
Abstract
Since fibers are strongly bonded in bamboo, extraction of fibers in their natural form is very difficult. This difficulty has favored viscose processing of bamboo. This study covers routes to produce spinnable natural bamboo fibers through eco-friendly processes, while retaining antibacterial and other innate properties. Natural bamboo fibers treated under mild conditions showed better antibacterial activity against
Introduction
This study is the third of a three-part series on natural bamboo fiber production.1,2 Issues such as the environment, sustainability, degradability, renewability, and cost of production have been a concern for many researchers in industrial manufacturing. Contemporary textile processes can cause contamination in natural resources and environments and deplete energy if not managed properly. The textile sector is considered one of largest producers of environmental pollution during textile wet processing, including sizing, desizing, scouring, bleaching, washing, dyeing, and printing.3-11
Two of the most produced fibers, cotton and polyester, have serious impacts on the environment. Conventional cotton requires the use of insecticides and pesticides, fertilizers, and large amounts of water for irrigation.12-17 In India, according to a report by the Insecticide Resistant Management (IRM), cotton cultivation uses 5% of the land but it consumes 50% of all pesticides used. 18 Globally, cotton cultivation uses 10-11% of all pesticides and 20-25% of all insecticides that are consumed worldwide. For its irrigation, farmers on average use 7-25 tons of water to produce only 1 kg of cotton fibers.17-19 Moreover, in cotton textile production, each process uses tons of water and puts huge amounts of waste-water into the environment. Manufacturing of synthetic fibers, such as polyester, generally requires massive amounts of energy (100-250 MJ/kg) and the use of finite resources, especially crude oil. Synthetic fiber production creates a vast amount of hazardous gases, organic compounds, disposable materials, solvents, and byproducts, which, if not controlled properly, can pose threats to the environment.20-22
Global warming and altered weather patterns are leading consumers to be more aware of the role humans have played in environmental change. The focus on human interaction with the environment has caused many consumers to consider the impact of non-biodegradable and/or unsustainable products. In response to this awareness, some studies have found the willingness of consumers to pay more for organic or eco-friendly products.23-28 This trend of eco-friendliness is also affecting government regulation.29-31 Industries that negatively affect the environment may lead to some short-term monetary benefits, but ultimately degrade long-term economic and environmental conditions. Moreover, humans, animals, and plants that live near these kinds of industries also suffer in various ways from drinkable water crises, air pollution, and soil pollution.32-35 Thus, in the textile sector, eco-friendly products (e.g., organic textiles, green textiles, socially-conscious textiles, and eco-fashion) are entering the market more frequently.36-40 Bamboo can be considered a prospective source of fibers for such textiles when products offer unique properties, especially antibacterial activity.41-44
Literature Review
Researchers and scholars have mentioned bamboo textiles as eco-friendly and sustainable textiles, and the topic has become highly publicized in recent years.19,24,28,30,41,43,45-55 However, the existence of bamboo textiles in the global market is controversial. Most of the time, commercial bamboo textiles are actually manufactured as viscose and often reported as antibacterial as well. 56 Many manufacturers have started bamboo fiber and textile production53,57 but production procedures listed on their website or advertising literature are found to be either not eco-friendly (through pulp production) or not transparent enough to evaluate with respect to environmental issues. Hence, most currently produced bamboo textiles cannot be considered as natural or environmentally friendly.
Viscose or rayon, though prepared from natural cellulosic substances, is not classified as a natural fiber. Viscose fibers, regardless of the starting material used, have almost the same characteristics. Scheme 1 illustrates chemical reactions in the rayon/viscose process and the environmental issues arising from viscose manufacturing.
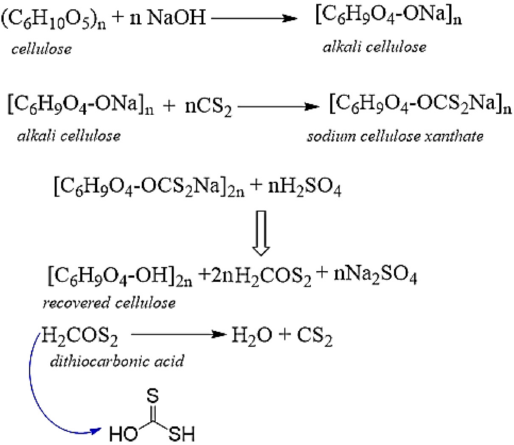
Chemical reactions in viscose processing.
Generally, pulp is prepared from the plant cellulosic biomass, followed by dissolution of the pulp in aqueous sodium hydroxide (16-25% aqueous NaOH), preparation of sodium xanthate by addition of carbon disulfide (CS2) (Scheme 1), and then addition of a 2-5 % (w/w) NaOH solution to form a viscose solution. The separated viscose solution is ripened using a mineral acid (e.g., H2SO4) to recover cellulose, hardened by releasing dithiocarbonic acid, and then passed through spinnerets to shape the dissolved cellulose into fiber form. During these chemical conversions and separation, only cellulosic content can be retained in rayon or viscose fibers19,58-61 along with some residual chemicals that may be responsible for reported antibacterial activity. 56 The process chemicals (e.g., NaOH, H2SO4, Na2SO4, ZnSO4, and CS2) destroy most of the existing unique properties associated with bamboo and release byproducts like sodium sulfate, CS2, and dithiocarbonic acid, which can cause environmental pollution.28,43,62
Retailers are emphasizing the eco-friendly benefits of bamboo fibers to attract consumers who have eco-friendly preferences. Initially, bamboo viscose was accepted as an eco-friendly textile because its overall cultivation and plant collection processes support the claims, but conventional viscose processing is not an eco-friendly method and it can cause harm to workers, machines, and the environment.19,24,48,54 Antimicrobial properties are one of the most advertised claims of bamboo fibers, but such properties may be developed by additional treatments and do not make use of natural properties found in bamboo.63,64 Hardin et al. conducted an assessment of seven different bamboo textile products that claimed to be made in eco-friendly ways and to have antibacterial properties. 30 Unfortunately, all sample fibers tested failed to show antibacterial properties. It was concluded that all seven branded bamboo fibers were bamboo viscose rayon and the actual fibers were contrary to the retailers’ claim as eco-friendly and antibacterial.
There were conflicting results from various studies on bamboo regarding antibacterial activities against different bacteria such as
Methodology
Machines and Materials
Equipment
Bamboo splitters were used to break the bamboo culm into six even-sized strips. A conventional milling machine consisting of two retro-rotatory metal rollers was used to crush bamboo strips. A reactor and reactor controller (Model: 4838, Size: 2L reactor, Parr Instrument Co.) were used for high-temperature treatments and the steam release process (SEP). A special arrangement was provided by Swa-gelok Company to make the reactor applicable for the SEP.
A Launder-Ometer (SDL Atlas) was used for enzymatic and any other treatments requiring less than 100 °C temperatures. A Thelco Precision scientific laboratory oven, Model 18 (GCA Corp.) was used to dry the samples as needed.
Materials
Red margin bamboo (
Procedures
Production of Specimen CPE-XI
Fiber production was performed by combined mechanical, chemical, and different enzymatic treatments. Mechanical treatments include crushing in a milling machine, brushing, and carding using a steel hand-operated brush, agitation, and boiling. Chemical treatments include either pretreatment or posttreatment using NaOH, NaHCO3, and H2O2. The concentration of these chemicals were the same as from our previous study. 1
Initial Treatment
Dry bamboo culms (500 g) were cut at the internode provid-ing8-10 in. lengths that were split and soaked in water at a material-to-liquor ratio (LR) of 1:30 for 7 days. After scraping of the exodermis, repeated moderate crushing was applied in a milling machine, and repeated brushing and combing yielded coarse bamboo fiber bundles. The coarse fiber bundles were then soaked in NaOH (6 g/L) solution for 24 h at room temperature (RT, 23 ± 2 °C), washed, and repeatedly brushed again using finer steel combs.
Enzymatic Treatment
Pectolyase and laccase (0.5% w/w each) were used for delignification using an LR of 1:10 at 55 °C for 150 min (pH = 4.5-5.0) and at 38 °C for 18 h followed by a 30-min enzyme killing treatment at 90 °C to samples in the Launder-Ometer. After washing in cold water, samples were left to dry at RT.
Chemical Modification
Since enzymatic delignification was very poor, a solution of NaOH (6 g/L) and H2O2 (6 g/L) was applied at 80 °C for 60 min for further delignification using an LR of 1:10, and improvement of natural color. This was done to see if there were any advantages in the subsequent process and if the produced fiber showed better antibacterial activity. After washing the samples with warm water, a 20 mL/L solution of fabric softener for home use (Publix) was immediately prepared and applied at 50 °C for 30 min. Thus, the specimen CPE-XI was obtained by washing, drying, and hand carding.
Production of Specimen CP-I
Initial treatment for this sample was the same as for specimen CPE-XI. Follow-up treatments included two steps of deligni-fication, followed by softening in a separate bath (Fig. 1). The first delignification was done in a solution of 6 g/L of NaOH, 6 g/L of NaHCO3, 6 mL/L of H2O2, and 20 mL/L of fabric softener at 80 °C for 60 min, followed by a 15-min wash in water at 40-45 °C. Samples were allowed to air dry. The second delignification treatment was performed in another solution of 6 g/L of NaOH and 6 mL/L of H2O2 for 60 min in a Launder-Ometer at 80 °C. Drying and simple hand-carding were then applied to the sample. To judge the effectiveness of softener, the sample was immersed in a solution containing 20 mL/L of fabric softener at 50 °C for 30 min followed by washing (5 min), atmospheric drying, and hand carding.
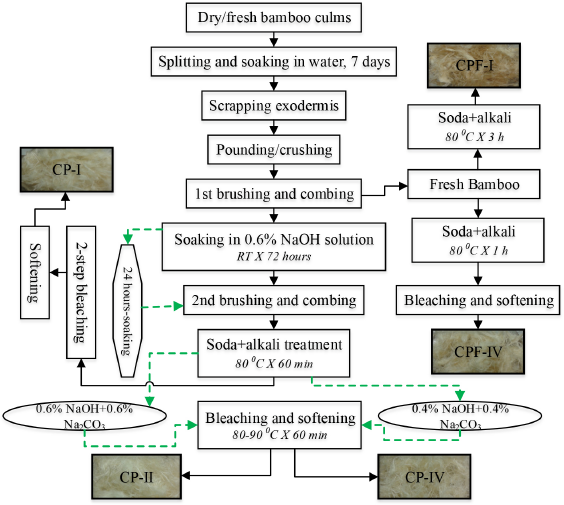
Process steps in natural bamboo fiber production.
Production of Specimens CP-II and CP-IV
Except for soaking, all initial procedures followed the CPE-XI production process. Samples were soaked for 72 h (instead of 24 h) at RT, followed by repeated brushing and combing. The order of the different steps for producing these specimens is given in Fig. 1.
Delignification
Two delignification steps were applied to achieve softer and spinnable fibers. In the first treatment, sample CP-II was treated at 80 °C for 60 min in a liquor consisting of 6 g/L of NaOH, 6 g/L of NaHCO3, and 4 mL/L of H2O2, at a liquor ratio (LR) of 1:10. Sample CP-IV was treated with 4 g/L of NaOH, 4 g/L of NaHCO3, and 4 mL/L of H2O2 at 80 °C for 60 min, at a liquor ratio (LR) of 1:10, followed by washing in water, and air drying. Hand carding was performed to analyze the fiber properties visually. Since the produced fibers were stiff and coarse, a second follow-up treatment was performed. A solution of 6 g/L of NaOH, 6 g/L of NaHCO3, 6 mL/L of H2O2, and 20 mL/L softener in a 1:10 LR at 80 °C for 60 min was used for both samples. Both samples were then thoroughly washed, air dried, and hand carded to yield specimen CP-II and CP-IV.
Production of Specimens CPF-I and CPF-IV
Initial Treatment
Since the purpose of using fresh bamboo for fiber extraction was to reduce a 7-day soaking time to accelerate processing and to enhance fiber quality, this was further pursued by scraping the exodermis of bamboo culms by knife and scraper. A part of the fresh bamboo was used for direct crushing, followed by soaking in water at RT for 24 h, and then brushing to produce sample CPF-I. Sample CPF-IV was produced by soaking crushed bamboo fiber bundles (after brushing) in 6 g/L of NaOH solution at RT for 72 h.
Delignification
Sample CPF-I was treated in 6 g/L of NaOH and 6 g/L of NaHCO3 (LR = 1:10) at 80 °C for 3 h. Modification was done in 4 g/L of NaOH, 4 g/L of NaHCO3, and 4-6 mL/L of H2O2 solution at 80 °C for 60 min (Fig. 1) in a Parr 2L reactor. Drying was done at RT followed by hand carding and combing to yield specimens CPF-I.
For production of specimen CPF-IV, delignification treatment was carried out in a solution of NaOH (6 g/L), Na2CO3 (6 g/L), and H2O2 (4 g/L) in a 1:10 LR at 80 °C for 60 min. Bleaching along with softening was then performed in another solution of NaOH (4 g/L), H2O2 (5 g/L), and soften-er (10 mL/L) under the same conditions. Drying, brushing, and combing were applied as in all other experiments.
Antimicrobial Activity
Parallel Streak Method
.AATCC TM147-201171 was used to assess the antibacterial activity of the test samples. Bamboo viscose fibers and woven fabric (Dharma Trading Co.), and two samples of raw bamboo (dry and fresh), were also included for comparison.
All samples were cut into small pieces to prepare comparable sample types with the fiber. The specimens were used to make 20-mm diameter circles. Tree circles for each specimen were placed on individual agar plates for each specimen type. Specimens were incubated at 37 ± 2 °C for 24 h. The inhibition zones were not uniform because of the shape of the specimens and it was difficult to assess the antibacterial activity quantitatively. This is a limitation of the test method for fibers or the materials that are not in fabric form. The antibacterial activity was assessed visually by comparing the zone of inhibition among the specimens and was rated on a grading scale of 0-5, with zero being no activity and 5 being the highest activity.
Spread Plate Method
Since quantitative analysis could not be done by the parallel streak method, a spread plate method with serial dilution as mentioned in TAPPI test T205 (forming handsheets for physical tests of pulp) was used.
72


Results
Assessment of Produced Bamboo Fibers
Since the main purpose of this research was to produce spinnable bamboo fibers in eco-friendly ways and then assess their antibacterial activity, all processes were chosen with respect to their degree of environmental impacts. Thus, a comparatively lower temperature and a lower concentration of NaOH were chosen. In all cases, the process temperature was less than 90 °C and concentration of NaOH was less than 1%. Not more than 2% of chemicals of any type as a whole in a particular pathway was used to produce fibers. In comparison, viscose/rayon processes use 16 to 30% NaOH. 62
All bamboo fibers produced in this research are shown in Fig. 2. It should be noted that no specific carding machine was used to improve the fiber quality. Specimen CPE-XI was not well-delignified and was judged too rough and coarse to use for spinning. After chemical delignification and modification, there were still some coarse fibers present due to uneven carding action. With further modifications such as carding, combing, and drawing, it was considered to be useful for yarn production. Specimens CP-II and CP-IV were rated as shiny, soft, and spinnable, while each specimen was comprised of finer fibers with a few coarse fibers. However, CP-II specimens had a greater number of short fibers than CP-IV specimens. This was thought to be due to a slightly greater chemical concentration of NaOH (6 g/L vs. 4 g/L) and uneven hand carding or combing actions. Specimen CP-I was slightly finer and softer than any other specimen due to the use of softening agents in two steps. However, the number of short fibers (<1.5 cm) was greater than other specimens.
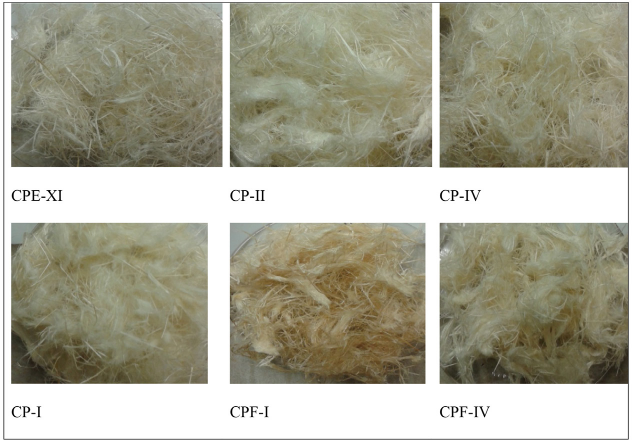
Bamboo fiber produced in eco-friendly ways.
Fiber production from fresh bamboo proved to be easier and quicker than that from dry bamboo. Specimen CPF-I was assessed as less spinnable than any other fiber. So, the one-step delignification for a longer time period was not a good approach to produce natural bamboo fibers. The fibers in this sample were shorter but stiffer as no softening treatment was performed. In addition, there was a longer exposure of fibers to chemicals during delignification. However, specimen CPF-IV was considered very good for spinning with added mechanical treatment, such as opening the fibers by carding, combing, and removing shorter un-spinnable fibers.
Antimicrobial Activity
For parallel streak method testing, the fiber/textile samples were not standard or precise in shape. So, assessment was done by visual observation of the agar plates only. Inhibition areas of the samples were not uniform and not even in shape. A selection of the plates is shown in Fig. 3. This test was mainly conducted to identify antibacterial activity against
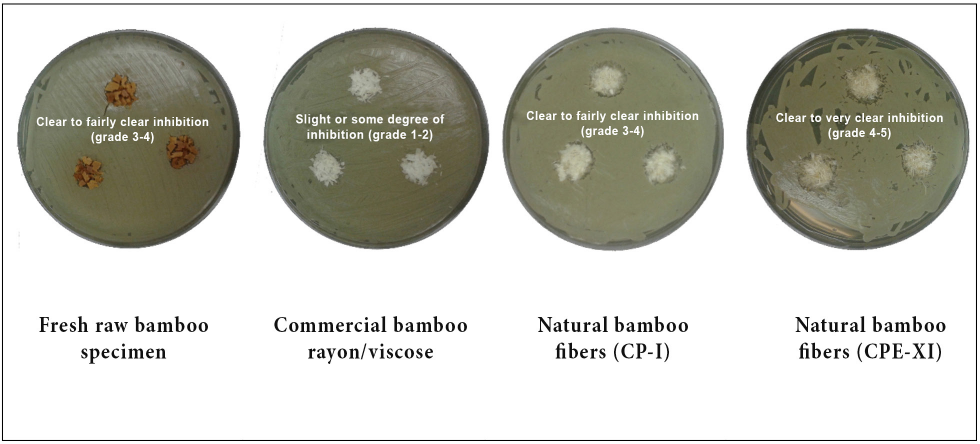
Inhibition zones on some specimens after microbial incubation in parallel streak method. 0 = No inhibition, 1 = slight inhibition (visible in microscope), 2 = some degree of inhibition (visible with naked eye), 3 = fairly clear inhibition, 4 = clear inhibition, and 5 = very clear inhibition zones.
Two specimens from raw bamboo showed some antibacterial activity but to different degrees. The fresh raw bamboo specimen showed greater inhibition zones (grade 3-4) than the dry bamboo specimen. Some inhibition zones (grade 2-3) were visible on specimens CP-II, CP-IV, CPF-IV, and bamboo viscose indicating slight (grade 1-2) antibacterial activity. Specimens CP-I (grade 3-4), CPF-I (grade 3-4), and CPE-XI (grade 4-5) produced very clear inhibition zones around the fibers, as did fresh raw bamboo, indicating very good antibacterial activity. CPE-XI had shown greater bacterial resistance likely because it was less delignified and produced through a minimal chemical processing step.
For spread plate method testing, the number of colonies formed onto TSA plates was counted to calculate
There are contradictory reports in the literature that bamboo viscose showed either no antibacterial activity
30
or did show antibacterial activity.
56
The viscose fabrics showed some degree of antibacterial activity in the present research. The test in sterilized bamboo viscose showed an
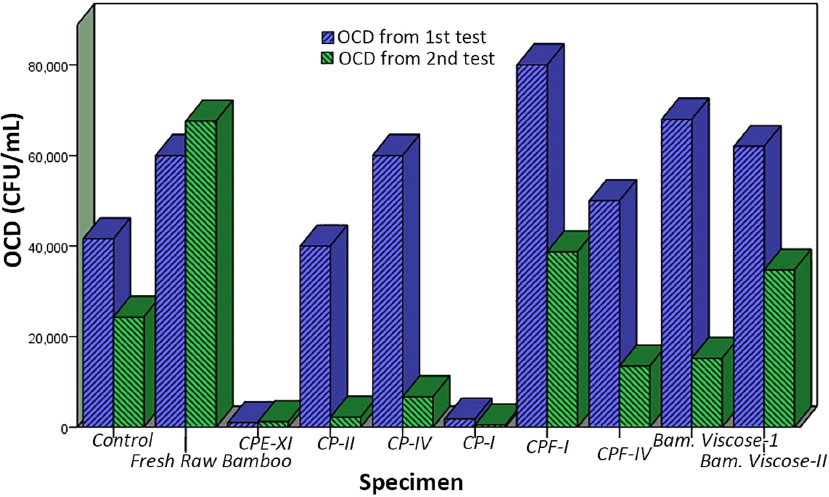
OCD in two antibacterial tests of various bamboo fibers.
Both chemically (CP-I, CP-II, CP-IV, and CPF-IV) and enzymatically (CPE-XI) extracted natural bamboo fibers showed antimicrobial activity against
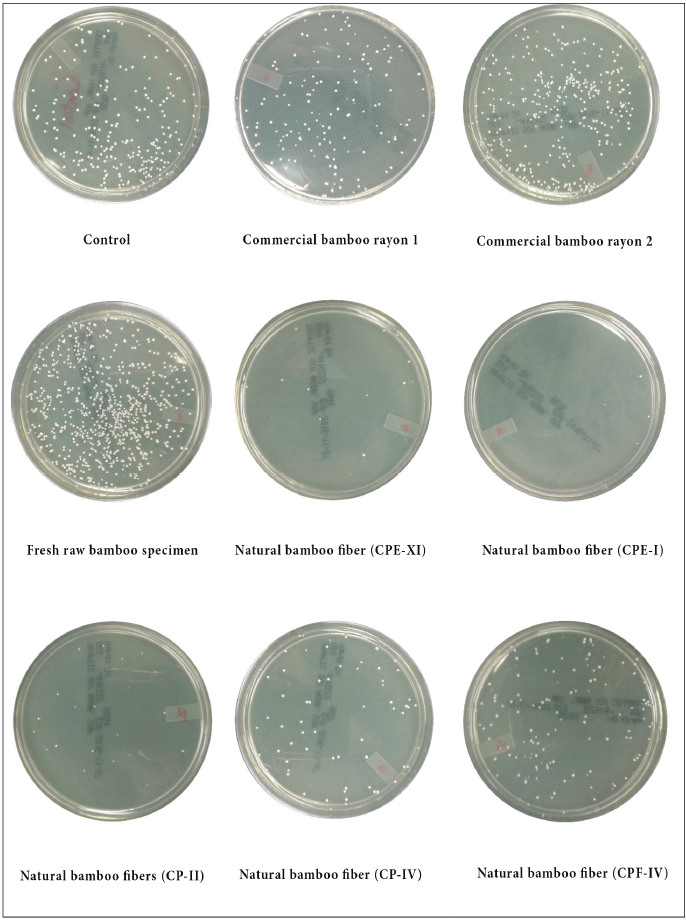
The growth of microbial colonies on various specimens using the second spread plate method.
The commercial bamboo viscose specimens showed some degree of antimicrobial activity in the spread plate method, but only minimally in the parallel streak method. This antibacterial activity in viscose can be explained by residual harsh chemicals present in the fiber 56 or the intermediate compounds formed by reacting cellulose, and chemicals such as CS2, H2SO4, Na2SO4, and NaOH. This may not be consistent across various viscose manufacturing facilities.
Discussion
In this research, it was found that the use of up to 1.5% NaOH for bamboo fiber extraction increased its antibacterial activity; it decreased with a further increase in NaOH. The use of NaOH with extractable compounds in bamboo promoted antibacterial properties, but further use of NaOH caused the removal of additional compounds that may impart antibacterial properties. This seems to indicate that the removal of lignin, pectin, and other compounds to a certain degree improved the antibacterial activity of natural bamboo fibers. Enzymatically produced fibers showed very good antibacterial activity as no strong interaction occurs with extractable compounds. Thus, enzymat-ically-produced fiber appeared to be more active against
Conclusions
All textile products made of bamboo may not be claimed or labeled as eco-friendly products. The processes of fiber to textile production must also be considered. Many innate properties of bamboo are compromised when fibers are produced using harsh chemical processes. It is possible to produce bamboo fiber that is currently unavailable in the commercial or industrial market.
This study presents some possible pathways to produce bamboo fibers that show antibacterial activity against
This study showed that raw bamboo had less antimicrobial activity than some of the extracted fiber specimens produced in this study. Specimens with greater antimicrobial properties than the raw bamboo samples were CP-II, CP-IV, CP-I, CPF-IV, and CPE-XI. It is thought that some processes (high temperature) or mild chemical use helped to enhance the inherent antibacterial properties of the fiber. Some of the fibers produced in this work showed very good antimicrobial activity against
However, more studies need to be conducted to confirm this study's results. Testing various bacteria and the testing of other commercial viscose samples should be conducted. Moreover, since the production of natural bamboo fiber treated under mild conditions is a relatively new approach, there was no specific equipment available to work with natural bamboo for bamboo fiber production. Most experiments were performed using modified techniques or tools. Further research on introducing special equipment, techniques, tests, and processing of these fibers would be necessary to commercialize truly eco-friendly bamboo fibers.