
Abstract
Fabric pilling and handle are important characteristics for home textiles. Treatments, such as preparatory processes and finishing operations, can have a significant effect on the final properties of the fabric. In this research, the pilling performance of bamboo rayon and 50/50 bamboo rayon/cotton fabrics were investigated. Plain and satin weaves were selected. Fabrics were pre-treated with and without singeing. The pilling resistance of singed bamboo rayon and singed bamboo rayon/cotton fabrics were comparatively better than unsigned fabrics. Sanforizing, softening, binder application, and biopolishing were also studied. The binder application technique improved overall pilling performance for plain and satin weave structures without sacrificing fabric characteristics and properties.
Introduction
Bamboo rayon is regenerated cellulosic fiber known for properties such as moisture absorption and soft hand. The antibacterial characteristics of bamboo fiber make it unique as compared to other similar natural fibers.1–3 In addition, other properties such as being a renewable resource, its biodegradability, and carbon sequestering abilities make it an attractive option for numerous applications.4,5
There are, however, some limitations. For instance, during wear and laundering of fabrics made from bamboo pulp fiber, continuous friction will be applied to the surface resulting in the fuzzy appearance of the fabric. This problem is even more severe for knitted fabrics made from bamboo rayon. Furthermore, bamboo rayon has a tendency to shrink and form pills after washing.6,7
Pilling is the entanglement of protruding fibers on the surface of the fabric during wearing, cleaning, or testing under the effect of rubbing action. Fabric pilling is a serious problem for the textile industry. The formation of fuzz balls and pills on fabric surfaces can affect the fabric hand. Microfibers from fuzz balls and pills can be released into the environment and also cause premature wear and tear of textile fabric structures. 8
Finishing processes may have an effect on pilling. The effect of different softener and sanforizing treatments on pilling performance of polyester/viscose blended fabrics has been investigated. It was reported that certain softeners, such as nonionic organo-silicon microemulsions and amino-functional polysiloxanes, can reduce the fiber-to-fiber friction by providing lubrication that can decrease the pilling resistance of fabrics. The sanforizing process, however, resulted in an improvement in the pilling propensity of polyester/viscose blended fabric. 9
Pilling tendency is influenced by the type of fiber or blends, fiber length, yarn and fabric construction, and textile processing (both dry and wet). After-treatments can also be used to reduce the extent of pilling. In one such study, the use of acid-cellulase (0.006% to 0.008% concentration) was reported to reduce pills on 100% regenerated, single jersey knitted fabric. 10
In one study, it is reported that the pilling tendency of regenerated bamboo/polyester twill weaves was greater when compared to plain weaves. Pilling propensity decreased with the decreasing polyester content of the fabric. 11
In a bamboo fiber/cotton blend, the yarn unevenness (U%) and imperfection increased with an increase in bamboo fiber content. This increase in yarn unevenness and imperfection is likely to result in increased pilling and decreased abrasion resistance. 12
Relatively few detailed studies have examined the effect of finishing processes on the pilling performance of bamboo rayon and bamboo rayon/cotton weave fabrics. As evident from the literature presented above, there is a need for a holistic study pertaining to the effects of various textile treatments on the pilling and abrasion resistance of these fabrics. This study investigated the effects of four finishing processes (e.g., sanforizing, application of softener, acrylate copolymer binder, and biopolishing) on the pilling of singed and unsigned bamboo rayon and bamboo rayon/ cotton weave fabrics.
Experimental
Fabric
The 100% bamboo rayon and 50/50 bamboo rayon/cotton fabrics in the present study used regenerated cellulosic fiber produced from bamboo pulp. In both cases, the yarn used was 30's ring spun that was purchased from a local textile manufacturer. The twist multiplier was 3.73 for 100% bamboo rayon and 4.03 for 50/50 bamboo rayon/cotton. The yarns were manufactured into plain and 5 harness satin weaves. The fabric construction for each type of weave was the same, with the number of ends and picks per inch maintained at 76 and 62, respectively. The loom used for this purpose was a 35.25 D/1 Air Jet Tsudakoma Professional (run at 650 rpm). The weaving department was maintained at an effective humidity of 60%, relative humidity (RH) of 78%, and 26 °C.
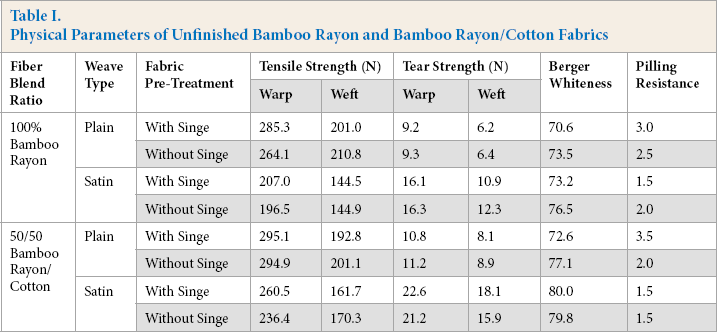
Two variations of each type of fabric were prepared—one where singeing was carried out, as per the standard industrial practice, and the other where singeing was not performed. The 100% bamboo rayon fabrics were singed using a 45° fame angle and a 6-mm fame height, whereas bamboo rayon/cotton fabrics were singed with fame angle of 90° and a 8-mm fame height. The singeing machine speed was kept at 140 m/min for all fabrics. Two types of pre-treatments were carried out to investigate the effect of singeing on the pilling of bamboo rayon and its blend with cotton. The test results (physical parameters) of 100% bamboo rayon and 50/50 bamboo rayon/cotton are stated in Table I.
Physical Parameters of Unfinished Bamboo Rayon and Bamboo Rayon/Cotton Fabrics
Materials and Methods
Chemicals
Solusoft MW (a non-ionic modified polysiloxane micro-emulsion softener), Appretan N 9211 (a nonionic acrylate copolymer dispersion that behaves as a self-crosslinking agent) and Bactosol GETU (an acid cellulase composed of mixtures of selected iso-cellulase) were obtained from Archroma. Two different concentrations of each chemical used are given in Table II.
Potential Design Factors and Respective Levels
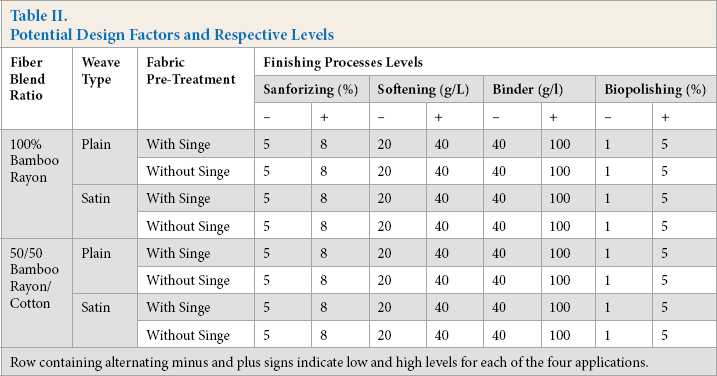
Row containing alternating minus and plus signs indicate low and high levels for each of the four applications.
Sanforizing Application
Sanforizing is the process of shrinking woven fabric in warp (length) before cutting and production to reduce residual shrinkage. 13 In this study, the fabrics were sanforized at a local textile mill using two different shrinkage percentages, as outlined in Table II. Table III shows the codes assigned for fabric blend ratio, fabric weave, and fabric pre-treatment. The dimensional change of the fabrics before and after sanforizing at 5% and 8% shrinkage is given in Table IV, which showed the improvement in shrinkage in the warp direction.
Codes for Fabric Blend Ratio, Fabric Weave, and Fabric Pre-Treatment

Softener Application
Solusoft MW was applied using the pad-dry method. The fabric was padded at a 70% pickup and then dried at 130 °C.
Binder Application
Appretan N9211 was applied by the pad-dry-cure method. The fabric was padded at 80% pickup and then dried at 130 °C for 5 min.
Biopolishing Application
Bactosol GETU was applied by the exhaust process. The fabric was treated in a Roaches laundrometer with Bactosol GETU at 55 °C for 45 min. The liquor ratio (LR) was 1:20 and the pH of the solution kept at 6. After 45 min, the fabric was rinsed with tap water and then dipped in an alkaline solution (10% soda ash, Archroma) of pH 9 for 2 min. The fabric was finally rinsed with water and line dried.
Fabric Properties
The dimensional change of the fabrics was tested using ISO 6330-6A. 14 Fabric strength properties were assessed using ISO 13934-2, 15 Grab method for tensile strength, and the tear strength of the fabrics was evaluated using ISO 13937-1, 16 Elmendorf-falling pendulum method. The Berger whiteness 17 of the fabric was measured using a Datacolor 650 spectro-photometer. Pilling resistance properties were evaluated by using ISO 12945-218 on a Nu-Martindale Pilling and Abrasion Tester at 2000 rubs. Each value reported for tensile strength, tear strength, Berger whiteness, and pilling resistance was the mean of the readings obtained for two replicates. The coefficient of variance was not more than ±5% for any sample. The relative humidity and temperature conditions of the testing laboratory were 65 ± 2% RH and 20 ± 2 °C respectively.
Experimental Design
To study the pilling resistance of bamboo rayon and bamboo rayon/cotton weave fabrics, plain and satin weaves were selected. The fabric was pre-treated, with and without singeing, to study the effect of singeing on physical parameters, especially on pilling resistance properties. Test results for tensile strength, tear strength, whiteness, and pilling are given in Table I—pilling results were poor even after singeing. Therefore, to improve the pilling of the bamboo rayon fabrics, the four previously mentioned finishing processes were tested. These experiments were performed in four sets. In each set, four factors were studied: fabric blend ratio, fabric weave, fabric pre-treatment, and one finishing process. Each factor was treated at two levels with two replicates. The physical properties of singed and unsinged, unfinished bamboo rayon and bamboo rayon/cotton weave fabrics to be used in the study of pilling performance are presented in Table I.
Results and Discussion
The tensile strength, tear strength, Berger whiteness, and pilling results of pretreated bamboo rayon and bamboo rayon/cotton fabrics are shown in Figs. 1–4 respectively. The above properties did not change significantly before and after the singeing process. Singeing tends to remove protruding fibers on the fabric surface by controlling the intensity of the fame. It is well known that fuzz removal is unlikely to have much effect on tensile strength, tear strength, and whiteness.
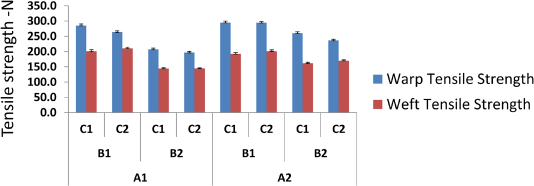
Tensile strength of pre-treated fabrics. See Table III for codes.
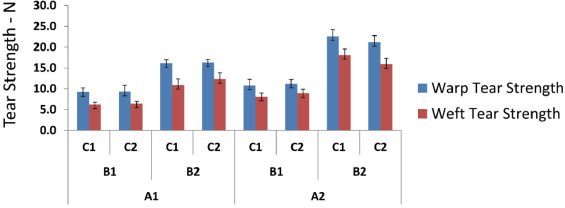
Tear strength of pre-treated fabrics.
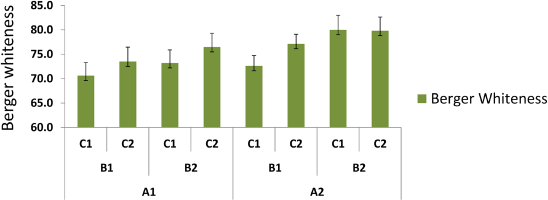
Berger whiteness of pre-treated fabrics.
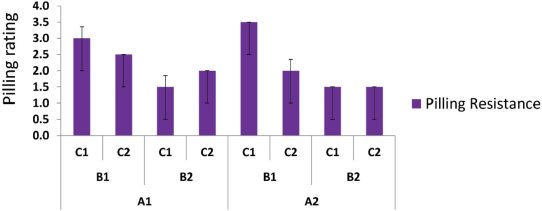
Pilling resistance of pre-treated fabrics.
Fig. 4 showed that the pilling propensity of bamboo rayon and the cotton-blended fabrics did not improve considerably after singeing except for the cotton-blended plain fabric, where the pilling propensity improved from 2.0 to 3.5. Therefore, in the next step, finishing processes were carried out and their effects were evaluated on the pilling propensity of bamboo rayon and the cotton-blended fabrics.
Tensile Strength
The percent change in the warp and the weft tensile strength of the finished fabrics with respect to the unfinished fabrics are given in Tables V and VI respectively. See Table III for the codes used in Tables IV–X.
Percent Dimensional Change Before and After Sanforizing a
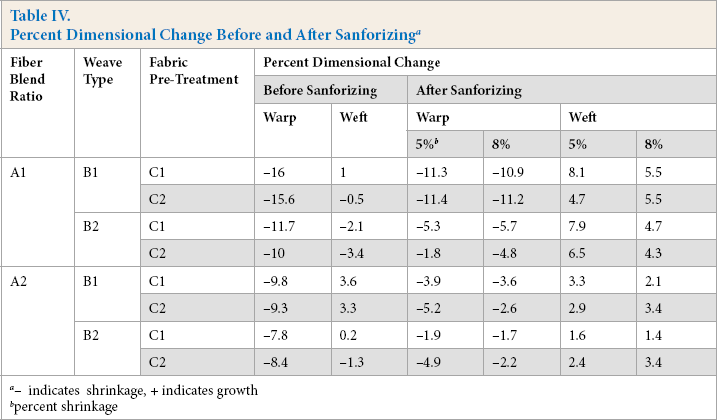
– indicates shrinkage, + indicates growth
percent shrinkage
Percent Change In Warp Tensile Strength After Finishing
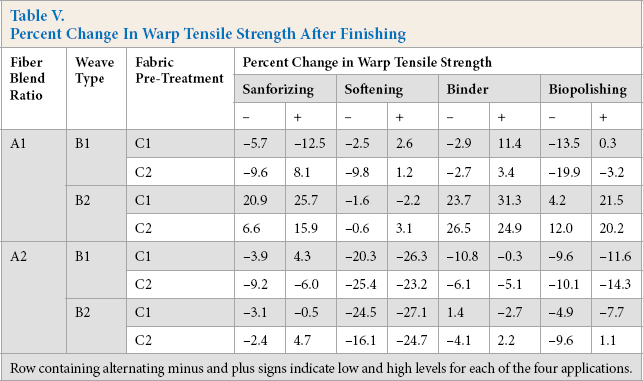
Row containing alternating minus and plus signs indicate low and high levels for each of the four applications.
Percent Change In Weft Tensile Strength After Finishing
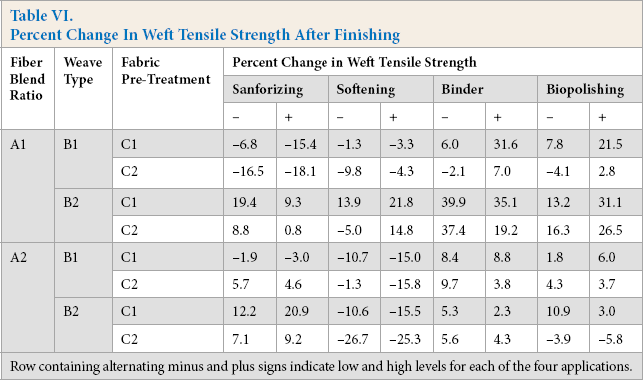
Row containing alternating minus and plus signs indicate low and high levels for each of the four applications.
Warp Tensile Strength
The warp tensile strength of bamboo rayon and bamboo rayon/cotton weave fabrics before and after four different finishing processes is shown in Fig. 5.
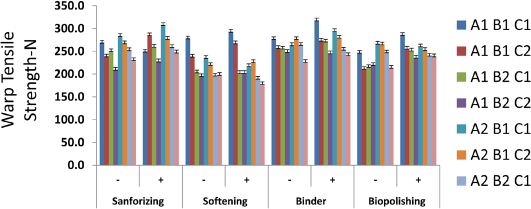
Warp tensile strength.
The warp tensile strength of bamboo rayon and the cotton-blended fabrics increased after sanforizing from 4% to 25%—the decrease in warp tensile strength in a few samples was not very significant (<13%). The increase in tensile strength was due to the increased thread density that compacted the fabric after sanforizing.
The warp tensile strength of bamboo rayon and the cotton-blended weave fabrics was reduced after the application of softener. More pronounced loss of strength was observed for the cotton-blended fabrics. These findings are in disagreement with the theory expounded by Hammonds, 19 who stated that high tensile strength may be attributed to the emulsification mechanism of softeners—microemulsion deposits on the fabric surface increased the adhesion, thus making the fabric stronger.
The warp tensile strength did not change significantly after application of the acrylate copolymer binder. The change in warp strength was within 11.5% in most of the samples, except for the bamboo rayon satin fabric, where the strength increased by up to 31%. It is known that the acrylate copolymer-based binder tends to increase the resilience, specifically the tensile strength of polyester/cotton fabrics. 19
The warp tensile strength of the bamboo rayon and the cotton-blended fabrics after biopolishing with Bactosol GETU showed decreased strength, except for the bamboo rayon satin fabric, where the strength increased by up to 21.5%. The biopolisher is an acid cellulase that is more aggressive than neutral cellulase—treatment can cause loss of fabric weight or strength. 8 Upon increasing the concentration of biopolisher from 1% to 5%, the warp strength of bamboo rayon fabrics increased up to 21%, whereas change in the warp tensile strength of the cotton-blended fabrics was up to 12%.
Weft Tensile Strength
The weft tensile strength of bamboo rayon and bamboo rayon/cotton weave fabrics using the four finishing processes is shown in Fig. 6. The effect of sanforizing on the weft tensile strength was not noticeable, as the process was applied to the warp yarns only.
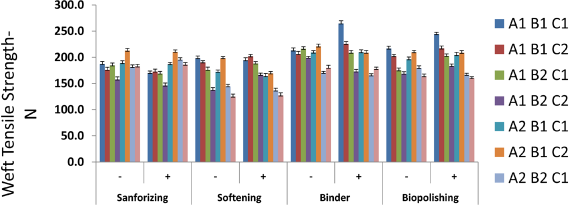
Weft tensile strength.
The weft tensile strength of bamboo rayon and the cotton-blended weave fabrics did not change significantly with the application of softener—up to a maximum to 15%, except for the bamboo rayon satin singe fabric, where the weft strength increased up to 21.8%, and in the cotton-blended satin fabric without singe, where the loss of strength was up to 27%. These results are in agreement with the emulsification mechanism of softener stated by Hammonds. 19
The weft tensile strength of the bamboo rayon and the cotton-blended fabrics increased up to 40% after application of the binder. An increase in concentration from 40 g/L to 100 g/L did not change the weft tensile strength. The binder is an acrylate copolymer; it can easily be altered to form flexible and tough films that have good adhesion to the fiber surface. 20
The weft tensile strength of bamboo rayon and the cotton-blended weave fabrics increased by application of the biopolisher. The increment in weft strength in plain and satin weave fabrics was up to 16% upon increasing the concentration of biopolisher from 1% to 5%. There was a slight increase in strength in most of the samples, except for the bamboo plain singe and bamboo satin singe and without singe fabrics, where strength increased up to 31%.
Tear Strength
The percent change in the warp and the weft tear strength of the finished fabrics with respect to the unfinished fabrics are given in Tables VII and VIII respectively.
Percent Change In Warp Tear Strength After Finishing
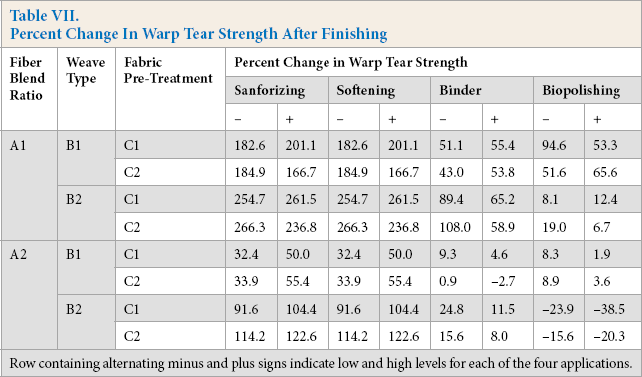
Row containing alternating minus and plus signs indicate low and high levels for each of the four applications.
Percent Change In Weft Tear Strength After Finishing
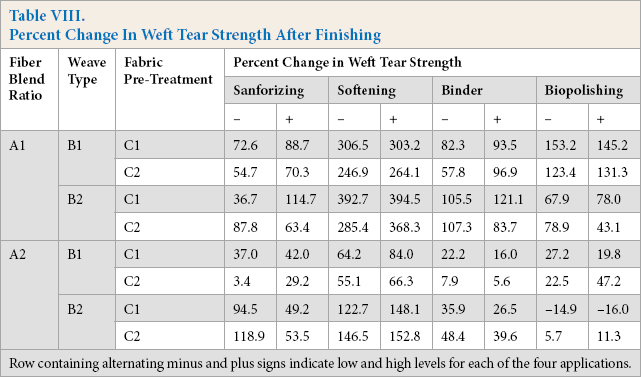
Row containing alternating minus and plus signs indicate low and high levels for each of the four applications.
Warp Tear Strength
Fig. 7 shows the test results of bamboo rayon and bamboo rayon/cotton weave fabrics using the four finishing processes. Irrespective of the finishing process used, the warp tear strength of the finished bamboo rayon and the cotton-blended weave fabrics increased as compared to the unfinished fabrics. The sanforizing process allows the fabric to shrink in the warp direction. 13 Pre-shrinkage tends to increase the ends and picks per inch of the fabric and results is improvement in warp tear strength values. The improvement in shrinkage of the fabrics after sanforizing is evident in Table IV.
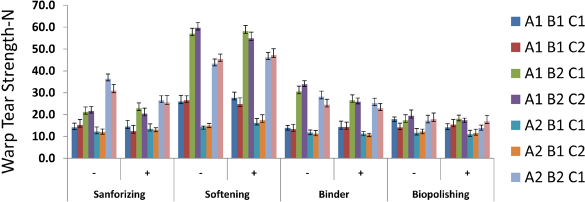
Warp tear strength.
The fabrics treated with softener displayed high warp tear strength and stability compared to other finishing processes. The increase in tear strength values of the satin weave fabrics after softener finishing was comparatively higher than the plain weave fabrics tested. This is evident in Table VII, where the percent change in warp tear strength of the bamboo rayon satin weave and its cotton-blended fabrics had attained a maximum change of 266.3% and 122.6% respectively. The softener imparted moderate to high mechanical stability to the fabrics, which makes the fabrics resistant to external forces. 20
The increase in concentration of the binder did not show any noticeable change in warp tear strength, except for the bamboo rayon satin fabrics, with singe and without singe, where the strength decreased by 14% and 30%, respectively. The warp tear strength of bamboo rayon weave fabrics was slightly greater than that of the cotton-blended weave fabrics. The binder forms flexible and tough films that resist fabric tearing.
Furthermore, the tear strength of bamboo rayon and the cotton-blended fabrics did not change considerably by increasing the concentration of the biopolisher. In most cases, tear strength decreased slightly when the concentration of biopolisher increased, but the overall warp tear strength increased compared to the unfinished fabrics. These findings contradict those of Rafique et al. 21 that mentioned, depending upon many parameters, the worst effect of biopolishing is the loss of tear strength. One possible reason for the increase in warp tear strength is the control treatment of the finishing process done in this research.
Weft Tear Strength
Fig. 8 shows the graph of the weft tear strength of bamboo rayon and bamboo rayon/cotton weave fabrics using the four finishing processes. The weft tear strength of the bamboo rayon and the cotton-blended weave fabrics increased after finishing. The weft tear strength of bamboo rayon and the cotton-blended weave fabrics increased significantly after sanforizing. The increase in weft tear strength was more evident for the satin weave fabrics. The sanforizing process makes the fabric compact by increasing the thread count per inch, thus increasing the fabric strength. 13
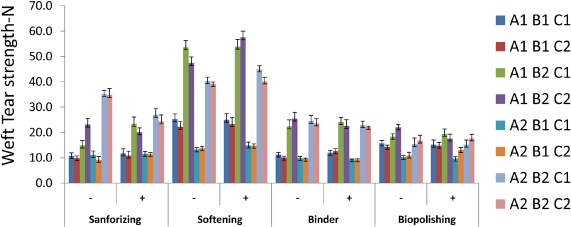
Weft tear strength.
The improvement in weft tear due to softener application was more prominent for bamboo rayon and the cotton-blended satin fabrics. The tear strength of the fabrics can be improved by treatment with polyethylene softener due to improved chain slippage. 21 The softener had moderate to high stability to mechanical forces. 20
The weft tear strength of all fabrics increased after the application of binder. The satin weave fabrics showed a greater increase in strength compared to the unfinished fabrics.
The weft tear strength of the fabrics after the biopolisher application showed better results compared to the unfinished fabrics. The results of bamboo rayon plain fabrics, singed and without singe, showed a noticeable increase in strength. In addition to improving the pilling resistance, the acid cellulase used for biopolishing can also impart softness to fabrics. 20
Berger Whiteness
The percent change in Berger whiteness of the finished fabrics with respect to the unfinished fabrics, is given in Table IX. The Berger whiteness of bamboo rayon and the bamboo rayon/cotton blend, both plain and satin weave fabrics and pre-treated with each of the four finishing processes, can be seen in Fig. 9.
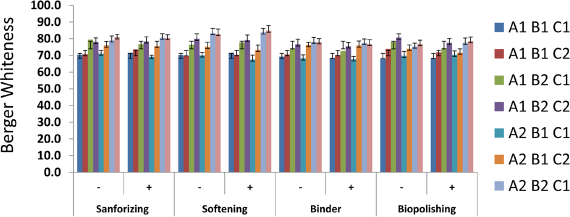
Berger whiteness.
Percent Change In Berger Whiteness After Finishing
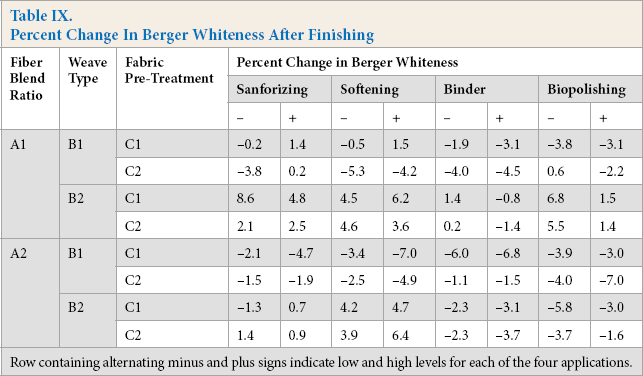
Row containing alternating minus and plus signs indicate low and high levels for each of the four applications.
The use of the four finishing process did not affect the whiteness of bamboo rayon and the cotton-blended weave fabrics, with a change in whiteness no greater than 7%. It was also claimed by the manufacturers of the softener, binder, and biopolisher that their use did not affect the physical appearance of the fabrics, which this study confirmed.
Pilling Resistance
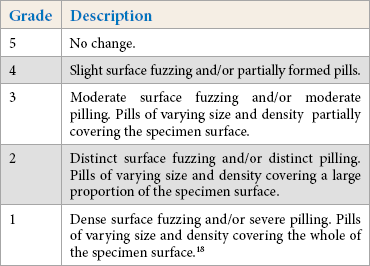
Pilling resistance of the fabrics were measured using standard pilling scales, a visual assessment method. The pilling scales ratings range from 1 to 5, with the interpretation of numbers given below:
The percent change in pilling resistance of the finished fabrics with respect to the unfinished fabrics is given in Table X. The pilling resistance of bamboo rayon and the bamboo rayon/cotton weave fabrics using the four finishing processes is shown in Fig. 10. The pilling resistance of bamboo and the cotton-blended plain weave fabrics improved by 1.0 pilling grade after sanforizing with 5% and 8% shrinkage. The improvement was more evident for the 100% bamboo rayon plain weave singed fabric. This was due to the increase in thread count per inch of the sanforized fabric that resists wear from abrasion.
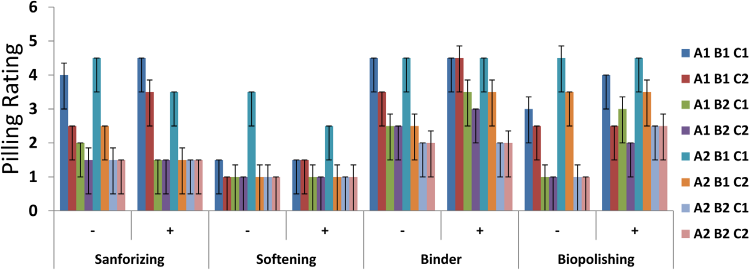
Pilling resistance.
Percentage Change In Pilling Resistance After Finishing
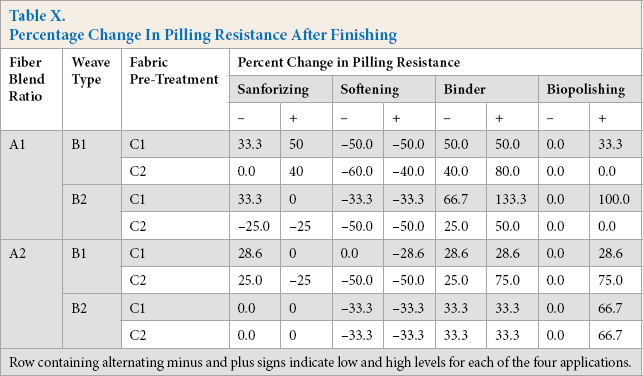
Row containing alternating minus and plus signs indicate low and high levels for each of the four applications.
The application of softener at both concentrations did not help to improve pilling, and actually had an adverse effect. The softener decreased the pilling resistance of bamboo rayon and the cotton-blended weave fabrics. Fabric pilling was worse after the application of softeners, as the softener provided ease of abrasion by making the fabric soft and supple. 21
The binder improved the pilling resistance properties of the bamboo rayon and cotton-blended weave fabrics. Furthermore, application of the acrylic copolymer coating bound the loose fibers into the fabric surface and reduced the abrasion dam-age. 20 The higher concentration of binder had better results, but gave a slightly harsher hand. Above all, 100% bamboo rayon plain weave fabric, singed and without singe, gave the best results. The 100% bamboo satin weave gave improved results at higher concentrations in comparison to the cotton-blended satin weave fabric.
Application of the biopolisher in a high concentration showed improved results in comparison to unfinished fabrics. The effect was more pronounced in bamboo rayon and cotton-blended satin weaves, with and without singe, where the results were improved up to two grades. Biopolishing improved the pilling of textiles—the enzymes used eliminated slubs and protruding fibers and gave a smooth surface appearance to the fabrics. The effect was most desirable for knitted textiles. 21 However, the acid cellulase biopolisher did not increase the pilling grade of the bamboo rayon and cotton-blended weave fabrics. In knitted fabrics, a remarkable reduction of pilling tendency is possible with a weight loss of 1% to 2%, whereas, the woven fabrics tested did not show any significant reduction in pilling. 22
Conclusions
To reduce the pilling of bamboo rayon and bamboo rayon/ cotton-blended fabrics, the effect of finishing processes (i.e., sanforizing, softening, binder application, and biopolishing) were studied at two levels. Sanforizing showed a maximum of 1 grade improvement in pilling for 100% bamboo rayon plain singed fabrics. Silicon softener had an adverse effect and reduced the pilling resistance even at a lower concentration (20 g/L). The biopolishing agent reduced the pilling of bamboo rayon and the cotton-blended satin fabric at a high concentration of 5 g/L. There was a reduction in tensile strength of fabrics treated with an acid cellulase biopolishing agent. The reduction in strength was more pronounced at a low concentration of 1 g/L.
The best results were obtained by application of the acrylate copolymer binder. In this case, the pilling of bamboo rayon and the cotton-blended plain fabrics were reduced remarkably even at a lower concentration of binder. The bamboo rayon and cotton-blended satin fabrics showed a reduction in pilling that can be improved using higher concentrations of the binder. Moreover, the tensile and tear strength of bamboo rayon and the cotton-blended fabrics increased, and the Berger whiteness of the fabrics did not significantly change after application of the binder.
Footnotes
Acknowledgement
The authors acknowledge the support of Yunus Textiles Mills Ltd. for processing the fabrics and the Archroma for giving the permission to carrying out the necessary experimental work. The research work was funded by the NED University of Engineering and Technology.