
Abstract
The development of nanocellulose has attracted significant interest in the last few decades due to its unique and potentially useful features. Novel nanocelluloses boost the strongly expanding field of sustainable materials and nanocomposites. Their potential areas of application include reinforcing agents in nanocomposites, paper, biodegradable films, barriers for packaging, stabilizing agents in dispersions for technical films and membranes, additives in food, texturing agents in cosmetics, and medical devices such as wound dressings and bioactive implants. This review organizes current knowledge on the isolation of microfibrillated and nanofibrillated cellulose from plant sources. Details of the extraction of fibrils from cellulose are reviewed. In addition, the terms cellulose “microfiber” and cellulose “nanofiber” are formally defined and distinguished.
Introduction
Polymer nanocomposites have been a subject of increasing interest in recent years because of their significantly enhanced mechanical properties and thermal stability versus neat polymers or conventional polymer composites. 1 Nano-scale cellulose fiber materials serve as promising candidates for bio-nanocomposite production due to their abundance, high strength and stiffness, low weight, and biodegradability. 2 Isolation, characterization, and search for applications of novel forms of cellulose—variously termed crystallites, nanocrystals, whiskers, nanofibrils, and nanofibers—are currently generating much activity.
Isolated cellulosic materials with one dimension in the nanometer range are referred to generically as nanocelluloses. In a unique manner, these nanocelluloses combine important cellulose properties such as hydrophilicity, broad chemical-modification capacity, and the formation of versatile semicrystalline fiber morphologies. These morphologies have the specific features of nanoscale materials due to their very large surface area. Cellulose fibrils with widths in the nanometer range are nature-based materials with unique and potentially useful features. Most importantly, these novel nanocelluloses allow new uses of natural cellulose polymers in the expanding fields of nanocomposites and sustainable materials. Nanocelluloses have high surface areas resulting in powerful interactions with surrounding species, such as water, organic and polymeric compounds, nanoparticles, and living cells. 3
So far, a number of automotive components, appliances, and packaging products are now being manufactured using thermoplastic and thermoset natural fiber composites. 4 Application of cellulose nanofibers in polymer reinforcement is a relatively new research field, although there is growing publication activity. The separation of plant fibers into smaller elementary constituents has typically been a challenging process with high energy demands, thereby limiting cellulose nanofiber application development. More recently, there was a focus on energy-efficient production methods, whereby fibers are pretreated by various physical, chemical, and enzymatic methods to decrease energy consumption. Dufresne, Klemm, Siro, Habibi and Azizi Samir have written excellent general reviews on the entire field—from nanocellulose preparation and modification to application in composites.2,3,5–7 This review specifically covers various approaches to the preparation of nanocellulosic materials from plant sources. The focus is on the extraction and investigation of microfibrillated cellulose (MFC) and nanocrystalline cellulose (NCC) in particular.
Classification
A classification of nanocellulose material is given in Table I. Nanocellulose nomenclature has not been used in a completely uniform manner in the past. Klemm et al. 3 have used the terms MFC, NCC, and BNC, the latter standing for bacterial nanocellulose. According to them “the name microfibrillated cellulose (MFC) was coined by the original investigators and is widely used in the scientific and commercial literature, whereas NCC and BNC seem simple and descriptive. Maybe, over time, the nomenclature ‘nanofbrillated cellulose’ will prevail, and the nanocellulose terminology will become more consistent.”
The Family of Nanocellulose Materials a
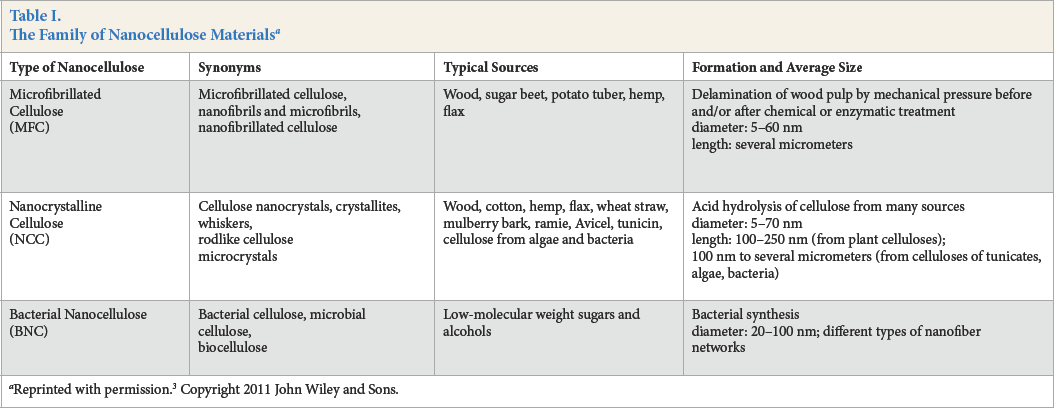
Reprinted with permission. 3 Copyright 2011 John Wiley and Sons.
Nanocellulose
A cellulose fiber consists of bundles of single cellulose fibers, which have diameters of 25–30 μm. This single cellulose fiber is made up of bundles of microfibers, which have diameters of 0.1–1 μm. Nanofibers, which have a diameter in the range of 10–70 nm and lengths of thousands of nanometers, are the constituent of microfibers. 8 The cellulose microfiber has been defined as a fiber consisting of continuous cellulose chains with negligible lignin and hemicelluloses content and having a diameter of 0.1–1 μm, with a minimum corresponding length of 2–20 μm. 9 Traditionally, cellulose nanofiber has been defined as purely crystalline cellulose chains having diameters within the range of 5 to 40 nm with lengths of a few microns. 10
Sources
Wood
Mechanical extraction of nanofibers from wood dates back to the 1980s, when researchers produced MFC from wood pulp using cyclic mechanical treatment in a high-pressure homogenizer. The homogenization process resulted in disintegration of the wood pulp and a material in which the fibers were opened into their sub-structural microfibrils. The resulting MFC gels consisted of strongly entangled and disordered networks of cellulose nanofiber. Bleached kraft pulp has often been used as the starting material for research on MFC production. 2
Agricultural Crops and By-Products
Wood is certainly the most important industrial source of cellulosic fibers. Nevertheless, competition from different sectors, such as the building products, furniture industries, and the pulp and paper industry, as well as the combustion of wood for energy, makes it challenging to supply all users with the quantities of wood needed at reasonable cost. As a result, fibers from crops such as fax, hemp, sisal, and others, especially from by-products of these different plants, are likely to become of increasing interest. Other possible examples of agricultural by-products which might be used to derive nanocellulose include those obtained from the cultivation of corn, wheat, rice, sorghum, barley, sugar cane, pineapple, bananas, and coconut crops. Today, these agricultural by-products are either burned or used for low-value products such as animal feed or in biofuel production. Because of their renewability, crop residues can be valuable sources of natural nanofibers. 2
Bacterial Cellulose
In addition to its plant origins, cellulose fibers are also secreted as extracellular structures by certain bacteria belonging to the genera Acetobacter, Agrobacterium, Alcaligenes, Pseudomonas, Rhizobium, or Sarcina. The most efficient producer of bacterial cellulose is Acetobacter xylinum (or Gluconacetobacter xylinus), a Gram-negative strain of acetic acid producing bacteria. 3
Microfibrillated Cellulose (MFC)
MFC production by fibrillation of cellulose fibers into nano-scale elements requires intensive mechanical treatment. However, depending upon the raw material and the degree of processing, chemical treatments may be applied prior to mechanical fibrillation. These chemical processes are aimed to produce purified cellulose, such as bleached cellulose pulp, which can then be further processed. There are also examples with reduced energy demand in which the isolation of cellulose microfibrils involves enzymatic pre-treatment followed by mechanical treatments. 11
Forcing wood-based cellulose fiber suspensions through mechanical devices, such as high-pressure homogenizers, produces microfibrillated cellulose (MFC). Mechanical treatment delaminates fibers and liberates microfibrils that are ∼20 nm wide. Pulp is produced from wood by chemical treatment. By using a mixture of sodium hydroxide and sodium sulfide, so-called kraft pulp (almost pure cellulose fibers) is obtained. Pulping with salts of sulfurous acid leads to cellulose named sulfite pulp, which contains more by-products in the cellulose fibers.
The major impediment for commercial success has been the very high energy consumption amounting to over 25,000 kWh per ton in the production of MFC as a result of the required multiple passes through homogenizers. 12 Saito et al. 13 have proposed a new process to obtain MFC based on the TEMPO (2,2,6,6-tetramethylpiperidine-1-oxyl) radical reaction and strong mixing. In their study, individualized MFC was obtained by TEMPO-mediated oxidation at room temperature and stirring at 500 rpm. At pH 10, optimal conditions were reached giving cellulose nanofibers of 3–4 nm in width and a few microns in length. 5
Nanocrystalline Cellulose (NCC)
NCC is the term often used for cellulose nanocrystals prepared from natural cellulose by acid hydrolysis. The nanocrystals formed from wood pulp are shorter and thinner than the MFC. Also known as whiskers, they consist of rodlike cellulose crystals with widths and lengths of 5–70 nm and between 100 nm and several micrometers, respectively.
The function of the mineral acid hydrolysis is to generate cellulose nanocrystals by the liberation of crystalline regions of the semicrystalline cellulosic fibers. This chemical process starts with the removal of polysaccharides bound at the fibril surface and is followed by the cleavage and destruction of the more readily accessible amorphous regions to liberate rodlike crystalline cellulose sections. When the appropriate level of glucose-chain depolymerization has been reached, the acidic mixture is diluted and the residual acids and impurities are fully removed by repeated centrifugation and extensive dialysis. 3 The structure, properties, and phase-separation behavior of cellulose-nanocrystal suspensions are strongly dependent on the type of mineral acid and its concentration, the hydrolysis temperature and time, and the intensity of ultrasonic irradiation used. 14 Cellulose sources are variable, and their degree of crystallinity strongly influences the dimensions of the liberated crystals. Cellulose nanocrystals show some dispersibility in aqueous-based mixtures and in organic solvents with high dielectric constants, such as dimethyl sulfoxide (DMSO) and ethylene glycol, but tend to aggregate in highly hydrophobic solutions. Azizi Samir et al. 15 freeze-dried NCC samples and redispersed them by sonication in N,N-dimethylformamide (DMF).
Transmission electron microscopic (TEM) images of NCCs are shown in Fig. 1.16–21
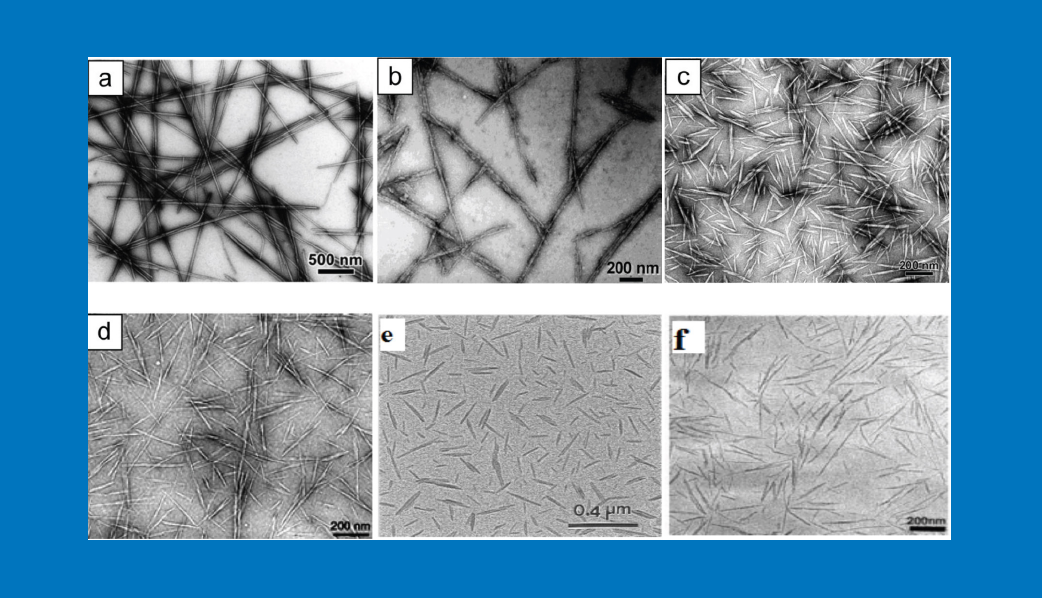
TEM images of dried dispersion of cellulose nanocrystals derived from (a) tunicate (Reprinted with permission. 16 Copyright 2008 American Chemical Society), (b) bacterial (Reprinted with permission. 17 Copyright 2004 American Chemical Society), (c) ramie (Reproduced 18 by permission of The Royal Society of Chemistry), (d) sisal (Reprinted with permission. 19 Copyright 2006 Springer), (e) cotton (Reprinted with permission. 20 Copyright 1996 American Chemical Society), and (f) sugar beet (Reprinted with permission. 21 Copyright 2004 American Chemical Society).
Bacterial Nanocellulose (BNC)
Cellulose biosynthesis takes place not only in plants, but also in bacteria such as Acetobacter, Acanthamoeba, and Achromobacter spp., algae such as Valonia, Chaetamorpha spp., and fungi. By selecting the substrates, cultivation conditions, various additives, and finally the bacterial strain, it is possible to control the molar mass, the molar mass distribution, and the supramolecular structure. Thus, it is possible to control important cellulose properties, and also the course of biosynthesis (e.g., kinetics, yield, and other metabolic products).
Materials also known as bacterial cellulose, microbial cellulose, or bio-cellulose are formed by aerobic bacteria, such as acetic acid bacteria of the genus Gluconacetobacter, as a pure component of their biofilms. These bacteria are widespread in nature where the fermentation of sugars and plant carbohydrates takes place. In contrast to MFC and NCC materials isolated from cellulose sources, BNC is formed as a polymer and nanomaterial by biotechnological assembly processes from low-molecular-weight carbon sources, such as D-glucose. Although identical to cellulose of plant origin in terms of molecular formula, bacterial cellulose is quite different. The degree of polymerization (DP) is very high, with DP values of 2000–8000. Crystallinity is also high, with values of 60%–90%. Bacterial cellulose is characterized by its high purity (with no accompanying substances like hemicelluloses, lignin, or pectin) and by an extremely high water content of 90% or greater. 22
In contrast to existing methods for obtaining nanocellulose through mechanical or chemo-mechanical processes, BNC is produced by bacteria through cellulose biosynthesis and the building up of microfibril bundles. 23 Bacterial cellulose biosynthesis from low-molecular weight sugars or other carbon sources via uridine diphosphate glucose has been elucidated in detail. The formed cellulose chains are excreted into the aqueous culture medium as fibers with diameters in the nanometer range. Further approaches include the continuous harvesting of cellulosic filaments, pulps, and fibers. Other examples are the linear conveyor reactor and the rotary disk reactor, developed by Bungay and Serafica. 24 These approaches lead to rather non-uniform BNC material owing to the bundling and aggregation of thin layers or filaments. 25
Cellulose Nanofiber Isolation
Cellulose nanofibers in the cell wall impart the high tensile strength of plant fibers. It is essential to extract them from the cell wall to physically measure the properties of the nanoscopic fibrous component, which may risk substantive chemical or mechanical damage. Ten, analysis of these isolated nanofibers for their reinforcing potential in composite manufacturing can be performed.
Chemical Treatment
Cellulose nanocrystals are generated by the liberation of crystalline regions of the semicrystalline cellulosic fibers by hydrolysis with mineral acids. This chemical process starts with the removal of polysaccharides bound at the fibril surface and is followed by cleavage and destruction of the more readily accessible amorphous regions to liberate rodlike crystalline cellulose sections. 3 To facilitate crystalline region liberation, several pre- treatments are extensively used for the removal of everything other than cellulose, such as hemicelluloses, lignin, fat, wax, and pectins surrounding the cellulose structure.
Alkali Pretreatment
Alkali pretreatment removes a certain amount of lignin, wax, and oils covering the external surface of the fiber cell wall. This treatment disrupts the lignin structure and helps to separate the structural linkages between lignin and carbo-hydrates.26–29 Sodium hydroxide (17%–18%) is used for that purpose—a very similar treatment to cotton mercerization. Purification by mild alkali treatment results in the solubilization of lignin and remaining pectins and hemicelluloses. Alkali extraction needs to be carefully controlled to avoid undesirable cellulose degradation and to ensure that hydrolysis occurs only at the fiber surface so that intact nanofibers can be extracted.26,30
Oxidative Pre-Treatment
Application of TEMPO radicals as an oxidative pretreatment before mechanical treatment was primarily introduced by Isogai et al. 13 Solving the aggregation problem arising from the presence of native cellulose -OH groups, TEMPO-mediated oxidation is a promising surface modification method by which carboxylate and aldehyde functional groups can be introduced into solid native celluloses under aqueous and mild conditions.31,32 Oxidation occurred only at the surface of the microfibrils, which became negatively charged. This negative charge resulted in repulsion of the nanofibers, thus easing fibrillation.
Enzymatic Pre-Treatment
In nature, cellulose is not degraded by a single enzyme, but by a set of cellulases. These can be categorized as A- and B- type cellulases, termed cellobiohydrolases, and C- and D-type cellulases, or endoglucanases. Cellobiohydrolases can attack highly crystalline cellulose, whereas endoglucanases generally require some disorder in the structure to degrade cellulose. Cellobiohydrolases and endoglucanases show strong synergistic effects to facilitate MFC disintegration. The MFC produced from enzymatically pretreated cellulosic wood fibers showed a more favorable structure, having a higher average molar mass and a larger aspect ratio, than nanofibers produced by subjecting pulp fiber to strong acid hydrolysis. 11
Acid Hydrolysis
Treatment of cellulosic, starch, or hemicellulosic materials using acid solutions to break down the polysaccharides to simple sugars is known as acid hydrolysis. Lignocellulosic fibers such as fax contain 20% to 40% hemicelluloses, which are heteropolysaccharides consisting mainly of pentoses and hexoses. Acid hydrolysis can yield these sugars as monomers. Being more amorphous compared to cellulose, hemicelluloses are more prone to oxidation and degradation reactions. Hydrolysis of glycosidic bonds is possible in both acid and alkaline medium, but much faster hydrolysis occurs at lower pH. Hydrochloric and sulfuric acid are two choices for acid hydrolysis to produce nanocrystals. Hydrochloric acid gives almost neutral nanocrystals with limited dispersibility in water whereas sulfuric acid gives more stable product over a wide range of pH values. 33 Reaction time is an important parameter to be considered during hydrolysis (e.g., long reaction time results in complete digestion of cellulosic hemp fiber). Insufficiently short reaction times will only yield large un-dispersible fibers and aggregates.
Mechanical Treatment
A purely mechanical process can also produce refined, fine fibrils several micrometers long and between 50 to 1000 nm in diameter. Hepworth and Bruce suggested that nanofibers, even without their extraction from the cell wall, could be used for their reinforcing ability. In their work, fragments of cell wall are extracted from vegetable parenchyma tissue and pressed with PVA to form a composite sheet. 34 As compared to purely mechanical methods, cellulose nanofibers from primary and secondary cell walls can be extracted by mechanical treatments followed by chemical treatments (chemo-mechanical treatments) without degrading the cellulose. A chemo-mechanical process can yield even finer fibrils of cellulose with diameters ranging between 5 to 50 nm. The main objective of natural fiber chemical treatments is the selective removal of non-cellulosic compounds.
Purely mechanical methods include the following techniques.
Refining and High-Pressure Homogenization
MFC is now available as a commercial product from various companies and other organizations (e.g., Daicel, Japan; Rettenmaier, Germany; or Innventia AB, Sweden). 2 MFC manufacturing is now generally based on mechanical treatment consisting of refining and high-pressure homogenizing process steps. The dilute fiber suspension is forced through a gap between rotor and stator disks by using a disk refiner. These disks have surfaces fitted with bars and grooves against which the fibers are subjected to repeated cyclic stresses. This mechanical treatment brings about irreversible changes in the fibers, increasing their bonding potential by modification of their morphology and size. 23
Grinding
Some researchers have attempted to use modified commercial grinders with specially designed disks to fibrillate cellulose fibers. In such equipment, the cellulose slurry is passed between a static grind stone and a rotating grind stone revolving at a speed of about 1500 rpm. The fibrillation mechanism of grinder treatment results from shearing forces generated by the grinding stones. This brakes down the cell wall structure consisting of nanofibers in a multi-layered structure and hydrogen bonds. As a result, nanosized fibers are individualized from the pulp. 2
Cryocrushing
Cryocrushing is a method for producing nanofibers in which fibers are frozen using liquid nitrogen followed by the application of high shear forces. 35 The objective of cryocrushing is to form ice crystals within the cell wall. When high impact forces are applied to the frozen fibers, ice crystals inside the fibers exert pressure on the cell walls, causing them to rupture and thereby liberating microfibrils. 26 Bhatnagar and Sain 30 obtained nanofibers with an estimated diameter of 5–80 nm by applying cryocrushing of chemically treated fax, hemp, and rutabaga fibers. The cryocrushed fibers may then be dispersed uniformly into a water suspension using a disintegrator before high-pressure fibrillation. Cryocrushing combined with a high-pressure fibrillation process was used also by Wang and Sain26,27for isolation of nanofibers with diameters in the range of 50–100 nm from soybean stock.
Sonication
Ultrasound is a part of the sound spectrum in the range of 20 KHz to 10 MHz generated by a transducer that converts mechanical or electrical energy into high-frequency acoustical energy. High-intensity ultrasonication (HIUS) waves can produce a very strong mechanical oscillating power due to cavitation, which is a physical phenomenon that includes the formation, expansion, and implosion of microscopic gas bubbles when the molecules in a liquid absorb ultrasonic energy. Within the cavitation bubble and the immediate surrounding area, violent shock waves are produced, resulting in temperatures up to 5000 °C and pressures of greater than 500 atm at implosion sites. Ultrasonic radiation is hence used in many processes, including emulsification, catalysis, homogenization, disaggregation, scission, and dispersion. 36 Isolation of fibrils from several cellulose resources (e.g., regenerated cellulose fiber, pure cellulose fiber, MCC, and pulp fiber) can be performed using HIUS energy in a bath process. A mixture of microscale and nanoscale fibrils can be obtained. The temperature of the fiber suspension increased at a faster rate when the power was higher—the higher the power, the better the fibrillation. The temperature of the water suspension could reach up to 91 °C without water cooling. The higher the temperature, the better the cellulose fibrillation, whereas the longer the raw fiber, the lower the fibrillation. The cellulose concentration of the suspension depends on the dimensions of the cellulose fiber, resulting in lower concentrations when the fiber was longer. A larger distance from the HIUS probe tip to the beaker bottom was not beneficial to fibrillation. 37 Fig. 2 summarizes nanocellulose production mechanisms. 38
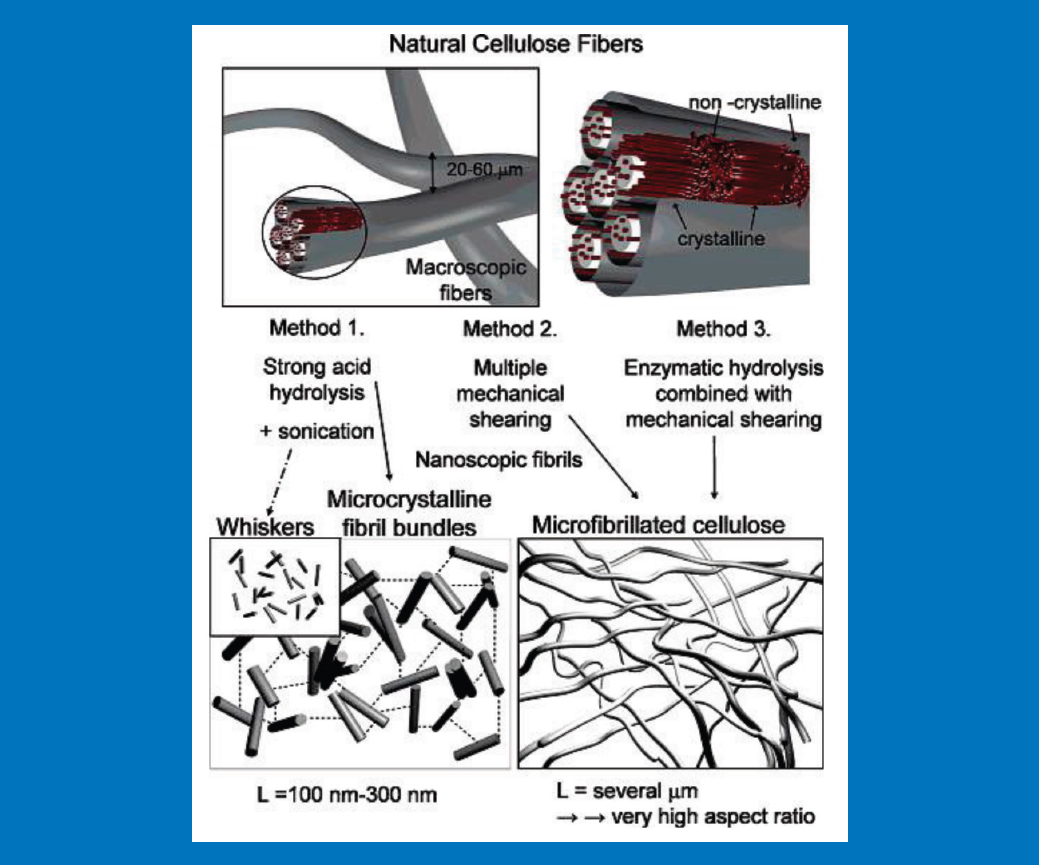
Methods of production of nanocelluloses from macroscopic cellulose fibers (Reprinted with permission. 38 Copyright 2007 American Chemical Society).
Conclusion
Growing research efforts have recently been reported regarding the formation and use of nanocelluloses, particularly in the last seven years. It was confirmed that MFC, which exhibits gel-like properties, can be obtained by a purely mechanical process such as high-pressure homogenizer. A second type of nanocellulose with much smaller dimensions, NCC, requires chemical treatment such as acid hydrolysis to remove amorphous section of partially crystalline cellulose. NCC shows liquid crystalline properties. Another nanocellulose variant, BNC, unlike the previous two categories, is prepared from low molecular weight resources, such as sugar, with the help of acetic acid bacteria of the genus Gluconacetobacter. The shape, structure of the nanofiber network, and composite formation can be controlled by in situ bio-fabrication of BNC.
The rapidly advancing state of knowledge in all three categories of the nanocellulose family, especially NCC, makes a review focusing on preparation imperative. The potential of NCC research and development is very high. Scaling up production and standardization are necessary. The establishment of new pilot processes, further research and development, and development of large-scale technical products clearly suggest that the impressive rate of development in the nanocellulose field will continue in the future.