
Abstract
There has been much effort to provide eco-friendly and biodegradable materials for the next generation of composite products owing to global environmental concerns and increased awareness of renewable green resources. Increased use of natural materials in composites has led to a reduction in greenhouse gas emissions and the carbon footprint of composites. In addition to the benefits obtained from green materials, there are some challenges in working with them, such as poor compatibility between the reinforcing natural fiber and matrix and the relatively high moisture absorption of natural fibers. Green composites can be a suitable alternative for petroleum-based materials. However, before this can be accomplished, a number of issues need to be addressed, including poor interfacial adhesion between the matrix and natural fibers, moisture absorption, poor fire resistance, low impact strength, and less durability. Several researchers have studied the properties of natural fiber composites. These investigations have resulted in developing several procedures for modifying natural fibers and resins. To address the increasing demand to use eco-friendly materials in different applications, an up-to-date review of natural fiber and resin types and sources, modification, and processing techniques, physical and mechanical behaviors, applications, life-cycle assessment, and other properties of green composites is required to provide a better understanding of the behavior of green composites.
Introduction
Composite materials are defined as inherently different materials that, when combined, produce a material with properties that exceed the individual constituent materials. The typical composite consists of a matrix holding the reinforcing materials. Fibers are the most important reinforcing materials, supplying the fundamental strength of the composite. However, reinforcing materials can contribute much more than strength. They can conduct heat or resist chemical corrosion. They can resist or conduct electricity. They may be chosen for their stiffness (modulus of elasticity) or many other properties.1–4
The mechanical properties of fiber-reinforced polymer composites are critical in deciding their end applications. The mechanical properties of composites depend on the properties of the constituent fibers, the matrix, and the fiber/matrix interfacial shear strength. Fibers are the main load-bearing components of composite materials, and the fiber strength directly depends on many factors such as fiber length, shape, bonding, voids, and moisture. In addition, surface treatment is essential. At the same time, the matrix is responsible for arresting cracks from propagation between fibers and holding fibers in the proper orientation, protecting fibers from the environment, and more importantly, transferring the load from the broken fibers to their neighboring intact fibers through the interface.5–13
Natural fibers have attracted increased interest in the last decade as a substitute for glass fibers in composite components, especially in the housing sector. Fibers like jute, sisal, coconut fiber (coir), ramie, banana, flax, hemp, and so on, are cheap, have better stiffness per unit weight, and have a lower environmental impact. Structural applications are rare since existing production techniques are not applicable for such natural fiber-reinforced composite (NFC) products and because of the non-availability of semi-finished materials with adequate quality. The moderate mechanical properties of natural fibers prevent them from being used in high-performance applications, for example, where carbon-reinforced composites would be utilized. However, they can compete with glass fibers.14–17
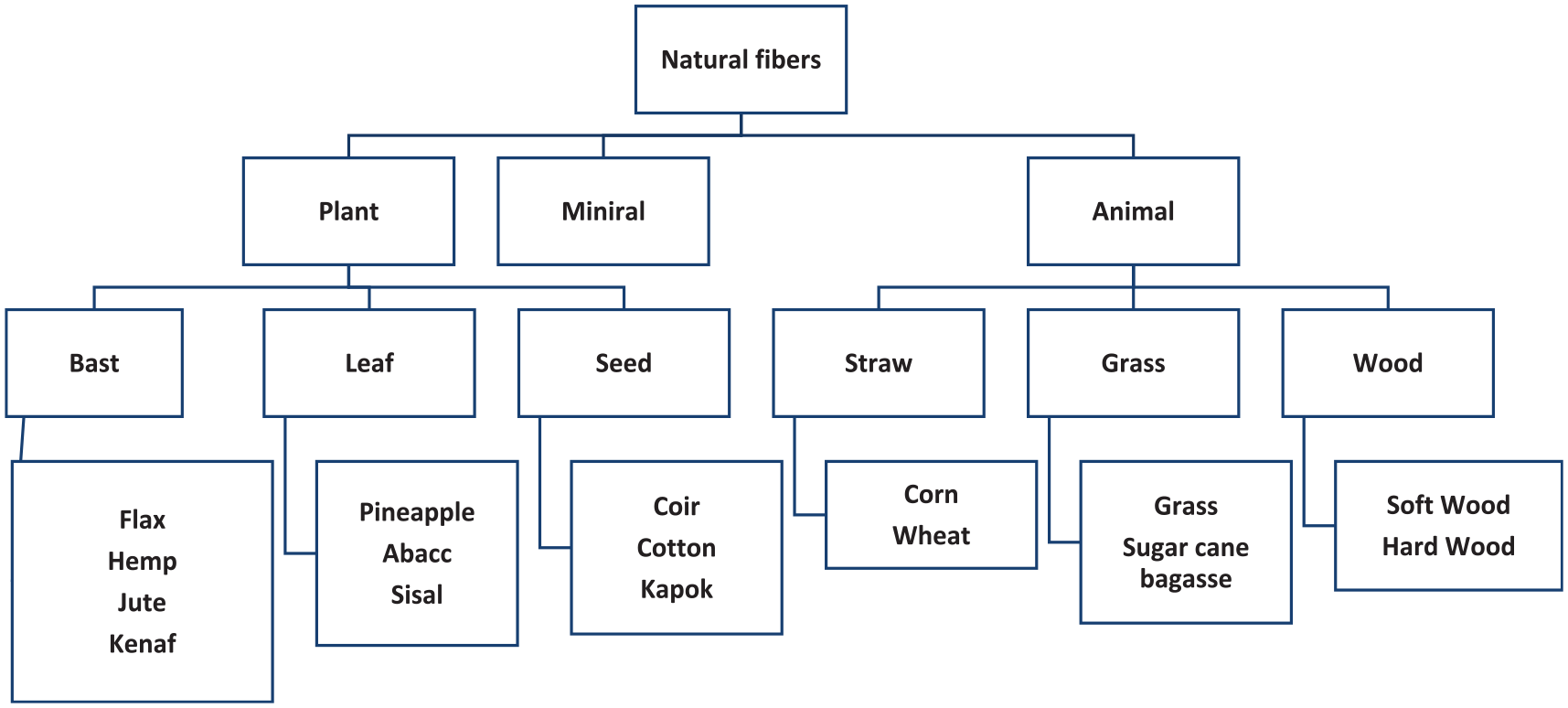
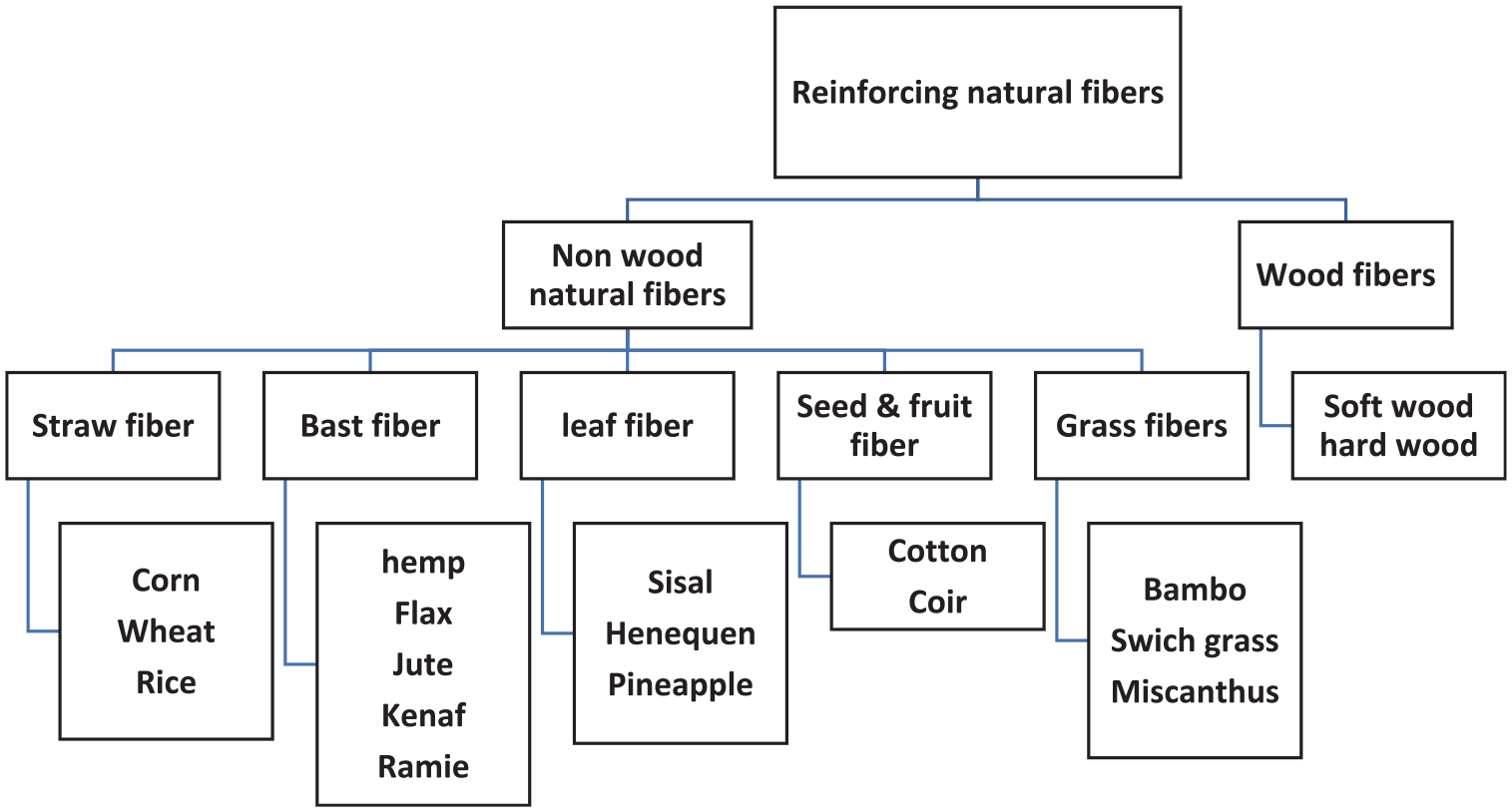
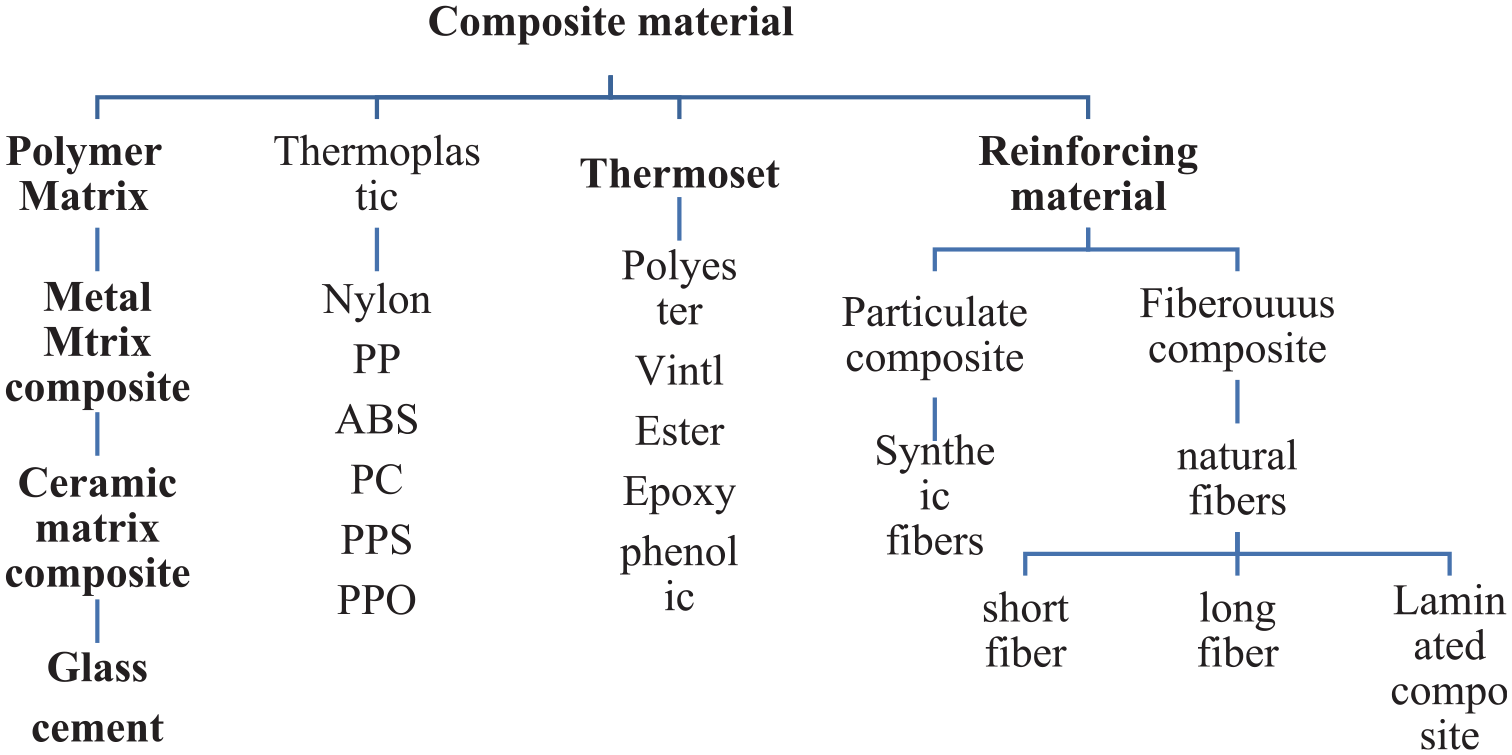
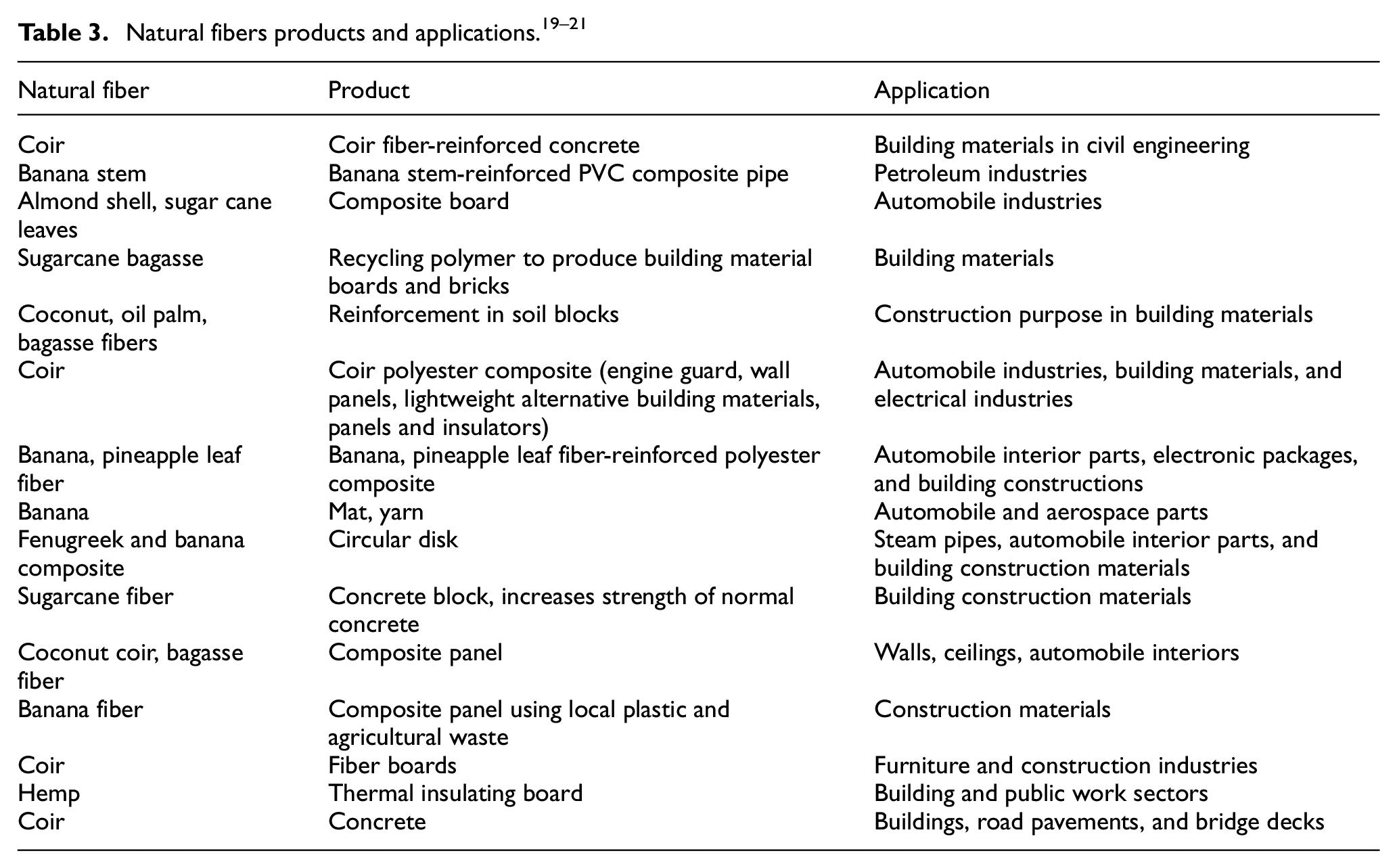
Advantages and disadvantages determine the choice of their consideration. The lower specific weight of NFCs resulted in higher specific strength and stiffness compared to glass fiber and is preferred, especially where parts are designed for bending stiffness. Many components are now produced as composites, mainly based on polyester or polypropylene, which can be replaced by fibers like flax, jute, sisal, banana, or ramie. They can be molded into sheets, boards, and gratings. 18 Natural fibers can be classified according to their origin or source, whether from plants, animals, or minerals, as in Figure 1. Table 1 indicates the applications of natural fibers where wide applications are now covered, varying from construction to automotive, piping, and furniture. The type of composite that could be produced from any natural fiber with the relevant testing method is indicated in Table 2. The classification of non-wood and wood fibers is represented in Figure 2. The new field of bio-based materials promises to deliver environmentally friendly, high-performance bio-fiber materials that can replace some synthetic materials.19–21
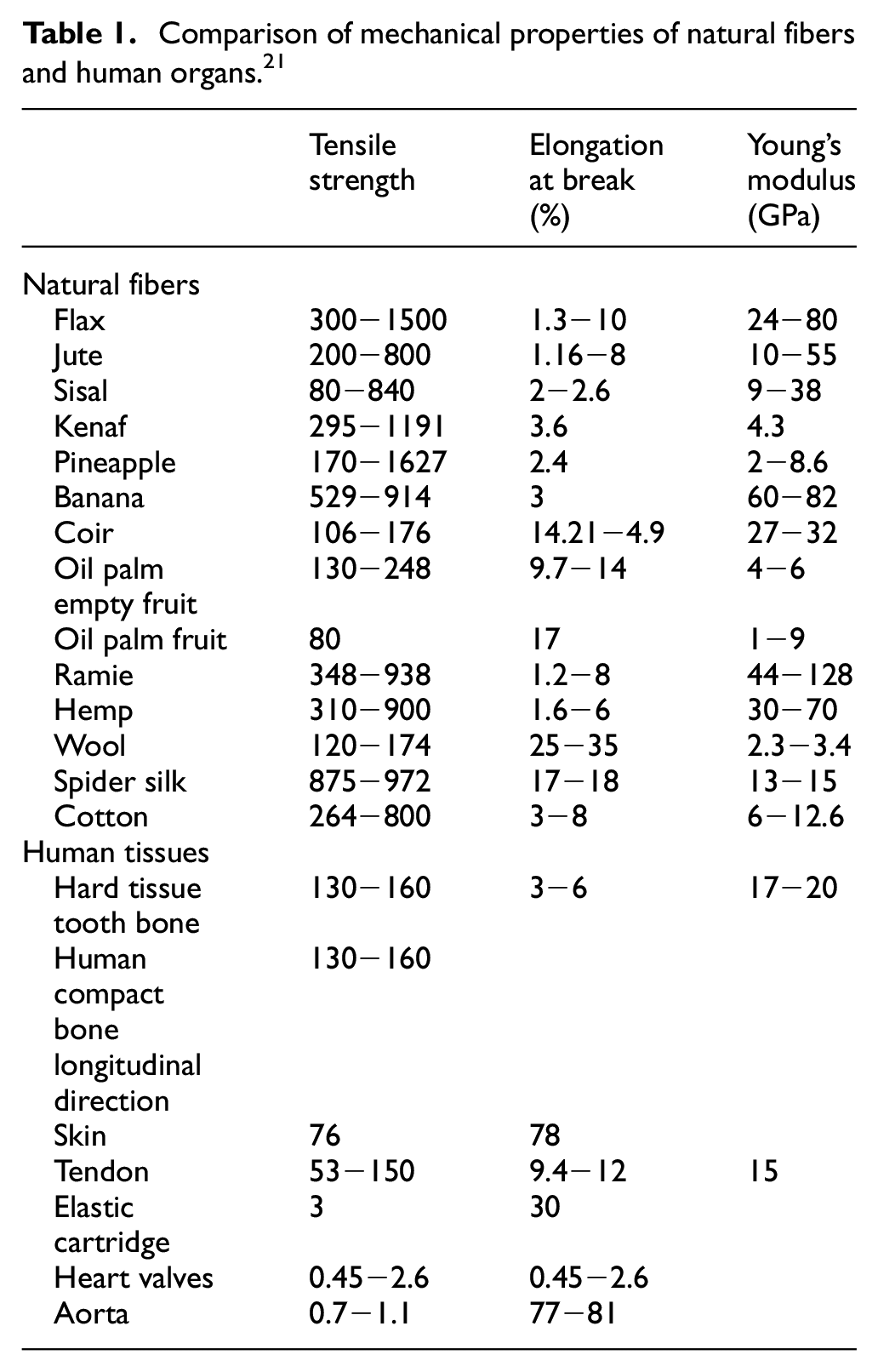
Comparison of mechanical properties of natural fibers and human organs. 21
General Classification of Composites
There are two classification systems of composite materials: one is based on the matrix material (metal, ceramic, and polymer), and the second is based on the material structure (Figure 3).
Composite materials matrix and reinforcements. 21
General Composite Material Classified Based on Matrix Materials
Polymer matrix composite (PMC)
Metal matrix composite (MMC)
Ceramic matrix composite (CMC)
Composite Material Classified Basis of Reinforcing Material Structure
Particulate Composites
Particulate composites consist of a matrix reinforced by a dispersed phase in the form of particles:
Composites with random orientation of particles
Composites with preferred orientation of particles
The dispersed phase of these materials consists of two-dimensional flat platelets (flakes) laid parallel to each other.
Fibrous Composites
Short-fiber-reinforced composites that consist of a matrix reinforced by a dispersed phase in the form of discontinuous fibers (length < 100 mm)
Composites with random orientation of fibers
Composites with preferred orientation of fibers
Long-fiber-reinforced composites that consist of a matrix reinforced by a dispersed phase in the form of continuous fibers
Unidirectional orientation of fibers
Bidirectional orientation of fibers (woven)
Laminate composites, that is, a fiber-reinforced composite that consists of several layers with different fiber orientations, called multilayer (angle-ply) composites
Composite Design
With all these factors in mind, one should design the composite required for any special application, bearing in mind the end-user and requirements of the end product as well as sustainability and ecology. The design for sustainability methods can be established under the idea of sustainability in dimensions of ecology, economy, and social pillars. The design for sustainability concept is implemented in concurrent engineering, including concept, embodiment, and detail design processes. Integrating sustainability in engineering designs is crucial to producing greener products, system innovation, and services aligned with current market demand. 25
Green Composites
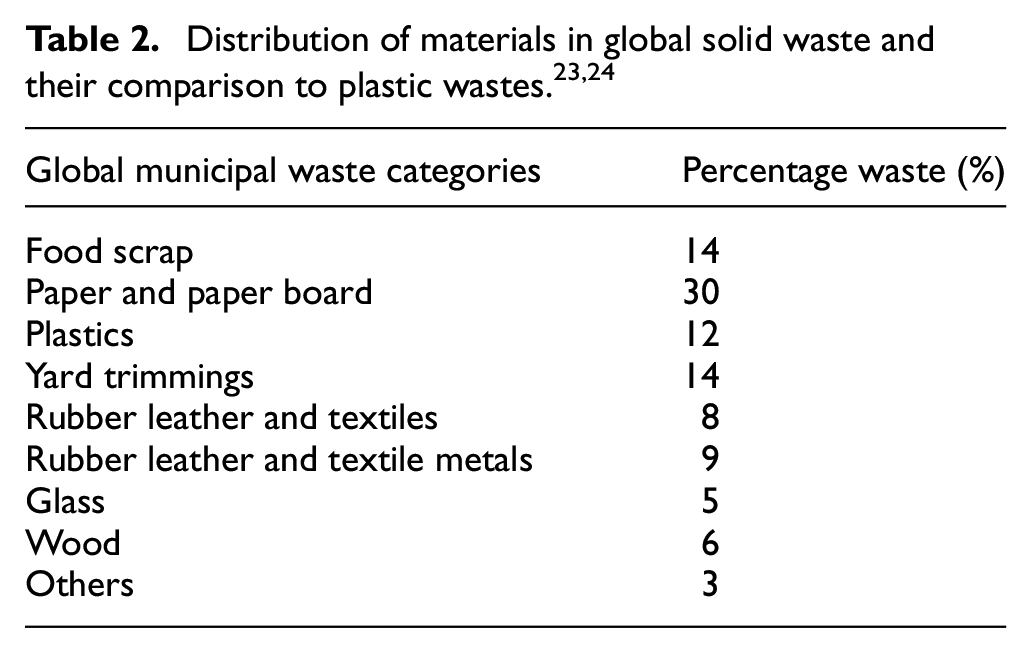
Green composites are a specific part of bio-composites, in which natural fibers reinforce bio-based polymer matrix; they symbolize a developing area in composites. In a situation like an increment in oil price, using green composites helps improve the environment from an economic perspective. Table 3 shows the distribution of various materials present in the global solid waste. As shown in Table 3, plastic waste amounted to about 12% of the other solid waste generated by weight globally. 23 Natural fiber composites have gained application in the medical field in the human body due to their eco-friendly nature and acceptance inside human tissues (Table 1). 21
Municipal waste has become a threat to the environment in the last decades, costing local governments considerable budgets to get rid of it, including materials used for various products, including home uses and industrial uses, and the table below shows the distribution of such waste according to the category as indicated in Table 2.
Green composites are widely investigated due to their potential properties. The biodegradable polymeric material is reinforced with natural fibers to form an eco-friendly and environmentally sustainable composite. The green composites eliminate the traditional materials such as steel and wood with biodegradable polymer composites. 24 While advanced green composites with high strength and stiffness developed recently could find their way into structural applications in the future, other special characteristics such as fire resistance and autonomous self-healing in green composites can improve their durability and safety. 26
Koronis et al. created a large database of bio-polymers and natural reinforcements with the mechanical performance of several components for green composite. The matrix and reinforcement are screened accordingly to identify which hold both sufficient strength and stiffness performance along with the affordable cost to be a promising proposal for a green composite. 27 These composites can be further environment-friendly when the polymer matrix is biodegradable and comes from renewable sources.28,29 Bajpai et al. 30 developed biodegradable composites from nettle and Grewia optiva natural fiber-reinforced polylactic acid (PLA) green composites. Rattiyakorn Suthamyong and colleagues prepared green composites using jute fiber loading in natural rubber with different wt%. 29 Yusoff et al. 31 investigated hybrid green composites reinforced by kenaf, bamboo, and coir fibers with PLA polymer matrix. Koyuncu et al. 32 studied the effect of alkaline treatment on the mechanical properties of cotton fabric-reinforced green epoxy composites. Bamboo/PLA green composites also were fabricated by Surya Rao et al. 33 The 3D woven interlock fabrics were produced on a dobby loom using novel weaving patterns, with variation in binding point density. These fabric structures were then used to fabricate composites with green epoxy resin as a matrix development by Jabbar et al. 34
Natural Fiber as Biodegradable Materials
Scientists and engineers in different sectors have widely researched natural fiber-reinforced composites due to environmental-friendly characteristics, such as biodegradability, which can lead to a significant reduction in carbon footprint. Even advanced industrial sectors such as aerospace and automotive have tried using natural fiber composites in critical applications to promote sustainable technologies. 35 Many researchers have conducted research using natural fibers for fabricating green composites.
In Table 5, the physical and mechanical properties of jute fiber used in composites are shown as low density, better elongation, and higher tensile strength of jute fiber. The tensile strength of jute fiber is higher than most natural fibers, as reported in the literature.36–39
Natural Fiber Properties
Natural fibers are subdivided according to their origins: vegetable, animal, and mineral. Fibers from vegetables are found in the stem, leaves, seeds, fruit, wood, straw, or bagasse of cereals and fodder. The chemical composition and the structure of fibers are complex since their organization is similar to that of a composite material. It is designed by nature, forming a rigid matrix that contains crystalline microfibrils of cellulose merged with lignin and/or hemicellulose. Most fibers of vegetable origin, except for cotton, are composed mainly of cellulose, hemicellulose, lignin, waxes, and some water-soluble components. 40
Natural fibers primarily consist of cellulose, hemicelluloses, pectin, and lignin. The individual percentage of these components varies with the different types of fibers. This variation can also be affected by growing and harvesting conditions. Cellulose is a semicrystalline polysaccharide responsible for the hydrophilic nature of natural fibers. Hemicellulose is a fully amorphous polysaccharide with a lower molecular weight than cellulose. The amorphous nature of hemicelluloses results in them being partially soluble in water and alkaline solutions. Pectin, which functions to hold the fiber together, is a polysaccharide like cellulose and hemicellulose. Lignin is an amorphous polymer, but unlike hemicellulose, lignin is comprised mainly of aromatics and has little effect on water absorption41–43 (see Table 3).
The mechanical properties of natural fibers represent a cornerstone, especially in composite manufacturing and usage. A lot of attention has been given to the mechanical properties before deciding which fiber to use for any application (see Table 4).
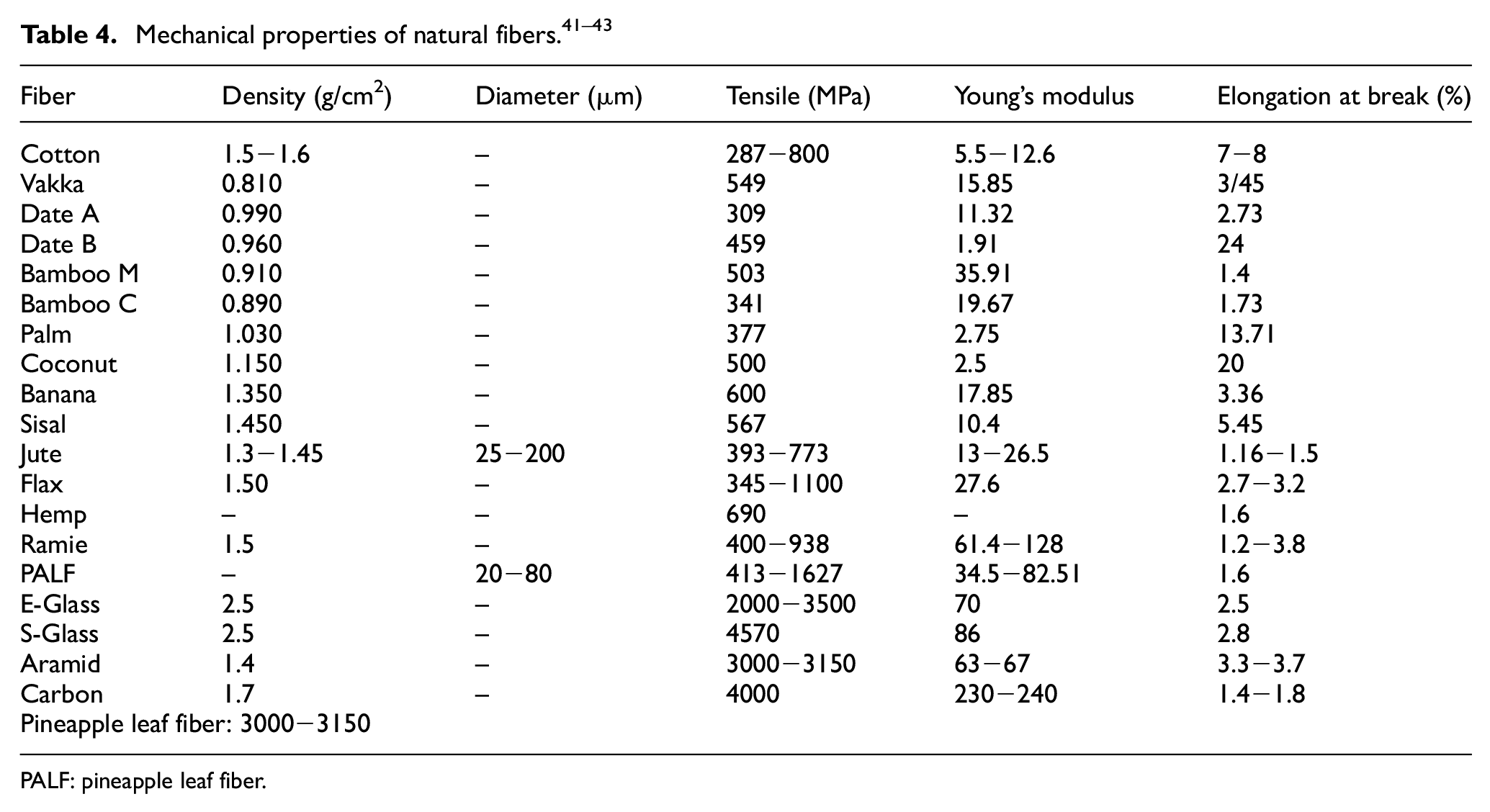
PALF: pineapple leaf fiber.
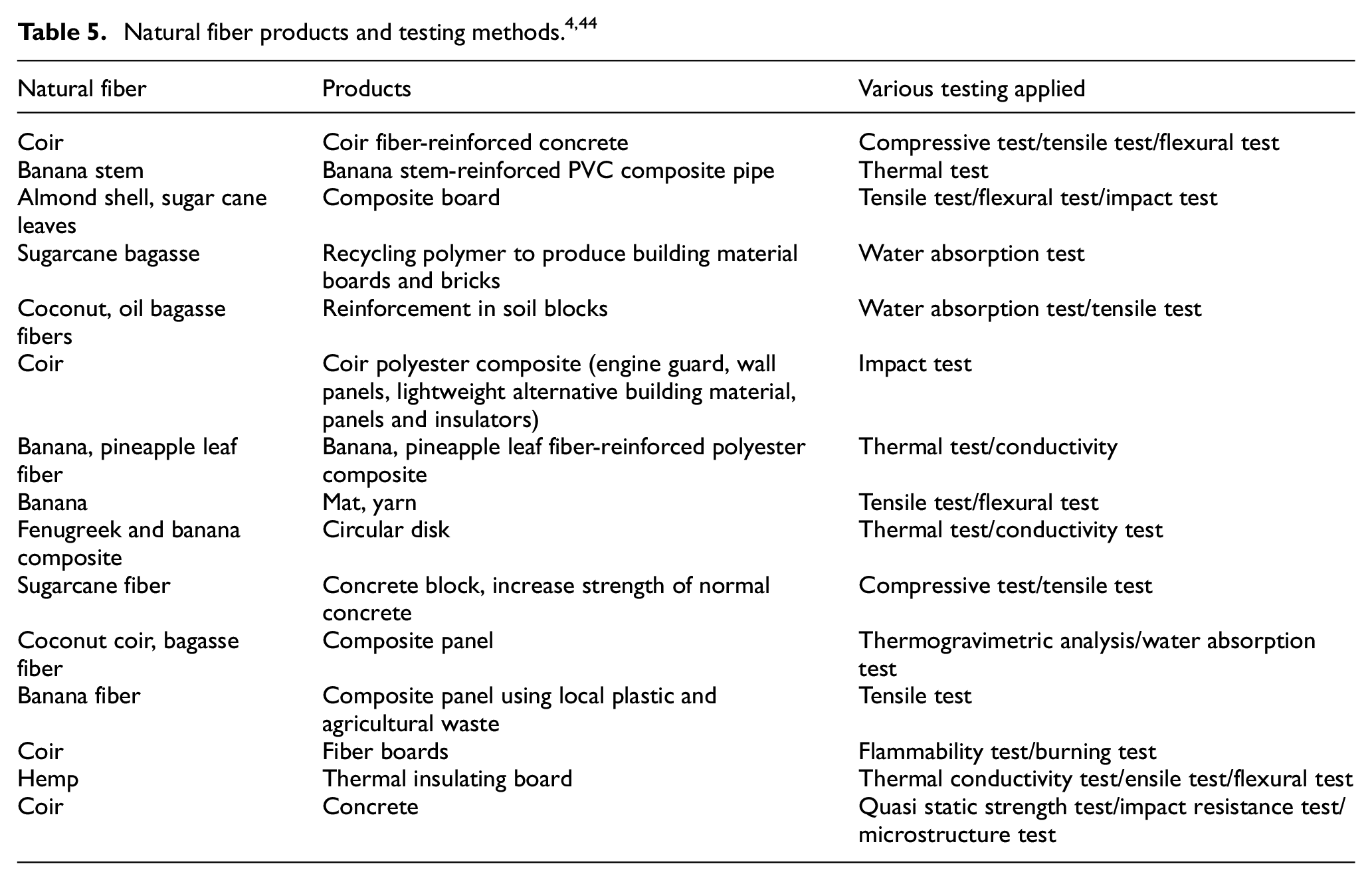
It was mentioned earlier that the properties of natural fibers are an essential issue in the composite material, so it important to decide upon the tests needed for each fiber before assigning the fiber for any sage (Table 5).
The research on jute fiber composites is at the initial stage, and their practical applications require extensive study. However, some researchers investigated their feasibility for specific applications (Table 5). For example, Gowda et al. 45 studied the mechanical properties, modulus, Poisson’s ratio, and strength of woven jute fabric-reinforced composites using hand lay-up techniques. This is the first report by any single group of researchers in which tensile strength, compressive strength, flexural strength, impact strength, in-plane shear strength, interlaminar shear strength, and hardness are given. Sheng et al. 46 discussed the effect of different jute fiber content and different jute fiber length on composite properties, such as tensile strength, flexural strength, and impact strength. Hong et al. 47 enhanced the tensile and dynamic mechanical properties of the jute/polypropylene composites by the silane surfaces treatment to increase the interfacial adhesion between the jute fiber and the polymer matrix. Jabbar et al. 48 evaluated the mechanical and dynamic mechanical properties of woven jute fabric-reinforced green epoxy composites. The treated jute fibers were characterized by scanning electron microscopy and Fourier transform infrared (FTIR) spectroscopy. The treatments resulted in the enhancement of flexural and impact properties. In the other paper, Jabbar et al. 49 investigated the effect of chemical treatments and nanocellulose spray coating over non-woven jute composites on the tensile, flexural, drop weight impact, and compression after impact properties. The results revealed the improvement in mechanical properties after chemical treatments and nanocellulose coating. Ameer et al. 50 studied the interdependence of moisture regain, hydrophobic treatment, and the mechanical properties of jute fiber-reinforced composite materials. Compared to untreated fabric composites, the composites produced with hydrophobically treated reinforcement showed lesser moisture regain and improved tensile and flexural strengths. The mechanical properties of flax, jute, and jute/carbon woven fabrics were investigated and compared with each other and with 3K carbon-woven fabric composites. The mechanical properties of the yarns and fabrics were characterized and compared for each scale. The fabric structure, yarn physical properties, fiber cross-section, and fiber molecular structure parameters of the fabric were investigated by Karahan and colleagues.51–53
Chemical Treatment of Natural Fiber
Alkali Treatment
Therefore, chemical treatment of natural fiber is an alternative solution often applied to overcome this problem. 54 One of the common and widely used techniques to clean and modify a natural fiber surface is an alkali treatment process.55,56 Hot-alkali treatment is used to pretreat jute fabrics to improve their interfacial compatibility, leading to better cohesion and interfrictional forces between fibers leading to high modulus and high flexural strength. 57
Zin et al. showed that alkaline treatment improved surface topography, heat resistivity, interfacial bonding with epoxy matrix, removal of impurities, and increased surface roughness. 58 Also, the alkaline treatment improved the thermal stability and heat resistivity. 59
Raharjo et al. showed the diameter measurement demonstrating that the alkaline treatment reduces the average fiber diameters due to the decline of the hemicellulose and lignin content as the fiber matrix. This causes an increase in tensile strength and elastic modulus due to the reduction of diameters as the divider mean. At the same time, the cellulose content as a structural supporter of the fibers was relatively constant. 60
Acetylation of Natural Fibers
Acetylation describes a reaction introducing an acetyl functional group (CH3COO–) into an organic compound. Acetylation of natural fibers is a well-known esterification method causing the plasticization of cellulosic fibers. 54 Acetylation can reduce the hygroscopic nature of natural fibers and increase composites’ dimensional stability.61–64 Acetylation is used in surface treatments of fiber for use in fiber-reinforced composites. 65 It also, improves the fiber–matrix adhesion. 66 Lenfeld et al. 67 claim that chemical methods of acetylation on the final properties of biopolymer composites enhance the properties of composites.
Benzoylation of Natural Fibers
Benzoylation of fiber improves fiber–matrix adhesion, thereby considerably increasing the strength of the composite, decreasing its water absorption, and improving its thermal stability.64,68 Nair et al. was observed that the thermal stability of treated composites was higher than that of untreated fiber composites. Benzoylation improve hydrophobicity. 65
Acrylation and Acrylonitrile Grafting
The acrylation reaction is started by free radicals of the cellulose molecule. High-energy radiation generates radicals from cellulose. 69 Treated natural fibers with silane and acrylation lead to strong covalent bond formation, thereby improving the tensile strength and Young’s modulus marginally. 54 Composites’ tensile strength is improved, and water absorption of composites is decreased. 70 Ultraviolet (UV)-protective properties, hydrophobicity, and mechanical properties are improved. 58 Mishra et al. also found that grafting of chemically modified fibers with acrylation increased the tensile strength and Young’s modulus of fibers. 71
Silane Treatment
Silane is a chemical compound with the chemical formula SiH4. Silanes are used as coupling agents to let glass fibers adhere to a polymer matrix, stabilizing the composite material.72,73 Silane coupling agents may reduce the number of cellulose hydroxyl groups in the fiber matrix interface. 54 Silane coupling agents were shown to effectively modify the natural fiber–polymer matrix interface and increase the interfacial strength. 74 Natural fibers treated with silane have improved hydrophobic and mechanical properties.58,65
Enzyme Treatment
Currently, the use of enzymes in the field of textile and natural fiber modification is also rapidly increasing. A significant reason for embracing this technology is that the application of enzymes is environmentally friendly. The reactions catalyzed are very specific and have a focused performance. It reduces the lignin content.58,75–77
Mercerization or alkali treatment is one of the common techniques widely used to modify fiber surfaces. Furthermore, this treatment is considered the most straightforward and cheapest treatment method compared to other chemical treatment methods. 78 It reduces moisture regain and improves mechanical properties. 58
Methacrylate improves tensile and flexural strength,58,79 while ozone affects surface energy and contact angle.58,80 Peroxide reduces moisture regain.58,81,82 Sodium chlorite improves tensile strength, Young’s modulus, and elongation at break.54,58,83
Cellulosic Natural Fibers
Jute Fibers
Jute fibers are one of the largest sources of cellulosic bast fiber that occupies second place in world production after cotton. 84 This fiber is extracted from the ribbon of the stem, as shown in Figure 4, to extract fine fibers from the jute plant; the first parameter considered is if the fiber can be easily removed from the jute heart or core before the crop has been harvested. Jute stalk, after harvesting, is submerged in soft running water in bundles for 20 days. Then, it is grabbed in bundles and hit with a long wooden hammer to make the fiber lose from the jute heart or core. Then, the extracted jute fiber is washed with water and left to dry.85,86 In the recent study of the extraction method on crystallinity and chemical analysis of the extracted jute cellulose nanofibers via X-ray diffraction (XRD) and FTIR analysis, its potential use as a reinforcement material was studied and compared with that of raw jute fiber (Tables 6–8).53,87,88

Jute fibers from jute plant.
Chemical and mechanical properties of jute fiber. 88

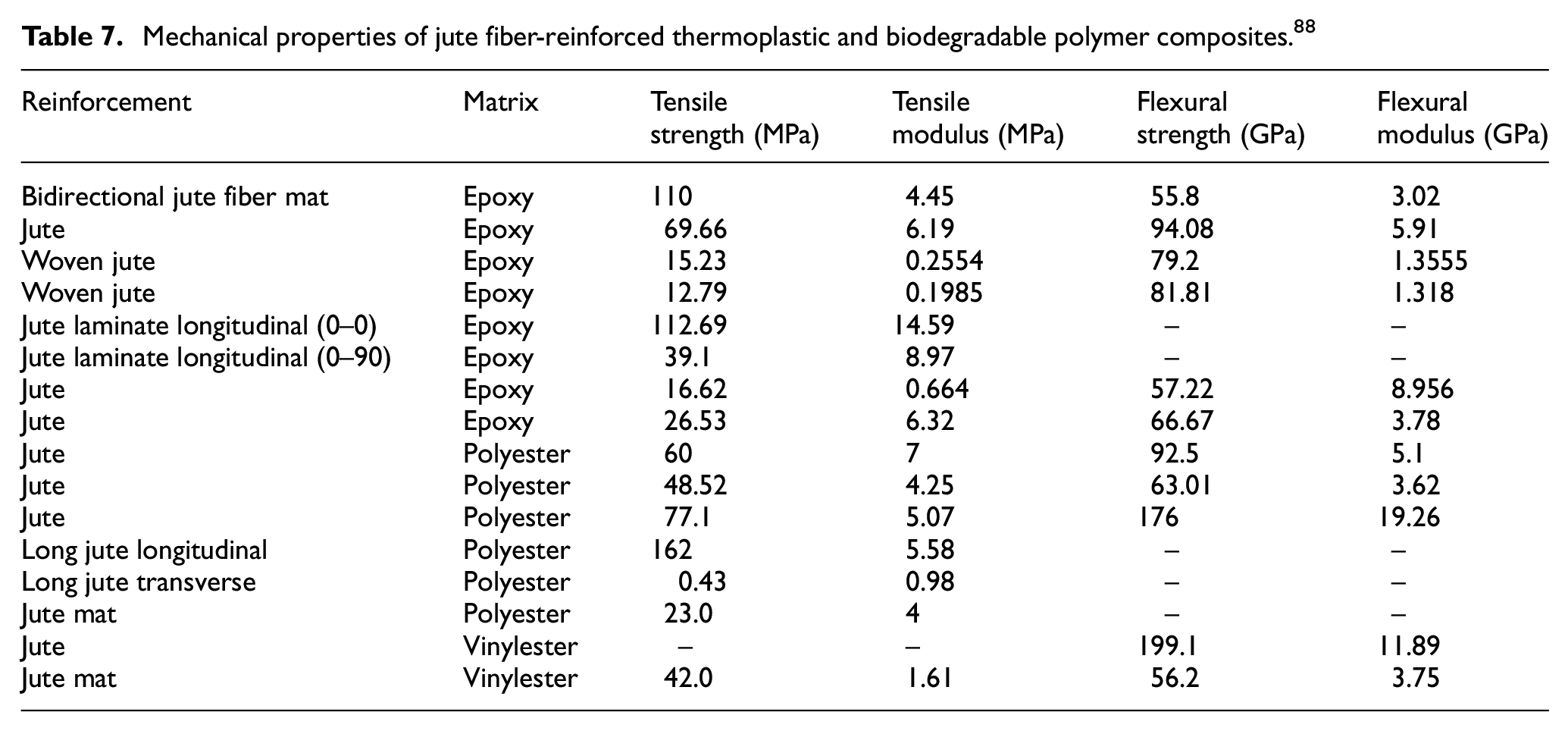
Mechanical properties of jute fiber-reinforced thermoplastic and biodegradable polymer composites. 88
Reinforced thermoset polymer composites. 88
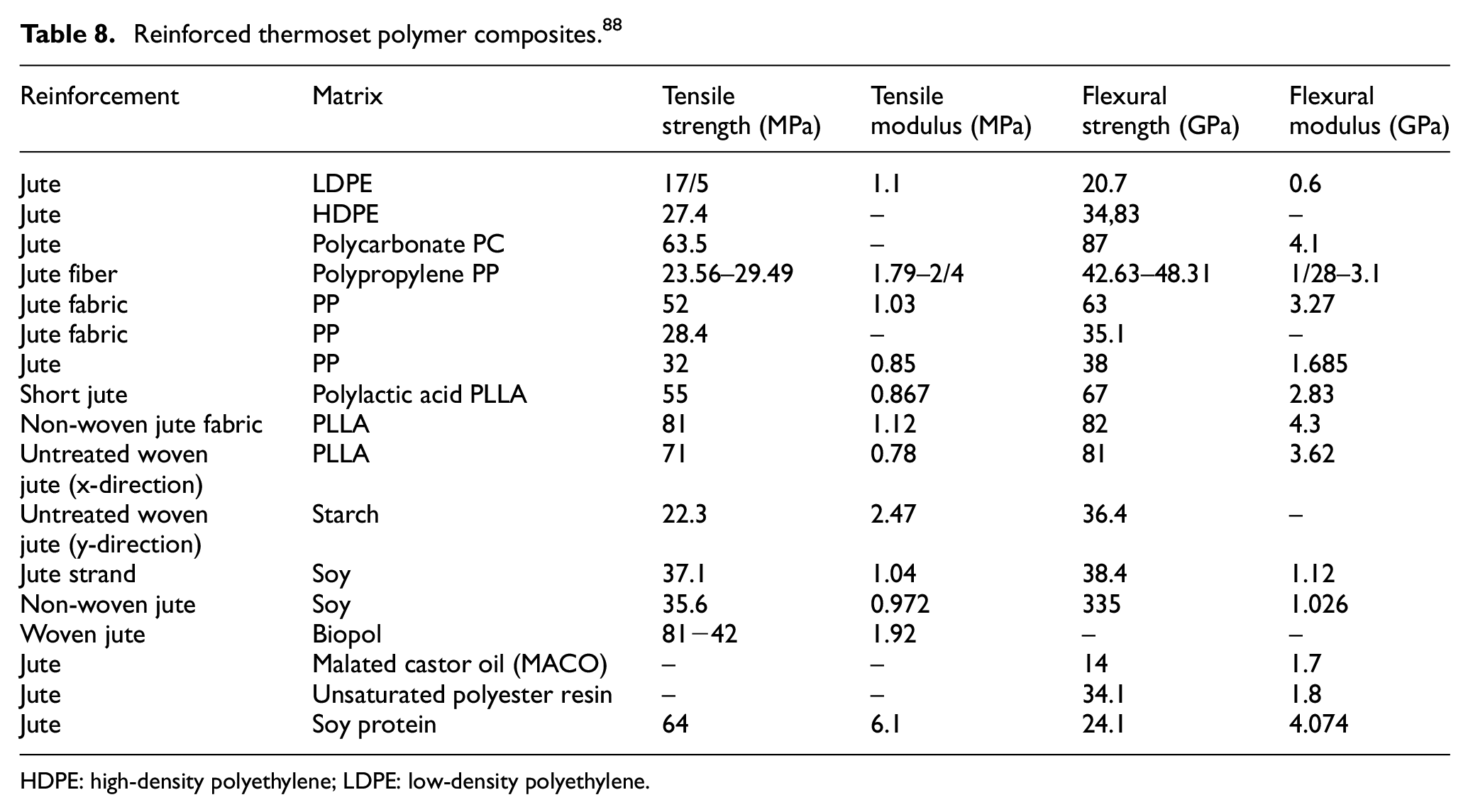
HDPE: high-density polyethylene; LDPE: low-density polyethylene.
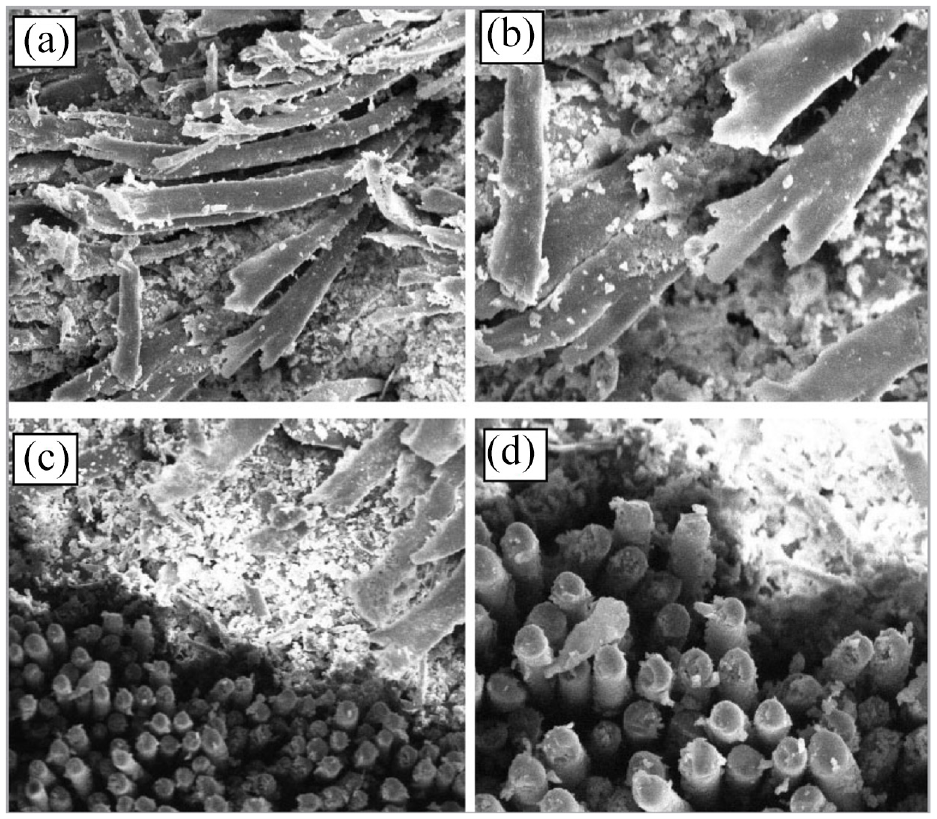
Jabbar et al. studied the surface modification of jute fiber. Figure 5 shows the surface morphologies of untreated (U), alkali-treated (A), bleached (B), and nanocellulose-sprayed (N) jute fibers. It demonstrates that the presence of cementing substances like lignin and hemicellulose causes untreated jute fibers to stick to one another in the form of fiber bundles (Figure 5(a)). Alkali treatment, however, causes fiber bundles to separate with a smooth and somewhat rough fiber surface (Figure 5(b)). The elimination of lignin and hemicellulose causes the fibers to break. As illustrated in Figure 5(c), bleaching the alkali-treated jute fibers led to increased fiber separation and more delignification. The nanocellulose attached to the surface of bleached jute fibers is seen in Figure 5(d). The size of cellulose nanofibrils at the nanoscale is shown in the scanning electron microscope (SEM) picture shown in Figure 6(a). The first and second peaks of the nanocellulose size distribution, as determined by Zetasizer, have average diameters of 24.8 and 295.3 nm, respectively (Figure 6(b)). 49
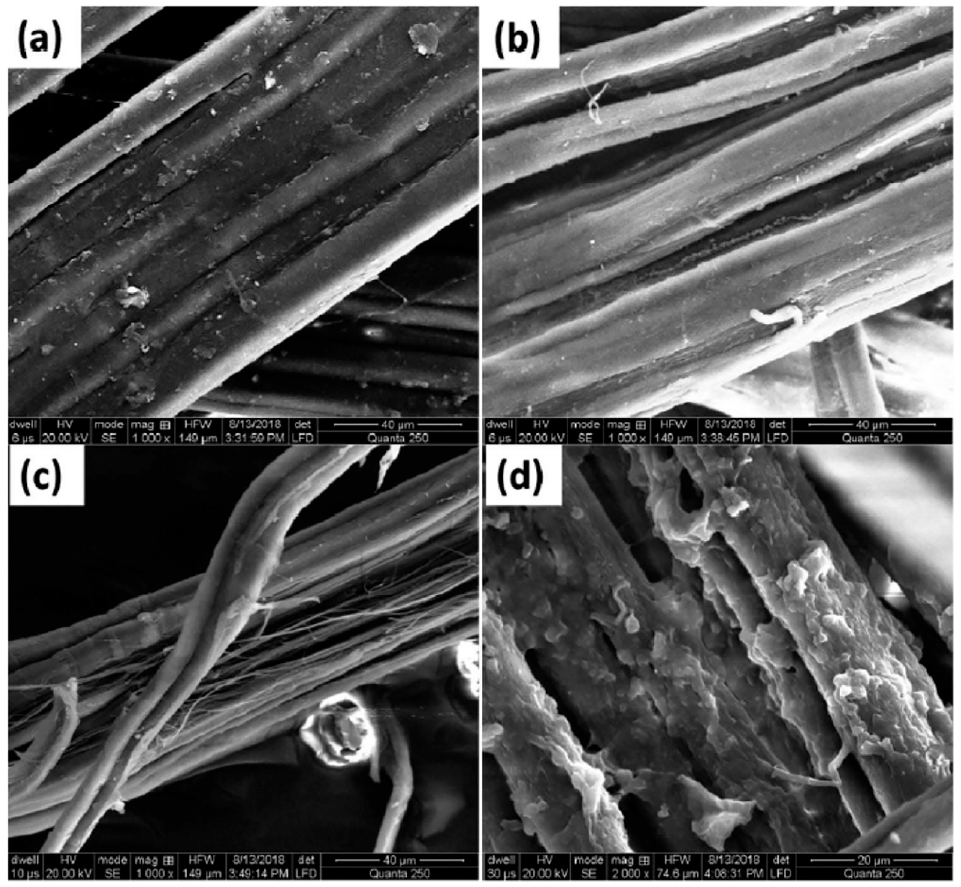
SEM images of jute fibers: (a) untreated, (b) alkali-treated, (c) alkali/bleached, and (d) alkali/bleached/nanocellulose coated.
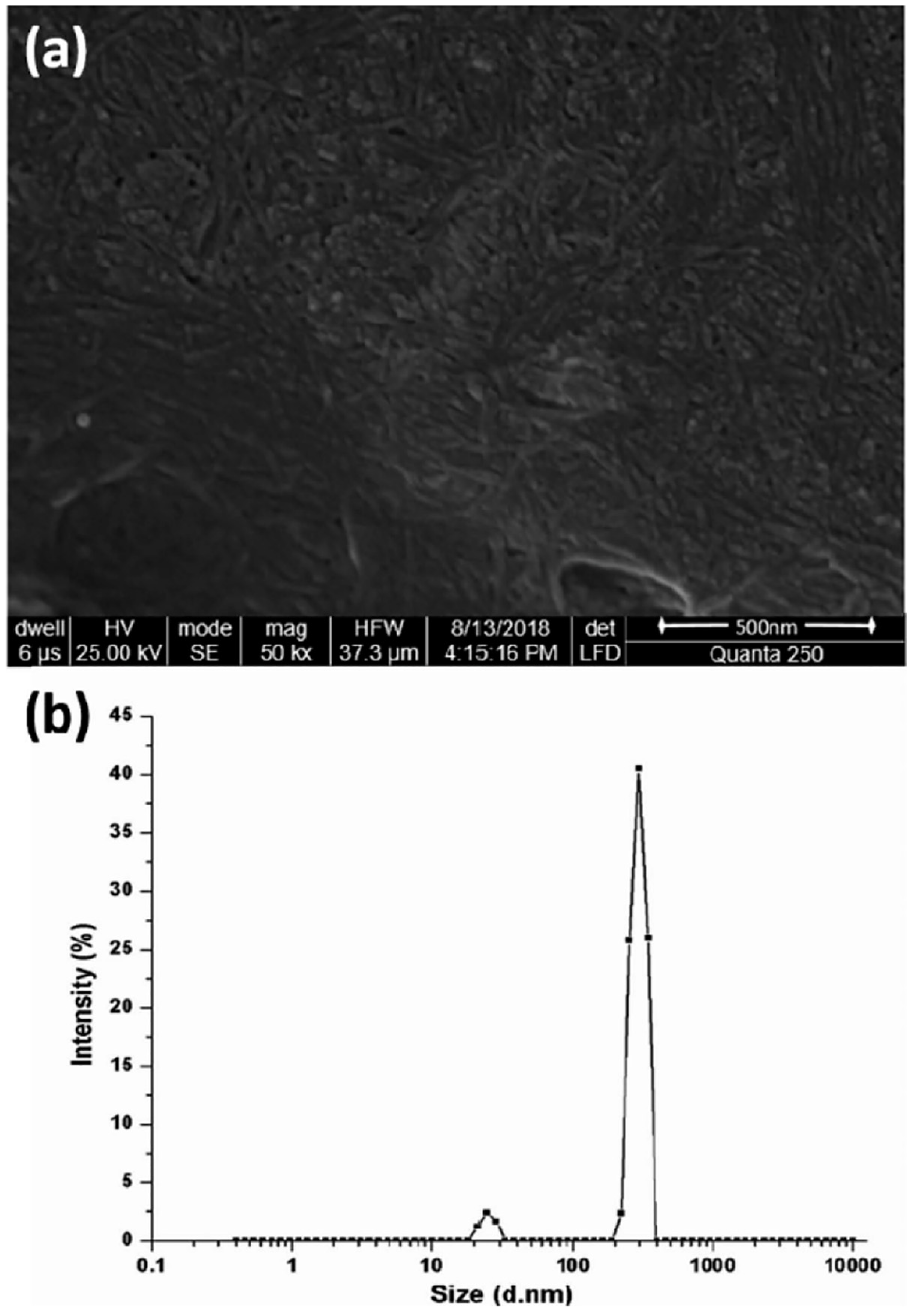
(a) SEM image of nanocellulose and (b) its particle size distribution. 49
Ameer et al. studied the surface modification of jute fiber: according to Table 9, six distinct kinds of composite samples were created. In contrast to S2, which uses mercerized reinforcement, composite sample S1 uses untreated reinforcement. The reinforcements used to create the composite samples S3, S4, and S5 were each given a PHOBOL CPC, OLEOPHOBOL CPC, or PHOBOL RSH treatment. The concentration of 40 g/L was chosen since it has been previously shown to have the best qualities. Sample S6 was made entirely of pure resin and without any reinforcing. 89
List of samples produced.
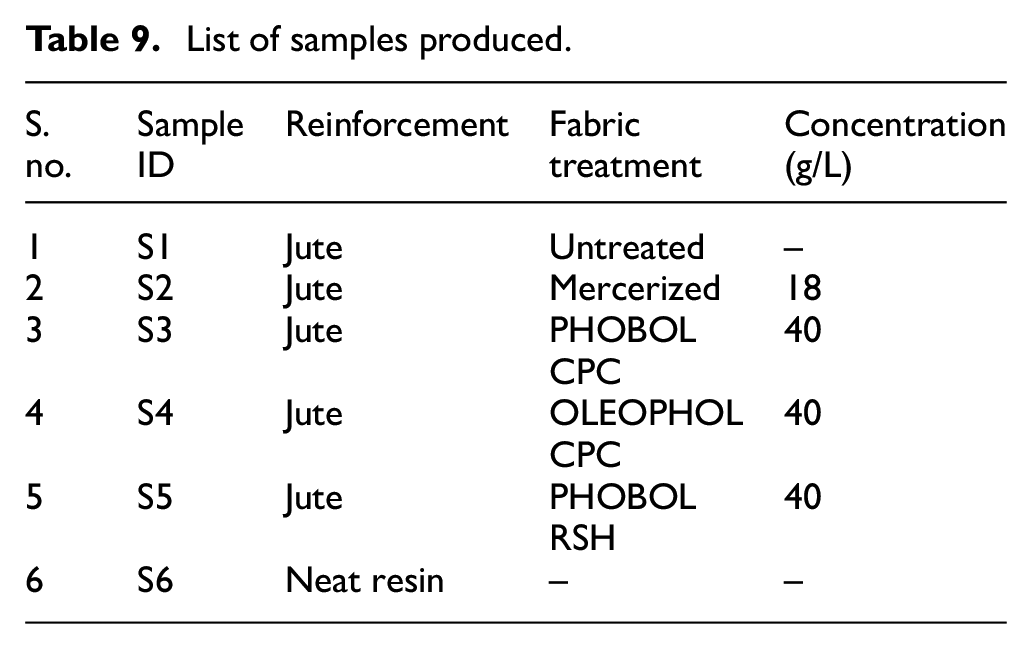
Figure 7 displays the surface morphology of developed composite materials as seen via various magnifications of an SEM. It is obvious that the composite S1 does not have a good fiber-to-matrix interface. For sample S2, there has been a modest enhancement in the interface. High interfacial tension between polar fibers and a non-polar matrix is to blame for this. The fibers are adequately embedded into the matrix in the treated composite samples S3, S4, and S5. They display a superior interface. This demonstrates that by reducing the fiber-matrix interfacial energy, the chemical treatments increased fiber matrix adhesion. 89
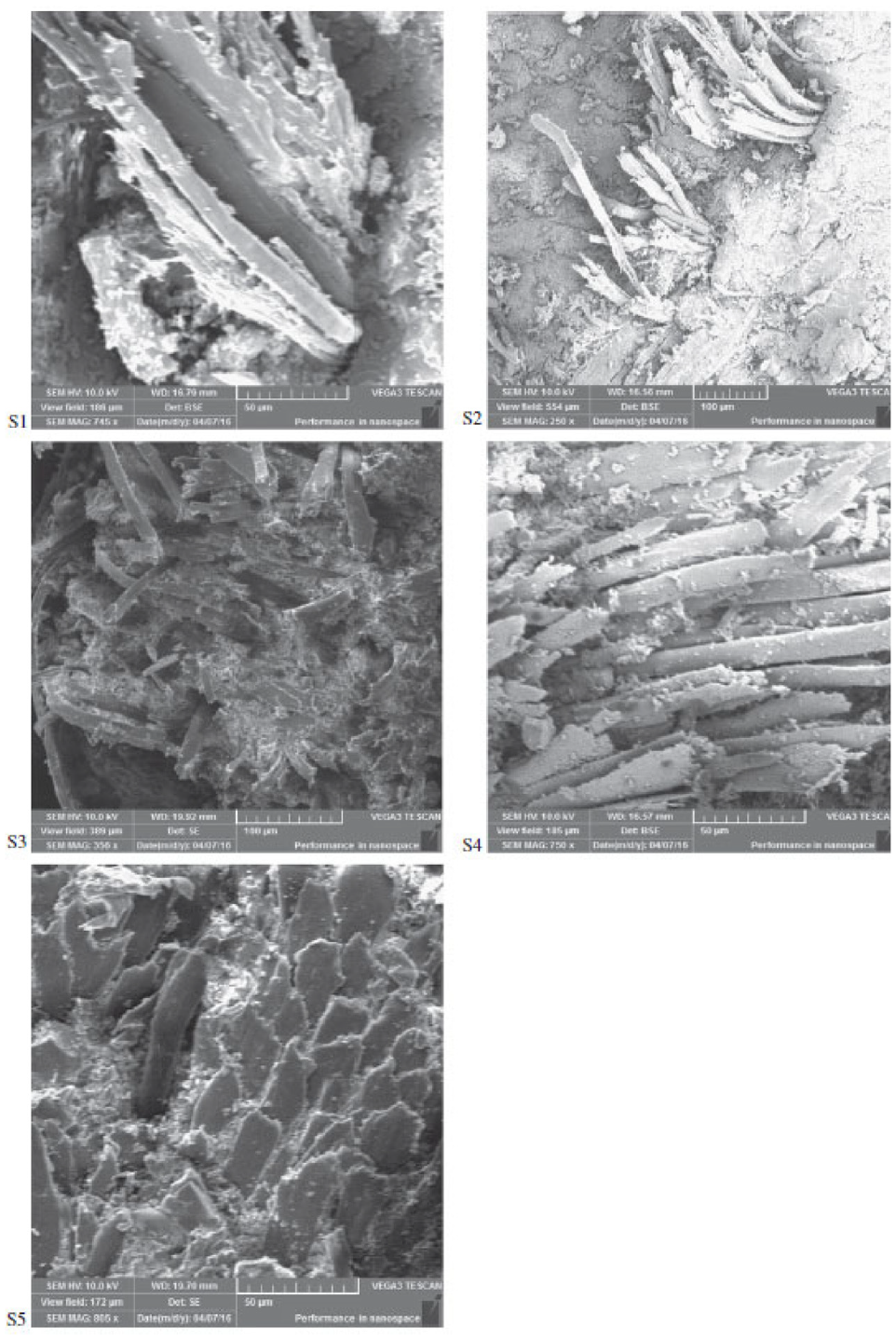
SEM images of the untreated and treated composite materials. 89
Masood et al. studied hybrid composites using jute, glass, and cotton as reinforcements. Cotton and jute are, whereas glass fiber is manmade. It is possible that the reinforcements’ heterogeneity will lead to weak interfacial adhesion. SEM was used to determine the interfacial adhesion between various reinforcing materials in the hybrid composite sample, as shown in Figure 8. Despite the reinforcement being heterogeneous, it can be seen from the photos that a strong interface has been created between the various reinforcements as well as with the matrix. Since there is no risk of delamination, the matrix can transfer the load to the reinforcement with ease, and the fibers completely contribute to the mechanical characteristics of the composites. 90
SEM image of hybrid composite sample (a) & (b) 33.3% cotton, 50% Jute, and 16.7% glass, (c) & (d) 33.3% cotton, 33.3% Jute, and 33.3% glass. 90
Sisal Fiber
Sisal fiber is derived from the leaves of the plant. Machine decortications usually obtain it. The strands are usually creamy white, average from 80 to 120 cm in length and 0.2–0.4 mm in diameter, and are lustrous in appearance. The global production is about 3,000,000 tons. Brazil is the largest producer, followed by China, Mexico, Tanzania, Kenya, and Madagascar.
Sisal is a member of the agave family; Agave Sisalana is a commercially grown species. The plants grow for 7–12 years, producing a flower stalk 4–6 m tall and dying. Sisal is a xerophytic plant, and thus it can grow in dry climates, but it will not grow sufficiently in poorly drained soil. The life of the sisal plant is usually 15 to 18 years. Sisal is generally harvested once a year, but if the soil and the climate permit, it can be harvested three times in 2 years (Figure 9). 91

Sisal fiber after harvesting. 91
Uses of sisal fiber are sisal materials, including rope sisal core for steel wire rope, yarn and twine, sisal cloth polishing, buff carpet pulp, constructing materials, and doormats. 91
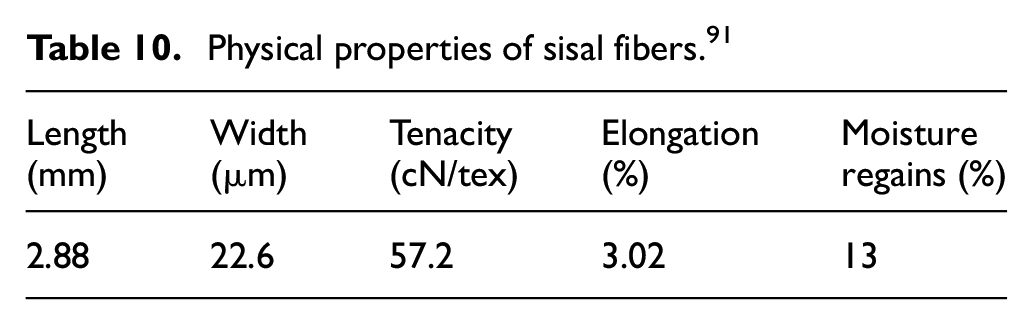
Sisal fiber is a potential reinforcement for polymer composites. Beyond its traditional applications (ropes, carpets, mats, etc.), sisal fiber has potential applications in the aircraft and automobile sectors. Sisal fiber’s physical and mechanical behaviors depend on their source, age, location, fiber diameter, experimental temperature, gauge length, and strain rate (Tables 10 and 11). Fiber surface modification or treatment improves interfacial adhesion between the hydrophilic sisal fiber and the hydrophobic polymer matrix. This leads to a reduction in moisture absorption and an enhancement of mechanical properties. The surface modification includes (1) peroxide (promotes grafting reactions), (2) silane treatment (hydrophilic characteristics can be modified by introducing long-chain structures onto the sisal fiber), (3) alkali and permanganate treatment (forming a rough sisal fiber surface, which improves the contact area of the fiber with the matrix), and (4) thermal treatment. The mechanical and physical behaviors of sisal fiber-based polymer composites are sensitive to the manufacturing methodology, fiber length, fiber orientation, fiber volume fraction, and type of matrix used (either thermoset or thermoplastics). Sisal fiber-based hybrid composites take advantage of their individual constituents. Overall, sisal fiber-based composites’ fracture mechanics and fracture toughness must be studied in detail. The relationship between the mechanical properties and the manufacturing method must be established to use sisal fiber effectively in different applications. Glass–sisal fiber hybrid composites were developed, and their mechanical properties were evaluated. Similarly, the effects of processing parameters, treatments, gauge length, and matrices on high-performance and high-cost Kevlar, carbon fiber–sisal fiber hybrid composites have yet to be studied. The recycling methodology and life-cycle assessment of sisal fiber and hybrid sisal fiber–based composites must be investigated thoroughly. Recycling of composites is an attractive subject of research in the future that will provide socio-economic benefits.92–94
Physical properties of sisal fibers. 91
Chemical composition of sisal fiber. 91

Bhuvaneshwarri et al. studied the surface modification of sisal fiber: SEM images of untreated and sodium hydroxide–treated sisal fibers at various concentrations and treatment periods are shown in Figure 10(a)–(c). The sisal fiber that has not been treated exhibits various impurities and waxes. Surfaces underwent alkali treatment and significantly changed. 95
SEM micrographs of (a) Untreated sisal fiber; (b) NaOH treated for 1 h at room temperature; and (c) 10% NaOH treated for 10 min at room temperature. 95
Behera et al. studied the surface modification of sisal fiber: SEM was used to examine the variations in surface morphology between the untreated and treated sisal fibers, as shown in Figure 11. Untreated fibers have waxes, lignin, and other components on their surface, but fibers treated with stearic acid and sodium citrate do not have all of these substances. These non-cellulosic components provide the fibers its hydrophilic properties, which leads to weak interfacial interaction with the hydrophobic polymer matrix. The micrographs (Figure 11(c)) demonstrate that the sodium citrate treatment used in this experiment was the most successful method for eliminating the contaminants from the sisal fiber surface. These treatments depolymerize cellulose, expose the short-length cellulose fiber, and remove a certain proportion of lignin, wax, and hemicelluloses from the fiber cell wall. This could have increased the surface abrasion of the treated fibers, resulting in better fiber–matrix adhesion. 96
SEM images of (a) untreated, (b) stearic acid treated, and (c) sodium citrate treated sisal fiber. 96
Banana Fiber
Banana fibers are the waste product of banana cultivation due to the lack of suitable sustainable technology for their economic utilization. Therefore, these fibers can be obtained for industrial purposes without additional cost. The banana plant not only gives fruit but it also provides textile fiber and is most commonly found in hot tropical climates.97,98 All varieties of banana plants have fibers in abundance. The chemical composition of banana fiber is cellulose, hemicellulose, and lignin. Rani et al. 99 have investigated the molecular structure of banana fiber before and after being grafted by butyl acrylate (Figure 12).
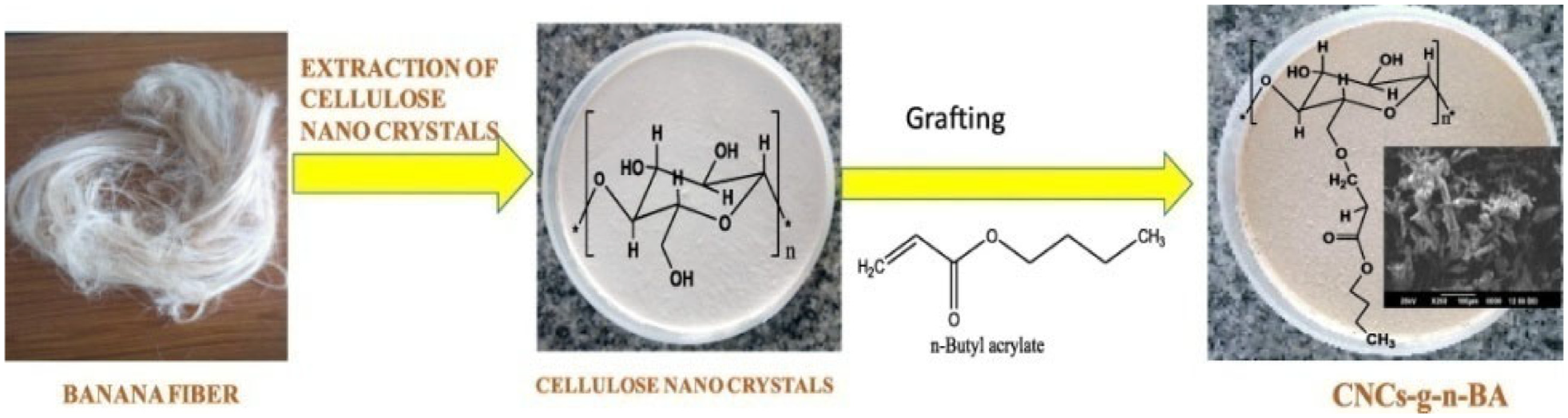
Molecular structure of banana fiber before and after being grafted by butyl acrylate. 99
These fibers are obtained after the fruit is harvested and fall in the group of bast fibers. This plant has long been a good source of high-quality textile fibers in many parts of the world, especially in Japan and Nepal. Banana fiber is similar to bamboo fiber, but its fineness and spin ability are better. It can be spun through almost all the methods of spinning, including ring spinning, open-end spinning, bast fiber spinning, and semi-worsted spinning, among others. Interestingly, banana stem particles have been used in composites with polyvinyl chloride (PVC) for piping to reduce the cost of materials.100–102 Monzón et al., after comparing banana and flax composite, have concluded that flax composite has higher modulus strength than banana composite (Table 12). This can be attributed to high flax fiber modules.103–105
Physical and mechanical properties of banana fibers used in composites, tensile strength (N).

The banana fiber has many advantages such as highly strong fiber, small elongation and shiny appearance depending upon the extraction and spinning process, it is lightweight, absorbs and releases moisture very rapidly, is biodegradable and has no negative effect on the environment and thus can be categorized as an eco-friendly fiber. This good environmental-friendly feature makes it very popular in engineering markets, such as automotive and construction industries. 106
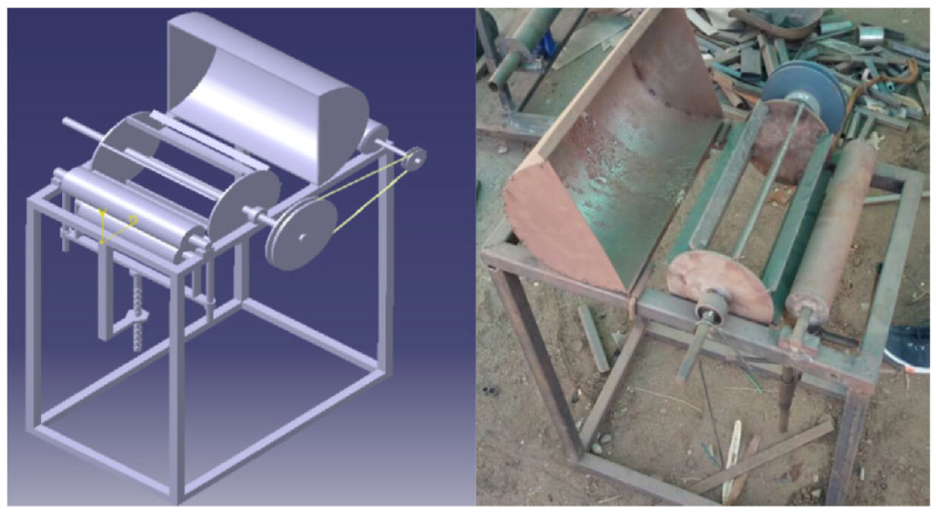
Manual extraction of banana fiber produces good-quality fiber, but it is much more time-consuming. The labor expense is relatively high, and output is quite low. Hence efficient extraction of banana fiber can only be possible through mechanization. Banana fibers are extracted using a decorticator machine or defibering machine. By using the decorticator crushing action, the pulpy material is removed. After the extraction, the fibers are washed and allowed to dry. Gentle combing is done to remove excess pith from the fibers. Washing is done by immersing the fibers in a large centrifugal washing machine and allowing them to dry. The banana fiber was reported to have been washed with alkali, which improved its water absorbency, luster, and strength.107–111 The extracted fibers were observed to be in long strands and slightly dull yellowish, as shown in Figure 13.98,112 A new banana fiber extraction machine has been designed with higher efficiency, as shown in Figure 14. This machine will reduce manual work and is suitable for mass production. Compact structure and easy disassembling will be other advantages.113,114
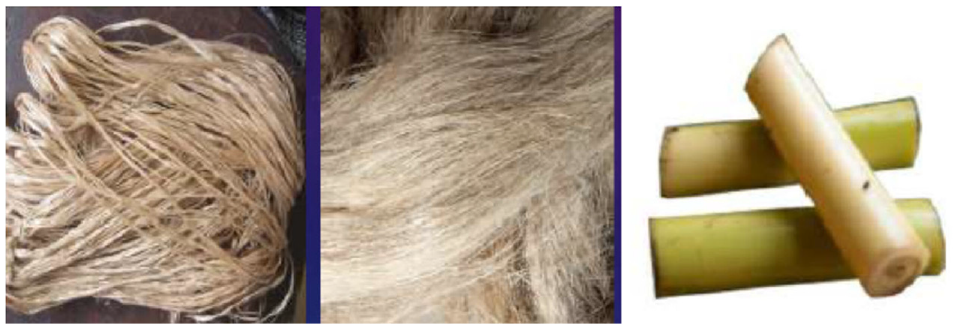
Banana fibers from banana plant.
Banana fiber possesses good specific strength properties comparable to conventional materials, like glass fiber. 115 Some of the mechanical and physical properties of the banana fiber are presented in Table 13. 115
Physical and mechanical properties of banana fibers used in composites.

In the last few years, there has been intense research on banana fiber composites. These studies show that banana fiber composite exhibits superior properties to conventional composites. Numerous studies have shown that adding banana fiber reinforcement can significantly enhance many properties, such as stiffness and strength. 116 All these properties make the materials suitable for various applications such as construction, automotive, electronics, and packaging.
A number of investigations have been conducted on banana fiber composites. Pothan et al. 117 have investigated banana fiber-reinforced polyester composites and found that the optimum content of banana fiber is 40%. The mechanical properties of banana fiber–cement composites were investigated physically and mechanically by Corbière-Nicollier et al. 118 It was reported that kraft pulped banana fiber composite has good flexural strength. In addition, short-banana-fiber-reinforced polyester composite was studied by Pothan et al.; 119 the study concentrated on the effect of fiber length and fiber content. Paul et al. 120 investigated the thermo physical properties of the banana composites as a function of the banana fiber loading and for different chemical treatments given to the banana fiber. However, Komal et al. 121 studied the effect of chemical treatment on the mechanical properties of banana fiber-reinforced polypropylene composites. El-Meligy et al. 122 used raw and treated banana fiber composites; treatment of banana fiber composites reduced swelling and improved strength and dielectric properties. Treated banana fiber composites showed reduced swelling and improved strength and dielectric properties. Jamil and Hasan 123 treated banana fiber to increase the adhesion between banana fiber and polymer matrix. Venkatesh Waranet carried out tensile, flexural, impact, and water absorption tests on banana/epoxy composite. This study showed increasing mechanical properties and decreasing moisture absorption by adding sisal fiber in banana/epoxy composites of up to 50% by weight. 124 Hassan et al. 125 showed that fiber length, fiber content, and chemical treatment variables significantly influence the mechanical behavior of banana composites. Arthanarieswran et al. have combined banana fibers with sisal and reinforced them with epoxy to form a composite. He added layers of glass fibers, which consolidated and improved the strength of the panel’s flexural rigidity. 126
The mechanical and tribological properties of a developed banana fiber-reinforced composite with various orientations have been investigated by Chavali and Taru. 127 The results show that both volume fraction and fiber orientation significantly affect the mechanical properties of the banana/glass fiber-reinforced hybrid composite materials. 128 Another structure of banana fiber–woven fabric-reinforced epoxy composite was prepared by the hand lay-up method, as shown in Figure 15. 129

Pseudo-stem banana fibers in the woven fabric configuration. 129
During the last few years, the interest in using natural fibers hydrated with other natural or synthetic fibers as reinforcement has increased significantly. Prasad et al. 130 studied a new set of jute and banana fiber hybrid polymer matrix composites. Thanushan and Sathiparan 131 focused on the post-peak behavior and durability of banana fiber and coconut coir-strengthened cement-stabilized soil blocks. Batu and Lemu 128 designed the mechanical properties of banana/glass fiber-reinforced hybrid composite materials at different fiber volume fractions and orientations.
Banana fibers must be spun and woven to produce textile-grade banana fibers; banana fibers can be spun to get yarn, although the machinery should be adapted to the high stiffness of these fibers. Better results are obtained when blending banana fibers with other softer fibers and then twisted to obtain the yarns (Figure 16). 110 Many investigations have been carried out on the various forms of banana structure in the composite, whether unidirectional strands, random fibers, or other, it is deduced that banana fiber yarn is the best fiber configuration for obtaining the best mechanical properties in composites. 115
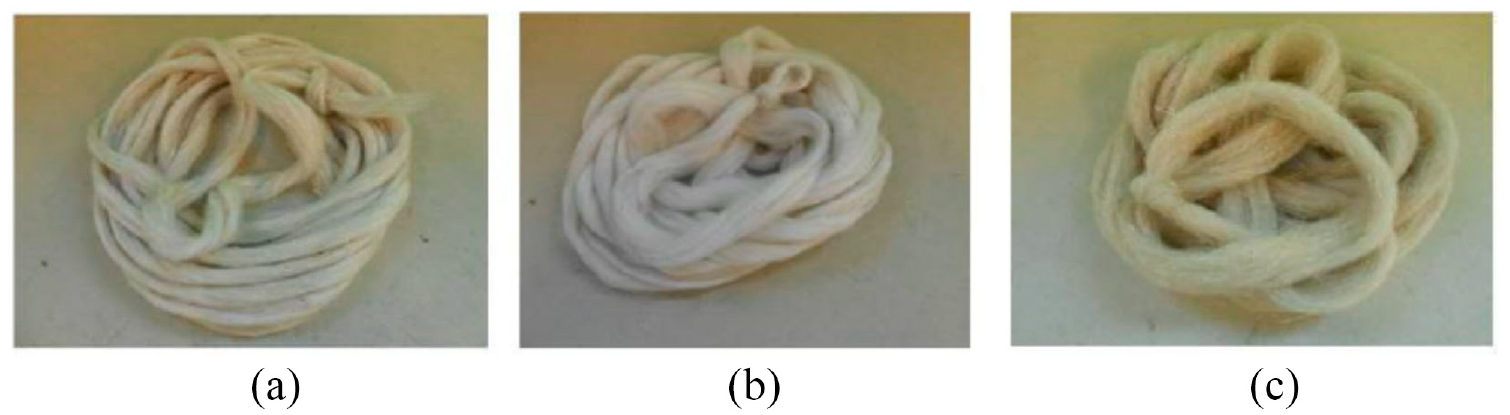
Drawing silver of banana fiber blended with (a) cotton, (b) polyester, and (c) wool. 110
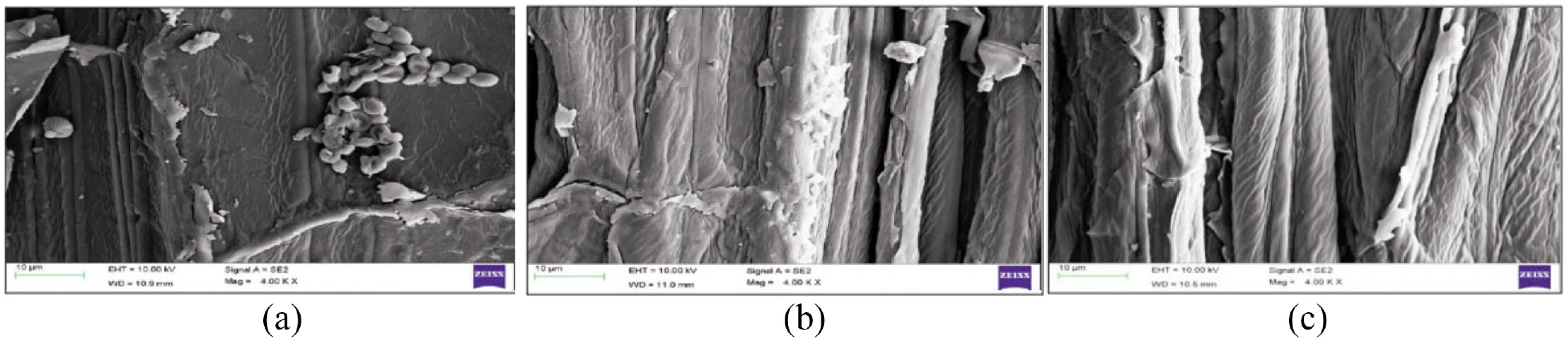
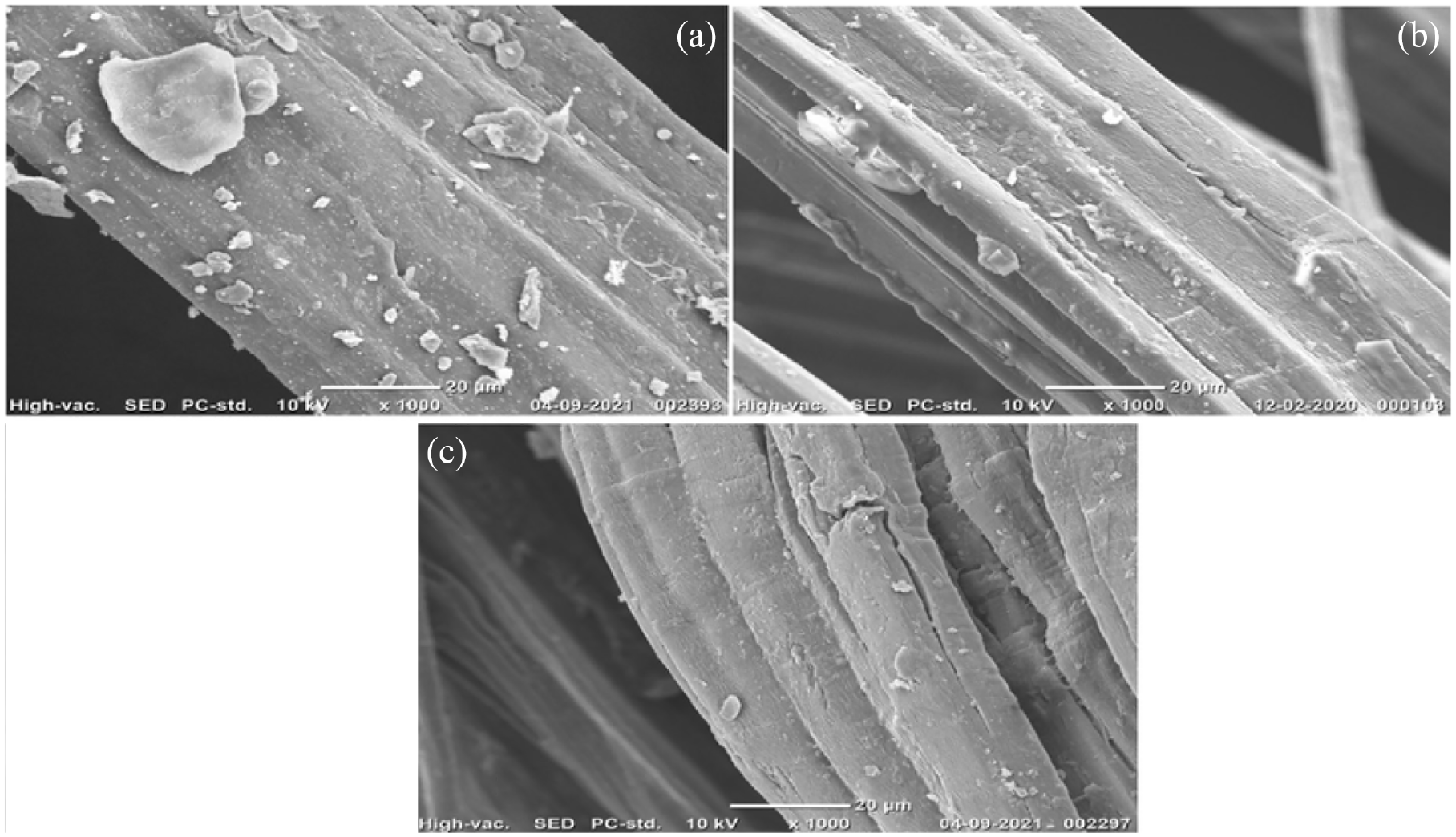
Ezeamaku et al. studied the surface modification of banana fiber: in Figures 17 and 18, respectively, SEM images of untreated and alkali-treated banana fiber are displayed. A good method for examining the surface morphology of fibers and fracture surfaces of fiber composites is scanning electron microscopy (SEM). Wax, oil, and other surface contaminants may be seen on the SEM micrograph of the surface of untreated banana fiber bundles in Figure 17. Waxes and oils offer a protective covering for the surface of the fibers, but they also contribute to inefficient fiber–matrix bonding in the composite. Figure 18 shows a surface of banana fibers that is extremely clean. The chemical treatments appear to have roughened the treated fiber’s surface. In addition, there is a little gap between the individual ultimate fibers. This result from the treatment stage’s dissolving in chemical solution of the fiber’s outer surface layer. These factors all contribute to fibrillation’s promotion of improved mechanical interlocking. 132
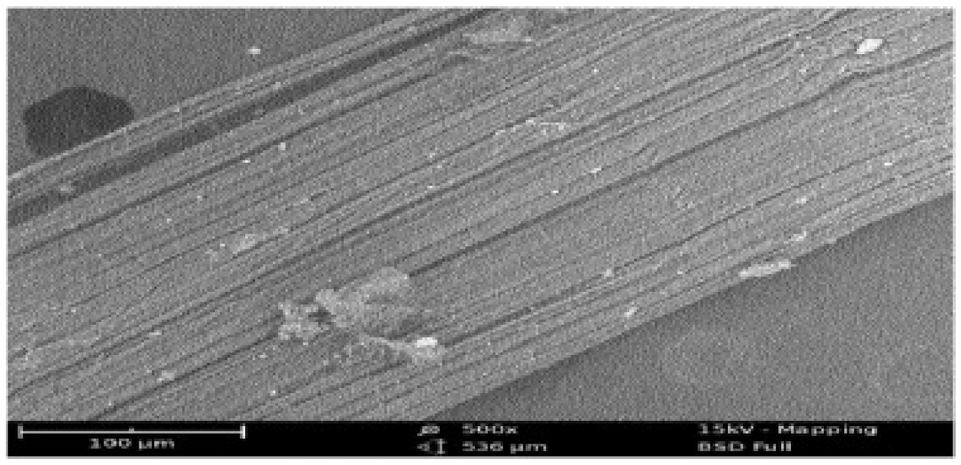
SEM microstructure of untreated banana fiber. 132
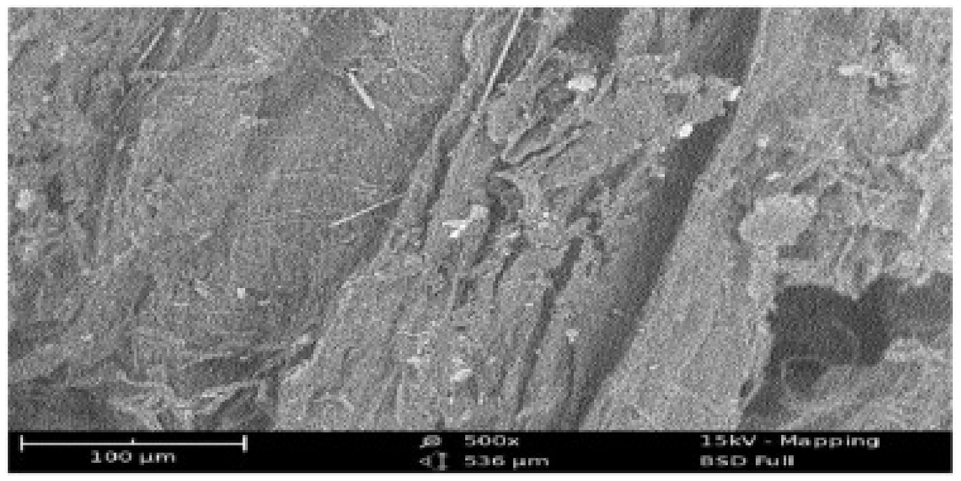
SEM microstructure of alkali-treated banana fiber. 132
Applications of Natural Fiber-Reinforcement Composites
Within the last 20–25 years, natural fiber research has experienced an explosion of interest, particularly in replacing glass fibers in composite material applications. 133 The mechanical properties of many natural fiber reinforcement composites are negatively impacted at the fiber/resin interface and the laminar level if moisture is present at the interface. Automotive, civil engineering, and aerospace are the three main natural fiber composites applications, where natural fibers are used for secondary or even primary structural components. Examples of secondary structural applications include window, door, frame, and roof panels in automotive and spring or trim tabs in an aircraft. In contrast, examples of primary structural applications include front and rear bumper reinforcements in automobiles.134–136 Natural fibers are used in the construction industry to improve tensile strength, ductility, impact resistance and toughness, and to reduce drying shrinkage.94,137 Based on extensive experimental studies, we conclude that banana fiber-reinforced hybrid composites could be an alternative to pure glass fiber composites, with comparable and even higher load withstanding capabilities. Using banana fiber-reinforced hybrid composites to fabricate hockey products would cut costs and lower the environmental impact stemming from using biodegradable organic materials. It will also lead to the development of a domestic economy based on domestic resources. 109
The application of green composites in automobile body panels seems feasible as green composites have comparable mechanical performance with synthetic ones. Mercedes-Benz used an epoxy matrix with the addition of jute in the door panels in its E-class vehicles back in 1996. 138 Another paradigm of green composites’ application appeared commercially in 2000 when Audi launched the A2 midrange car: the door trim panels were made of polyurethane reinforced with a mixed flax/sisal material. 139 Flax fiber has been the most relevant natural fiber for the German automotive industry. 140 Hariprasad et al. 141 investigated composites reinforced by milkweed, kusha grass, sisal, banana, and hay mixed with polypropylene 10:90 (wt%) for automotive applications. Automotive brake friction composites containing 5 wt%, 10 wt%, 15 wt%, and 20 wt% natural fibers (hemp, ramie, and pineapple) were developed by Tej Singh. 142 In a study, the potential for using different natural fibers in automotive composites was investigated in terms of the mechanical and analytical properties of the fibers. 143
Conclusion
During the last few years, the interest in using natural fibers as reinforcement in polymers has increased significantly. Natural fibers are not only strong and lightweight but are also relatively very cheap and biodegradable.
Scientists and engineers have widely researched natural fiber-reinforced green composites for their applicability in different industrial sectors due to their sustainable nature. They also have a significant reduction in carbon footprint.
The main factors influencing natural composites’ mechanical behavior are fiber length, fiber content, and chemical treatment.
Banana fibers used as a reinforcing material have offered various advantages as they are environmentally friendly, relatively low density, and abundantly available.
Even advanced industrial sectors such as aerospace and automotive have tried using natural fiber composites in critical applications.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.