
Abstract
Biocomposites were prepared with corn straw slagging (CSS) and high-density polyethylene (HDPE) at four loading levels (10, 20, 30, and 40 wt%) by extrusion method. CSS/HDPE composites were tested by tension, oxygen index meter, differential scanning calorimetry, X-ray diffraction, and the scanning electron microscopy. The scanning electron microscopy showed that CSS was dispersed uniformly in the HDPE matrix and strong interfacial interaction was achieved, which had an important influence on the tensile strength of the composites. The tensile strength of the composites could be improved with proper increase of CSS and reached maximum value at 30 wt% content. Furthermore, the addition of CSS played an important role in improving the flame-retardant ability of CSS/HDPE composites, and the limited oxygen index was 31.26% at 40 wt% content, good flame-retardant effect achieved.
Keywords
Introduction
Agricultural and forestry biomass resources have attracted great attention in recent years because of their environmentally friendly, renewable, and resourceful advantages. 1 At present, there are many kinds of bioenergy technologies, and direct combustion is one of the important and universal ways among them. 2 The heat generated by direct combustion can provide clean energy in rural areas. Biomass direct combustion can be divided into two types: stove combustion and boiler combustion. 3 Straw, branches, and sawdust are used as raw materials for stove combustion which is simple in operation and low in operating cost, but the utilization of stove combustion not only wasted the resources but also polluted the environment because of its low combustion efficiency. As a biomass direct combustion technology, boiler combustion is easy to operate, with zero CO2 emissions and can be used on a large scale. What is more, it has gained rapid development and attracted widespread attention due to its high utilization efficiency to biomass compared with stove combustion. Nevertheless, there are still some serious problems in the boiler combustion to biomass. Slagging is one of the unavoidable problems, and it could do great harm to the boiler. 4 The slagging would reduce the heat transfer capacity of the heated surface of the furnace, increase heat loss, and reduce combustion efficiency in the furnace. 5,6 During biomass combustion, the alkali metal or alkaline earth metal was volatilized in the form of gas, then condensed on fly ash particles in the form of sulfates or chlorides, which reduced the melting point of fly ash and increased the surface viscosity of fly ash, and the slagging formed on the heated surface under the action of the furnace gas flow. 7 On the utilization of slagging, many scholars have also carried out some relevant research. Etiegni et al. 8 thought that there were inorganic substances in straw slag, which could expand after water contact, which may block the gap of soil and reduce the permeability of soil, but it could improve the water storage capacity of soil. Shi et al. 9 applied biomass ash, bone meal, and alkaline slag together to improve soil, the results showed that the acidity and nutrient contents were ameliorated and improved of the soil. Tang et al. 10 prepared glass–ceramic foams with the coal slagging by plasma gasification process, the glass–ceramic foams exhibited excellent properties, including low density and high compressive strength, which provided a new idea for the application of slagging in composites.
As a kind of nontoxic, recyclable and eco-friendly material, biocomposites have developed rapidly for two decades since the end of the 20th century. 11,12 Biocomposite is a new type of composite, which is made of fiber material and thermoplastic material, and processed by melt composite extrusion or moulding. 13,14 As an environmentally material, no contaminants are produced during the production and no harmful substances are released during use of biocomposites, and it can also be recovered and processed into new products after being discarded. 15 Besides, biocomposites also have good waterproof, anticorrosion, aging resistance, dimensional stability, and good mechanical properties, which make it widely used in building materials and interior decoration. 16 The main raw materials of biocomposites are fibers and thermoplastic, and different types of fibers could be chosen for different reinforcement purposes, such as increasing modulus, strength or toughness. As the most widely used fiber, natural plant fiber has attracted more and more attention for its renewable and environmentally friendly properties including wood fiber, bamboo fiber, hemp fiber cotton fiber, and so on. 17 Plant fibers are favorable materials for composites use, as they have high specific strength, renewability, sustainability, and eco-efficiency. What is more, the prolonged lifetime of synthetic fiber composites has detrimental environmental impact through over-accumulation of landfill sites compared with plant fiber composites. 18 Plant fibers have a large number of polar functional groups, but the polarity of polymer is low, which make the compatibility so poor between plant fibers and polymer. This is also the reason for the formation of defects in composites. 19 The usage of interfacial compatibilizer could solve this problem: Gao et al. 20 studied grafting effects of polypropylene (PP)/polyethylene (PE) blends with maleic anhydride on the properties of the resulting wood–plastic composites, the results showed that grafting of PP and PE blends improved the tensile and flexure properties of the resulting composites and the composites exhibited a reduced water uptake and resultant dimensional swelling due to grafting with maleic anhydride. In addition to plant fibers, some other fibers reinforced polymers were used to prepare biocomposites, such as glass fiber, mineral fiber, carbon fiber, synthetic fiber, biochar, and so on. Valente et al. 21 prepared thermoplastic composites with wood flour and recycled glass fibers, the addition of recycled glass fibers could improve the flexural modulus flexural strength and hardness; Olli et al. 22 used recycled rock cotton fiber to reinforce PP to prepare composites, and the results showed that rock cotton fiber can enhance some mechanical strength but reduce the moisture absorption and flammability of the composite; Kordkheili et al. 23 thought carbon fiber can obviously improve the mechanical strength of the composites; Ou et al. 24 adopted Kevlar fibers to reinforce wood-flour/high-density polyethylene (HDPE) composites, the results showed that the tensile, flexural, and impact properties of the composites were all improved; Zhang et al. 25 used biochar to replace plant fiber to prepare composites, and the results showed that the high mechanical strength of composites was obtained because of the addition of biochar. Hence, we used corn straw slagging (CSS) instead of fibers to fill HDPE to manufacture CSS/HDPE composites, tensile strength, and flame-retardant property on hybrid green composites were tested and analyzed, which was the novelty aspect of this investigation in this paper. Furthermore, tensile strength and flame-retardant property of CSS/HDPE composites are not available in the current literature.
Material and methods
Fillers and polymeric matrix
The corn straw gleaned locally from Zibo was cut and crushed to pieces and then put the corn straw pieces into the combustion furnace for combustion. Cooling for half an hour after combustion to select the CSS as the fillers of composites. The CSS were sieved and sifted to keep them about 100 μm and dried in an oven at 105°C for 24 h to maintain the moisture content below 2%. HDPE used was purchased from Qilu Petrochemical Co., Ltd (Zibo, China) as the polymeric matrix. TPW 613 (Struktol, USA) was used to reduce the friction between equipment and raw materials as lubricant.
Composites fabrication
The CSS, HDPE, and TPW 613 lubricant were dry blended by a high-speed mixer (JHN-15, Zhengzhou, China) for 10 min to get a uniform blend. Then the homogeneous blend was put into the twin-screw extruder (BP-8177, Dongguan Baopin International Precision Instrument Co., Ltd, Guangzhou, China) for extrusion granulation, the main engine temperature was set between 170°C and 190°C, the rotational speed was 30 r/min, and the feeding speed was 20 r/min. Finally, the pellets were put into the twin-screw extruder again to get CSS/HDPE composites.
Measurements and characterization
X-ray fluorescence spectrum analysis
The X-ray fluorescence (XRF) spectrum analysis was tested by X-ray fluorescence spectrometer (ZSX-100e, Japan co., Ltd, Japan) to analyze the elemental composition and calculate into oxide content accordingly of CSS.
X-ray diffraction
X-ray diffraction (XRD) were used to analyze chemical characterization of CSS/HDPE composites. XRD patterns of the samples were obtained by a Polycrystalline X-ray diffractometer (Bruker AXS D8 Advance, Germany) and CuKα radiation (40 kV and 50 mA) was employed with 2θ varying between 5°and 40° at 5°/min.
Differential scanning calorimetry
Differential scanning calorimetry (DSC) of the samples was performed in a DSC analyzer (DSC-Q100; TA Instrument, New Castle, DE, USA). All the samples were heated to a maximum temperature of 180°C and then cooled to 80°C, both at 5°C/min.
Tensile strength testing
The CSS/HDPE composites were cut into 160 × 10 × 4 mm3 for the tensile strength tests by a multifunction cutting table saw (WMT-10TS; Zhejiang Huafeng electric tools co., Ltd, Jinhua, China). The tensile strength was carried out by the electronic universal testing machine (WDW1020; Changchun Kexin co., Ltd, Changchun, China), the loading speed was 10 mm/min. All the tests were repeated five times and the average values were adopted.
Flame-retardant property testing
The flame-retardant property was tested by oxygen Indexes (ZR-01; Qingdao Shan spinning instrument Co., Ltd, Qingdao, China). The size of the specimen used for flame-retardant property testing was 90 × 10 × 4 mm3 and the flow rate of oxygen was set to 3 L/ min, the flow rate of mixed gas was set to 20 L/min.
Microscopy and structure
The CSS and CSS/HDPE composites were investigated with a field emission scanning electron microscope (SEM; FEI Sirion 200, Hillsboro, Oregon, USA). The CSS powder and fractured surface of tensile section were sputtered with gold to avoid electrical charging during examination prior to processing.
Results and discussion
XRF of CSS
The elements such as K, Na, Ca, S, Si presented in the form of salt in biomass has great influence on the slagging process, 26 and the higher the content of Si and alkali metal, the easier the slagging of the biomass during combustion. 27 During the combustion of biomass, alkali metal K would react with SiO2 to form eutectic in molten state, which could explain the formation of slagging. The component and content of CSS are shown in Table 1. As can be seen from the table that there are a lot of oxides in CSS including SiO2, K2O, CaO, MgO, and so on. The content of SiO2 is the largest 53.3%, and the content of K2O is the second 16% in CSS, which makes slagging easier during combustion.
XRF of CSS.
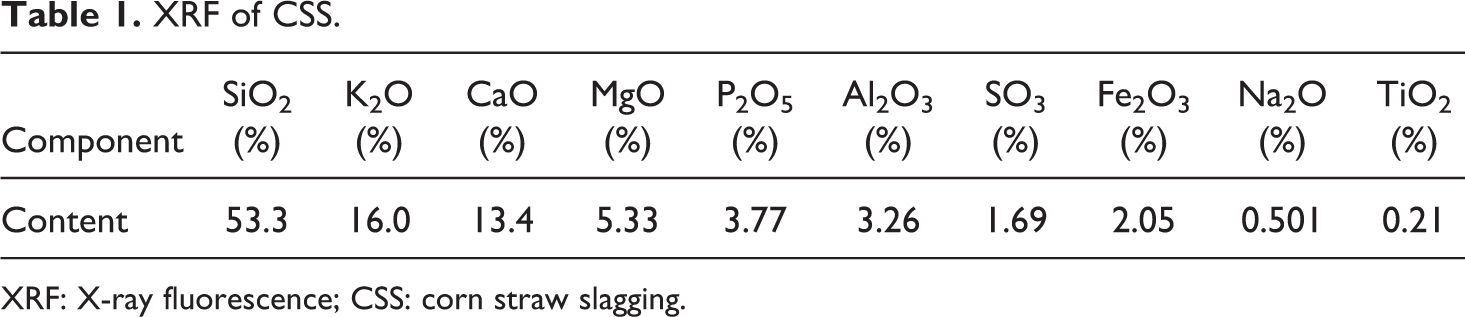
XRF: X-ray fluorescence; CSS: corn straw slagging.
XRD of CSS/HDPE composites
Figure 1 indicates the XRD spectra of CSS/HDPE composites samples. For the composites, two main characteristic peaks could be observed at 2θ = 21.6° and 24°, which were attributed to the 110 and 200 crystal planes, consistent with HDPE, 28 indicating that there was no obvious shift of diffraction peak positions with the addition of CSS. The addition of CSS has no effect on the crystal form of HDPE, all the diffraction peaks in the composites are caused by HDPE, and CSS did not contribute to the diffraction peaks of the composites. It also meant that CSS was revealed to be amorphous in nature. On the other hand, it is interesting to note that as the amount of CSS increased in the composites, the intensity of all the peaks also correspondingly reduced. This was because the increase of amorphous (CSS) to the lack of crystalline materials (HDPE) in the composites, which led to the decrease in the XRD diffraction peak intensity of CSS/HDPE composites. 29
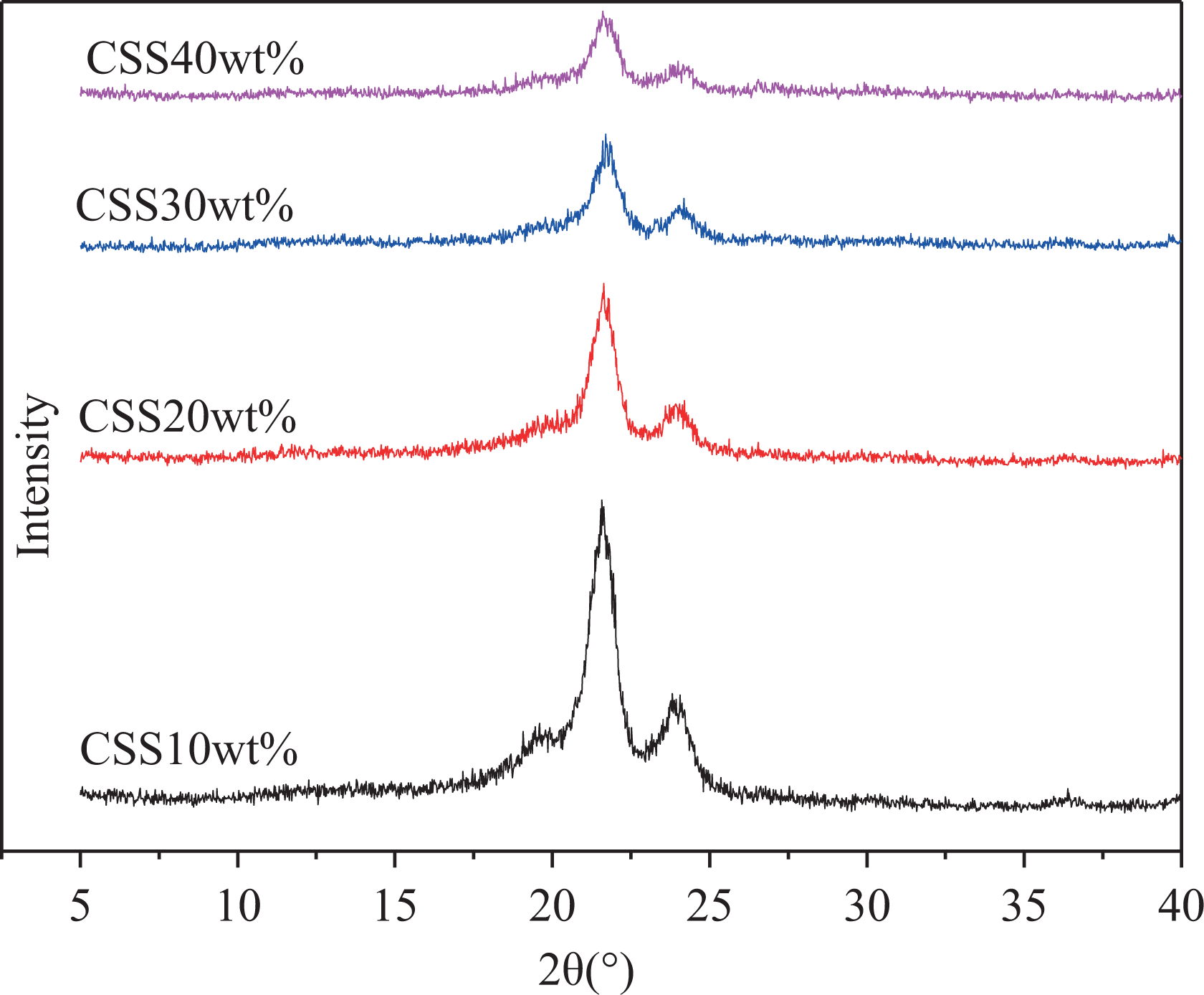
XRD curves of CSS/HDPE composites. XRD: X-ray diffraction; CSS: corn straw slagging; HDPE: high-density polyethylene.
DSC of CSS/HDPE composites
The DSC curves of the CSS/HDPE composites samples are presented in Figure 2. The thermogram of neat HDPE showed a typical endothermic melting at 131°C and exothermic crystallization at 120°C. When HDPE was added with CSS, the melting temperature did not shift. But with increasing amount of CSS in the CSS/HDPE composites, the energy required to melt increased, and the higher the content, the more energy required, which is mainly due to the addition of CSS to enhance the thermal stability of the composites. It is interesting to note that the crystallization temperatures were pushed to a higher temperature slightly for all the composites compared to that of neat HDPE. This is most probably due to the nucleation effect of the CSS particles in the HDPE matrix, and the CSS particles acted as points from where crystal growth initiated. 30 On the other hand, the crystallization temperature of the composites increased with the increase of CSS content slightly, which indicated that the increase of CSS was beneficial to the early crystallization of composites. In addition, the intensity of the crystallization peaks reduced with the increase in the CSS content in composites. Hence, the higher the content of CSS, the less energy was required to cause crystallization in the composites.
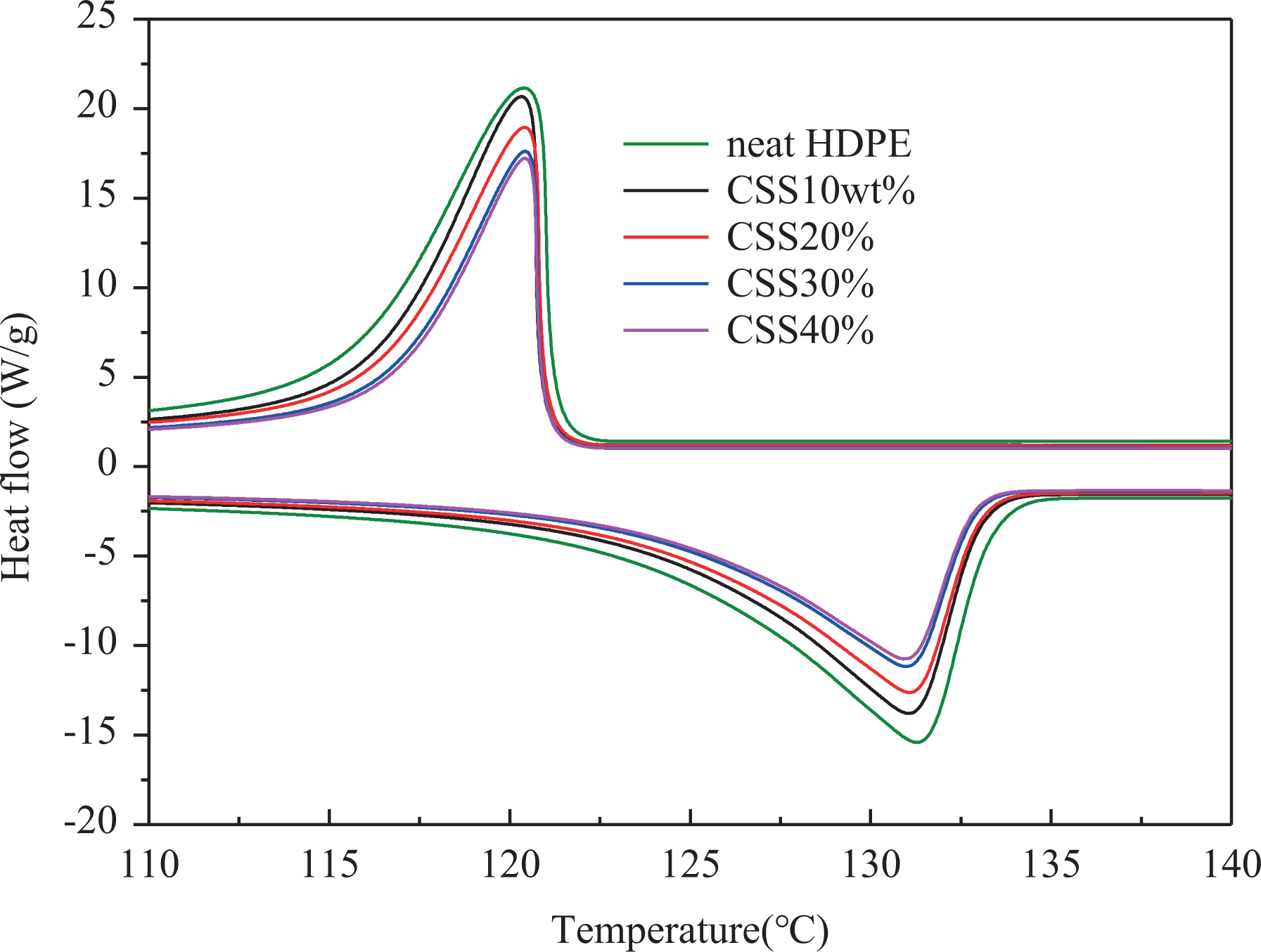
DSC curves of CSS/HDPE composites. DSC: differential scanning calorimetry; CSS: corn straw slagging; HDPE: high-density polyethylene.
Tensile strength of CSS/HDPE composites
The tensile strength curves of CSS/HDPE composites are presented in Figure 3. The tensile strength of the composites increased first and then decreased with the increase of CSS content, which was similar to plant fibers reinforcing composites. 31 When the CSS content was 10 wt%, the tensile strength of the composites was lower, which was only 22 MPa. At this time, the main component of the composites was HDPE, and the CSS particles were evenly dispersed in HDPE. And the distance between the CSS particles was large, and the CSS could not play an enhanced role. When the CSS content was 30 wt%, the tensile strength of the material reached the best, 34.3 MPa. The increase of tensile strength can be attributed to the homogeneous dispersion of CSS and due to the fact that CSS particles behaved like rigid particles in the HDPE matrix which restricted mobility of the polymer chains. 32 With the increase of CSS content to 40 wt%. the tensile strength of the composites decreased to 29.45 MPa. The HDPE matrix acted as a binder in the composites and bound different CSS particles together. With the increase of the CSS, the bonding effect of HDPE was greatly weakened. The CSS particles formed a large amount of agglomeration in the HDPE matrix. When subjected to external forces, stress concentration was easy to occur. That is why the tensile strength decreased of the composites, with the increase of CSS.
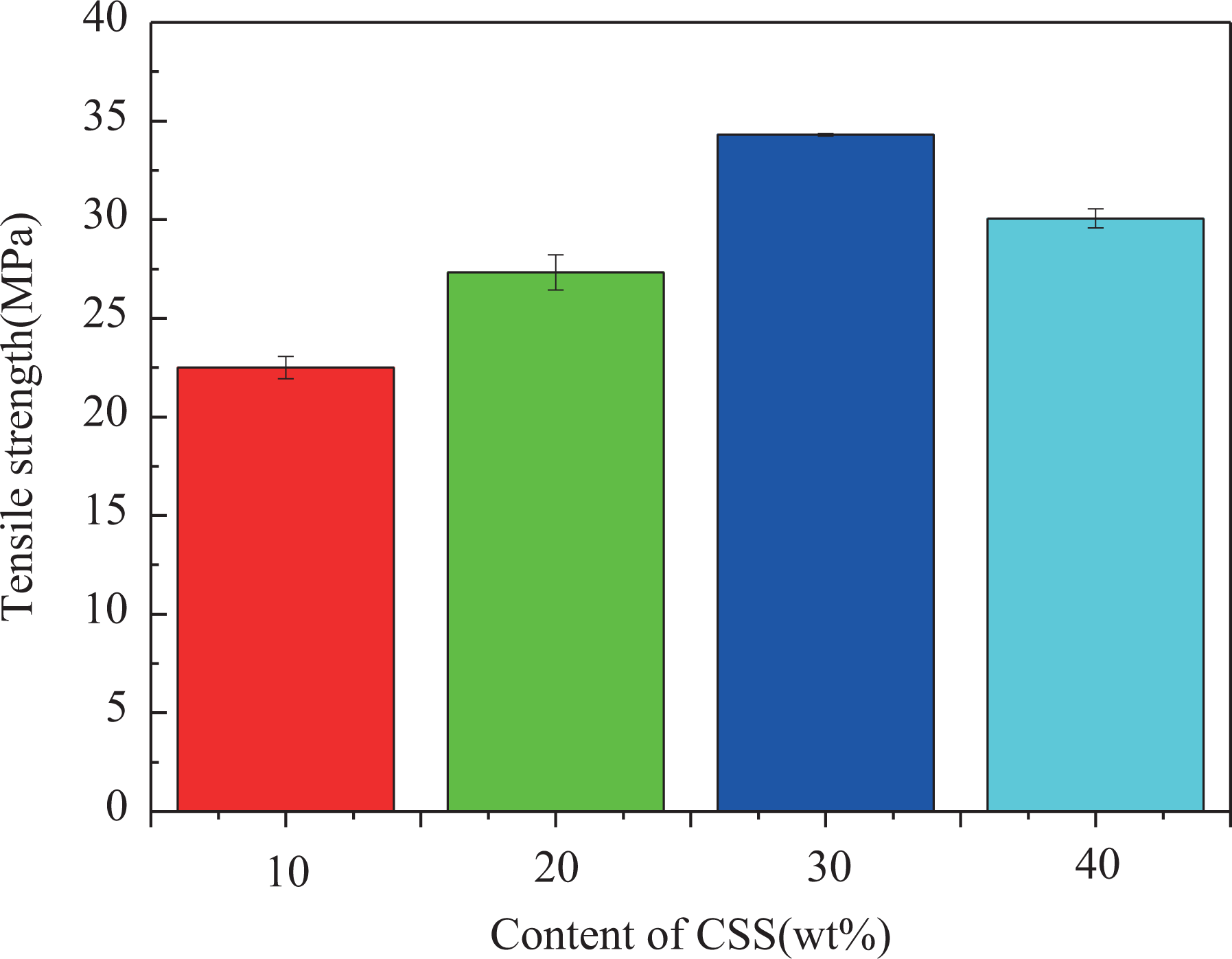
Tensile strength of CSS/HDPE composites. CSS: corn straw slagging; HDPE: high-density polyethylene.
Flame-retardant property of CSS/HDPE composites
Figure 4 indicates the limited oxygen index data of the CSS/HDPE composites samples. When the CSS content was 10 wt%, the limited oxygen index had far exceeded HDPE, 33 although the composites remained flammable. As can be seen from the table Table 1 that the main components of CSS are SiO2, K2O, CaO, MgO, and so on, which cannot be ignited. And the presence of these nonflammable oxides could improve the flame-retardant property of CSS/HDPE composites. Hence, the addition of CSS could slow down the burning of HDPE to a certain degree, and the flame-retardant property was improved. When the CSS content was 40 wt%, the limited oxygen index reached 31.26%, which showed that the composites had reached a nonflammable level. In summary, CSS is suitable to prepare composites which has a good flame-retardant property.
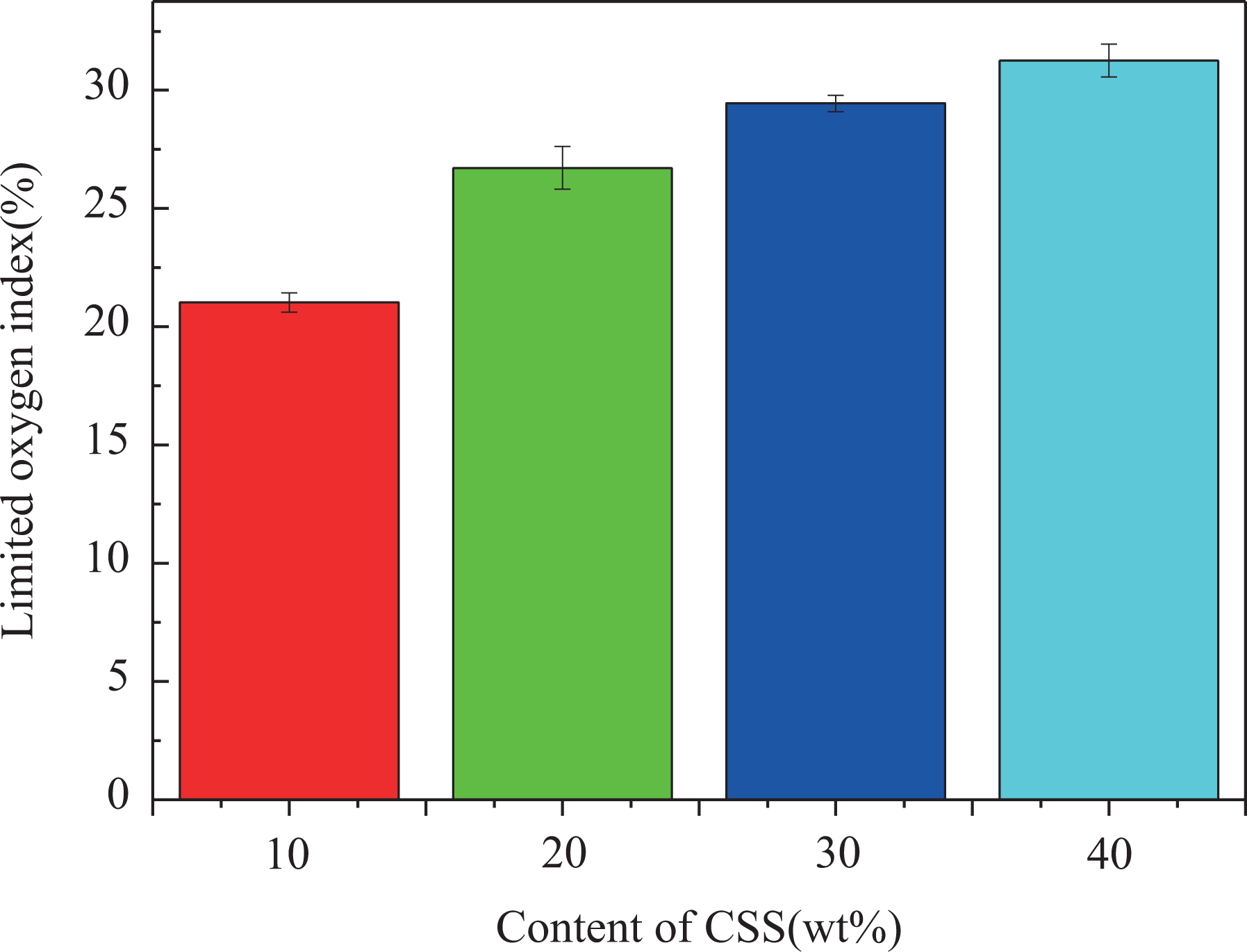
Limited oxygen index of CSS/HDPE composites. CSS: corn straw slagging; HDPE: high-density polyethylene.
Microscopy and structure
Figure 5 presents the picture and SEM image of CSS. As can be seen from the diagram, the CSS shows a different size and scattered stone shape. The overall surface of CSS was smooth, but there was a slight concave structure locally, which may have impacts on the properties of the composites. Figure 6 shows the SEM images of the tensile fracture surface of CSS-reinforced HDPE composites containing 10, 20, 30, and 40 wt%. From Figure 6, we can get the microscopy and structure of CSS/HDPE composites intuitively that the CSS filled in the HDPE matrix and was covered by the HDPE matrix which acted as a binder. The interface of Figure 6(a) was smooth, CSS can hardly be observed. With the CSS content increasing to 30 wt% in Figure 6(c), CSS was evenly dispersed in the HDPE matrix. CSS and HDPE were intertwined with each other, and the interface of the composites was good, which was why the tensile strength was the best. There are slight cracks and voids in the interface of the composites from Figure 6(d), the excessive CSS damaged the interface of the composites, and the tensile strength of CSS/HDPE composites was reduced. In general, CSS enhanced the HDPE matrix as a rigid particle, which restricted the flow of HDPE matrix and acted as a hindrance. 34 Better tensile strength could be obtained with proper amount of CSS-filled HDPE.
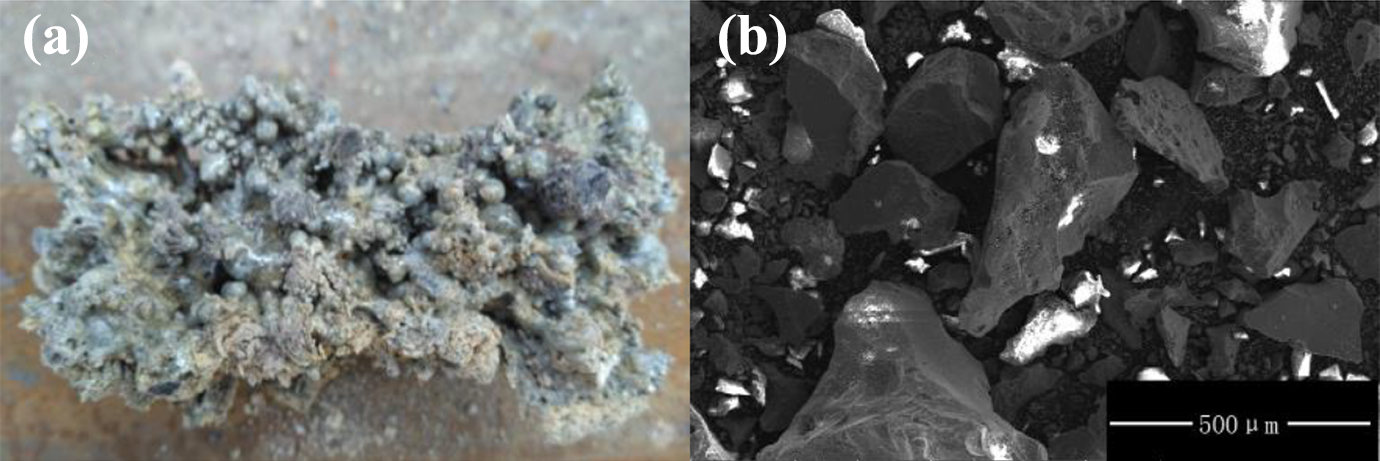
(a) Picture of CSS and (b) SEM image of CSS. CSS: corn straw slagging; SEM: scanning electron microscopy.
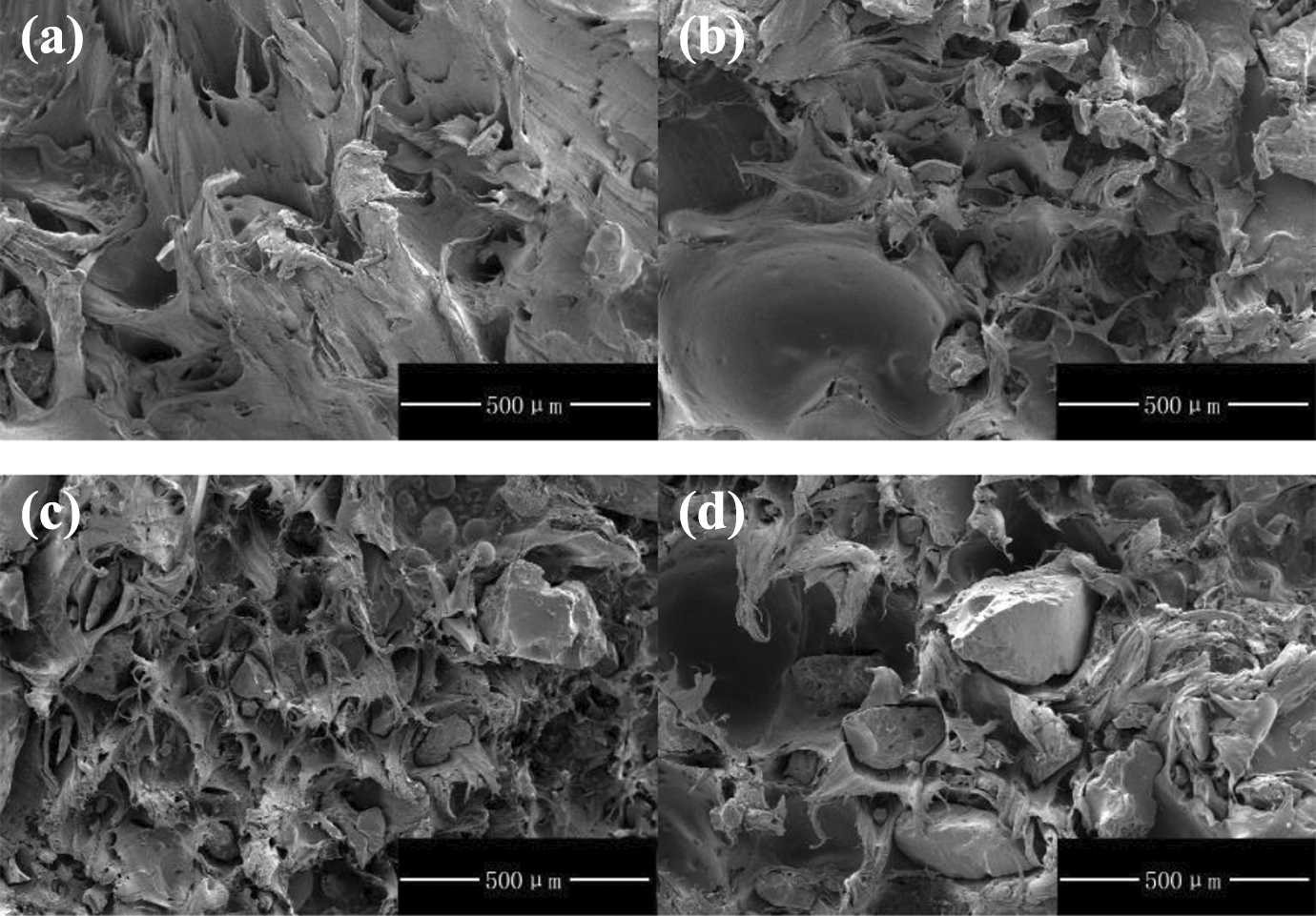
SEM images: (a) CSS—10 wt%, (b) CSS—20 wt%, (c) CSS—30 wt% and (d) CSS—40 wt% of CSS/HDPE composites. CSS: corn straw slagging; SEM: scanning electron microscopy; HDPE: high-density polyethylene.
Conclusion
HDPE composites filled with CSS were prepared by extrusion methods. The basic properties, tensile, and flame-retardant properties of CSS/HDPE composites were characterized and assessed. Draw the following conclusions about CSS: the CSS which mainly consisted of oxides including SiO2, K2O, CaO, MgO, and so on showed a different size and scattered stone shape viewed from the microscopic point. In addition, the relevant conclusions on CSS/HDPE composites are as follows: the CSS did not change the microcrystalline structure of the HDPE, but the increase of CSS could reduce the intensity of the peaks of the composites; CSS had little effect on the melting temperature, but the increase of CSS promoted the early crystallization of composites; with the increase of CSS, the tensile strength of the composites increased first and then decreased, and reached the maximum at 30 wt%; unlike the tensile strength, the increase of CSS can improve the flame-retardant property of the composites because of its special composition, and the higher the content, the better the flame-retardant property; the SEM showed that the interface of the composites was the best at 30 wt%, which was consistent with the tensile strength.
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by The National Natural Science Foundation of China (51806129), The National Key Research and Development Program of China (2018YFD1101001), Distinguished Expert of Taishan Scholars Shandong Province, Higher Education Superior Discipline Team Training Program of Shandong Province.