
Abstract
In this study, fabric materials used in thermal protective clothing (TPC) were characterized under hot water and pressurized steam exposures. Some selected TPC were tested using a newly developed full-scale hot-water spray manikin test. Thermal energy transmission through fabric materials and clothing was investigated. A layered fabric system comprised of a moisture barrier in the outer layer immediately stopped mass transfer and showed high performance. Fabric properties such as air permeability, thickness, clothing size, and size of the air gap between wearers’ bodies and clothing did affect the performance by controlling heat and mass transfer through fabrics. An air-impermeable thick fabric system demonstrated higher performance than an air-permeable thin fabric system. The relationship between fabric materials’ properties, clothing features, and clothing protective performance was summarized.
Introduction
The National Fire Protection Association (NFPA) reported that 1,389,500 fire incidents occurred across the US in 2011. 1 These fire incidents resulted in a total of 3,005 civilian deaths, 17,500 reported injuries, and US$11.7 billion loss of capital. Human costs in terms of firefighter deaths and injuries were also high. NFPA fire statistics confirmed a death toll of 61 firefighters and injuries to 70,090 firefighters in various fire incidents across the US in 2011.2,3 When working in fire hazard situations, firefighters suffered 30 deaths and 30,505 scald/burn injuries. As protective clothing is the only barrier between firefighters and fire hazards, the majority of deaths and scald/burn injuries resulted from inadequate clothing performance.4,5 Thermal protective clothing (TPC) performance depends on the effectiveness of the clothing in limiting the risk of hazardous thermal exposures to firefighters.6,7
To scientifically analyze the performance of TPC, various hazardous thermal exposures faced by on-duty clothed firefighters were extensively investigated.8,9 It was established that water used to extinguish fires may become hot over time and come in contact with firefighters. It was also observed that pipelines of hot water and pressurized steam may burst in a structural fire hazard; consequently, this hot water and pressurized steam release can pose a great threat to firefighters. Hot water and pressurized steam exposure may not always be a major issue; however, it could happen in some oil, gas, and chemical industries. The threat of hot water and pressurized steam release are two important hazardous thermal exposures faced by firefighters. During these exposures, hot water and/or pressurized steam may transfer through firefighters’ TPC and can result in scald/burn injuries on their bodies.4,9,10
Many researchers analyzed the performance of fabric materials commonly used in TPC using laboratory simulated bench-scale hot-water splash and pressurized steam tests.9–12In the hot-water splash test, fabric materials were exposed to a continuous hot-water jet for a certain duration to measure performance in terms of time required to generate a 2nd degree burn on wearers’ bodies. In the pressurized steam test, fabric materials were exposed to a pressurized steam jet to evaluate performance in terms of 2nd degree burn time. From these studies, it was found that air permeability of the fabric materials was a crucial factor affecting performance under both hot-water splash and pressurized steam conditions.9,11,12 Moreover, it was revealed that weight, thickness, and surface properties of the fabric materials were important factors affecting the performance, especially under pressurized steam conditions.11,12
Many bench-scale tests were performed to evaluate fabric protective performance. These tests were a convenient, precise, and inexpensive means for evaluating performances. 13 However, tests were limited with respect to the configuration of thermal exposure and the simulation of hazards. These bench-scale tests focused on only fabric materials and did not provide accurate information on spatial effects (i.e., microclimate or air gap between the human body and clothing), which is an important factor in predicting clothing performance.14,15 This infers that the effects of garment design and construction on TPC performance have not been fully studied. Considering this gap in existing studies, Lu et al. recently analyzed clothing performance using a full-scale hot-water spray manikin test. 16 In this test, hot water was sprayed from a distance on an instrumented, clothed manikin for certain duration; in this duration, 2nd degree burn percentages on the manikin were evaluated as clothing performance. These results indicated that clothing features (e.g., closures, ft, and design) had a strong impact on performance.
Although previous researchers carried out extensive work to analyze the performance of TPC, they either focused on bench-scale hot-water splash tests, pressurized steam tests, or full-scale hot-water spray manikin tests.9–12,16 Currently, no systematic study has been conducted to characterize TPC using all three of these test methods. Hence, the knowledge on overall performance of TPC is fragmented and limited. A holistic knowledge on the performance is necessary to design high-performance TPC that can provide complete protection from hot-water splash, pressurized steam, and hot-water spray. There is also a need to scientifically design the test methods to accurately and repeatedly evaluate performance under these specific thermal exposures.
This study provides fundamental understanding of clothing performance against thermal exposures, namely hot-water splash, pressurized steam, and hot-water spray, by exploring the relevant mechanism of heat and mass transfer associated with both fabric materials and garments. This study further explores the methodologies for performance evaluation under these laboratory-simulated thermal exposures. Fabric materials currently being used in TPC were characterized under hot-water splash and pressurized steam using the bench-scale tests. Furthermore, the full-scale hot-water spray manikin test was conducted to characterize the TPC. Thermal energy transmission through the fabric materials and clothing was investigated to identify factors affecting the overall performance of TPC. Overall, this study will advance the theory of textile and material science by developing a better understanding of heat and mass transfer through fabrics and clothing.
Experimental Details
Fabric and Clothing Selection
Multilayer fabric systems (shell fabrics, moisture barriers, and thermal liners) are generally used in TPC. In this study, different fire-resistant shell fabrics, moisture barriers, and thermal liners (Fabrics A-F) were selected based on their constructional features: fiber content, weave structure, and thickness (Table I). These fabrics were commercially available and commonly used in TPC. By assembling these fabrics, various fabric systems (single-, double-, and triple-layered) were configured. These configured fabric systems are shown in Table II. Although all these configured fabric systems may not be suitable in actual clothing, these different configurations were critical to fulfil the characterization purpose of this study.
Constructional Features of the Selected Fabric Types
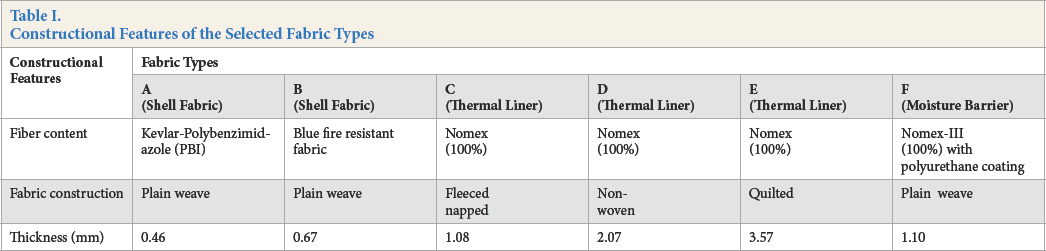
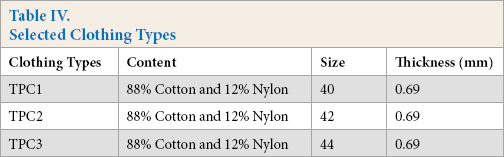
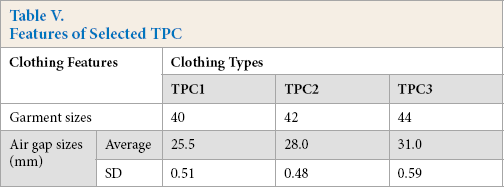
According to Table II, it is evident that shell fabric B was not included in making of a range of assembled fabric systems. This is because B was a fully air-impermeable fabric that can make the whole assembled fabric system air-impermeable. As TPC can be either air-permeable or air-impermeable, this study did not use shell fabric B in making the assembled fabric systems. By considering both air-permeable and air-impermeable fabric systems, findings from this study can be better appreciated. Furthermore, AF (or AFD) and FA (or FAD) fabric systems shown in Table II had the same physical properties; however, the placement of the moisture barrier was different in these fabric systems. As the placement of moisture barrier can significantly influence the thermal protective performances of fabric systems depending upon the thermal exposures, both AF and FA fabric systems were constructed for the study. Thickness and air permeability of the configured fabric systems were measured using American Society for Testing Materials (ASTM) standards D1776-96 (under 1 kPa pressure) and D737-04, respectively (Table III). Furthermore, three different sizes of single layered fire-retardant finished clothing (TPC1-TPC3) using 88% cotton/12% nylon based fabric were selected (Table IV) because these clothes are commercially available and widely used as TPC. The thickness of the fabric used in these clothes was measured in accordance with ASTM D1777-96 under pressure of 1 kPa (Table IV). As these clothes had different sizes, they possessed different levels of ft (close-fitting, fitted, and loose-fitting) on a standard size manikin; eventually, they comprised different air gap sizes between the manikin and clothing (microclimate).
Assembled Fabric Systems a
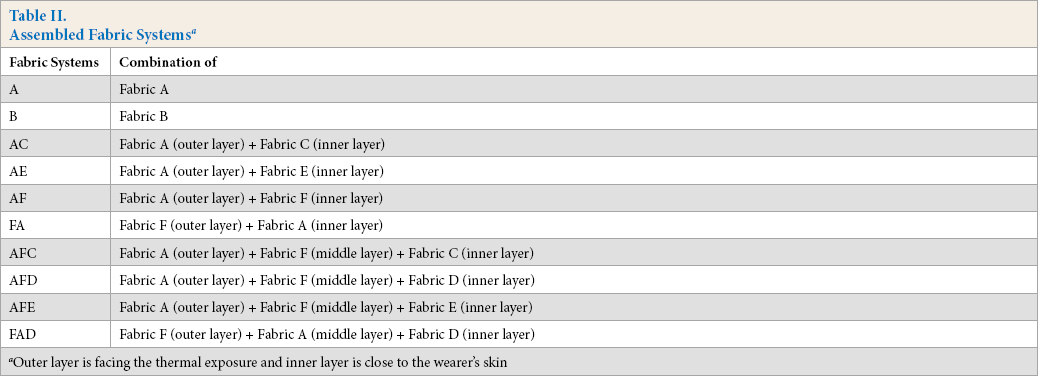
Outer layer is facing the thermal exposure and inner layer is close to the wearer's skin
Physical Properties of the Configured Fabric Systems

Selected Clothing Types
Air Gap Size Determination
To measure air gap sizes of a particular selected garment, a non-contact optical VITUS Smart 3D whole-body laser scanner (Human Solutions) was used. This scanner is capable of rapidly generating a 360° surface geometry of a manikin. In this study, a 40-size fiber glass and resin based manikin was selected; this manikin had a non-movable head and legs along with forward and backward rotating arms. A horizontal laser line was projected onto the manikin (from the scanning heads surrounding the manikin). This laser line was moved from the bottom to the top of the manikin with a constant velocity. The laser light reflected back from the manikin was captured by cameras located in the vertically movable (along the length of the manikin's scanning volume) scanning heads. Computer software used the displacement of the light pattern to calculate the distance from the manikin to the camera; this calculated data was further inverted to produce a 3-D form. The different camera views were then patched together to create a single image. The scanned object formed by point cloud data and x, y, z coordinates could be rotated, resized, and sliced. The VITUS scanner was connected to a computer equipped with Scan-WorX (version 2.9), which was used to visualize, process, and evaluate the scanned information.
The selected manikin was scanned under both nude and clothed conditions, maintaining the same position and status (Fig. 1). In this study, the scanned cross sections of neck, chest, abdomen, arm, pelvis, thigh, knee, and calf were individually studied (Fig. 2). From neck to calf, there were a total 72 sections in equal intervals of 2 cm. Horizontal sections at abdomen and pelvis also included parts of arms, hence, the analysis of air gap in these areas was narrowed by excluding the arms; it should also be noted that the armhole garment contour was difficult to separate, therefore, the air gap at upper chest and upper arm was integrated. The raw data of the nude and clothed scans of different body parts were further processed by using Rapidform XOR software.
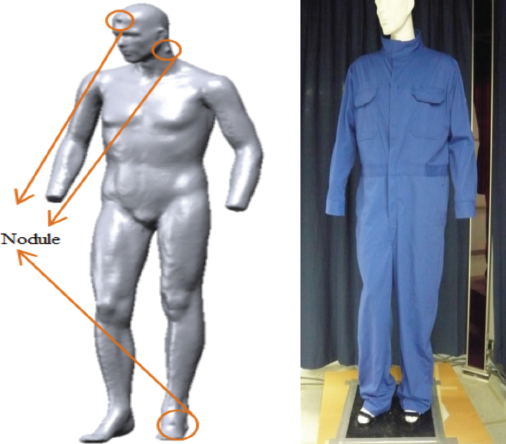
Nude and clothed manikin for 3D-body scan.
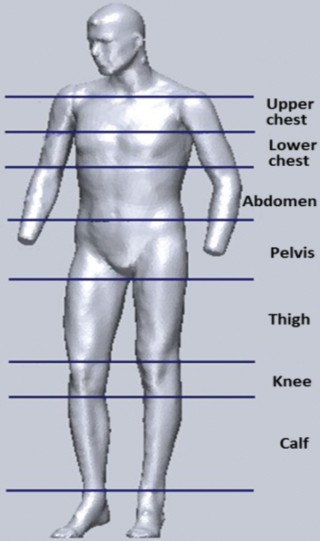
Cross section of different body parts.
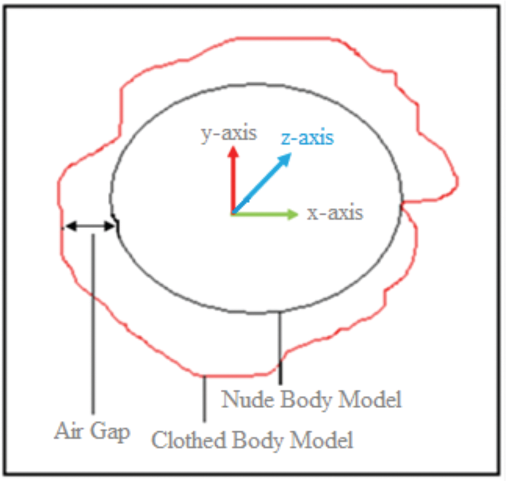
Contour of nude and clothed body models.
Some missing areas were observed in the scans where the camera could not capture data; these missing areas were horizontal surfaces, such as top of the shoulders and head, and regions hidden by the body area under the arms and the crotch. Additionally, some missing holes were visible in the deep wrinkled areas. As an integrated and smooth scan was necessary to accurately measure the air gap size, the raw scanned data was meshed. In this meshing process, a collection of lines, vertices, and faces that defined the shape of the scanned nude and clothed manikin were used to reconstruct the scanned manikin. Ten, the mesh was rewrapped and the holes were filled using a color picker. Subsequently, the healing wizard was applied to produce the smooth mesh models. The models of nude and clothed mesh of particular body parts were further imported into the Rapidform XOV software and these two models were overlapped and aligned as accurately as possible. These alignments were monitored using several nodules on the manikin and refined by shifting the x, y, and z coordinates of the clothed models. Here, nodule refers to a small swelling/aggregation on the manikin body (a small rounded lump of matter distinct from its surrounding); in this study, a number of nodules at forehead, side of neck, and instep were mounted on the manikin surface for the alignment of nude and clothed scans (Fig. 1).
The cross sections of nude and clothed body models displayed two contours; these two contours alternately coincided or were separated by some distance. Here, the distance between the contour lines was subtracted from the thickness of fabric used in the clothing; this subtracted value was considered as the air gap size of that particular body part (Fig. 3). The principle of minimum distance was applied to determine the air gap at each point. Finally, the air gap sizes of all body parts were averaged and the resultant value was considered as the air gap size created by that selected garment. Each garment was scanned three times by dressing and undressing to determine the reproducibility of the measured air gap sizes. These three air gap sizes (standard deviation (SD) < 2.5%) were averaged to calculate the final air gap size of the garment (Table V). Because the distribution of air gaps was dependent on how the manikin was dressed, changes in air gaps were minimized by following a specific dressing protocol such as gently pulling downwards on the waist, sleeves, and leg cuffs of the garments. Pictures of the dressed manikin were taken and compared among garments of the same style to ensure consistency of ft. 17
Features of Selected TPC
Test Conditions and Approaches
Tree specimens of each configured fabric material (Table II) and selected single-layered TPC (Table IV) were prepared. These specimens were preconditioned for 24 h at 21 ± 1°C, 65 ± 2% relative humidity to prepare the dried specimens. Ten, three conditioned specimens of a fabric material and clothing were subjected to hot-water splash, pressurized steam, and/or hot-water spray to evaluate their thermal protective performances. The SD of the averaged performance of these three specimens was maintained within the limits of ± 2.5%.
Hot-Water Splash and Pressurized Steam Test
The thermal protective performance of the fabric material specimens under hot-water splash was measured using the modified ASTM F2701-08 test method (Fig. 4).11,18,19 In the original ASTM F2701-08 method, hot water can be hand-poured on the fabric material through a funnel to create a 10 s hot-water splash exposure. However, this pouring procedure is unrealistic and can affect the hot-water flow rate and repeatability, therefore may increase measurement errors. Thus, in the presently-used modified ASTM F2701-08 method, the funnel was replaced with a small pipe, directly fed by a circulating hot-water bath via a small pump through a hose and valve system; this modification can provide a consistent application of a given quantity of water at a consistent temperature and flow rate. In this modified experiment, a sensor board (aligned at 45° angles) made up of nonconductive, liquid, and heat resistant material was prepared, and the fabric specimen was placed on the board. In the circulating bath, hot water was prepared at 85 °C using a temperature control device. The hot water was circulated through a circulation valve attached with a flow controlled valve to regulate the water temperature within the pipe at 85 °C. The hot water was passed through the water outlet using a water tap. The water temperature was constantly monitored by using a thermocouple at the front of the water outlet. It was observed that the temperature at the outlet reached close to 85 °C within 0.5s after opening the water tap. Ten, the specimen was continuously exposed to the hot water. The thermal energy transferred through the specimen at the direct contact points between the hot water and specimen was measured using a skin simulant sensor (upper).
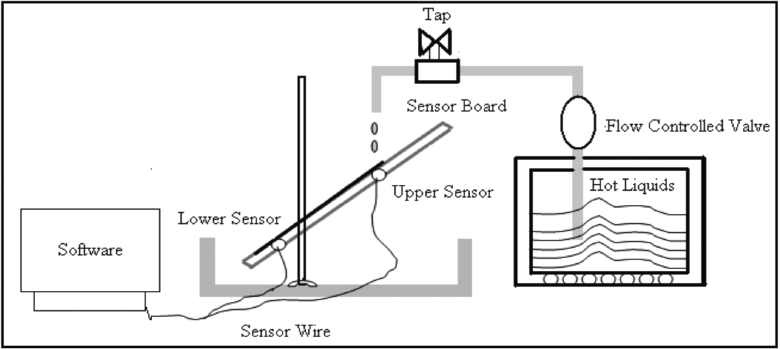
Bench-scale hot-water splash test.
The thermal protective performance of the fabric material specimens under pressurized steam was measured using the steam tester developed at the University of Alberta, Canada (Fig. 5). 11 In this tester, steam was generated at 150 °C in a 3 kW boiler. Ten, a fabric specimen (200 × 200 mm) was placed on a Teflon-plated sample holder comprised of an embedded skin simulant sensor. The initial temperature of the sensor was set at 25 °C. The steam generated was impinged at a pressure of 200 kPa from a distance of 50 mm above the fabric specimen through a nozzle having a diameter of 4.6 mm. During this steam exposure, the amount of thermal energy transferred through the specimen was measured by the skin simulant sensor. In these experiments, the used skin simulant sensor worked according to the skin model.11,20 According to this model, thermal energy transmission in the sensor is represented as a transient, one-dimensional heat diffusion problem in which the temperature within the human skin (epidermis layer) and under the human skin (dermis and subcutaneous layers) varies with skin depth and exposure time.
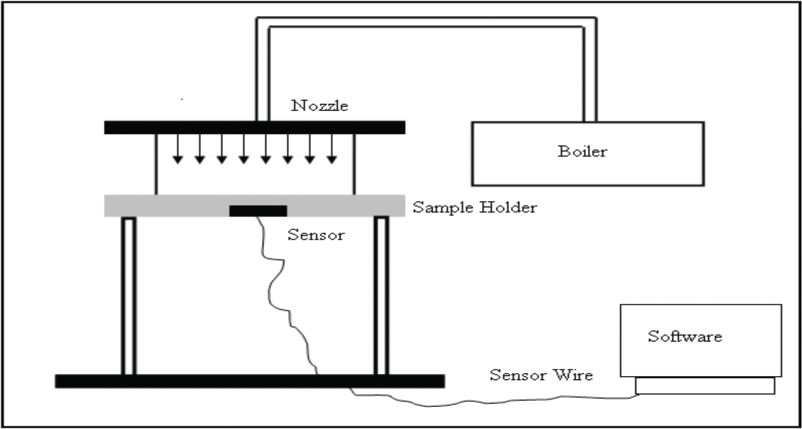
Bench-scale pressurized steam test.
From the thermal energy measured in the above tests, the time required to generate different degrees (1st, 2nd, and 3rd) of skin scald/burn injuries were calculated by custom software that was programmed according to Henriques’ burn integral model (Figs. 4 and 5). For each tested specimen, the exposure time was long enough to generate the 2nd degree scald/burn injury time. The calculated 2nd degree scald/burn time (s) of a particular specimen was inferred as the performance value of the fabric or fabric system. Therefore, a fabric system that resulted in greater time to generate 2nd degree scald/burn injury was regarded as higher performing than a fabric system taking less time to generate the same injury.
Hot-Water Spray Manikin Test
The performance of TPC specimens under hot-water spray was evaluated using a duplicated manikin of the one used in the air gap size determination. The purpose of using the duplicated manikin was to maintain the previously determined air gap size (Table V) during hot-water spray testing. For hot-water spray testing, this duplicated fiber glass and resin based 40-size manikin was instrumented with 110 skin simulant sensors. These sensors were uniformly distributed over the surface of the manikin (Fig. 6a). 16 In this study, each clothing specimen was put on the manikin. Ten, the clothed manikin was hung from the head and fastened at the feet by two fetters to keep an upright posture. The hot water (85 °C) was sprayed at a pressure of 250 kPa on the manikin for 10s by four groups (each with 3 nozzles) of automatically-controlled cylinder spray jets (Fig. 6b). During and after the spraying, thermal energy transmitted through the clothing specimen was measured. This measured energy was used to calculate the amount of 2nd degree scalds/burns. These predicted 2nd degree scalds/burns of a particular specimen were used as the performance value of the clothing.
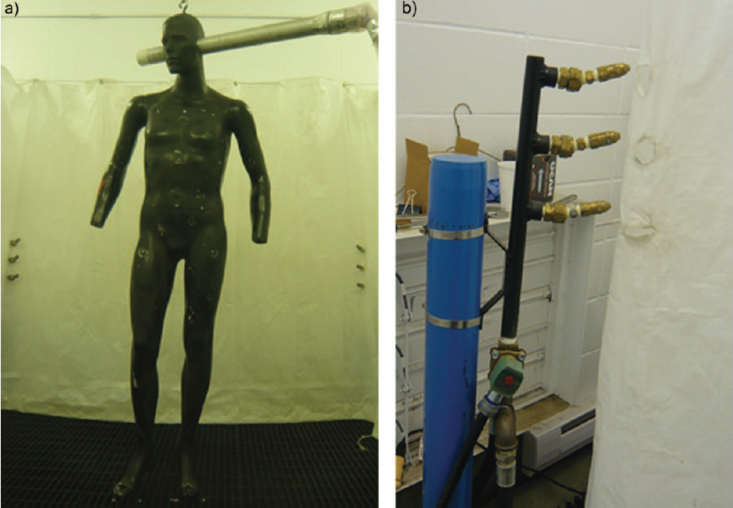
Full-scale hot-water spray manikin test.
Experimental Results Analysis
The configured fabric materials properties (Table III), clothing features (Table V), and the tabulated performance values (Tables VI and VII) were normalized between –1 to +1, with an average value set to zero. The normalized variable Xi, norm is represented by Eq. 1.
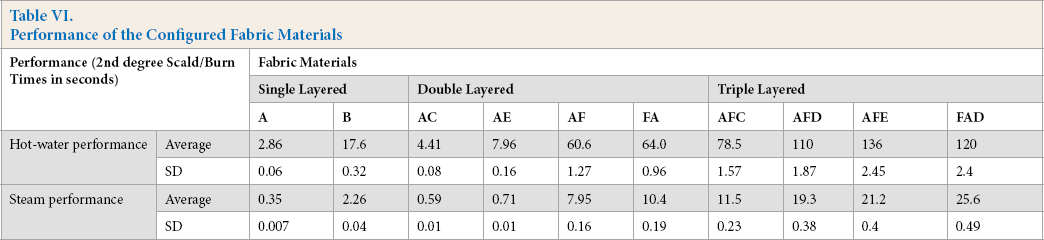
Performance of the Configured Fabric Materials
Performance of the Selected TPC

Xi is the value of a selected variable (thickness, air permeability, garment size, air gap size, or performance), Xi, avg is the average value of that particular variable, Xi, min is the minimum value of that variable, and Xi, max is the maximum value of that variable. The normalization process reduces the redundancy rates in the data by pulling out abnormal factors.
To understand the association between fabric materials properties, clothing features, and performance, a t-test of the normalized dataset was conducted using StatCrunch software (developed by programmers and statisticians led by Webster West of Texas A&M University). The association was inferred based on the sign (+ or –) of the T-Stat value obtained from the t-test. P-values obtained from the t-test for individual fabric materials’ properties and clothing features were analyzed to identify factors that significantly affected the performance. Significance tests were carried out at the significance level 0.05. Thus, if the obtained P-value for any considered aspect was less than 0.05, that aspect was inferred to be statistically significant. Inference tests— hypothesis test (P-value) and confidence interval (upper and lower limits)—were carried out to understand the differences in performance of various fabric materials.
Result and Discussion
Hot-Water Splash and Pressurized Steam Tests
Performance (2nd degree scald/burn time in seconds) of the selected fabric systems (A–FAD) obtained through bench-scale hot-water splash and pressurized steam tests are presented in Table VI. The 2nd degree scald/burn time of three-layered fabric systems were mostly higher than the 2nd degree scald/burn time of single- and double-layered fabric systems, inferring that three-layered fabric systems provide more protection than single- and double-layered fabric systems to a wearer exposed to hot-water splash and pressurized steam (Table VI). These findings are supported by other researchers as well.11,12 Additionally, it can be found from Table VI that Fabrics A and B were single-layered fabrics; however, the protective performance of Fabric B was much higher than Fabric A.
Fabric B is manufactured through encapsulation technology, where an ultra-thin polymer is placed around fibers of the fabric; as a result, the porosity of Fabric B was reduced and it caused restricted hot water and/or steam penetration through its structure. This restriction resulted in better protective performance for Fabric B.
Furthermore, it is evident from Table VI that double-layered fabric systems such as AF and FA had much higher performance than the AC and AE fabric systems. This phenomenon can be explained by the presence of a moisture barrier in the AF and FA fabric systems. Due to the presence of a moisture barrier, hot water and pressurized steam cannot pass through the AF and FA fabric systems.
In this context, it is also notable that the performance of the FA fabric system was much higher than AF fabric system. This is because a moisture barrier was present in the outer layer of the FA fabric system; as a result, the FA fabric system can immediately stop the hot water and steam penetration through the fabric system. The hot water or steam penetration through the FA fabric system was much slower than the AF fabric system; thus, the FA fabric system gave higher performance than the AF fabric system.
To characterize the fabric materials in hot water and pressurized steam exposures, their properties (thickness and air permeability) and performances were normalized. After normalization, a t-test was carried out to analyze the association between properties and performance. The results obtained from the t-test are presented in Table VIII.
Results of t-tests between Fabric Materials Properties and Performance
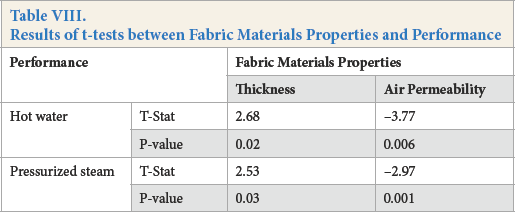
According to Table VIII, the P-value of air permeability was much less than 0.05; thus, air permeability significantly affected performance. Furthermore, the T-Stat value for air permeability was negative; indicating that air permeability had a negative relationship with performance for both hot water and steam exposures. This is because fabric materials with high air permeability allowed rapid transfer of thermal energy towards firefighters in the form of hot mass (hot water, pressurized steam), which resulted in less time for 2nd degree scald/burn injuries to develop. Here, the imposed highly-pressurized steam penetrates into the fabrics’ structure and gradually condenses; after condensation, all the steam converts into hot water and would generate burn injuries. On the other hand, fabric materials with low air permeability allow slow transfer of thermal energy towards skin in the form of hot mass, which results in a longer time to cause 2nd degree scald/burn injuries.10–12
Fabric materials with low air permeability had higher performance than the fabric materials with high air permeability. Furthermore, P-value and T-Stat value of thickness were less than 0.05 and positive for both exposures, respectively (Table VIII); thus, thickness was also a significant property to positively affect performance. Fabric materials get compressed due to the pressure applied by hot-water splash or pressurized steam exposures. As a result, compression reduced the insulation properties provided by the fabric system and more thermal energy was transmitted through. In this study, the compressed fabric system was of high thickness, being a multiphase (solid fiber/yarn phase, airy gaseous phase) porous media that trapped a large amount of air within its structures and provided low thermal conductivity. As a result, fabric materials of high thickness allow slower transfer of thermal energy towards firefighters in the form of dry heat, which takes a longer time to generate 2nd degree scald/burn injuries. 12
In this study, it was also observed through inference test—hypothesis test (P-value) and confidence interval (upper and lower limits)—that air-impermeable fabric materials possessed a significantly higher performance than the air-permeable fabric materials. This observation can be explained by Darcy's Law, which shows the mass transfer through a porous medium (fabric material), as given in Eq. 2.

Q is the total discharge of hot water or steam per unit time (m3/s), K is fabric materials permeability (m2), A is the cross sectional area of mass flow (m2), Pa is the pressure of the hot water or steam jet (Pa), Pb is the pressure of the hot water or steam jet after passing through fabric materials (Pa), μ is the viscosity (Pa∙s), and L is the fabric materials thickness (m). According to Darcy's Law, it seems that impermeable fabric materials (B and AF-FAD) did not allow the transfer of hot water or pressurized steam through the fabric materials. As a result, the time to 2nd degree scald/burn increased, enhancing the performance of the air-impermeable fabric materials. 11
Hot-Water Spray Manikin Test
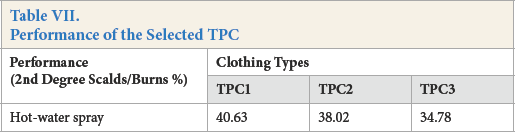
Performance (2nd degree scalds/burns percentage) of the selected TPC (TPC1-TPC3) obtained through the full-scale hot-water spray manikin test are presented in Table VII.
To characterize TPC in the hot-water spray, their features (garment size and air gap size) and performance were normalized. After normalization, a t-test was carried out to analyze the association between the features and performance. The results obtained from the t-test are presented in Table IX.
Results of t-tests between Clothing Features and Performance
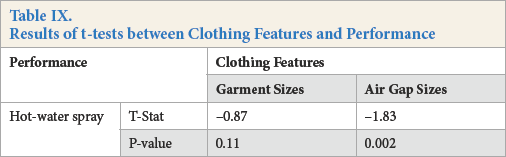
According to Table IX, the P-value of air gap sizes was less than 0.05; thus, air gap sizes significantly affected the performance. Furthermore, the T-Stat values of garment sizes and air gap sizes were negative; indicating that they had a negative relationship with the performance under hot-water spray. This is because clothing of moderately large size loosely fits a wearer. This develops a moderately large air gap size between the wearer and clothing. This moderately large air gap size traps dead air in the microclimate and acts as thermal insulator; as a result, the 2nd degree scalds/ burns percentages are reduced. 16 However, if the air gap size becomes larger, natural convection may occur, which enhances heat transfer to skin.13,21 In Song's study (2007), an optimal air gap size of 7–8 mm was suggested; an air gap size larger than this optimal size provides no additional protection to wearers due to speeding up heat transfer. 21
Conclusions and Recommendations
This study shows the primary concern for hot-water splash and pressurized steam thermal exposures was to minimize the heat and mass transfer through fabric systems. The air permeability and/or thickness of fabric materials affect performance of TPC depending upon thermal exposures. Using the exposures tested here, it can be concluded that an air-impermeable fabric system resulted in higher performance than that of an air-permeable fabric system. Applying moisture barrier limits to steam insertion and mass transfer inside the fabric system ultimately reduces the chances of skin burns. 11 In this context, it was found that an air-impermeable fabric material may not allow dissipation of metabolic heat generated from wearers’ bodies.5,7 Therefore, it is recommended that applying an air-impermeable but vapor-permeable fabric material would improve clothing performance while reducing heat stress for firefighters. 7
Additionally, conductive heat transfer occurred through fabric materials in a pressurized steam exposure; however, this conductive heat transfer was less prominent under a hot-water splash. A fabric with high thickness can trap insulative dead air that can lower the thermal conductivity of the fabric and restrict heat transfer through the fabric. This thick fabric can also store the heat within its structure resulting in higher performance. In addition, pressurized steam could change the thermo-physical properties of the fabric materials, which can also lower performance. Furthermore, in clothing features, such as garment style and size, the size of the air gap developed between wearers and their clothing affected performance. The study shows moderately loose-fitted clothing with a large air gap gave higher performance. Proper design of clothing could enhance the performance of TPC.
Overall, it was concluded that the thermal protective performance of fabric and/or clothing varied with the types of thermal exposures. Test method improvements carried out in this study for performance evaluation of the fabrics or clothing produced more consistent and repeatable results. Both fabric and clothing performance should be considered in design of high performance TPC for firefighters. The valid conclusion drawn in this study was based on statistical analysis and can be extensively used in engineering high-performance TPC for better firefighter occupational health and safety. In the future, a pressurized-steam manikin test can be conducted to evaluate the performance of TPC.
Footnotes
Acknowledgement
This research was funded by the Natural Sciences and Engineering Research Council of Canada (Grant number: RES0008159). Sumit Mandal thanks the University of Alberta, Canada, for providing him with doctoral scholarships.