
Abstract
Wood fibers were treated in different plasma frequencies (radio frequency (RF) and low frequency (LF)) using oxygen (O2) for different plasma powers to increase the interface adhesion between wood fiber and high-density polyethylene (HDPE) matrix. The influence of various plasma frequencies on mechanical properties of wood fiber-reinforced HDPE composites was reported. Tensile, flexure, short beam shear tests were used to determine the mechanical properties of the composites. The interlaminar shear strength (ILSS) increased from 11.5 MPa for the untreated wood fiber/HDPE composite to 19.8 and 26.3 MPa for LF and RF O2-plasma-treated wood fiber/HDPE composites, respectively. O2 plasma treatment also improved the tensile and flexural strengths of wood fiber/HDPE composites for both plasma systems. It is clear that O2 plasma treatment of wood fibers by RF plasma system instead of using LF plasma system brings about greater improvement on the ILSS of wood/HDPE composites. Improved fiber/matrix adhesion is able to be seen in scanning electron microscopy micrographs of fracture surfaces of the wood fiber/HDPE composite.
Keywords
Introduction
The interest in using natural fibers in composites has increased in recent years due to their lightweight, nonabrasive, combustible, nontoxic, low-cost, and biodegradable properties. 1 –3 Wood fibers offer several potential advantages as filler in plastics, such as the low-cost, low-density, good specific strength, thermal insulation, and the renewable resource. 4 The addition of natural fibers to polymer matrices improved the mechanical and thermal properties of the composites, 5 and offered a high specific stiffness and strength, and flexibility during processing. 6
However, its hydrophilic character due to the high hydroxyl group content of cellulose is the main cause of poor compatibility between wood fibers and the polymers used as matrix, which leads to unsatisfactory mechanical properties for composites. 7 –9 Generally, sound waves can be dissipated by panel absorbers and Helmholtz resonators in the low-frequency region (<500 Hz) and by porous materials in the middle- and high-frequency regions (>500 Hz). Typical porous absorbers are fibrous (such as glass wool, rock wool, and fiberglass) and foam materials. 10,11 Various chemical treatments such as plasma treatment, 6,11 silane treatment, 12 and acetylation 13 have been reported in relation to the compatibility in wood fiber composites. Hundreds of tonnes of wood waste are produced daily from construction industry and shipping industry, resulting in massive waste of resources and occupation of limited landfill space. 14 In recent years, increasing concern about environmental pollution problems has limited wide industrial application of chemical surface treatments. In contrast to chemical treatments, the cold plasma techniques are considered as dry and clean processes. 13 Das et al. 15 studied the variability of wood fibers surface chemistry and the reaction of fibers with MAPE compatibility agent using the Fourier-transform infrared spectroscopy (FTIR) and X-ray photoelectron spectroscopy (XPS) techniques. Plasma treatment improves fiber–matrix adhesion either by introducing polar or excited groups or even a new polymer layer that can form strong covalent bonds between the fiber and the matrix, or by roughening the surface of fibers to increase mechanical interlocking between the fiber and the matrix. 16 Also, cold plasma technique allows surface modification of fibers without affecting the bulk properties. 17
Experimental details
Materials
Wood fiber consisted of cellulose (45.7%), hemicellulose (24.8%), and lignin (27.6%) by dry weight. The high-density polyethylene (HDPE) polymer (Petrothene LB 010000 (melt flow index: 0.50 g/10 min, density 0.953 g cm−3, tensile yield strength 27.3 MPa, and flexural modulus of elasticity 1275 MPa)) was obtained from Equistar Chemicals (Houston,Texas, USA).
Fiber surface treatments by low-frequency and radio-frequency plasma systems
Wood fibers were subjected to low-pressure oxygen (O2) plasma treatment at plasma powers of 30, 60, and 90 W for 15 min with gas pressure 30 Pa. Radio-frequency (RF) plasma generator (operating at 13.56 MHz with a maximum power of 100 W) and low-frequency (LF) plasma generator (operating at 40 kHz with a maximum power of 200 W) was used for surface treatments of the fibers. Both plasma equipment were PICO type (Diener Electronics GmbH+Co (Germany)). The wood fibers were placed on to the ground electrode in the middle of the reactor and the chamber was evacuated to a low pressure of 0.1 mbar. Then, the O2 gas was let to flow into the chamber at 0.3 mbar and the surfaces of the fibers were exposed to glow discharge. When the treatment was completed, the plasma generator was turned off automatically and the gas valve was closed manually. Then, argon gas was fed into the chamber for 10 min to reduce free radicals in the atmosphere. Finally, the chamber was evacuated to a low pressure of 0.1 mbar and the vacuum was applied for 15 min.
Composite preparation
Hand layup technique was used to fabricate composite laminates. The HDPE resin, the accelerator, and the catalyst were mixed and then the mixture was applied onto the wood fabric surface. The volume fractions in composites are approximately 27%. The mixture was then compounded and extruded with a counter rotating twin screw (L/D ratio of 28) Cincinnati extruder (Milacron, Cincinnati, Ohio, USA) with five heating zone temperatures set between 160°C and 180°C. The sample material was extruded into bars.
Fiber tensile test
Tensile strengths of wood fibers were determined using a Shimadzu AUTOGRAPH AG-SI, Japan Series universal testing machine at a contact speed of 0.1 mm min−1 according to ASTMD-638 standard. Tensile properties were measured and a minimum of seven strands for each wood type were mounted on cardboard end tabs via a quick-setting HDPE adhesive. The samples were mounted such that each specimen had a gauge length of 20 mm.
Mechanical properties of composites
Interlaminar shear test
Interlaminar shear strength (ILSS) values of wood/HDPE composites were determined by conducting short-beam shear tests according to ASTM D-2344. A Shimadzu AUTOGRAPH AG-IS Series universal testing machine was used by attaching a 5-kN load cell. System control and data analyses were performed using Trapezium software (Version 2.10). A span-to-depth ratio of 5:1 was chosen for specimen dimensioning while a crosshead speed of 1.3 mm min−1 was preferred for testing. At least five specimens were tested to ensure repeatability of the results.
Three-point bending test
The three-point bending test was conducted according to ASTM D-790 standard with a span-to-depth ratio of 16:1 and at a speed of 1.4 mm min−1.
Tensile test
Tensile testing (ASTM D-3039) was carried out using a Shimadzu universal testing machine having 5-kN load cell and video extensometer system (AUTOGRAPH AG-IS Series, Shimadzu Corp., Japan). At least five specimens, which were 197 mm long and 25 mm wide, were tested for each type of composite plate to check for repeatability at a cross head speed of 2 mm min−1.
Scanning Electron Microscopy
After tensile tests, fractured surfaces of fabricated composite were examined by scanning electron microscopy (SEM) with energy dispersive X-ray spectroscopy (SEM-EDX, TESCAN VEGA3 XM), TESCAN CHINA, Ltd., which was operated at an accelerating voltage of 20 kV and current of 70–78 mA. Gold was sprayed on the fractured cross sections of samples in advance for better conductivity.
Results and discussion
The mechanical properties of the composites
ILSS values of untreated wood/HDPE and O2-plasma-treated wood/HDPE composites are presented in Figure 1. It can be seen that composites reinforced with O2-plasma-treated wood fibers have higher ILSS values than that of the untreated one. In LF plasma systems, O2 plasma treatments of wood fibers resulted in obvious increases for plasma powers of 30 and 60 W, while the ILSS increased only marginally at the plasma power of 90 W when compared to power of 60 W. ILSS values of O2-plasma-treated wood/HDPE at plasma powers of 30, 60, and 90 W increased by about 33, 68, and 72%, respectively, when compared to that of untreated wood/HDPE composite. In RF plasma system, significant increases in ILSS values of the composites were recorded for all plasma powers. That is, fiber/matrix adhesion improved continuously with increasing of plasma power. When compared to that of untreated wood/HDPE, ILSS values of O2-plasma-treated wood/HDPE composites at plasma powers of 30, 60, and 90 W increased by approximately 52, 88, and 129%, respectively. Therefore, the value obtained at the plasma power of 90 W was more than twice than that of untreated one. These results indicate that O2 plasma treatment of wood fiber improves wood fiber/HDPE interfacial adhesion. This means that for a band-pass amplifier, frequency response is changed from all pass to bandstop. The energy from the bandpass would be moved to the sidebands to minimize the effect in a bandpass.
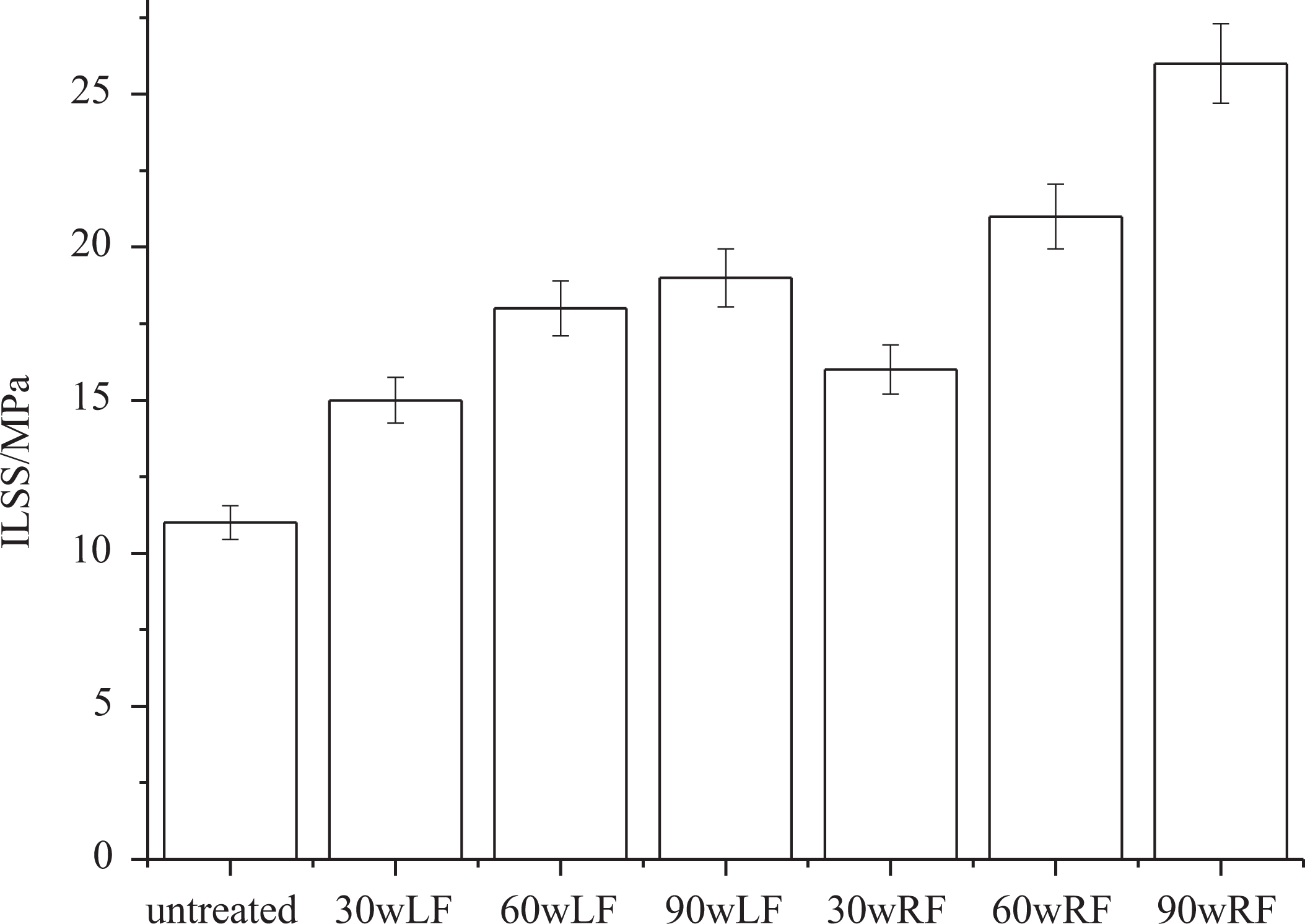
ILSS values for fabricated composites. ILSS: interlaminar shear strength.
The effects of O2 plasma treatment of wood fibers on flexural strength values of wood/HDPE composites are shown in Figure 2. The flexural strength of untreated wood/HDPE composite was determined to be 80.3 MPa. Considering LF plasma system, flexural strength values of O2-plasma-treated wood/HDPE composites were obtained to be 93.7, 102.9, and 111.0 MPa, once the wood fibers were O2-plasma-treated at plasma powers of 30, 60, and 90 W, respectively. As a result of O2 plasma treatment of wood fiber at 30, 60, and 90 W, the flexural strength values of wood/HDPE increased by 15%, 26% and 35%.
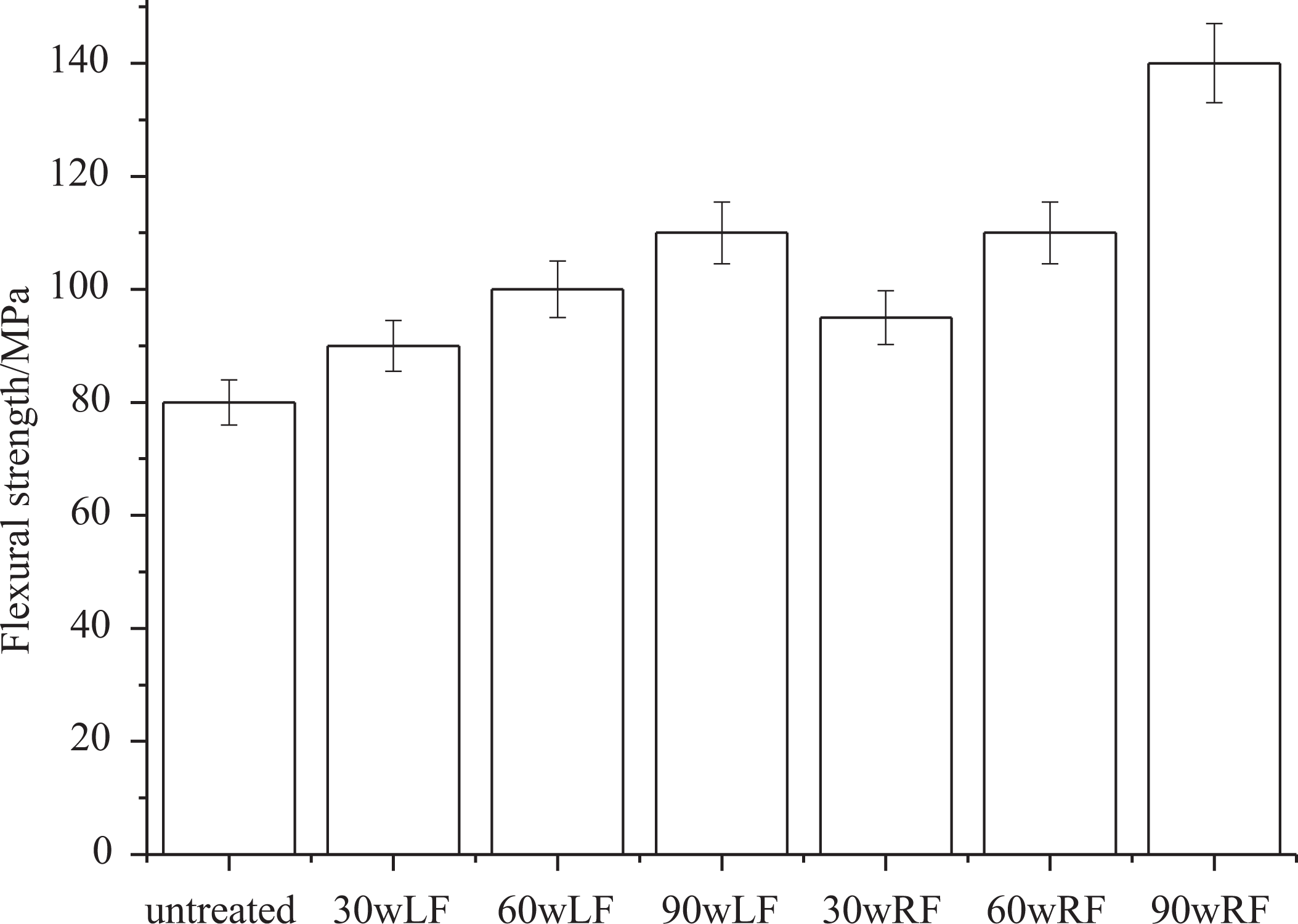
Flexural strength values for fabricated composites.
Composites after O2 plasma treatment of wood fibers were obtained to be 99.6, 110.2, and 143.8 MPa at plasma powers of 30, 60, and 90 W, respectively. This means that using RF plasma system for O2 plasma treatment of wood fibers causes 22, 36, and 62% increases in terms of the flexural strengths of wood/HDPE composites.
Tensile strength values of untreated and O2-plasma-treated wood fiber/HDPE composites are given in Figure 3. It can be seen that the O2 plasma treatment improves the tensile strength of wood fiber/HDPE composites for both plasma systems. The tensile strength and modulus values of untreated wood fiber/HDPE composite were obtained to be 52.6 and 4023 MPa, respectively. In LF plasma system, the tensile strength of untreated wood fiber/HDPE composite was enhanced by approximately 18, 37, and 40% as a result of fiber surface treatment at plasma powers of 30, 60, and 90 W, respectively. Based on RF plasma system, the tensile strength of O2-plasma-treated wood fiber/HDPE composites was increased by approximately 29% at a plasma power of 30 W, 47% at a plasma power of 60 W, and 62% at a plasma power of 90 W in comparison with that of one without treatment.
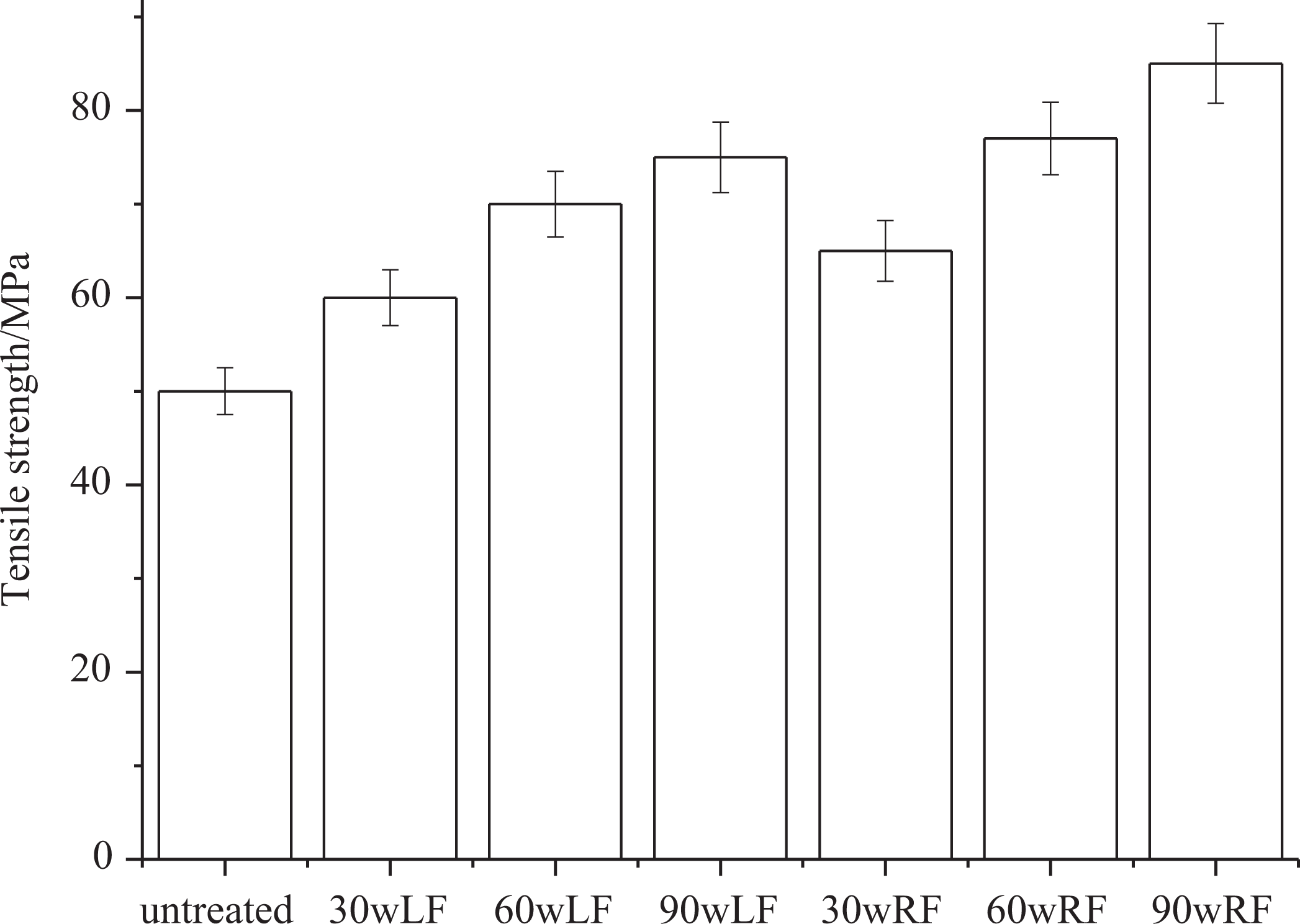
Tensile strength values for fabricated composites.
When the increasing trends of the ILSS and tensile strength values are evaluated, it is seen that in LF plasma system rate of increment decreases beyond the plasma power of 60 W. Contrary to this, in RF plasma system, similar trend was not observed for these strength values. It is clear that O2 plasma treatment of wood fibers by RF plasma system brings about greater improvement on the mechanical properties of wood/HDPE composites when compared to the usage of LF plasma system.
O2 plasma treatment of the wood fibers causes improvement in interfacial adhesion between the fiber surface and HDPE. It is known that cellulose and hemicellulose are more reactive to plasma; they are more easily etched away by plasma treatments, leaving more nonpolar lignin on the fiber surface, which may contribute to the improvement in interfacial adhesion. 16 In other words, increase in adhesion between fiber and matrix as a result of O2 plasma treatment of wood fibers is a dominant factor rather than fiber strength, determining the tensile and flexural properties of composites in this study. The reason why adhesion between fiber and matrix increases may be attributed to increased surface roughness.
As shown in Figures 1 to 3, O2-plasma-treated wood-fiber-reinforced HDPE composites demonstrate superior mechanical properties providing that wood fibers are treated with RF plasma system instead of LF plasma system.
Fractographic investigation
SEM analysis was conducted on the fracture surfaces of the tensile tested wood/HDPE composites to evaluate the fracture morphology depending on the fiber surface modification. Figure 4 shows the fracture surface of untreated wood, and LF and RF O2-plasma-treated wood/HDPE composites.
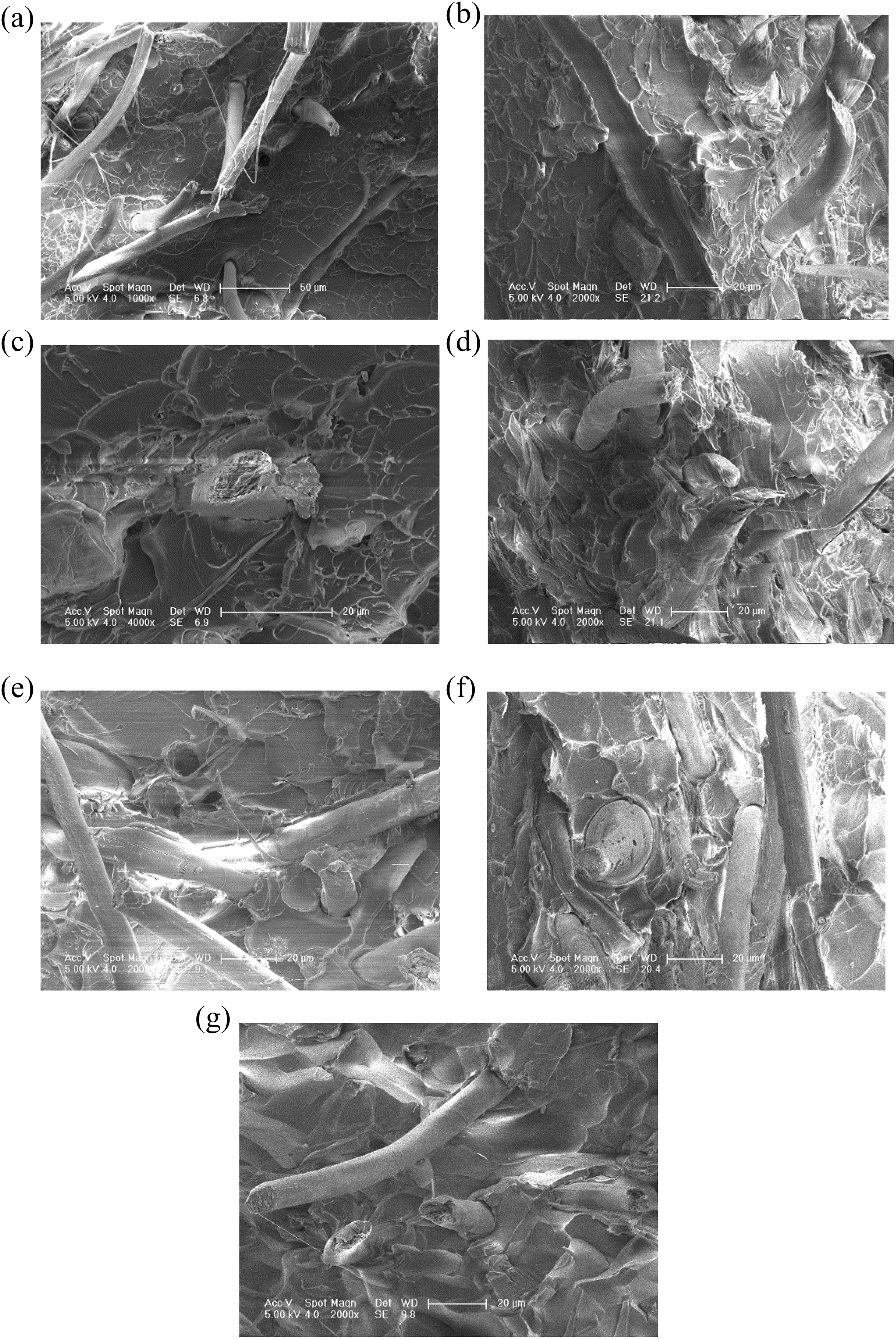
Fracture surfaces of the RF and RF O2-plasma-treated wood/HDPE composites. (a) Untreated, (b) LF 30 W, (c) LF 60 W, (d) LF 90 W, (e) RF 30 W, (f) RF 30 W, and (g) RF 30 W. LF: low frequency; RF: radio frequency; HDPE: high-density polyethylene. O2: oxygen.
SEM images demonstrated clean fiber surfaces for the untreated wood fiber reinforced HDPE composite. This can be considered as the evidence of an adhesive failure, indicating a poor fiber/matrix interfacial adhesion.
For the LF O2-plasma-treated wood/HDPE composites, remains of polymer were observed on fiber surfaces as shown in Figure 4. O2 plasma treatment of wood fibers at 30 W causes deposition of very little amount of polymer particles on fiber surface. After O2 plasma treatment at 60 W, fiber surfaces were deposited with more HDPE, which partially at some regions resembled layers. Similarly, SEM images of LF O2-plasma-treated wood fibers at 90 W showed that they were almost covered with layers of polymer. This leads to an expectation for better fiber/matrix adhesion.
RF O2 plasma treatment of wood fibers also seemed to enhance their compatibility with HDPE matrix as can be seen in Figure 4. Polymer deposits were observed on wood fibers after plasma treatment at plasma power of 30 W. SEM image shows more polymer amount on wood fibers which were treated at 60 W. Plasma treatment of wood fibers at 90 W exhibited improved fiber/matrix interaction. Again, wood fiber surfaces were deposited with more HDPE, which almost formed layers on fibers; therefore, it is evident by the SEM observations performed on the fractured tensile test specimens that there is a positive effect of surface modification of the fibers by O2 plasma treatment on interfacial adhesion between wood fibers and HDPE matrix.
Surface morphologies of wood fibers
The surface morphologies for wood fibers are shown in Figure 5. The pristine wood fibers represented a relatively smooth surface with many narrow parallel grooves distributed along the longitudinal direction of fibers (Figure 5(a)). The plasma-treated wood fibers surface did not appear obviously damaged, etched, and other harmful phenomenon in comparison with untreated wood fiber.
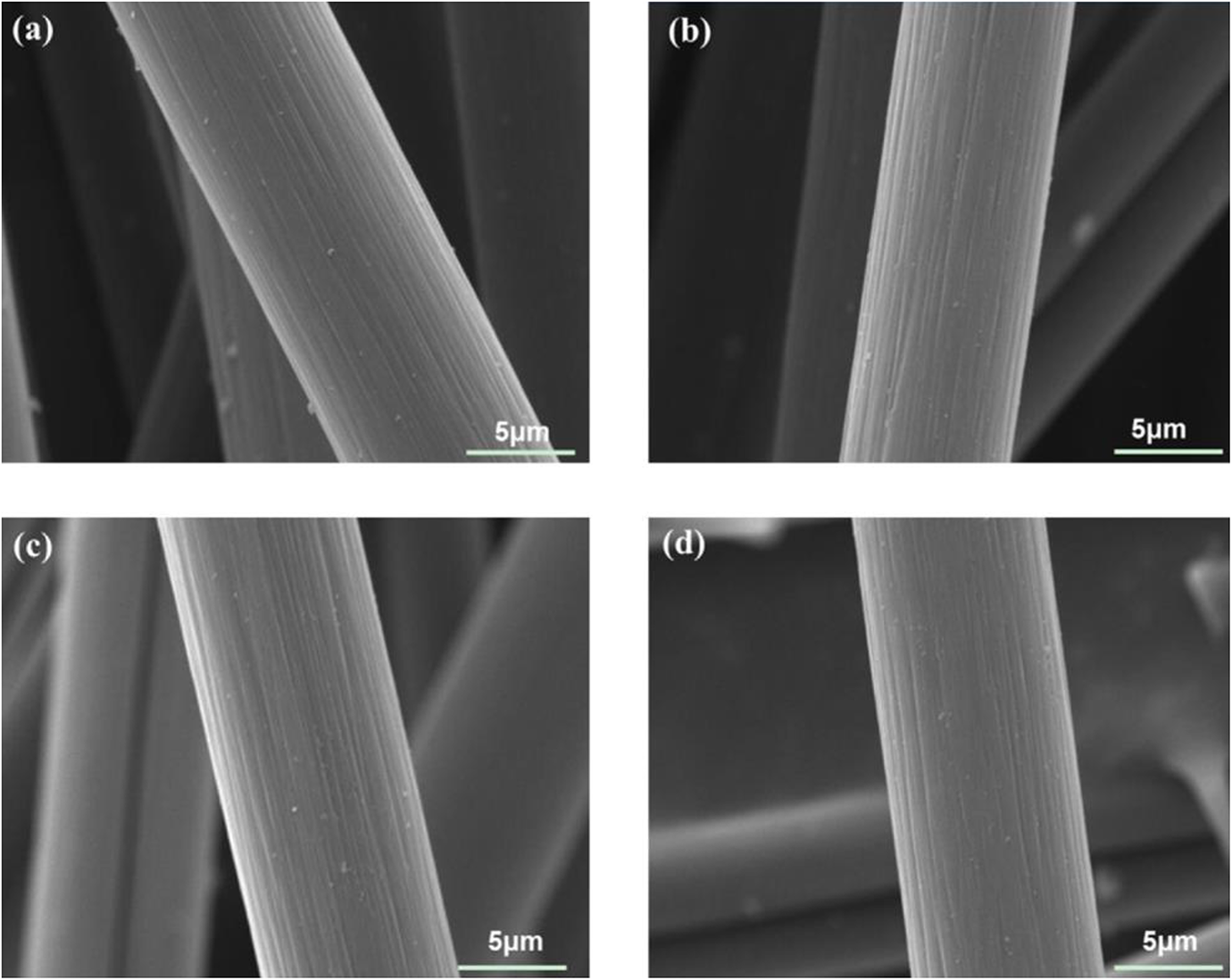
SEM images of wood fiber. (a) Untreated, (b) 30 W, (c) 60 W, and (d) 90 W. SEM: scanning electron microscopy.
FTIR analysis of wood fibers
Figure 6 shows the FTIR spectra of wood fiber. For untreated wood fibers, there are three peaks centered at 2981, 1629, and 1042 cm−1, which were attributed to the C–H, C–C, and C–O stretching vibration of the wood fibers backbone. Compared with the untreated one, the new feature of wood fiber-30 W, wood fiber-60 W, and wood fiber-90 W characteristic peaks detected at 1706 and 3400 cm−1 were corresponded to the stretching vibration of carboxyl and hydroxyl groups, respectively. The significantly enhanced absorption peak intensity around 1706 cm−1 and the lowest intensity around 1629 cm−1 of wood fiber.
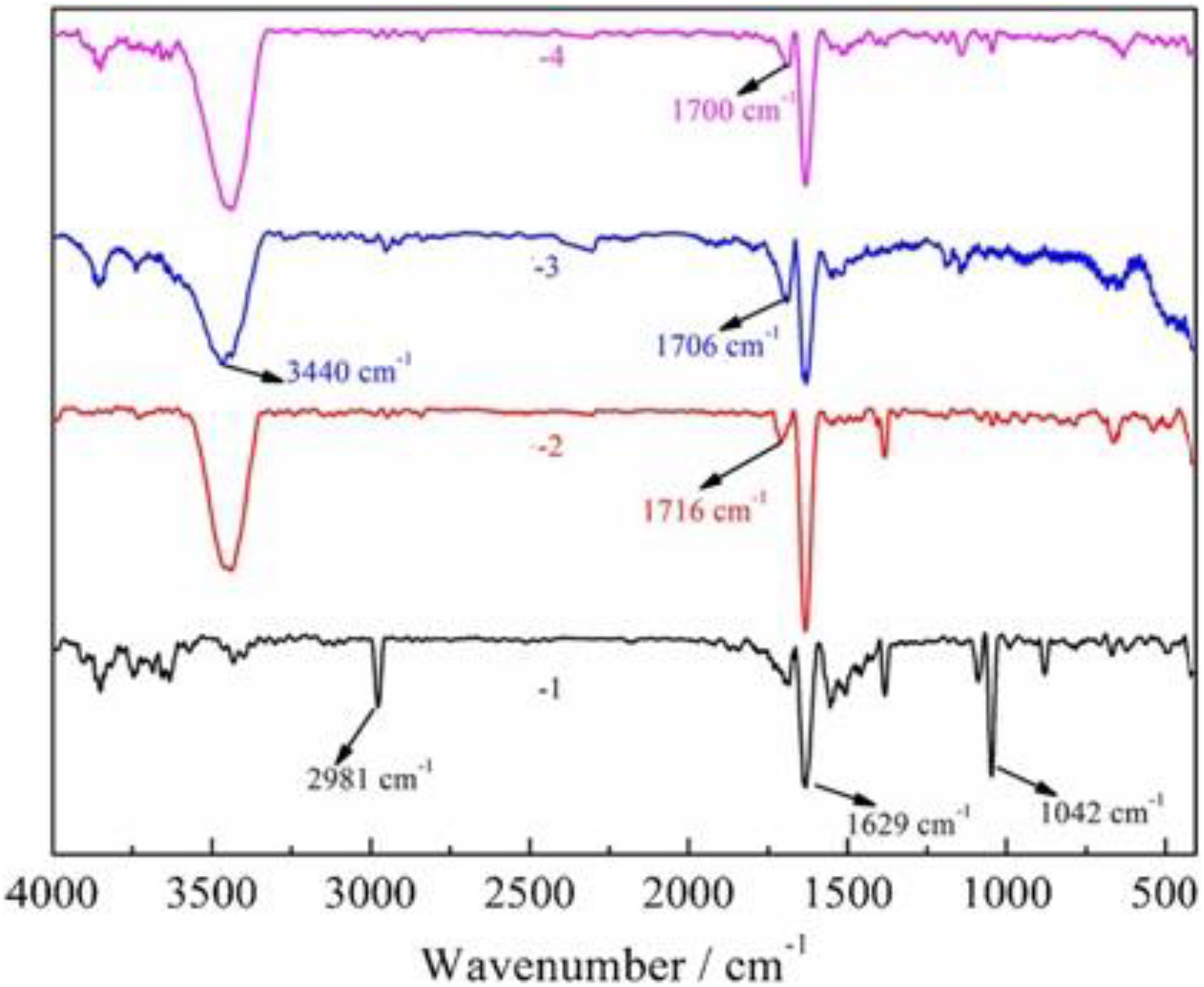
FTIR spectra of untreated wood fiber, wood fiber-30 W, wood fiber-60 W, and wood fiber-90 W. FTIR: Fourier-transform infrared spectroscopy.
Surface morphology and roughness of the wood fibers
Figure 7 shows the fiber surface morphologies and roughness as a function of the different plasma treatment power, as observed by Atomic Force Microscopy (AFM), and Table 1 summarizes the results of the surface roughness of untreated and plasma-treated wood fibers, as obtained from the AFM images. Ideally, the surface of original wood fibers should be very clean and smooth, and the roughness of the wood fibers should increase linearly with the plasma treatment power. This means the plasma treatment has energy effect on the fiber surface.
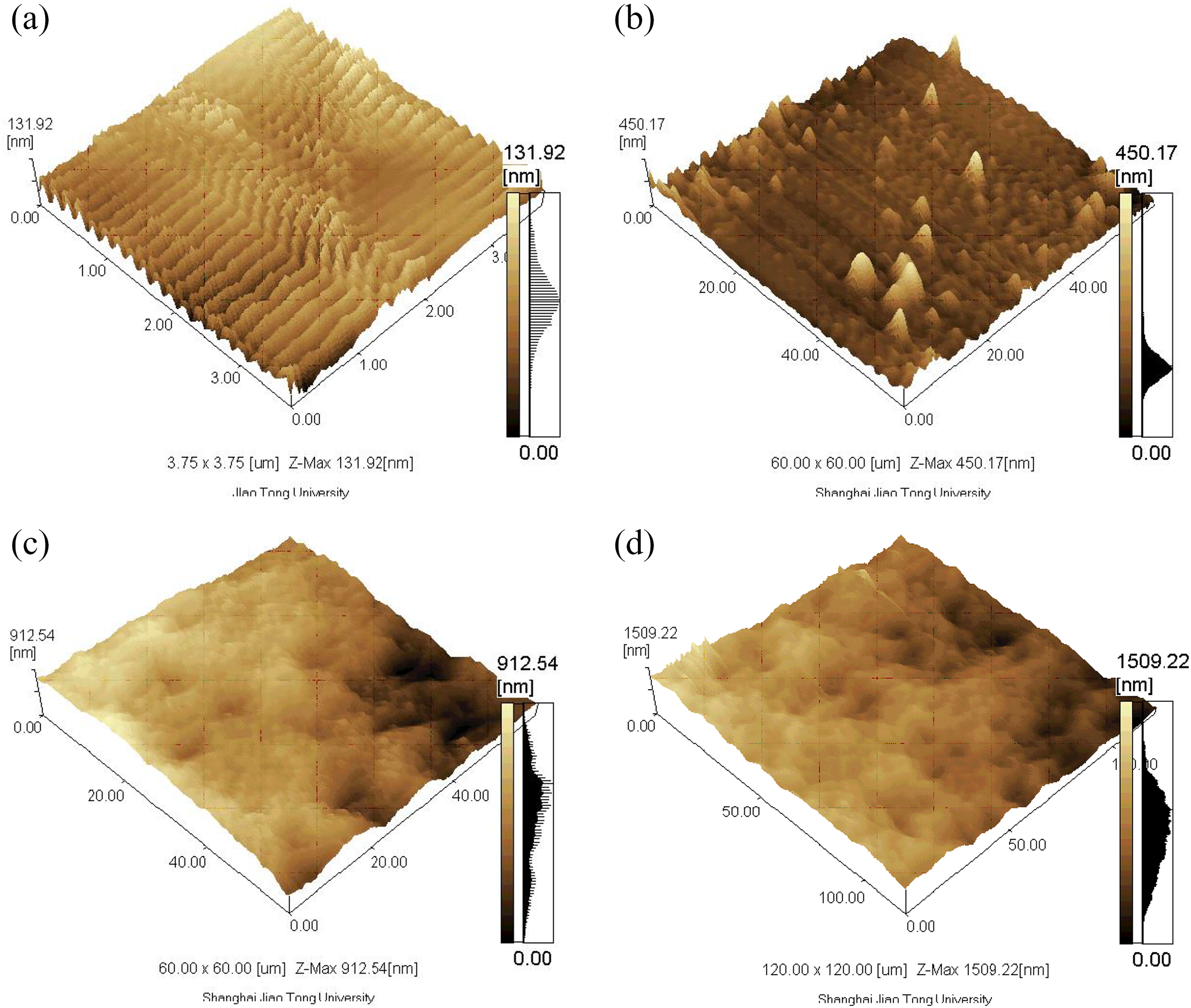
AFM images of wood fibers. (a) Untreated, (b) RF 30 W, (c) RF 60 W, and (d) RF 90 W. RF: radio frequency.
Surface roughness of the wood fibers.
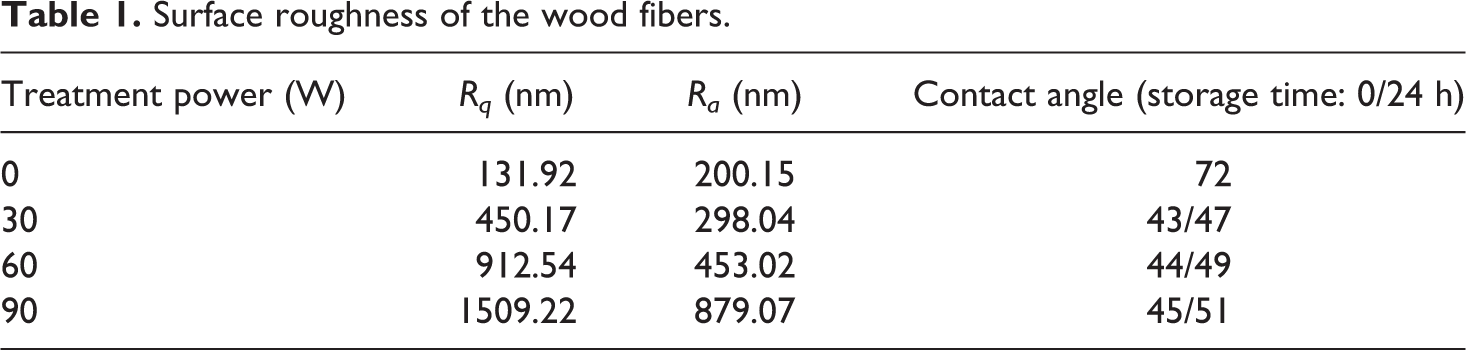
After 24 h storage in standard conditions, a 23–51% increase in contact angle was observed (see Table 1). It is a good result in comparison with the changes observed for wood fiber after different kinds of argon plasma activation.
However, we found that after plasma treatment for 30 W, the root-mean-square roughness (Rq) and arithmetic mean roughness (Ra) were 11.60 and 8.86 nm, respectively, which were lower than the values of the original wood fibers (Rq = 28.20 nm and Ra = 24.15 nm). This was probably caused by the smoothing effect of plasma treatments, which can remove the small defects on the surfaces of wood fibers. When the plasma treatment time was 60 W, the thickness increases with increasing treatment power and the surface layer of the wood fibers became looser than the original wood fibers. This led to an increase in Rq and Ra to 17.45 and 13.80 nm, respectively, owing to the continued etching process, but the values were still lower than those of the original wood fibers. The most aggressive etching occurred with the 90 W plasma treatment, where the bulges and grooves on the fiber surface were obviously growing, and the depth was notably increased, which could also be proven by the increased Rq and Ra values of 36.30 and 26.05 nm, respectively.
Chemical composition analysis
In order to study the influence of the plasma treatment on the surface chemical composition of wood fibers, XPS was employed for qualitative functional group analyses. It can be seen that a distinct change of functional groups on the surface of wood fibers after the surface treatment. The graphitic carbon and carbonyl groups decrease, whereas alcoholic hydroxyl/ether groups and carboxyl/ester groups produce 34% and 132% increase after the treatment. The C1s peaks were deconvoluted into four peaks corresponding to C–C (284.6 eV), C–O (286.4 eV), C=O (287.6 eV), and O=C–O (288.6 eV). The C1s peak of the untreated wood fibers contained mainly the C–C, C–O, and C=O bonds. After plasma treatment, the C–C peak areas were doubled, while the C–C peak areas of the propane-plasma-treated sample raised 40%. After surface treatment, some O2-containing groups are introduced onto the fiber surface, which can be stated that the oxidation of the fiber surface is the most decisive contribution to improve the bond property between the fiber and adhesive.
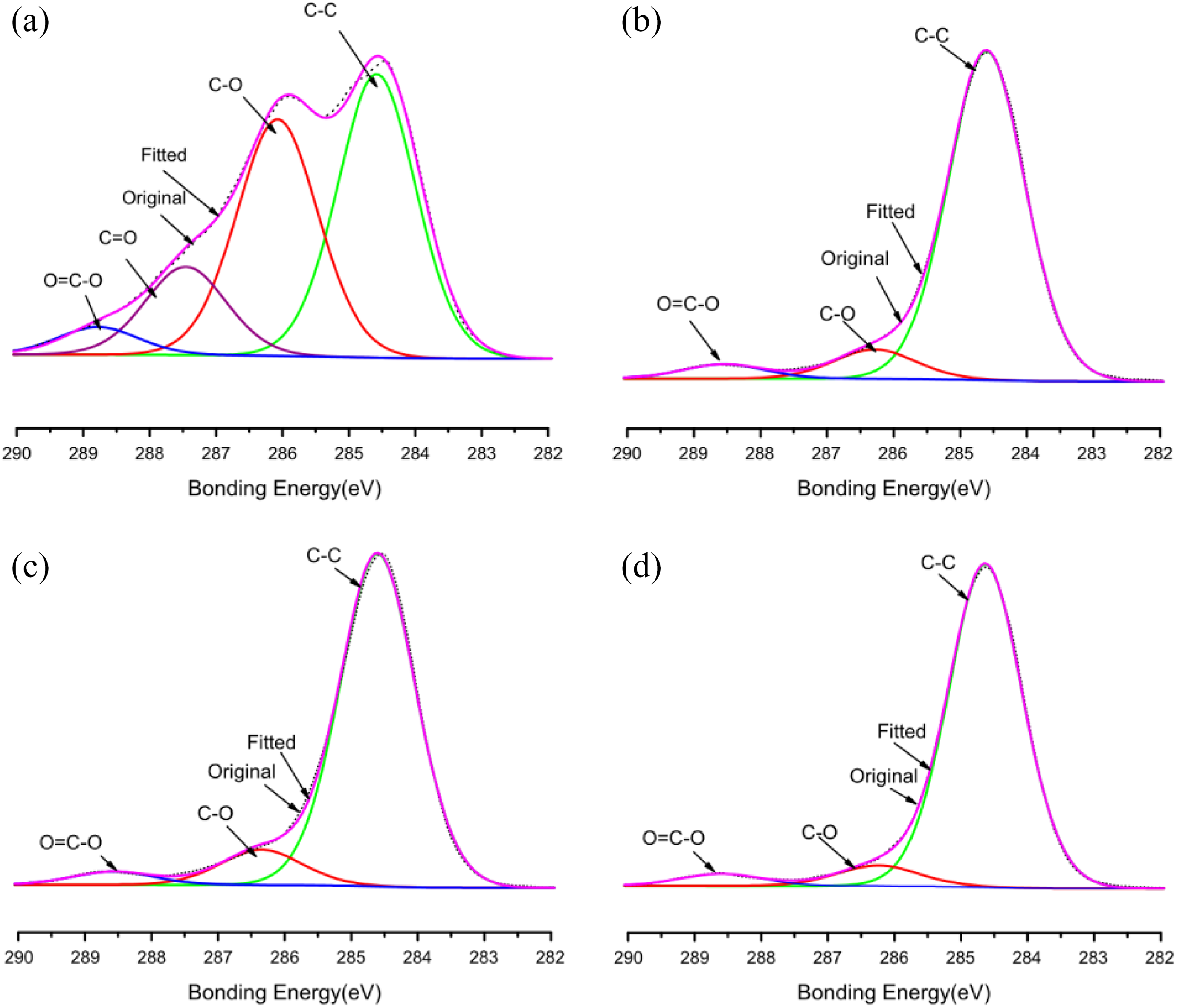
Chemical composition analysisIn order to study the influence of the plasma treatment on the surface chemical composition of wood fibers, XPS was employed for qualitative functional group analyses,as shown in Fig8. X-ray photoelectron spectroscopy (XPS) C1s spectra of the wood fibers. (a) Untreated, (b) 30 W, (c) 60 W, and (d) 90 W.
Conclusion
The effects of low-temperature O2 plasma treatment using different plasma systems on interfacial adhesion and mechanical properties of wood fiber/HDPE composites were investigated. The mechanical properties of the composites improved with increasing of plasma power for both RF and LF systems. The ILSS was enhanced by 72 and 129% at 90 W for LF and RF plasma systems, respectively, in comparison with that of the untreated sample. When compared to the O2 plasma treatment in the LF plasma system, the surface treatment in the RF plasma system is more effective in improving the interfacial adhesion between the wood fiber and HDPE. Fiber tensile strengths after O2 plasma treatments are slightly lower than that of plasma-treated wood fiber. Although the fiber strength decreased slightly, the tensile and flexural properties increased with O2 plasma treatment of wood fibers because of the fact that the fiber/matrix adhesion improved. Improved fiber/matrix adhesion can be seen in SEM micrographs of fracture surfaces of the wood fiber/HDPE composite.
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Thousand Talents Program of Shanghai, National Natural Science Foundation of China (no. 31300783), China Postdoctoral Science Foundation (no. 2014M561458), Doctoral Fund of the Ministry of Education Jointly Funded Project (no. 20123121120004), the Shanghai Maritime University Research Project (no. 20130474), the Shanghai Top Academic Discipline Project-Management Science & Engineering, and the High-Tech Research and Development Program of China (no. 2013A2041106).