
Abstract
Satisfactory oil sorption properties and biodegradability of natural fibers have generated renewed interest in the development of oil sorbents for potential use in the cleanup and recovery of offshore oil spills. The objective of this study was to compare the oil sorption capacity of three different types of nonwoven substrates made with two distinctly different grades of greige (raw) cotton of low and high micronaire. These substrates included a needlepunched fabric, a hydroentangled fabric, and a bundle of only loose cotton fibers. The study showed that substrates made with low micronaire cotton exhibited a greater oil sorption capacity compared to those made with high micronaire cotton. The loose-fiber substrate had a greater oil sorption capacity compared to the other two types of substrates.
Introduction
Since British Petroleum's disastrous Gulf of Mexico oil spill in 2010, the need for environmentally-friendly techniques for cleanup of oil spills has grown. 1 The various oil spill incidents that occurred over the last three decades have resulted in significantly damaging impacts on the environment and ecosystem. 2 Among the various cleanup techniques available, the use of absorbent materials, such as fiber-based brooms and wipes, are considered effective and economical.3,4
Fiber-based nonwovens are a versatile technology and can be used on a commercial scale to develop multifunctional absorbent products. 5 Staple fiber-based nonwoven materials can be developed using a broad range of intermediary processes for fibrous web preparation—either the dry-laid technique (i.e., carding and air-laying processes) or the wet-laid technique, especially for processing very short fibers such as pulp. A fibrous web is usually bonded with a suitable fiber-bonding mechanism or agent to produce a nonwoven material for a certain specific end-use application.
The majority of work reported on nonwoven oil sorbents is focused on polypropylene fibers.6–8 Although polypropylene fiber-based sorbents continue to be used in the cleanup of offshore oil spills, the poor maximal oil sorption and biodegradability of polypropylene fibers are issues. This has renewed interest in development of oil sorbents using natural fibers that are more environmentally friendly and do not lead to any secondary environmental contamination.9–11Some natural fibers (e.g., cotton, wool, and silk) perform better than polypropylene fibers as oil sorbents.3,4
In our previous work, we reported that low micronaire cotton fiber in its raw (i.e., ginned, greige, or unprocessed) batt form can exhibit a motor oil sorption capacity of 50 g/g, which was greater than the sorption capacity for any other type of previously-reported cotton fibers. 12 However, in almost all reported work on cotton-based nonwovens as sorbents, the type of cotton used and its important characteristics were not described. Raw cotton fiber is oleophilic, as it is not scoured or bleached, and naturally hydrophobic due to presence of the fiber's native protective waxes on the fiber surface.3,13 Cotton characteristics must be delineated to properly understand its oil sorption efficiency.
Low micronaire cotton, due to its collapsed lumen, fine structure, low maturity, and/or greater surface wax content, absorbed more oil when compared to high micronaire (coarse and matured) cotton.12,14 Low micronaire greige cotton is a viable candidate for development of environmentally-sustainable oil sorbents. Since Choi et al. 13 and Radetic et al. 15 concluded that the needlepunching process reduced the fiber's oil sorption capacity, the effects of different forms of nonwoven fibrous assemblies or substrates made with low and high micronaire cotton were investigated and their oil sorption capacity determined. The present study was conducted to determine the oil absorbency capacity of low micronaire greige cotton in its three different forms or substrates. Additional investigations were also conducted using an environmental scanning electron microscopy (ESEM) to examine the structures of different test substrates and understand their effect on the oil sorption capacity.
Experimental
Nonwoven Cotton Substrate Preparation
Two bales of American Upland pre-cleaned greige (raw) cotton lint, one low micronaire (LMC) and one high micronaire (HMC), were selected for this study. 16 The fiber characteristics of each bale were determined by High Volume Instrumentation (HVI) 17 and Advanced Fiber Information System (AFIS) in Tables I and II, respectively. 18 The two cottons were comparable, except that they had different micronaire values.
HVI Properties of Selected Cottons
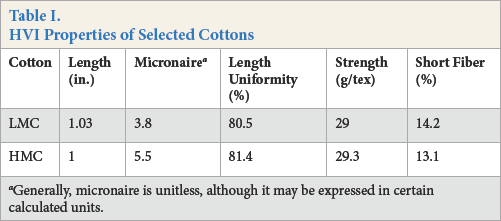
Generally, micronaire is unitless, although it may be expressed in certain calculated units.
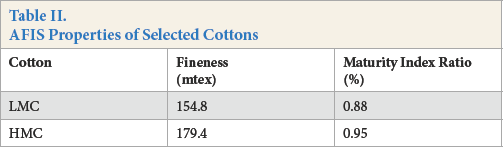
AFIS Properties of Selected Cottons
Fibers from each bale were separately and uniformly processed under mill-like conditions, using the USDA's commercial-grade fiber preparatory line (including hopper, step cleaner, and fine opener) and a chute-fed Crosrol Mark IV card, which delivered a fibrous web of ∼11–12 g/m2 density. 19
To produce a needlepunched (NP) substrate from each cotton, the card web, via a conveyor belt, was transported to a commercial cross-lapper which, in turn, fed the multi-lapped material to a double-board (one with a down stroke and the other with an up stroke of needles) NP machine for light needling. 20 Needling impact was attained using 3-barb, conical needles 21 that were 9-cm long (Foster needle, Part #5240150), with a penetration depth of 12 mm, 650 strokes/ min, and a fabric production speed of 2 m/min. Tree layers of the NP material were layered and needlepunched together to obtain a batting of suitable integrity.
To produce a hydroentangled (HE) nonwoven substrate (as oil sorbent), a lightly needlepunched material (with just enough structural coherence for handling) was subjected to the hydroentangling impacts of high water-pressure jets on a 1-meter wide Fleissner MiniJet 22 HE system at USDA SRRC-ARS. The HE system (Fig. 1) was equipped with one low water-pressure jet head (for thoroughly wetting out, and hence saturating and condensing, the feed material) and two high water-pressure jet heads for the actual hydroentangling of the fibers. The first high water-pressure head impacted on the top face/surface of the material, while the second head impacted the material on its bottom face. The low water-pressure jet head was set to inject the water at 40 bar, and both the high water-pressure heads were set at 125 bar. The fabric production speed was 5 m/min. The HE material was dried by gas-heated air in a meter-wide Fleissner drum dryer, and finally wound onto a tube to form a 50-m roll of nonwoven fabric on a Birch winder.
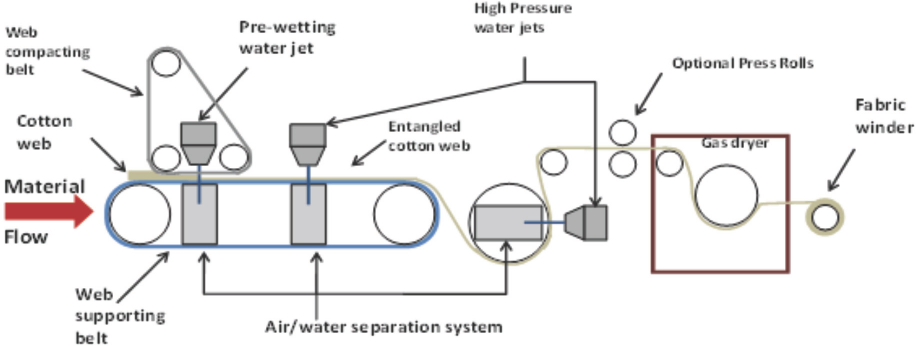
Schematic side view of a commercial-grade Fleissner HE System. (Optional press rolls, shown in the schematic, were not used in this study).
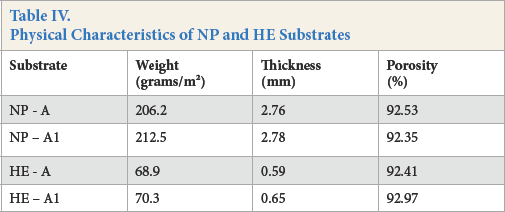
The third sorbent type prepared from each grade of cotton was made using a fibrous bundle of only loose fibers. The three different types of substrates made with each grade of cotton and with the maximum homogeneity possible are identified in Table III. Physical characteristics such as basis weight and thickness of the substrates were determined using ASTM D3776-8723 and D5729-97, 24 respectively. The total percentage porosity of the substrates (Table IV) was calculated using simple mathematical equations involving the apparent density and the bulk density of the substrate sample. 25 All samples were then conditioned at 21 ± 1 °C and 63 ± 2% relative humidity (RH) for 24 h prior to oil and water absorption testing. Representative pictures of non-woven and loose-fiber oil sorbents are shown in Fig. 2. The physical substrate characteristics are given in Table IV.
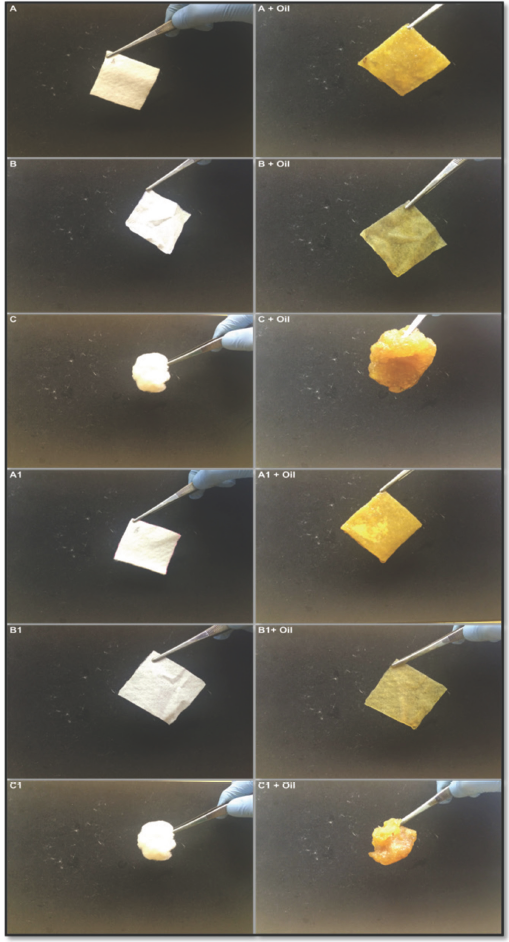
Representative nonwoven and loose-fiber oil sorbents.
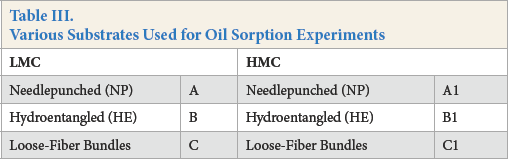
Various Substrates Used for Oil Sorption Experiments
Physical Characteristics of NP and HE Substrates
Oil Characteristics
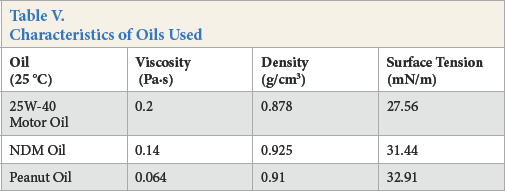
Tree different oils were used in the oil sorption evaluation of the various substrates. They were non-detergent motor (NDM) oil, 25W-40 motor oil, and peanut oil (Table V). A Kruss K-100 SF tensiometer (KRÜSS GmbH) was used to determine their surface tension and density and a Brookfield LV DV++ Pro viscometer (Brookfield AMETEK) was used to determine their viscosity.
Characteristics of Oils Used
Oil Sorption Capacity Testing
For maximum oil sorption capacity measurements, 1.5 L of the selected oil was poured into a rectangular Pyrex dish (25 × 20 × 7 cm). Each substrate (∼0.5 g) was weighed and the value recorded. The substrate was spread evenly, placed into a circular stainless steel wire mesh (2 mm2) basket, and then lowered into the Pyrex dish containing the oil such that the substrate was completely submerged in the liquid. After 15 min ± 20 s of immersion, the basket with the material was removed and was placed onto a suitable beaker to allow for draining of excess oil. A drain time of ∼10 min ± 3 s was required to remove the excess oil.
The oil sorption capacity was calculated using Eq. 1.

So is the initial dry sorbent weight (g), Sst is the weight of the sorbent at the end of the oil test (g), and Ss = (Sst – So) is the net oil sorbed (g).
To further assess the practical performance of the sor-bent, a few additional tests (i.e., sorbent water uptake capacity, long-term oil sorption capacity, and dynamic degradation analysis of the sorbent material) were performed according to ASTM F726-12 (Fig. 3). 26
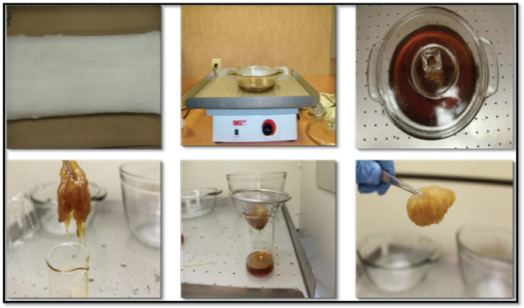
Experimental setup for oil sorption testing (Adapted with permission. Copyright 2014 American Chemical Society). 16
Scanning Electron Microscopy
To examine the structural morphology of the various substrates, scanning electron microscopy (SEM) micrographs of the various substrates were obtained using a Philips XL30 ESEM. Multiple SEM images at various magnifications were taken for all test samples.
Results and Discussion
Oil Sorption
The mean values of oil sorption capacities for different substrates (sorbents) are shown in Fig. 4 (for the LMC) and Fig. 5 (for the HMC). HE and NP processes using LMC caused the reduction of sorption capacity by 78.08% and 64.3%, respectively, based on the LMC loose fibrous substrate, when NDM oil was used (Fig. 4). Similarly, HE and NP processes using HMC caused the reduction of sorption capacity by 77.5% and 65.5%, respectively, based on the HMC loose fibrous substrate, when NDM oil was used (Fig. 5). The analyses of standard error values of the mean oil sorption capacity among the different substrates for each cotton grade were statistically significant.
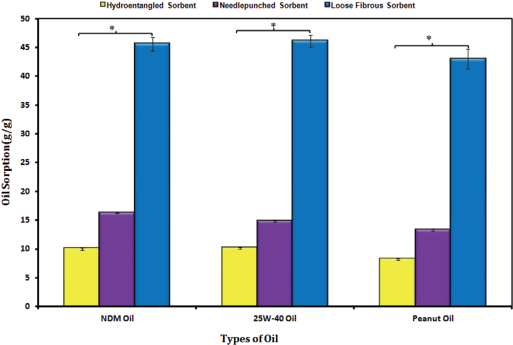
Comparison of oil sorption capacities by sorbent type for LMC. Statistical analysis was performed using one-way analysis of variance with Tukey post-test. (Cross bars represent standard error of means, n = 10, the region denoted by an asterisk (*) represent p < 0.05).
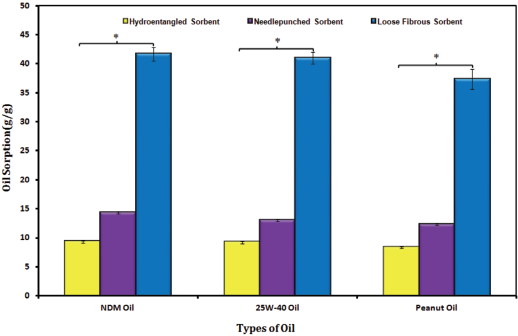
Comparison of oil sorption capacities by sorbent type for HMC. Statistical analysis was performed using one-way analysis of variance with Tukey post-test. (Cross bars represent standard error of means, n = 10, the region denoted by an asterisk (*) represent p < 0.05).
Although the interactions and effects of substrate structure and fiber characteristics on the substrate's oil sorption capacity were not within the scope of this study, they are now briefly discussed. As reported in our earlier studies and by previous researchers, the oil sorption phenomena in cotton are governed by a chain of mechanisms. First, the adsorption of oil on the fiber surface occurs, followed by intermolecular interactions between the carbon-hydrogen bond of oil and (greige) fiber wax, and finally, the oil gets diffused through capillary action via the hydrophilic cellular matrix of the fiber to its lumen.3,14 In the NP process, as the distance between the adjacent fibers is reduced and the structure of the resulting nonwoven fabric becomes more compact, the capillary interaction of oil between adjacent fibers in the nonwoven matrix is inhibited. Hence, the oil sorption capacity was reduced significantly when compared to the loose-fiber substrate. These observations corroborated with the findings reported by Radetic et al. 15 and Choi et al. 13
During the HE process, the high water pressure jets breaks the wax present on the fiber surface,27,28reducing the interaction between the hydrophobic surface and the hydrocarbons, which, in turn, results in lower oil sorption capacity.29,30
The HE substrates showed ∼35% less oil sorption compared to the NP substrates (Figs. 4 and 5). Interestingly, the removal of greige cotton's natural waxes during the HE process itself was responsible for its greater hydrophilic nature compared to the NP substrates. Needlepunching involves a mechanical bonding method and does not lead to any chemical changes in the substrate's constituent fibers. Additionally, the decrease of sorption due to hydroentanglement may also be due to the inhibition of oil diffusion through the interior of the fiber by partial destruction of the fiber's capillary network. The significant reduction in oil absorption capacity of the NP and HE nonwoven substrates compared to the loose-fiber substrate may also be explained by reduced fiber capillary action.9,13,14 These observations are also in agreement with those reported previously.3,15However, all but one LMC substrate showed greater oil sorption capacities compared to those of the HMC substrates.
Statistical analysis performed under an R environment (ANOVA, p-value < 0.05 at 95% confidence interval) confirmed a statistically significant difference in oil absorption capacity between the two different grades of cotton tested with the three test oils. Only the peanut oil sorption capacity for HE substrates C and C1 was found to be statistically not significant. For NP substrates (Fig. 6), A showed 13.5, 13.9, and 7.7% greater oil sorption capacities compared to A1 for NDM oil, 25W-40 oil, and peanut oil, respectively. Oil sorption capacities increased by 7% and 10.8% for HE LMC substrates compared to HE HMC substrates for NDM oil and 25W-40, respectively. Difference in oil sorption capacities of LMC and HMC substrates could be attributed to the peculiar characteristics of LMCs and HMCs. This was studied in detail and reported critically in our previous work.12,14 We reported a robust analysis using sophisticated techniques such as Brunauer–Emmett–Teller (BET) surface area testing and optical microscopy, which showed that low micronaire fibers are immature and finer, with a high specific surface area, than the relatively more mature and coarser high micronaire fibers. The LMC fibers showed a mean oil sorption capacity that was 10% greater than that the HMC fibers (Figs. 6–8). These findings corroborate with the results reported in our previous work.12,14
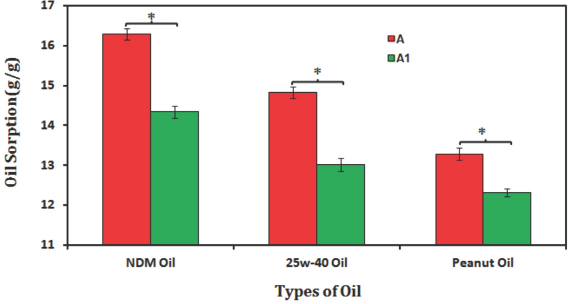
Oil sorption capacity of the NP substrates A and A1. Statistical analysis was performed using two-sample
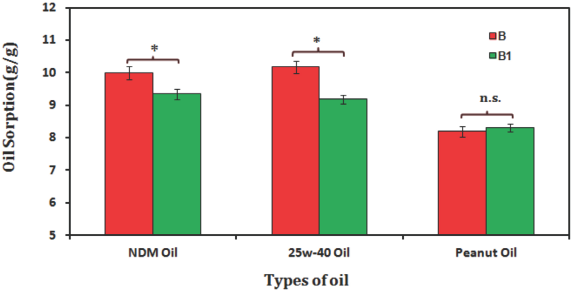
Oil sorption capacity of the HE substrates B and B1. Statistical analysis was performed using two-sample
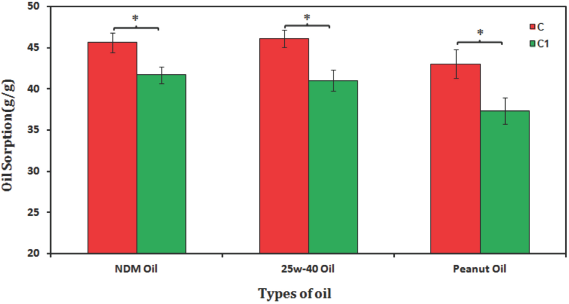
Oil sorption capacity of the loose-fiber substrates C and C1. Statistical analysis was performed using two-sample
Water Pickup Capacity
To warrant use of sorbent in a real-time oil spill cleanup scenario, it was important to determine the water pickup capacity for all oil sorbents used in this study. Using ASTM F726-12, 26 the water pickup test was performed, using both static and dynamic systems. Only the HE substrates, being hydrophilic in nature, showed significantly greater water pickup, compared to the other substrates tested (Figs. 9 and 10). For LMCs, water pickup values in the static system were 725, 65, and 28% for B, C, and A, respectively. Similarly, for HMCs, water pickup values of 776, 80, and 22% were calculated for B1, C1, and A1, respectively. The NP and loose-fibers substrates showed a minimal amount of water pickup in the static system compared to the HE substrates. However, in the dynamic system, water molecules are forced into the inter-fiber voids, especially in loose-fiber networks, and thus significantly greater water pickup capacity was seen for both LMC and HMC substrates in the dynamic system (Figs. 9–10).
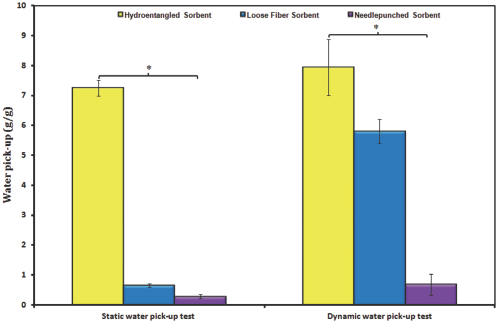
Average water pick-up (g/g) in the static assembly for the HE, N P, and loose-fiber substrates of LMC. Statistical analysis was performed using one-way analysis of variance with Tukey post-test. (Cross bars represent standard error of means, n = 3, the region denoted by an asterisk (*) represent p < 0.05).
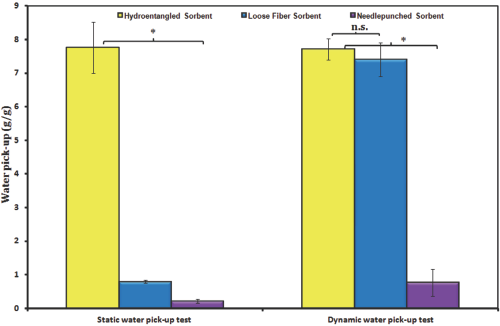
Average water pick-up (g/g) in the dynamic assembly for the HE, N P, and loose-fiber substrates of HMC. Statistical analysis was performed using one-way analysis of variance with Tukey post-test. (Cross bars represent standard error of means, n = 3, the region denoted by an asterisk (*) represent p < 0.05).
SEM
Fig. 11 shows the high-resolution SEM images of the three different types of substrates investigated as potential sorbents.
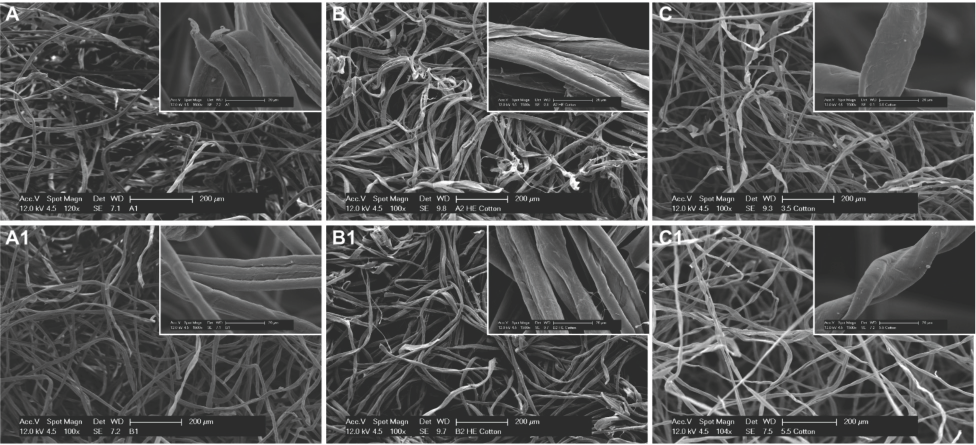
SEM (magnification 100×) and high resolution SEM (insets magnification of 1000×) of the various substrates.
The images revealed differences in structures of the various substrates. Fig. 12 shows structures of the NP LMC (A) and HMC (A1). It was evident from these micrographs that both these substrates, A and A1, appeared similar, if not totally alike, which should enable a fair comparison of their oil sorption evaluation. Fig. 13 shows the SEM images of the HE substrates, B and B1, which also appeared rather like each other. However, the surface of B1 (HMC) appeared to be smoother than that of B (LMC). This could possibly be attributed to any morphological changes occurring during the HE processes.27,28 Fig. 14 shows the SEM images taken under the high magnification for substrates C and C1. Here, in contrast, very distinct differences could be observed. Substrate C (LMC), compared to C1 (HMC), showed relatively fewer fibers with classical convolutions and a greater number of ribbon-like fibers. C, being an LMC, probably had less cellulose deposition compared to C1. 16
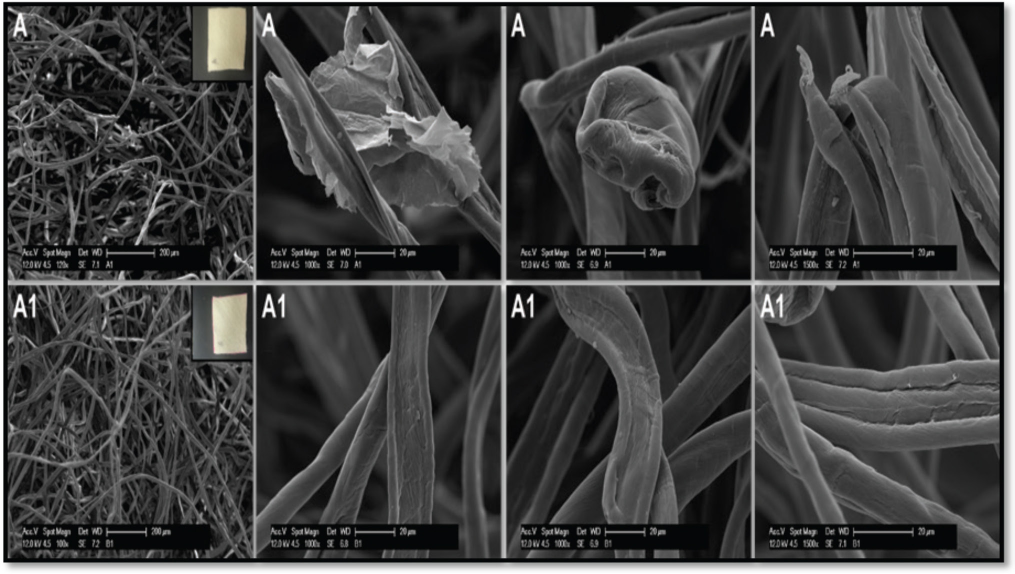
SEM images of NP substrates A and A1.
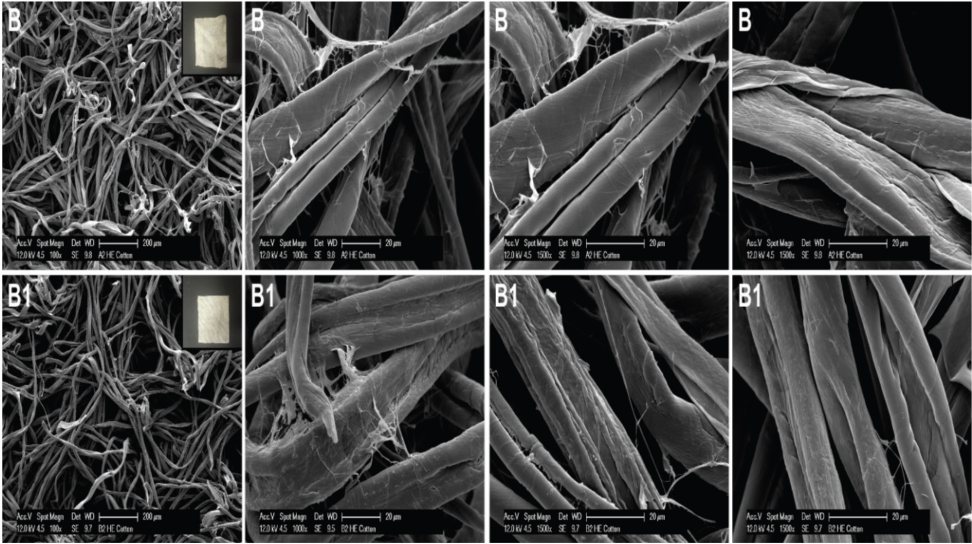
SEM images of HE substrates B and B1.
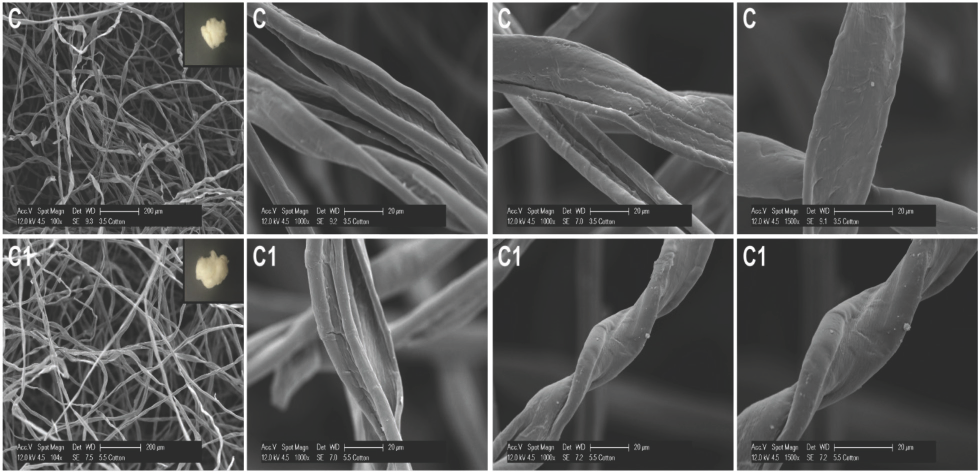
SEM images of loose-fiber substrates C and C1. These SEM images clearly show immature fibers (C: LMC) with fat ribbon-like structures and distinct convolutions in the case of mature fibers (C1: HMC).
Conclusions
This work explored new industrial applications for low micro-naire greige (raw) cotton that generally is discounted in price due to its relatively less-than-normal efficiency and value in traditional textile manufacturing. Therefore, a study was conducted to assess the comparative oil absorption capacities of various forms of substrates prepared from greige LMC and greige HMC of the same Upland variety, as potential sorbents.
Two nonwoven substrates were made from greige low micronaire cotton (LMC) and greige high micronaire cotton (HMC) using commercial-grade needlepunching (NP) and hydroentangling (HE) systems, and a third version was made with loose-fiber bundles. The loose-fiber substrates gave the greatest oil sorption capacity, when compared to the NP and HE substrates. Furthermore, the LMC substrates always gave greater oil sorption capacities than the HMC equivalents, emphasizing the significant effect of fiber micro-naire on oil sorption capacity. SEM images of the various substrates were also studied to understand their structural morphologies and their possible effect on oil sorption capacity. However, we were unable to precisely determine the effects of the structures of these various substrates by SEM. It was evident that both needlepunching and hydroen-tanglement compacted the structure, inhibiting oil diffusion, which, in turn, led to reduced oil sorption capacity, when compared with the open loose-fiber substrates.
Overall, the study showed that the greige LMC fiber, because of its enhanced surface area, higher wax content, and unique morphology, absorbed more oil than the greige HMC in all three substrate forms investigated. Regarding fiber characteristics, the methodology of substrate production, and the substrate structure—since the substrates of each greige cotton type (LMC and HMC) were produced under similar procedures and identical conditions of the selected production methodology—it appears that the underlying key variable in oil sorption capacity was the cotton micronaire.
Footnotes
Acknowledgments
This work was supported by the Texas State Support Program of Cotton Incorporated (Grant Nos. TX 08-307 and TX 12-119), and by the Agricultural Research Service (ARS) of the US Department of Agriculture (USDA, under the In-House CRIS Project No. 6435-41000-094-00D). Seshadri Ramkumar acknowledges The