
Abstract
This study presents in-depth scanning electron microscopic (SEM) and energy-dispersive X-ray spectroscopic (EDX) analyses of the surface contour of natural bamboo fibers from
Introduction
This study has three parts. Part 1 discussed experimental procedures for various approaches to natural bamboo fiber (referred to hereafter in the present study as “bamboo fiber,” as opposed to “viscose bamboo fiber”) production for textile use. 1 Applicability for further processing, length, and linear density of produced fiber were reported. Part 2 reexamined the potential routes derived from Part 1. 2 The antibacterial activity of the produced fibers were assessed and compared with raw bamboo plants and commercial bamboo viscose. The current article (Part 3) reports the best routes of bamboo fiber production and SEM/EDX analyses of various properties.
In recent years, eco-friendly labeled textile products are gaining more popularity than equivalent products not advertised as eco-friendly. Consumers are three times more likely to choose such products.3–9
Manufacturers may choose to produce bamboo fibers that are not chemically converted into viscose, 10 following consumers’ inclination toward environmentally-safe products. This, however. may not be feasible due to the lack of economic support, advanced technologies, or adequate research that could guide an economically-attainable process. As a result, few of such fibers are being produced.
A large portion of the bamboo plant goes unused due to parts considered direct waste products or unusable fiber. For instance, bamboo fibers produced through the mechanical or steam release processes yield fibers of varied length of 2 to 150 mm, 11 8.2 to 67.9 mm, 12 and 5 to 135 mm, 13 resulting in an extremely-wide Gaussian distribution—smaller non-spinnable fibers go to waste as they were processed out during yarn spinning. Thus, the percent fiber yield from mechanical bamboo textile preparation was very low. Technological improvements, therefore, are extremely crucial to support eco-friendly fiber industries. A related case study covers the South American and Mexican sisal and henequen industries that are less productive due to lack of technological developments. 10
New processes that facilitate bamboo fiber use in textiles must be sustainable and capable of providing enough volume of material for use. Recently, bamboo fibers in textiles, as eco-friendly alternatives, have been a very popular topic for researchers and popular media alike.11,14,15
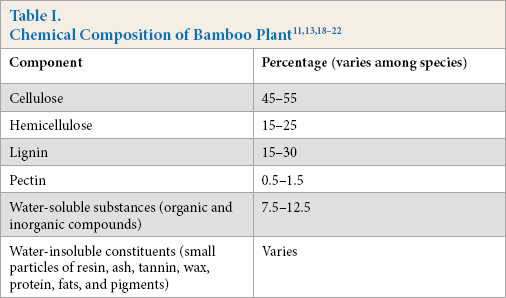
An understanding of the chemical composition of bamboo plants is needed before more effective enzymes or chemicals for degumming and relevant processing can be selected. Degumming of fibers, sometimes called delignification, is defined as a process of removing lignin, pectin, hemicellulose, and extractives for fiber production. Table I provides the percentages of major components in bamboo. Unlike some other bast fibers, the lignin content is very high in bamboo. Lignin, an amorphous and hydrophobic complex that is a branched polymer of aromatic compounds, must be removed to access the fibers. Two other major constituents are hemicellulose and cellulose. With a higher degree of polymerization (higher molecular weight), cellulose is a straight and non-branched semi-crystalline polysac-charide. On the other hand, hemicellulose has a lower degree of polymerization (lower molecular weight), with hydroxyl and acetyl groups that are water soluble and can be removed by fiber extraction.12,16,17 The main chemical components of bamboo plants include cellulose, hemicellulose, lignin, and pectin.
Bamboo as a plant can grow on infertile land, requiring little care, irrigation, fertilizers, insecticides, or pesticides for cultivation. The plants absorb 35% more carbon dioxide than other plants (e.g., timber) and is therefore beneficial to the environment. 23 It produces 20 times more timber than other timber producing plants. 24 It can be introduced to prevent deforestation and soil erosion, and to provide cooking fuel.24,25 The environmental benefits of bamboo as a raw material would apply to most products made from bamboo, but the subsequent manufacturing processes may negate some of the advantages. There are three different classifications of bamboo based on the extraction process used.
Bamboo Viscose Fiber
Bamboo viscose fiber is regenerated cellulose from pulp, similar to other viscose fiber. Most of the beneficial properties of bamboo are lost in bamboo viscose fiber.15,26 Viscose fibers are regenerated by using a high concentration (16 to 30%) of caustic soda (NaOH), carbon disulfide (CS2, ∼10%), sulfuric acid (H2SO4), sodium sulfate (Na2SO4), zinc sulfate (ZnSO4), and other chemicals.27–31 These chemicals have strong harmful impacts on the environment, workers’ health, and machinery.32,33 Therefore, bamboo viscose is not classified as an eco-friendly fiber. 2 Most of the textiles made with bamboo in the current marketplaces are actually made of bamboo viscose.
Bamboo Fiber
The bamboo fiber-extraction process is carried out using mechanical aids and mild chemicals.11–13 This type of fiber contains its natural lengths and some of bamboo's original properties. However, some anti-UV and antimicrobial/ bacterial properties may be lost due to the interaction of chemicals with fiber components during processing. Thus, its processing is less destructive than bamboo viscose. Some retailers and producers in the marketplace are claiming their products to be of this type, but in most instances, the products appear to contain viscose fibers.26,34,35
Clean Eco-Friendly Bamboo Fiber
Clean eco-friendly bamboo fiber is produced without using any harsh chemicals. This type is not commercially available at this time. Tough some strong mechanical treatments can extract bamboo fibers, it has not been possible to get spinnable, soft-feeling, and pliable fibers without appropriate degumming. Some researchers have considered using several enzymes or microbial cultures, but no successful work for textiles has been published to date. Bamboo fibers have been reported as non-spinnable and non-pliable when using enzymatic treatments for fiber extraction.12,13,35,36
Research on bamboo as a fiber material for textile production is in its infancy 11 and has been performed on bamboo viscose (chemical regeneration of cellulose) or bamboo fibers for use in composites with synthetic polymers.35–42 Both of these areas of research do not require the bamboo fiber length as starting material to be within the parameters needed for yarn production. Bast fibers are generally very suitable for use in polymeric matrices; most of the research focus has been on bamboo in fiber-reinforced laminates. Blending bamboo fibers or fiber-bundles with other materials, not only produces a product with high quality and durability, it also increases the biodegradability and renewability of the product. But this research is not highly focused on an eco-friendly line because of the matrix materials (mostly synthetics) needed for the composites. 43 Similarly, blending bamboo viscose fiber with other traditional fibers has also been reported to improve yarn properties. Tausif et al. conducted a comparative study of bamboo viscose and cotton when blended with different ratios of polyester. 44 By investigating different properties of polyester-cotton blend (PC) and polyester-bamboo viscose blend (PB), it was concluded from the study that PB had higher strengths, lower bending lengths (indicating softness) and better comfort, and lower thermal resistance or higher thermal conductivity. Thus, bamboo viscose is good for summer clothing and has very similar moisture management properties to cotton. 44 This provides the possibility of using bamboo fibers in blends with synthetic or other natural fibers when it is not solely spinnable. Yet, the use of low use or no use of chemicals to produce bamboo fibers would preserve more of the unique properties of bamboo, unlike viscose. This study aims to create bamboo fibers using the least amount of chemicals and to provide analyses of the surface characteristic of the output fibers.
Experimental
Materials and Equipment
Two different age-groups, 0-1-year-old (these were basically 6-month to 1-year old plants) and 2-4-years-old, fresh
Fiber Production Processes
The major focus of this work was to carry out fiber production experiments on fresh
Both age-groups of bamboo samples were treated separately to identify if there was any difference among properties, as well as ease of fiber extraction. Scheme 1 shows the step-wise pretreatments, processes, and post-treatment that were carried out during bamboo fiber production from fresh bamboo specimens. Vegetable scrapers were used to remove the exodermis (green skin) of the culms followed by splitting into 6-even-sized strips per culm. One set of the strips was directly crushed in the milling machine followed by combing with steel brushes. The 0–1-year-old bamboo specimens were divided into two sets, where one set (labeled CPF-3, where CPF is the combined process on fresh bamboo—the fiber was produced from fresh specimens by combined mechanical and chemical processes) was treated directly with 8 g/L of NaOH solution at 80 °C for 3 h in a Launderometer and another set (CPF-4) was soaked in a solution of 6 g/L of NaOH for three days at room temperature (RT, 21 ± 2 °C), followed by treatment in a solution containing 5 g/L of NaOH, 5 g/L of Na2CO3, and 4 mL/L H2O2 at 80 °C for 3 h. Visual observations suggested that fibers processed with greater amounts of NaOH (8 g/L) were short, weak, and damaged, although these properties were not directly measured. Due to these fiber characteristics, this process was not replicated for other experiments. Similarly, the 2–4-year-old bamboo specimens were also divided into two sets. One set (CPF-5) was directly treated in a solution of 6 g/L of NaOH and 6 g/L of NaHCO3 at 80 °C for 3 h. In this case, a lower concentration of NaOH was used with the weak base NaHCO3 rather than using the higher concentration of NaOH alone. This yielded better fiber than the previous experiment based on visual observations. Another set (CPF-6) of the 2-4-year-old crushed specimen was soaked in 6 g/L of NaOH at RT for three days followed by treatment in 6 g/L of NaOH, 6 g/L of Na2CO3, and 4 mL/L of H2O2 solution at 80 °C for 60 min.
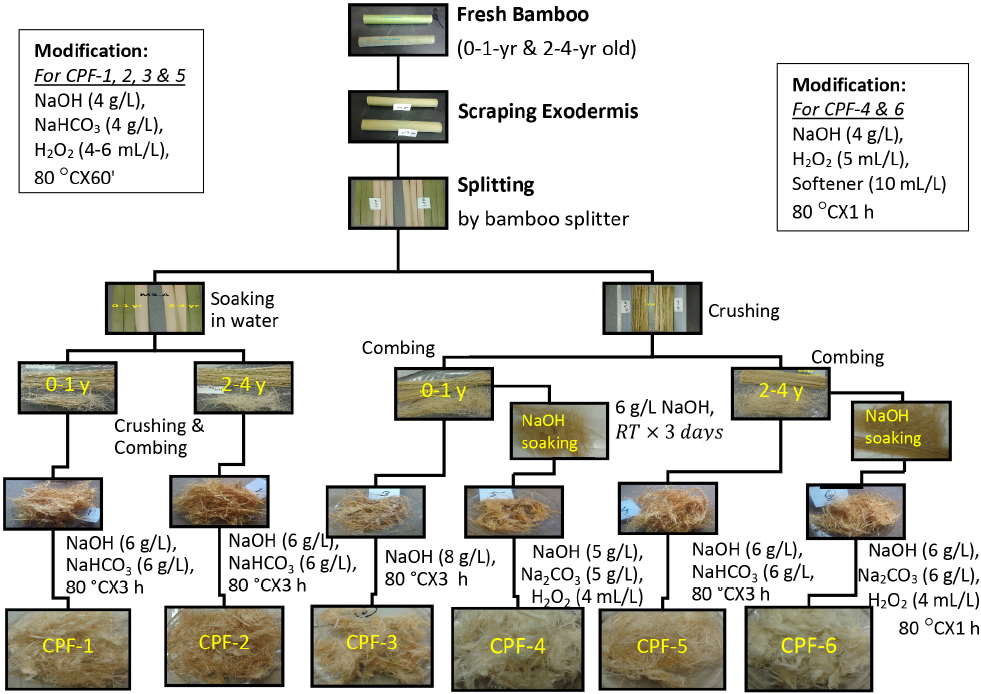
Bamboo fiber production from fresh red margin bamboo species.
Another set of fresh strips for each age group was soaked in water at RT for three days to see if it would be easier to process. After soaking, strips were crushed and combed with steel brushes. The 0-1-year-old CPF-1 and the 2-4-year-old CPF-2 bamboo specimens were processed in a solution of 6 g/L of NaOH and 6 g/L of NaHCO3 at 80 °C for 3 h in the Launderometer.
Modification of sample processing was performed in two ways: samples CPF-1, CPF-2, CPF-3, and CPF-5 were modi-fed using a bleaching solution of 4 g/L of NaOH, 4 g/L of NaHCO3, and 4–6 mL/L H2O2 solution at 80 °C for 60 min (Scheme 1). Sample CPF-4 and CPF-6 were treated in 4 g/L of NaOH, 5 mL/L of H2O2 and 10 mL/L of fabric softener under the same conditions, followed by washing and drying.
Other Fiber Sample Production
For a comparative study of structure and other properties, high-temperature chemical (HTC), steam release (SEP), combined (CP), and enzymatic processes (EP) using pectinase, xylanase, pectolase, and laccase were replicated as mentioned in the literature. 1 The SEP involved preheating for 60–90 min at 100 °C, heating at 180 °C for 20 min, followed by the release of steam under 15-17 bar pressure at 200 ± 5 °C for 3–5 s. A catch pot and steam stack were used as safety precautions.
Samples SEP-1 and SEP-2 were produced from the SEP; HTC-2 from the HTC; CP-1m, CP-2, CP-3, CP-4, CP-5, CP-6m, CP-7m, CP-8, and CP-11 from the CP; and EP-3m, EP-4m, and EP-6m from the EP. The names of the samples were kept identical as discussed in the previous article 1 to refer to the pertinent process. The label “m” was added to the sample names to identify modified sample processing. It should be noted that all processes used no more than 2% of NaOH, which are very mild conditions as compared with the viscose process (16 to 30%).
SEM and EDX Experiments
Extracted Bamboo Fiber Diameters
The diameter of the extracted bamboo fibers (described in the Introduction under the sub-heading Bamboo Fiber) was measured by scanning electron microscope (SEM), environmental scanning electron microscopy (ESEM), and energy-dispersive X-ray spectroscopy (EDX) by following ASTM E2228–10 and AATCC TM 20-2013.45,46 EDX was used as an imaging tool in this project. SEM was not solely used as fibers are not good conductors of current and promote charging on the specimen surface. This non-conductivity and the charging effects made it difficult to collect high resolution and quality images. EDX allows better imaging in such situations. Fiber samples were randomly selected and a gold coating was applied before microscopic study. Averages were calculated from the diameters of 15–20 fibers. Bleached cotton fibers and bamboo viscose fibers were removed from fabrics and used for comparison.
Extracted Bamboo Fiber Surface Contours
The surface contour of the fibers were examined by SEM, ESEM, and EDX analyses. The samples were suitable for imaging after a gold coating was placed on the sample to avoid charging and to produce high-resolution images.
Results and Discussions
Subjective Fiber Observations
Since one purpose of this study was to assess the extraction process of fibers from fresh bamboo of different ages, similar selected treatments for fiber extraction were performed as mentioned in the literature. 1 The soaking of bamboo strips before crushing did not help the extraction process noticeably, as was the case for dried bamboo. Moreover, the produced fibers were almost identical for the respective age group after either direct crushing or soaking before crushing. However, from visual observation, the fibers from 0–1-year-old bamboo appeared to result in a slightly greater number of short fibers than the 2–4-year-old bamboo, although this was not measured. When the greater amount of NaOH (8 g/L) was applied for CPF-3, the number of short fibers significantly increased when compared to other specimens, such as CPF-1 and CPF-4 (Scheme 1). A lower amount of NaOH (4–6 g/L), combined with NaHCO3 or Na2CO3 yielded fibers of improved length. The modification of fibers CPF-1-3 and CPF-5 in one step by the solution containing H2O2 was not as good as using two steps for CPF-4 and CPF-6. However, CPF-4 and CPF-6 (Scheme 1) was modified and softener was used that made the fibers very soft and pliable, adding to the characteristics desirable for spinning.
SEM and EDX Analyses
Fiber Diameters
The diameter of extracted bamboo fibers was measured by SEM and EDX. To maintain the standard of measurement, the average diameter was taken from diameters of 15–20 fibers. A sample of bleached cotton fibers and two viscose fibers—one regular viscose and another bamboo viscose—were also used in this assessment to compare with extracted bamboo fibers in this research. Table II gives the maximum, minimum, and average diameters of the specimen fibers. The mean diameter of fibers in specimen SEP-1 was least among all the fibers. This specimen was highly damaged by the SEP.
Maximum, Minimum, and Average Diameter of Extracted Bamboo Fibers a
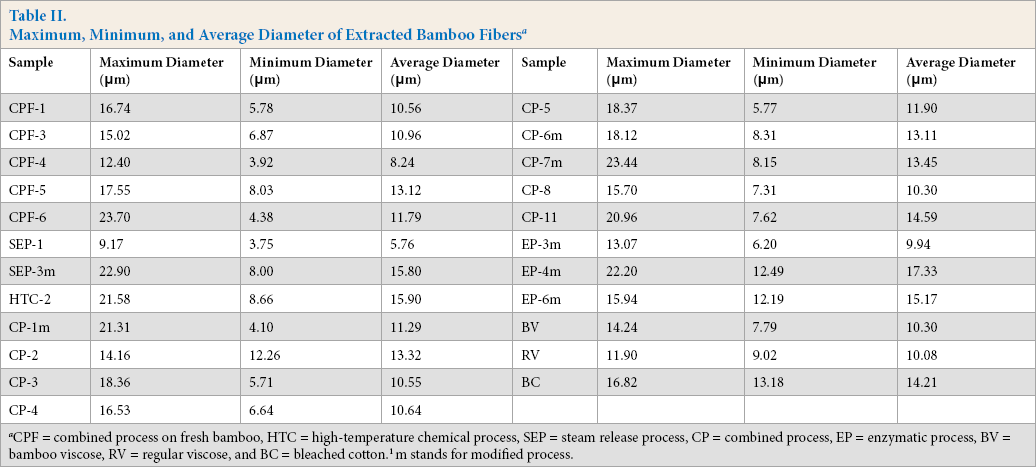
CPF = combined process on fresh bamboo, HTC = high-temperature chemical process, SEP = steam release process, CP = combined process, EP = enzymatic process, BV = bamboo viscose, RV = regular viscose, and BC = bleached cotton. 1 m stands for modified process.
It was noticed that the average diameter (Fig. 1) of all the bamboo fibers were greater than that of bamboo viscose and regular viscose, except for specimens SEP-1, CPF-4, and EP-3m. These three specimens were either completely or partially damaged, which would account for the smaller diameters as they appeared broken apart in some areas or highly delignified. These three specimens had a wide Gaussian distribution of lengths as well. Fiber lengths were measured in a separate study. 1 These three specimens, and some other damaged fibers, had greater differences between their respective maximum and minimum lengths with lower average lengths. However, the average diameter (10–17 μm) of most of the bamboo fibers (including damaged fibers) was consistent with the diameter of cotton fibers (14.21 μm). Among the specimens of coarser fibers, CP-11, EP-4m, EP-6m, and HTC-2 were produced mainly by EPs and did not appear to be well delignified (Fig. 1).
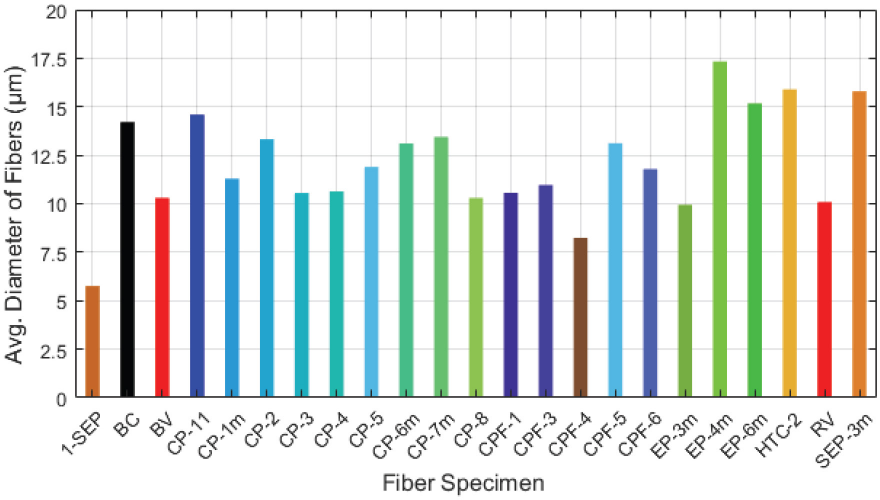
The average diameter of extracted bamboo fibers along with bamboo viscose, conventional viscose, and bleached cotton fibers. See Table II for sample codes.
All bamboo fibers from specimens that showed good antibacterial properties in the prior study 2 had greater diameters than bamboo viscose. This greater diameter may be related to remnants of lignin and other contents in bamboo fibers responsible for any antibacterial activity still present in these extracted fibers. Afrin et al. noted that hemicellulose or soluble components in bamboo are not responsible for antimicrobial activity. 47 Lignin is insoluble in water or in mild alkali solutions. Thus, bamboo fiber may have some remaining antimicrobial activity if no excessive or harsh chemicals were used for extraction and the lignin component was intact.
Fiber Structures
The surface contour of the produced fibers was examined using the previously described standard test methods.45,46Since no standard of the bamboo surface structure has been established or documented, 14 different types of extracted bamboo fibers, along with traditional viscose fibers, were used to analyze the surface contour of the fibers. This analysis can provide the standard shape and structure of bamboo fibers. SEM and EDX techniques were used to analyze individual fiber's structure. While some fibers were very coarse or in bundle-form, others were very fine. Therefore, varying magnifications are presented for individual fibers. All the images were collected to focus on the surface structures and elements present on the fiber's surface so that the effectiveness of various processes could be assessed qualitatively.
Analysis shows that the fibers from intensive SEP were slightly burnt and not well-separated (Fig. 2 for specimen SEP-1) leaving high lignin content (the non-fibrous part of the fiber bundle) on the surface. Subjective visual and hand assessment suggested that these fibers were too stiff and brittle to undergo any further modification. However, the application of moderate SEP followed by modification produced less damaged fibers with improved removal of non-fibrous content (SEP-3m in Fig. 2). These fibers might have become well-separated by further mechanical treatment (e.g., brushing and combing). So, moderate SEP (i.e., less heat and fewer number of steam releases), brushing, and a very light chemical treatment is one possible way to produce bamboo fiber under gentle conditions. Most of the enzymatic processes were also ineffective in producing fine fiber, even after mild chemical treatment (NaOH, Na2CO3/NaHCO3, H2O2). Thus, specimen EP-3m and CP-11 were still very coarse (bundle of fibers) but showed a cleaner surface with some round-shaped (cylindrical) fibers (Fig. 2).
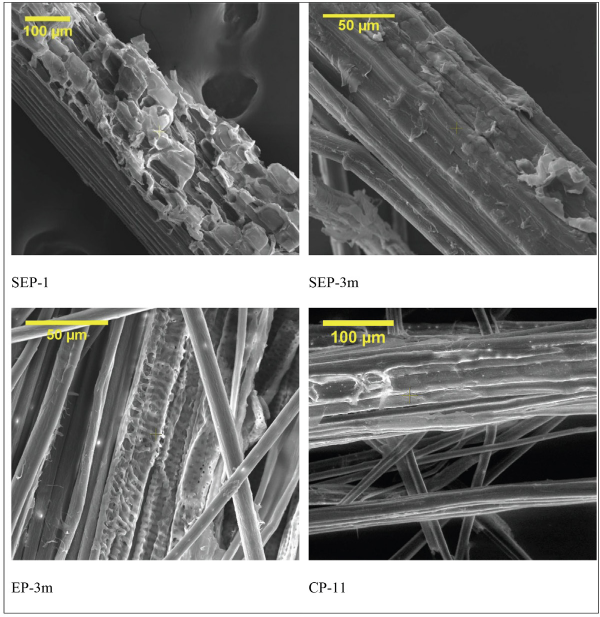
Surface structures of the bamboo fibers that were least separated. SEP = steam release process; CP = combined process; EP = enzymatic process.
The mild-chemical HTC process produced cleaner fiber bundles, but the fibers were still bonded by some non-fibrous material as shown in Fig. 3 for HTC-2. Similarly, the CPF-5, EP-6m, and EP-4m fibers in Fig. 3 are well-separated with traces of extraneous matter that could possibly be removed with additional processing. All four specimens were produced either in a minimal number of steps or by minimal mechanical applications in the process. This indicates that mechanical applications (e.g., carding/combing) are very important for producing fine and spinnable bamboo fibers.
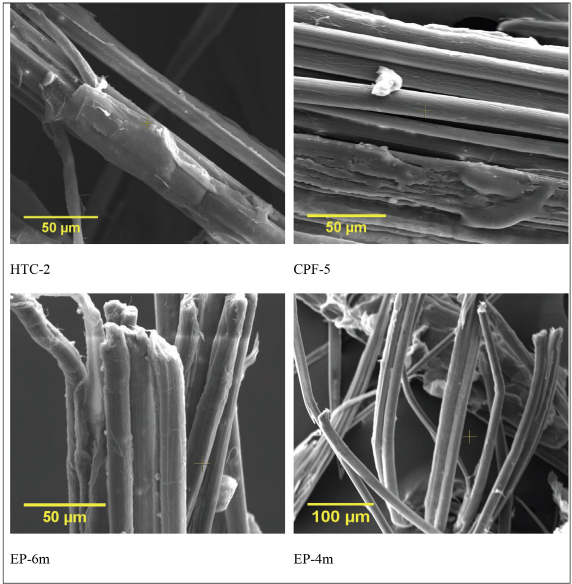
Surface structures of the bamboo fibers that were moderately separated. HTC = high temperature, mild chemical; CPF = combined process on fresh bamboo; EP = enzymatic process.
Non-fibrous material was easily removed as particulate matter after combing. However, bamboo fiber combing requires specially-adapted machinery, making the process unlike conventional combing processes for cotton or wool.
Although the specimen CPF-3 used a bamboo sample less than 1-year-old and was treated in highly alkaline solution (8 g/L NaOH), visual observation suggested that its yield may be less than fiber produced either from fresh or from dried raw bamboo, although this was not tested. But the fiber was nicely separated (Fig. 4). The specimen CP-3, from dried bamboo, was produced using a lower chemical concentration, but greater mechanical processing (Fig. 4), suggesting that a greater yield was obtained than CPF-3.
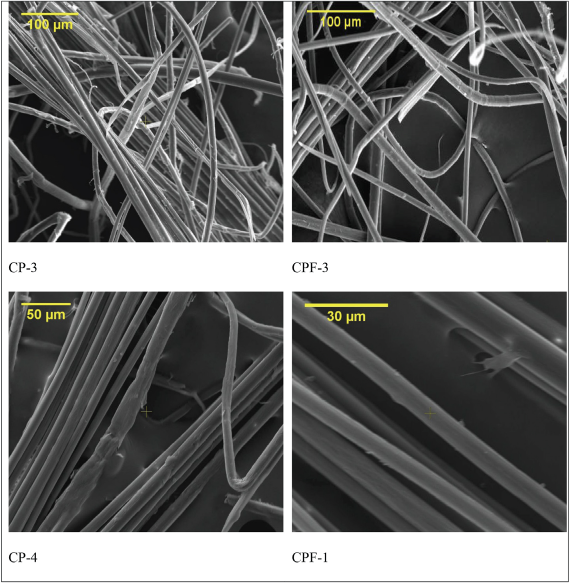
Surface structures of the bamboo fibers that were well separated. CP = combined process; CPF = combined process on fresh bamboo.
The image of CPF-1 also shows a very clean surface with almost no traces of binding matter and was uniform along the length of the fibers. CP-4 fibers, one of the best specimens of produced fibers, were very clean and well-separated. CP-4 was produced using a combination of chemical and mechanical processes, with modification done using bleaching solution (NaOH, Na2CO3, and H2O2) along with fabric softener. It is assumed that the use of fabric softener improved fiber quality due to the softener's ability to weaken the bonds of lignin and other contents and promoted better action by the bleaching solution. All four images in Fig. 4 present standard shapes of bamboo fibers that are very well-rounded along the longitudinal direction.
Bamboo fibers are rod-like or cylindrical in shape as shown in Fig. 5. CP-1m and CP-8 are two of the best fiber specimens produced through CP followed by a modification process used in this research. Commercial bamboo viscose (BV) and regular viscose (RV) fibers are completely different in shape as they are controlled by the shape of spinnerets used in viscose fiber production. The surface structures of viscose fibers from different plants or wood pulps can be identical. The surface structures of the bamboo fibers were found to be round-shaped for all the specimens tested in this research.
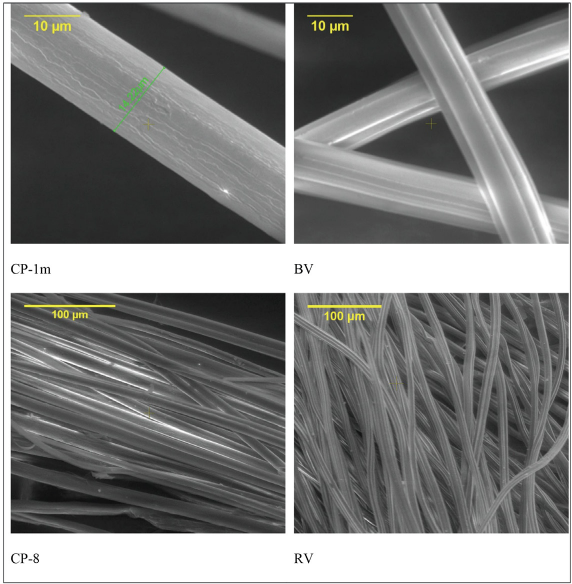
Structure comparison of bamboo fibers and bamboo viscose fibers. CP = combined process; BV = bamboo viscose (commercial); RV = regular viscose (commercial).
Conclusions
Since bamboo fibers are bonded strongly together by different chemical components (e.g., lignin, pectin, and hemicellulose), it is difficult to produce bamboo fibers. Combinations of various processes at various stages can be applied to produce bamboo fiber successfully. Pectinase enzyme had a significant effect on chemically-treated bamboo fiber. This resulted in fibers that were broken into short lengths, but with a very fine diameter. Therefore, more research needs to be conducted with combined enzymatic and/or chemical or mechanical treatments to find out which combinations of variables cause damage and which give the desired results for spinnable fiber. It may be possible to produce high-quality fibers using enzymes at various stages of the process and to maintain bamboo's properties.
In most cases, the combination of chemical and mechanical processing tested in this research successfully produced bamboo fibers usable for textiles. Use of fresh rather than dried bamboo proved to be beneficial in allowing milder process conditions as well as to reduce total number of steps and time required for fiber production. Selection of the proper age of the bamboo plant can influence the processes used and the fiber yield obtained. It was found qualitatively that plants at least 2–4 years-old were better candidates for greater fiber yield.
An analysis of the fiber diameter showed that the average diameter of bamboo fibers from the
A comprehensive study on the surface structure of bamboo fibers demonstrated that fibers are well-rounded in shape and smooth along the length, unlike viscose fibers that are striated. Microscopic analysis also revealed how much the fiber surfaces were cleaned and separated by various processes.