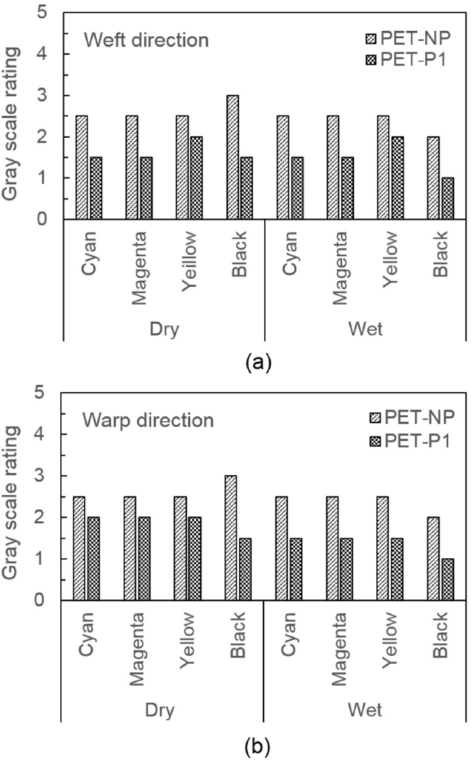
Dry and wet crockfastness of CMYK pigments printed on untreated (NP) and pretreated (P) PET fabrics: (a) weft direction and (b) warp direction. Crockfastness increased as the gray scale ratings increased from 1 to 5.
Different Yarn Type Fabric Crockfastness
Crockfastness was assessed in PET-P1, PET-P2, and PET-P3 fabrics (Figs. 10a and b). Colorfastness was greatest to least in the order of PET-P3 > PET-P2 ≥ PET-P1 for the CMYK color sets. Gray scale ratings ranged from 2.5 to 3.5 in PET-P3 fabric. PET-P1 and PET-P2 fabrics maintained low colorfastness compared to PET-P3 fabric, for which the scale was around 1 to 2. This shows that pigment printed on a spun-yarn fabric was more prone to crocking compared with that printed on a filament-yarn fabric. Crockfastness also varied across colors, tending to be higher in yellow and lower in black.
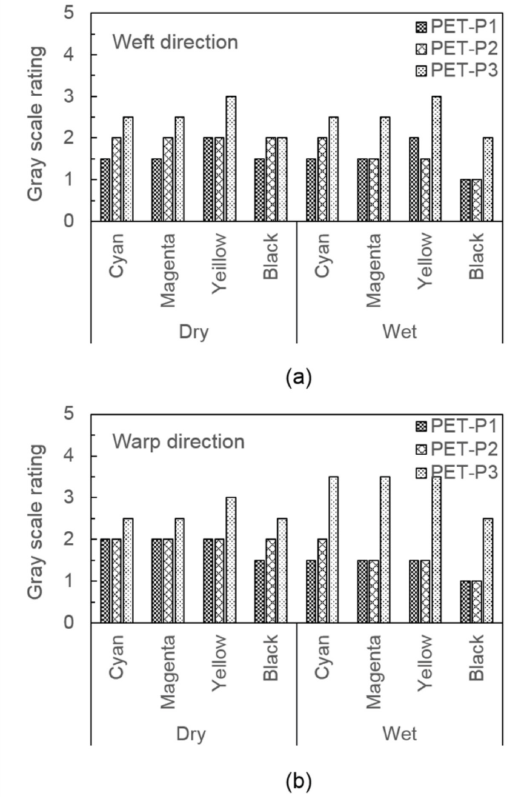
Dry and wet crockfastness of CMYK pigments printed on pretreated PET fabrics constructed using ring-spun, open-end spun, and filament yarns in warp and weft directions: (a) weft direction and (b) warp direction.
K/S results for the printed pigment fabrics (Fig. 8b) indicate that the crockfastness decreased as the color strength increased, due to the fact that more pigment was deposited on the surface of the substrate.
In addition, the warp and weft directions differed in crockfastness values. Specifically, the weft direction showed relatively low dry/wet crockfastness values compared to the warp direction for almost all colors. This was attributed to the difference in the unit surface area subject to crocking on which the pigment was deposited. Compared to the weft direction, the warp direction was maintained at high tension during weaving, which leads to the warp yarn becoming stretched and fattened, thereby decreasing the unit surface area available to the pigment. Kan et al. discovered that a large fiber surface area increased the deposition of the pigment, improving color strength and decreasing crockfastness values. 17 This explains the resulting color strength and crock-fastness values observed for the spun-yarn and filament fabrics in this study.
Conclusion
Fabric characteristics impact the quality of pigment-inkjet digital textile printing with regard to color strength and crockfastness. For a given ink type and weave structure, pretreatment and yarn type should be considered in determining the printing quality due to the effects on fabric wettability, which dictates the migration and absorption of ink on a fabric. This study investigated wettability, color range, colorfulness, color strength, and crockfastness using three different pretreated PET fabrics. The effects of pre-treatment were examined using ring-spun weft yarns and filament warp yarns to construct the fabric. To identify the impact of yarn structure, the pretreated fabrics varied in yarn type between ring-spun, open-end spun, and filament. For printing, a set of four CMYK pigment inks were used.
Pretreatment decelerated wetting, spreading, and absorption; on the other hand, the one-way transport of water from top to bottom increased in the pretreated fabric relative to the untreated fabric. Regarding colors, pretreatment altered the L*a*b* values of the printed pigments, increasing shade depth, colorfulness, and color strength in all colors for each CMYK pigment. The crockfastness of printed pigments decreased in pretreated fabrics because the pre-treatment prevented the pigment from absorbing into the fabric, therefore increasing the deposition of pigment on the fiber surface.
The filaments’ long and continuous structure strengthened capillary forces, which led to high wetting, spreading, and absorption of water in PET-P1 and PET-P3 fabrics versus PET-P2 fabrics. Particularly, they were greatest for filament fabric PET-P3. The transport of water from top to bottom accelerated in spun-yarns.
Amongst the three fabrics, shade and color strength increased while crockfastness decreased in spun-yarns due to their short and hairy yarn structure, leading to an increase in the fiber surface where pigment could be deposited. Colorfulness was similar in all three fabrics for the CMYK pigment dyes tested.
The results above indicate that a mixture of filament and spun-yarns for warp and weft directions may improve the color shade and color strength of printed pigments rather than using just filament or spun-yarns for both directions in a fabric.
Surface treatment and yarn structure influence the printing quality using pigments. This study provided quantitative data regarding wettability, shade, colorfulness, color strength, and crockfastness observed in three PET fabrics, and identified that yarn characteristics contribute to increased color yield and color strength. The filament yarn had high water spreading and absorption, accelerating the migration of pigment on the fiber surface, while short staple fibers in the spun-yarn increased the unit fabric surface, leading to greater amounts of pigment deposited. However, obtaining high crockfastness values remained challenging with printed pigments due to the physical attachment of pigment particles on a fiber surface. Thus, future studies should be conducted on physical and chemical surface modifications of fiber, yarn, and fabric to improve crockfastness while maintaining high color strength.
Footnotes
Acknowledgement
The authors would like to thank Walmart Inc. for support of this project.