
Abstract
This study examines how aluminum oxide (Al2O3) powder in micrometer (µm) affects the mechanical characteristics, microstructural characteristics, and slurry erosion resistance of high-density polyethylene (HDPE) composites manufactured via pipe extrusion. Al2O3 particles with an average size of 5 µm were added to the HDPE matrix at weight percentages of 0.5 wt.%, 0.7 wt.%, and 1 wt.%. Scanning electron microscopy (SEM) was used to analyze the compound morphology, and tensile properties and resisting erosion were assessed in accordance with ASTM recommendations. The results show that the properties of HDPE composites are dramatically changed by the addition of Al2O3. The composite with 0.5 wt.% Al2O3 had the most stable particles dispersion and strong interfacial bonding when contrasted with unfilled HDPE, resulting in a about 13% increase in tensile strength. Tensile strength decreased but material stiffness increased due to particle agglomeration brought on by an increase in filler content. The composite with 1 wt.% Al2O3 demonstrated a 51% reduction in erosion rate when compared to pure HDPE. Erosion resistance gradually improved with higher Al2O3 loadings, according to slurry erosion tests. In essence, the study demonstrates that there is a trade-off between enhancing erosion resistance and optimizing mechanical properties, depending on the filler content. These findings provide valuable insights into the erosion behavior of extruded HDPE/Al2O3 composite pipes and demonstrate their suitability for fluid transport and sanitary applications that demand greater durability in erosive environment.
Keywords
1. Introduction
High-density polyethylene (HDPE) is indeed one of the most widely used thermoplastic. Which is readily available, reasonably priced, and has excellent processing qualities. HDPE is used in the manufacturing of items, instruments, films and pipelines. The impact of HDPE composites on scratching behavior and emphasize how important recovery qualities are. 1 A progressive increase in elastic modulus was reported with increasing aluminum oxide concentration in HDPE.2,3 The thermal conductivity of high-density polyethylene was improved through the incorporation of aluminum oxide nanoparticles, as the ceramic filler promotes phonon transport and facilitates heat conduction within the polymer matrix.4,5 The results indicate that, under optimized conditions, the developed composite shows potential as a low-cost material for automotive dashboard applications. 6 Scanning electron microscopy was employed to examine the fracture surfaces of the specimens after impact testing. 7 Zinc oxide addition has been reported to increase the complex stiffness of HDPE composites. 8 The nucleation compounds in HDPE have been satisfactorily evaluated using segmented crystallization. 9 Zinc oxide, reinforced HDPE composites have demonstrated better properties, indicating their potential use in biological implant elements.10,11 Axial pressure experiments have been used to examine the impact of zinc oxide on HDPE containers. 12 The mechanical performance, including stiffness, maximum tensile strength, and yield stress, was enhanced as the loading of micro- and nano-ZnO powders increased to 20 wt.%. 13 HDPE composites with 15 wt.% ZnO have been shown to have improved electromagnetic radiation shielding efficacy. 14 It has been demonstrated that adding ZnO to HDPE at a weight percentage of about 6% greatly increases its shore hardness. 15 Structural degradation of HDPE surfaces has been observed following exposure to aggressive chemical agents. 16 The wear rate of HDPE increases at higher impact rates and lower pressure angles.17,18 Cell wall structure plays a significant role in determining the elastic properties of HDPE/wood powder composites. 19 Increased fiber–matrix interaction has been shown to limit fiber crystallinity development. 20 Tensile and torsional moduli were found to be higher than those of neat HDPE.21,22 A reduction in filler antioxidant activity was observed after the tea-brewing procedure. 23 Liquefaction with plant powder addition and the properties of the generated gas have been investigated. 24 It has been reported that hydrogen abstraction results in the generation of hydrocarbon radicals composed of peroxide and aliphatic structures in HDPE composites. 25 Carbon nanotube addition has been shown to have a negligible effect on the melting point and oxidation temperature of the composites. 26 A minor increase in crystallization temperature has been noted for graphitic nanoplatelet composites. 27 Hybrid nanocomposites have shown potential to lower ballistic helmet weight and cost by roughly 7% and 40%, respectively. 28 Carbon-reinforced HDPE composites exhibit increased stiffness accompanied by decreased ductility.29,30 Once nanoparticles were added, the elastic modulus significantly improved; in comparison to plain HDPE, 2.0 weight percent ZnO produced an increase of up to 237%. MgO nanoparticles, on the other hand, achieved a 160% rise at 4.0 weight percent loading, resulting in a lesser enhancement. 31 Mechanical properties proved that larger filler loadings decreased tensile characteristics while 6.0 weight percent bentonite and dolomite raised HDPE modulus by 125% and 116%, respectively. 32 Tensile strength, yield stress, and tensile strain values decreased when the nanocomposites filler content was increased from 2.0 to 8.0 weight percent. 33 Wear resistance improved with increasing TiC–TiB2 content, with 20 wt.% fillers enhancing abrasion resistance by 86% and reducing friction. 34
In this study, a novel composite material is developed by incorporating varying amounts of Al2O3 into HDPE through an extrusion process to fabricate composite pipes. While previous studies have mainly focused on the mechanical and thermal behavior of HDPE reinforced with micro- or nano-sized Al2O3, limited research has addressed the slurry erosion performance of such composites, particularly in extruded pipe geometries. The present study fills this gap by systematically investigating the relationship between microstructure, mechanical properties, and slurry erosion resistance of HDPE/Al2O3 composite pipes, providing application-oriented insights for fluid transport and sanitary systems.
2. Materials
Two materials are used to make the novel composites in this work such as HDPE and aluminum oxide powder.
2.1. High density polyethylene (HDPE)
Mechanical and physical characteristics of HDPE. 16

2.2. Aluminum oxide (Al2O3)
Four different sample compositions.

3. Sample preparation
To remove moisture and humidity, HDPE and Al2O3 powder were first combined and then dried for three hours at 80 °C in a furnace. In order to achieve high-quality pipe construction, this preheating phase is essential. Three distinct weight fractions of aluminum oxide were added to the HDPE matrix: 0.5 wt.%, 0.7 wt.%, and 1.0 wt.%. After dried process both materials were mixed in a mixer, then a suction pipe pull them from the mixer to the extrusion machine to create composite pipes, As a result, three different composite pipe samples were produced, each containing different Al2O3 content. These samples were subsequently prepared for various morphological, mechanical and erosion testing. Figure 1 illustrates the extrusion process used in the production of the composite pipes. Extrusion process to produce HDPE composite pipes.
3.1. Sample characterization techniques
After the extrusion process of the composite pipes, tensile strength tests were conducted using an electronic universal tensile testing machine. This machine supports work pieces with a maximum diameter greater than (3200) mm and has a production capacity of (300) sets per year. The tests were carried out in accordance with ASTM D638 standards. All tensile test samples had a uniform width of (6.4) mm and thickness of (2.2) mm. For each case involving the addition of Al2O3 to HDPE, six samples were fabricated using a CNC machining device. For the erosion tests, six square-shaped samples were prepared, each with sides measuring 3 cm. These tests were conducted using a slurry impingement water jet device conforming to ASTM G76 standards. The test parameters were held constant, including silica abrasive particle size (250 µm), and impact velocity (4 m/s) with different impact angle (45°, 90°). Field Emission Scanning Electron Microscopy (FESEM) was conducted using a TESCAN MIRA3 (Czechia) to analyze the surface morphology of the prepared samples. The instrument is equipped with a Schottky field emission gun, providing high-resolution imaging. Samples were cut into small pieces and mounted on aluminum stubs using conductive carbon tape, then coated with a thin gold layer (∼5–10 nm) to reduce charging. Imaging was performed at an accelerating voltage of 15 kV with a working distance of 8–12 mm. Figure 2 illustrates field emission SEM instrument, the preparation of samples for the tensile, and erosion tests. Figure 3 shows the components of the slurry erosion test setup, in which a pump circulates sand-water slurry through a filter flume. The HDPE samples are fixed at a constant impact angle of (45°, 90°) to evaluate their erosion resistance.
31
(a) SEM instrument (b) Tensile strength sample, (c) Erosion samples. Erosion test device parts and angle of impact.
31


4. Results
4.1. Comparison study
Comparison of elastic modulus and tensile strength.

4.2. Morphology
The surface morphology of pure HDPE and HDPE/Al2O3 composites with different aluminum oxide loadings can be seen in detail in the scanning electron microscopy (SEM) pictures displayed in Figure 4. The distribution of Al2O3 particles, the efficiency of interfacial bonding, and the presence of particle-related characteristics were evaluated using SEM observations. Agglomeration plays a critical role in determining the mechanical performance of the composites. A rather smooth and uniform surface with ductile characteristics like fibrillation and plastic flow can be seen in the SEM micrograph of clean HDPE (Figure 4(a)). The lower tensile strength and elastic modulus for pure HDPE can be explained by the absence of reinforcing fillers. The uniform structure on the surface suggests that deformation is mostly controlled by polymer chain mobility, resulting in moderate mechanical strength but high ductility. Conversely, the composite with 0.5 wt.% (Figure 4(b)) shows a uniform microstructure with the particles implanted in the HDPE matrix that are evenly and finely dispersed. The particles' strong adhesion to the neighboring polymer and the absence of obvious gaps or particle pull-out are indicators of effective interfacial bonds. The observed increase in tensile strength and elastic modulus at this filler concentration is partly due to this uniform dispersion, which improves load transfer from the polymer matrix to the stiff ceramic particles. Particle dispersion is largely homogeneous for the composite with 0.7 wt.% (Figure 4(c)); nonetheless, localized particle agglomeration starts to show. Strong interfacial attachment between Al2O3 and HDPE is maintained, but the efficiency of stress transfer is reduced by increased particle-particle interactions. While still surpassing pure HDPE, this microstructural change explains the small decline in mechanical performance when compared to the 0.5 wt.% composite. Particle agglomeration and unequal dispersion are clearly seen at the greatest filler level of 1 wt.% (Figure 4(d)). Large Al2O3 aggregates weaken the polymer–filler contact and provide stress concentration zones. Tensile strength and elastic modulus are decreased as a result of this agglomerate facilitation of surface initiation and progression under applied stresses. The reduced elongation at break seen in the mechanical testing is also a result of the presence of stiff ceramic clusters, which limit polymer chain mobility. SEM confirms that the microstructural integrity of HDPE/Al2O3 composites is significantly affected by the filler content. Improved mechanical properties result from uniform particle dispersion and strong interfacial adhesion at low Al2O3loading (0.5 wt%). Strength and ductility are negatively impacted by increasing the filler content because it causes particle agglomeration and increased microstructural non-uniformity. The results of tensile and erosion assessments closely match these microstructural findings, highlighting the critical role that microstructure plays in determining the overall performance of HDPE/Al2O3 composites. According to the majority of research on how to spread of aluminum oxide powder, HDPE composites with comparatively modest filler percentages often show efficient particle dispersal inside the polymer matrix.
3
SEM images of every sample’s surface x3000 (a) Base HDPE, (b) HDPE + 0.5 wt.% Al2O3, (c) HDPE + 0.7 wt.% Al2O3, (d) HDPE + 1 wt.% Al2O3.
4.3. Tensile strength test
The tensile performance of neat HDPE and HDPE/Al2O3 composites with different weight percentages of aluminum oxide is shown in Figure 5. The findings unequivocally show that the addition of Al2O3 significantly affects HDPE’s tensile performance, especially in terms of ultimate tensile strength and deformation properties. Because neat HDPE is a ductile thermoplastic, it exhibits the lowest tensile strength and relatively significant elongation. Tensile strength increases noticeably when 0.5 wt.% Al2O3 is added. This improvement suggests that a small quantity of uniformly dispersed Al2O3 particles can effectively reinforce the HDPE matrix. Strong interfacial bonds and even particle dispersion allow for effective stress transfer from the polymer matrix to the stiff ceramic particles at this filler percentage, boosting resistance to tensile deformation. In comparison to the composite with 0.5 wt.% filler, tensile strength steadily drops as the Al2O3 content increases to 0.7 and 1 wt.%. The morphological analysis confirms that the primary cause of this decrease is particle agglomeration at larger filler loadings. During tensile deformation, agglomerate formation produces stress concentration areas that hinder load transfer efficiency and encourage early fracture start. As a result, the reinforcing effect of Al2O3 is reduced for larger amounts of Al2O3. In addition to variations in strength, Figure 5 illustrates variations in deformation behavior. The elongation steadily diminishes as the Al2O3 content rises, suggesting that the polymer chain’s mobility has been diminished by the addition of hard ceramic particles. This pattern indicates that the very ductile behavior of plain HDPE is giving way to a stiffer and slightly more brittle reaction in the composites, particularly at increasing filler levels. It is clear from Figure 5 that the tensile performance of HDPE is significantly influenced by the concentration of Al2O3. The best tensile properties are shown by the composite with 0.5 wt.%, which strikes the perfect balance between strengthening and preserving flexibility. These results corroborate the morphological data and demonstrate that minimum Al2O3 loading is the most effective strategy for enhancing the tensile performance of HDPE composites. Table 4 summarizes the elongation at break and elastic modulus of neat HDPE and Al2O3 reinforced composites. The results demonstrate that when Al2O3 is added, the elastic modulus first rises, reaching Conversely, better interfacial bonding between the ceramic filler and the HDPE matrix results from uniform dispersion of Al2O3 particles at moderate filler values (0.5–0.7 wt.%). The reinforcing value of well-distributed Al2O3 powders is confirmed by this excellent dispersion, which enhances stress transfer and results in a significant rise in tensile modulus. Under tensile loading circumstances, there is a decrease in elongation at break, showing increased stiffness at the expense of ductility. The mechanical properties of HDPE composites like the ultimate strength and modulus of elasticity are improved by adding aluminum oxide powder compared to pure HDPE.
2
Comparison of tensile properties of pure HDPE and HDPE/Al2O3 composites with different Al2O3 contents. Tensile strength properties of the samples.

4.4. Erosion test
The erosion rate of the target materials was determined based on the weight loss measured during testing. For accurate assessment, each samples were achieved from the average of six samples to get high accuracy, all specimens were weighed before and after the erosion test using a digital scale with a precision of 10-4 g. The slurry erosion behavior of both pure HDPE and HDPE/Al2O3 composites was investigated by monitoring the weight loss under controlled conditions. The test results are shown in Figure 6, which demonstrates how adding Al2O3 significantly increases the composites' resistance to erosion. Because of the ceramic particles' stabilizing effect inside the polymer matrix, durability against erosion, in particular, gradually rises with greater Al2O3 content. All experimental parameters, such as room temperature, an hour-long erosion time, impact angles of 45° and 90°, and a water flow velocity of 4 m/s, were maintained throughout testing to guarantee the consistency and dependability of the results. According to the data shown in Table 5, the highest erosion rate was observed in the base HDPE sample, which exhibited a weight loss of 6.5 mg/hr. In contrast, the HDPE composite containing 1 wt.% Al2O3 at 90° demonstrated the lowest erosion rate of 1.22 mg/hr, while in angle of 45° is 4.3 mg/hr highlighting the superior resistance. An investigation
18
shows that the HDPE has less erosion resistant to abrasion, and the orientation of the material surface and variations in residual stresses are two potential manufacturing-related contributing elements that could be in charge of this behavior. Variations in the samples degradation rate and (45°, 90°) impact angle. Erosion rate of HDPE/Al2O3 composites under different impact angles.
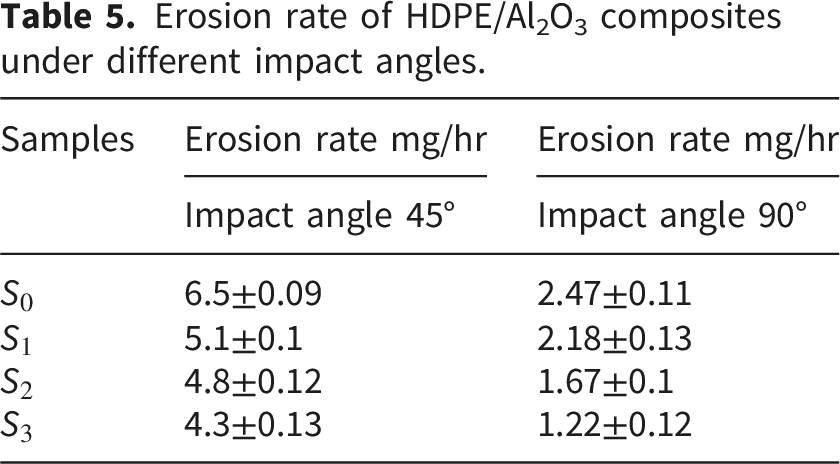
Figure 6 compares the slurry erosion behavior of pure HDPE and HDPE/Al2O3 composites tested at impact angles of 45° and 90°. For all samples, the erosion rate at 45° is significantly higher than that at 90°, indicating a dominant ductile erosion mechanism. The addition of Al2O3 consistently reduces the erosion rate at both impact angles, with the lowest values observed for the 1 wt.% Al2O3 composite (S3). The inclusion of standard deviation error bars indicates limited data scatter, confirming good repeatability of the erosion measurements. One-way ANOVA analysis confirmed that the reductions in erosion rate for Al2O3-reinforced composites are statistically significant compared to pure HDPE at both impact angles. The addition of hard Al2O3 ceramic fragments, which increase surface hardness and reduce material loss upon particle impact, is responsible for the increase in erosion resistance.
5. Conclusion
It was discovered that Al2O3 powder has a substantial impact on the mechanical properties, microstructure, and durability against slurry erosion of HDPE. The rate of powder dispersion within the polymer matrix and the filler content both significantly affected the reinforcing effect. SEM tests show that low Al2O3 levels facilitate strong interfacial bonding with HDPE and homogenous particle dispersion, enabling effective stress transmission under mechanical loading. Consequently, composites with lower filler loadings demonstrated the optimal balance of stiffness, strength, and ductility. Higher Al2O3 levels were associated with increased particle agglomeration, which led to the development of stress concentration regions and a decline in tensile performance. On the other hand, slurry erosion resistance continued to improve as the Al2O3 powder increased. Hard ceramic particles decreased material removal under erosive circumstances and improved surface durability, especially at lower impact angles where ductile erosion mechanisms are more prevalent. At greater filler loadings, this trend suggests a trade-off between erosion resistance and mechanical optimization. Overall, when evenly distributed, Al2O3 is proven to be in efficient reinforcing filler for HDPE composites. When improved mechanical integrity and erosion resistance are needed, the developed extruded HDPE/Al2O3 composite pipes show great promise for transporting fluids and sanitary operations.
Footnotes
Acknowledgments
The University of Salahaddin-Erbil provided support for this work, for which the authors are thankful.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The paper is founded by Salahaddin University, Erbil.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
This study does not have any data.