
Abstract
Composites with regenerated fiber bonded with natural fibers have attracted growing attention as the globe becomes more sustainable, ecofriendly, and environment-friendly. Pineapple leaf fiber is used for composite in this study since it is also handled as waste nowadays. Furthermore, viscose was chosen as a study variant since no one had ever tried a pineapple and viscose mixed composite before. Due to a scarcity of natural fiber production on Earth, regenerated cellulosic fiber reinforced with natural fiber is widely employed, providing a nearly identical experience by employing partial or less natural fiber. This paper describes a study that used pineapple leaf fiber mixed with a viscose composite and reinforced with epoxy resin. Pineapple viscose blended composite is composed of 1/1 plain wave design, and epoxy resin is applied on them to make stability by the compression molding process. The tested Tensile Strength (σ), Young’s Modulus, and Eb% are 20.7 Mpa, 579 Mpa, and 9.4%, respectively. Some testing is also carried out to differentiate the properties like bending strength 23.5 Mpa, bending modulus 717.6 Mpa, and avg. The pH of the composite is 9.54. This article has different analytical parts to acknowledge the actual condition of composite behaviors. Finally, some suggestions are made as to where it may be utilized and where appropriate to use it, such as on building sites, in Geotextile materials, Coffee cups, coffee cans, and agro-textile materials.
Introduction
Composite materials are created by mixing two or more materials with superior desirable characteristics and mechanical performance than the elements individually. The composite’s initial applications date back to 1500 BC when ancient Mesopotamian and Egyptian immigrants employed a combination of straw and mud to build sturdy and solid structures. The mix of straw and mud in a brick provides it excellent resistance to blending and ripping. 1 Composite characteristics are affected by three main factors: (1).The shape and placement of the reinforcement, (2).The components’ characteristics, and (3). In contrast to the matrix, the volume of the strengthening portion. The composites feature is carried out by the distribution of the strengthening usually. This research work was carried out for getting sustainable, eco-friendly, and alternative fabric reinforced composites that will be cost-efficient. Researchers made a coffee cup from Jute/Polyester, Jute/Epoxy composites, 2 micro crystal film from jute/PVA composite. 3
After World War II, composites reinforced synthetic fibers with polymer. In comparison to the included polymers’ characteristics, the resultant composites’ mechanical properties were considerably improved.
Over the past decade, it noticed that it has more focus and impotence impact on biocomposites as an alternative or substitute to synthetic fiber like a glass fiber. 4
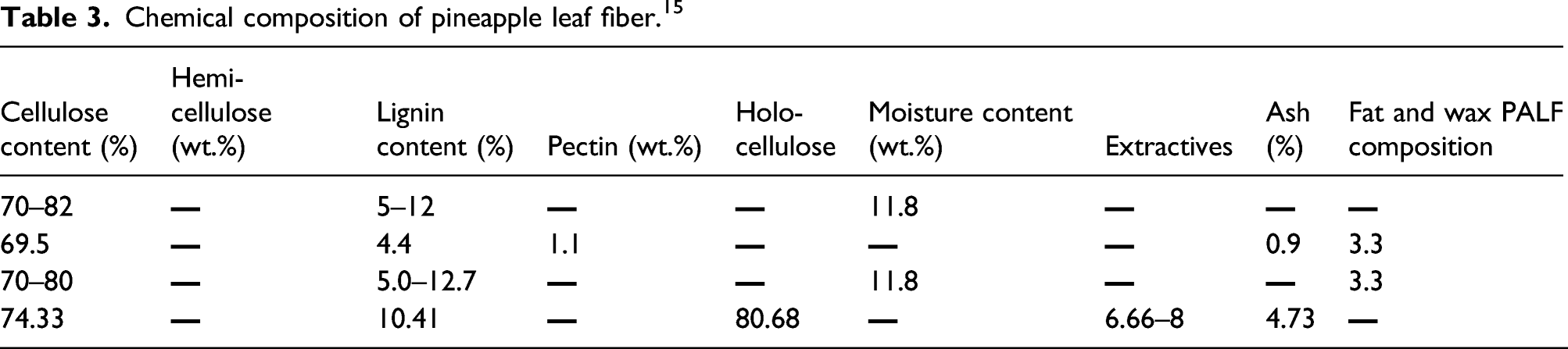
Early in the 1960s, polymer-based composites were highly costly and only utilized in a few applications. Their prices rapidly reduced in the late 1990s, allowing them to be used in a broader range of applications. 5 The fiber-reinforced polymers (FRP) business was born out of the advancement and demand for composite materials. 6 A global source of renewable materials in agriculture. Pineapple leaf fiber (PALF) is a bio-composite with good mechanical characteristics. PALF has a more significant percentage of cellulose (70–82%) and a low Microfibrillar angle of 14°, indicating good specific strength and stiffness. Pineapple fiber has good electrical and thermal insulation properties, excellent toughness, and at low cost, wide commercial availability. Pineapple fiber quality varies depending on where it comes from and how it has grown and processed. The most widely used matrixes in composite production are thermosetting resins such as epoxy, 7 polyester, polyurethane, and others, which have appropriate mechanical characteristics at a reasonable cost. Natural fiber-reinforced composites show some disadvantages like hydrophilicity. So, a composite of hydrophilic reinforced fiber with low surface tension and with a hydrophobic or poor resistance to humidity absorption and high surface tension results in a lack of good interfacial adhesion, head to poor mechanical properties in comparison with pure polymer. 8
Objectives of the project
This project is to make an alternative to the conventional fabric, which will be sustainable and eco-friendly. For this, we analyze the process of reinforcement matrix and fiber for composites, making composites from particular materials with a new idea and innovative plan. Executing the plan based on properties and characteristics to interact with the behaviors of composite materials is that performance can be good rather than conventional fabric.
Several recent decades have undertaken several attempts to produce materials that can replace current materials to provide superior mechanical and tri-biological characteristics for diverse applications. At that point, “the non-hybrid materials are replaced by fibers and materials such as glass, carbon, and aramid fibers which are overwhelmingly used in automotive, aerospace, sporting, construction, and industries, etc.”
9
However, these materials have several drawbacks, including non-biodegradability, non-renewability, a high energy need for manufacturing, and even being damaging to the environment because the production of these materials emits massive amounts of carbon dioxide into the atmosphere every day. As a result, to overcome these obstacles, “many researchers have attempted to investigate numerous natural fiber-reinforced composites with improved characteristics that can replace synthetic fibers in various applications”.
10
“By altering the fiber’s surface structure and energy, the issue can be solved by applying a physical or chemical treatment to the surface. Plasma treatment is one of the chemical treatments used to increase hydrophobicity and hydrophilicity in composite materials, as well as make modifications to mechanical properties and antibacterial, and S. Mukhopadhyay et al. used gamma radiation to temper a sisal fiber surface to increase adhesion between sisal fibers as reinforcement and polypropylene as the fiber composite’s matrix. Physical treatment, such as ionizing and non-ionizing rays, can improve surface cross-linking between both the matrix and the natural fiber, as well as diminish the hydrophilic character of the natural fiber due to the hydrophobic matrix”.
8
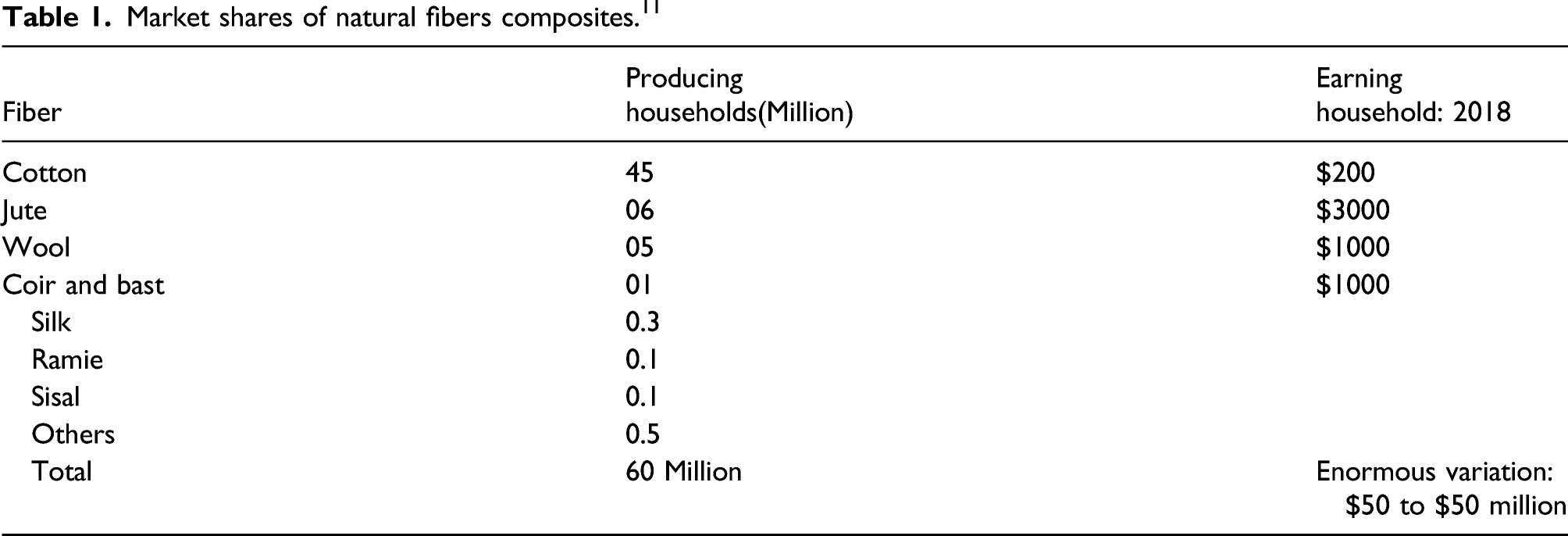
Researchers must create new natural materials with diverse natural fibers derived from leaves, fruits, seeds, animals, and other sources as the need for novel materials with superior characteristics grows. A few vital natural fibers' mechanical qualities and features are discussed. As previously stated, natural fibers are corrected utilizing various chemical and mechanical processes. They were changing or improving the characteristics of natural fiber-based composites. To enhance the characteristics of natural fibers, polymers and other synthetic materials have been utilized alongside them. These concepts have influenced the development of several hybrid composites with natural fiber reinforcement. Analyzing the market shares of natural fibers, we can see an interesting fact. Figure 1shows pineapples do not have a significant market share. It reflects that 95% of pineapple leaves are not being used as fiber even in today’s world, which is used as wastage (Table 1). Pineapple viscose blended composite. Market shares of natural fibers composites.
11

Developers are now more aware of the environmental issues of composite materials and are trying to find ways to minimize their impact on the environment. They also recommend using natural fibers such as those found in the forests. 12 An increase in the fibers' length can help improve the surface treatment and the adhesion between them. That can be achieved by increasing the mix of the fibers with the resin matrix. Natural fiber composites are generally clumping and accumulating due to their long fibers. That causes them to lose their effectiveness in terms of their final performance. 13 The epoxy resin works as a modifier agent in the polymer. It gives more flexibility and better obedience because the resin needs more time to cure. Epoxy resin is obdurate by a catalyst which improves the thermosetting properties of the material and reduces the curing time. 4 Epoxy resins are utilized in several applications due to their features such as thermal stability, mechanical responsiveness, low density, and electrical resistance; however, their poor tenacity and capacity to withstand demolition limit their employment. 14 Several researchers have tried pineapple fiber-based composites, which will lead to the idea being capitalized.
Materials and methods
Elemental composition of the pineapple plant. 15

Chemical composition of pineapple leaf fiber. 15
The surface-modified and treated fibers are designed for making air-bag, conveyor belt cords, advanced composites, etc. 10 Pineapples, known in Malaysia as nanas, are used in different varieties for different purposes. Plant species, growing circumstances, and fiber extraction procedures all influence the wide range of characteristics. 17 Commercially they use red pineapple as well as green pineapple for edible purposes. They choose Sarawak pineapple furthermore Morris pineapple also. Pineapple fruits contain many different elements. It is a source of different bioactive compounds, exactly in proteolytic enzymes. Bromelain and other cysteine proteases hold in a different part of pineapple. 15 PALF is a water-permeable material. As a result, fiber swelling may also occur in closed composites. 18 The applications of PALF in the composite material can be commercial, recyclable, and eco-friendly. Many natural fiber-reinforced composites exhibit less tensile strength than PALF/ER composite. With the increase of fiber loading and alkali treatment, good mechanical properties of the composite were noticed. Nevertheless, with alkali treatment, the water uptake percentage progressed particularly. PALF is being used in the manufacture of eco-friendly goods. Composite products are for various purposes. Thus, PALF and its composite can easily replace synthetic fiber. 19 PALF is eight times coarser than the acrylic in terms of fineness, 20 yet it has a larger diameter than cotton and polyester. 21 In Indonesia, a piece of equipment has been invented that is used to spin short fiber, even PALF, into blended yarns. This machine was invented for spinning silk. This machine’s name is Jantra. 22 Viscose fibers are also known as rayons. Salts, salt hydrates, metals, and their alloys have non-flammable thermal conductivity, a higher volume of latent heat per unit, and lower costs than organic PCMs. 23 “Natural fiber creates an inconsistency with more polymer matrices because nature fiber has a strong polar nature. Surface treatments have a bad impact on economics, and it is capable of beating the trouble of incompatibility. Chemical treatments can increase the interface been the matrix and fiber and reduce the water absorption of fiber. So, chemical treatments can be considered to alter the properties of natural fibers”. 24
Method of making blended yarn
The pineapple fibers and viscose fibers are brought together. Handloom was used to blend the yarn made from the mixture of pineapple and viscose. We fix the pineapple fiber and set the viscose in their body. Initially, the pineapple was not prepared because, at room temperature, the pineapple fibers were very brittle. At first, the fibers were dried in sunlight, and when the humidity was less, they were taken back from sunlight. Later, the pineapple fibers were kept in observation for 3 days. On these days, the humidity, brittleness, and breaking strength were checked. When all of these factors came to a suitable condition, blending parts were started. To make yarns parallel, a handloom was used where pineapple fibers are fixed. Then the viscose fibers were coped with it by hand. When the viscose was leveled with the pineapple fibers, these fibers were twisted together until these yarns were stable enough to stay accessible without a fist. In this way, pineapple and viscose yarn were blended.
Method of making composite
Handloom was used to make the fabric material. At first, Pineapple–Viscose blended yarns were fixed in handloom in a warped way. Different fabrics were made for the project to use in different steps such as execution, experiment, testing, and exhibition. So, several fabric sizes were prepared, which vary in height and width. One up and one down plain fabric structure design was applied in handloom. To make a plain design, the weft yarns were passed through the warp yarn. Thus, the fabrication process is done. After fabrication, the stability of the fabric is not well. So to give it stability, epoxy resin along with hardener was used. The hand lay-up system organized the composites. Pineapple Viscose fabric was considered a supporting material for pineapple viscose blended/ER composites. The fabrics were cut to a size of 12 cm × 12 cm and were taken in the cause of reinforcing. A glass plate of 15 cm × 15 cm dimensions was placed in a suitable environment. For one of the primary Samples 4 × 4 inches relevant to fabric weight, epoxy resin was put in a mug, and 2% MEKP was added. An agitator was used to mix these two chemicals parallelly. One-third of the mixture was put onto the paper, then distributed with a plastic spreader across an area identical to that of the pineapple viscose blended composite. After that one-ply, pineapple viscose composite material was positioned onto the epoxy resin mixture, and a hand-roller was rolled over it. Further one-third of the mixture was also poured into the previous ply by practicing a similar process. The epoxy resin solution was poured onto two plies of composite one after the other using a similar procedure. Then, it was slotted between two pieces of much paper, and a hand-roller drove over it. The entire sample was covered with two clear glass plates and a loaded weight of 7 kg on the collection for 3 h. At last, the weight was discharged, and the two layers of paper were detached from the Pineapple viscose blended composite. The exact process was used for all of the samples.
Thus, pineapple viscose blended composite reinforced by epoxy resin was obtained, which was treated with CS2 after the preparation, the white alkali cellulose changed to yellow and orange cellulose. Mixed caustic soda liquefies the cellulose into a spinning solution or viscose, which is the method of process. Viscose is pumped through spinnerets that shower holes (5000–250,000 holes) into a spinning bath, which remains thinned by H2SO4, zinc sulfate, and sodium sulfate. Viscose thickens into rigid filaments of cellulose that are pure. “Viscose fibers have similar physiological properties rather less mechanical properties in comparison with cotton. Mechanical properties like flexural properties, tensile properties, and the impact strength of hybrid composites have improved three to four compared to hybrid LCE resin”. 25 As a result, “a hammer was used to produce FRF and time data corresponding to undamaging impacts”. 26
Testing of composite
Composite testing was done to determine reliability, material properties, and damage control. Another additional testing is done to study the effects of variables on the composites. 27 Composite materials and components require a series of mechanical tests to evaluate their properties under various conditions. These tests can be performed using a variety of mechanical testing instruments. Most fixtures are intended to meet exact material testing standards. Top manufacturers and research organizations have been developed these standards over the years and then made their system into ASTM, ISO, EN, and other standards. Various auditing bodies, for example, Intertek, BV LTD, and ITS LTD, provide performance standards, such as the effectiveness of testing equipment. “Composites of natural fiber have a higher fiber content for comparable output, reducing the more populating base polymer content; the natural fiber manufacturing has a smaller environmental impact relative to glass fiber production”.25,28 To attain acceptable interface qualities, chemical treatments for natural fibers are required. 29
According to Ian McEnteggart, who is the Composites Product and Applications Manager at Instron, Massachusetts, thinks the reasons for testing composites are many, including the following:
Material properties
Structural properties such as fiber orientation, laminate thickness, fiber volume, and fiber interior density and processing properties such as drying temperature and pressure can have a spectacular effect on composite materials' mechanical properties. Mechanical testing is required to be aware of these test results' effect on the finished composite.
Reliability
For service in high-performance applications in the textile, automotive, and motorsport industries and commercial purposes, material testing is mandatory to prove the reliability of component properties.
Damage tolerance
Testing is necessary to replicate real-world circumstances such as tool drops, minor accidents, and manufacturing imperfections.
Research and development
Testing is needed to examine variables that will affect mechanical properties and characteristics and provide finite element analysis data.
Sampling
Digital slide calipers measured the samples thicknesses. The average results of three readings from different parts along the sample were taken for measuring each thickness. Most of the samples composites of pineapple viscose blended/ER were nearly 2.02 ± 0.02 mm. Four samples were prepared with the exact dimensions (4 × 4 inches), and one sample was prepared with the dimension of 18 × 4 inches for irradiating with five different tests and procedures. Atas and Sayman guided a study mainly on woven fabric composite plates made of E-glass to examine the impact response of the material. 30
Mechanical tests
Mechanical properties like Young’s Modulus (Y) and Tensile Strength (TS) of the composites prepared were calculated by a universal testing machine (UTM) at the Bureau Veritas Bangladesh LTD, Nischintapur, Mouchak, Gazipur, and Dhaka, Bangladesh. The samples were prepared following the ASTM D638 standard. Equations (4.1), (4.2), (4.3), (4.4), (4.5), and (4.6) were used for measuring the tensile strength, Young’s modulus, elongation at break, bending modulus, and bending strength, respectively. The dynamic mechanical analysis (DMA) is a highly used technique to measure the viscoelastic properties viz., loss modulus (E’’"), storage modulus (E0), and damping factor (Tan δ) while applying continuous sinusoidal loads. 31 The addition of cellulosic fibers enhanced the rate of decline and overall loss of tensile strength in a virgin epoxy matrix. 32 The qualities of the reinforcing fiber have a big impact on the composites' tensile properties. 33
Tensile strength
According to BS EN ISO 13934-2: 2014, the grab test method for measuring the Tensile Strength of textile fabrics was performed. Tensile testing is a vicious test method that provides tensile strength information. 34 Provisions are made for wet testing. The grab test method is valid for woven, nonwoven, and felted fabrics. Textile fabrics stretching more than 11% are not applicable for this method, including glass, knitted, and others. An 18-inch broad specimen was wasted in the middle of the clamps of the tensile testing machine and pressure was applied to it until the fabric broke.. From machine screens, dials, autographic recording charts, or computer interfaced testing machines, the values for the braking force and the elongation of the test specimen were recorded 50% RH and 23°C IPS conditions of samples.
Method
A specimen size 18’’ x 4” was taken. The specimen was marked at 2’’" from the fabric’s edge to help clamp it so that the identical sets of threads are gripped in the jaws. From 2’’" edge, two jaws are fixed on both sides of the specimen so that 2’’" of fabric is stressed. Used gauge length of 14’’" and the speed is adjusted so then the sample is broken in 17 s. The relation was approximate:
Tensile strength is measured by dividing the load to break by the original least cross-sectional area value. The result was counted in Mega Pascal (MPa) and resulted in three significant figures
S = Tensile strength,
F = Force applied to break, and
A = The cross-sectional area.
Result of average TS is 20.7 Mpa.
Young’s modulus test
ASTM C 1557 is the standard test method for determining Young’s Modulus of fabric, glass, carbon, and other fibers at a specific temperature. All specimens were loaded to rupture at a continuous rate of crosshead dislodgment. The composite was set in the testing machine and then pressured to break down at a constant crosshead dislodgment rate. A test result was measured in which a composite crash does not occur in the gripping region. Young’s modulus was measured from the linear area of the stress versus strain curve of the composite.
Young’s modulus was evaluated from the load augmentation and matching addition rise, between two ends on the line as distant as possible, by using the following formula
E = Young’s modulus,
ΔP = load increment,
Ao = original cross-sectional area,
Δc = extension increment, and
L O = original gauge length.
Result of average Young’s Modulus is 579 Mpa.
Young’s modulus may also be calculated through the deviation diagram by joining a straight line graphically to the appropriate points. From this line, the deviation increase equivalent to a given stress growth can be read and substituted in the following equation:
Young’s modulus

E = Young’s modulus,
A = stress increment,
B = trial modulus, and
C = deviation increment.
Elongation at break test
Elongation at break is measured according to the ASTM-D-5034 method.
35
Determination of ductility is elongation at break. The method by which we obtain elongation is by pulling a specimen in pressure until the break. Elongation is calculated in percentage of its original testing length and is expressed by
EB% = Elongation at break,
ΔL b = extension at breakpoint, and
L 0 = original length of the sample.
Result of average elongation at break is 9.4%
Bending modulus test
The bending strength (BS) was determined using universal tensile testing equipment following ISO standard (ISO 14,125). The 4.5 Equation was used to calculate the bending strength
σ
F = Load at the breakpoint,
L = The support spun length,
b
d
Result of average bending modulus is 717.6 Mpa
Bending strength test
“A bending test was carried out for determining bending modulus (BM) using the same universal tensile testing machine according to ISO standard (ISO 14,125)”19,36
w = Width of Sample,
h = Sample height,
L = Distance between the two outer supports,
d = Deflection due to load, and
F = Applied at the middle of the sample.
Result of average bending strength is 23.5 Mpa.
PH test
PH test was done from Libas Textile Ltd. Five have done a test on the sample weight of 2 g each. The sample was cut into small pieces to avoid contamination while testing. After testing, five different results have been achieved. The average PH test result was found to be 9.54.
Results and discussions
(Figure 2) In this research, pineapple viscose blended/ER composite showed average tensile strength of 20.7 MPa, which is quite surprising. As it is expected, after blending, the tensile strength will increase as epoxy resin is excellent enough to strengthen the mechanical properties. The average thickness of the typical composites is more petite than pineapple viscose blended composite, which is nearly 2.21 mm. That shows that after blending, the tensile strength changed dramatically. That means, viscose is the primary cause of declining tensile strength. The secondary cause of reducing tensile strength was using epoxy resin because, in pineapple polyester composite, the tensile strength increased compared to the other composite. So, by using polyester resin, the tensile strength could increase. We found a similar result in the Young’s modulus as tensile strength results showed. In this research, we find the result avg—579 MPa, which is below the expected. The reasons for unexpected Young’s modulus results are the same as the earlier tensile strength. By using different surface treatments, Young’s modulus result could increase. The average result of elongation to break properties of composite is nearly 9.4% for the composite. In general, the different composite shows different results as per their properties. That is why the elongation at break is a much more normal one. Bending modulus is one of the essential properties of a de facto matter for composite. It determines how ductile a composite can be. Pineapple viscose blended composite has an average bending modulus of 717.6 MPa. Bending modulus and bending strength are related to bending strength. The average bending strength suggests that it can withstand a force of 23.5 MPa. Bending modulus has a significant role as the fabric has to be passed this test a must. From these bar charts, a joint status has been noticed. As the thickness increases, the mechanical properties except for elongation to break also increase. That means the thicker it is, the more robust it is. Pineapple viscose blended yarn count in a laboratory was also measured. The yarn count of composite is 14 Ne which is a little more than other yarn. And the result of pH test results on average is 9.54. Stiffer and stronger synthetic glass fiber and the impermeability property of the glass fiber strengthen composite and also reduce moisture absorption of the composites due to increasing its dimensional stability.
37
Although the mechanical qualities of this composite are commendably acceptable, it may be even better if the PALF-viscose blended cloth was combined with PVA or polyester resin. Though there are articles and journals available on only natural fibers being used in composites for personal protective armors from ballistic impact, secondary reinforcements along with synthetic fibers,
38
this composite can be used in making shopping bags, fancy, roof cover, coffee cup, coffee can, etc. Effect of epoxies on the mechanical characteristics of viscose/ Pineapple leaf fiber composites.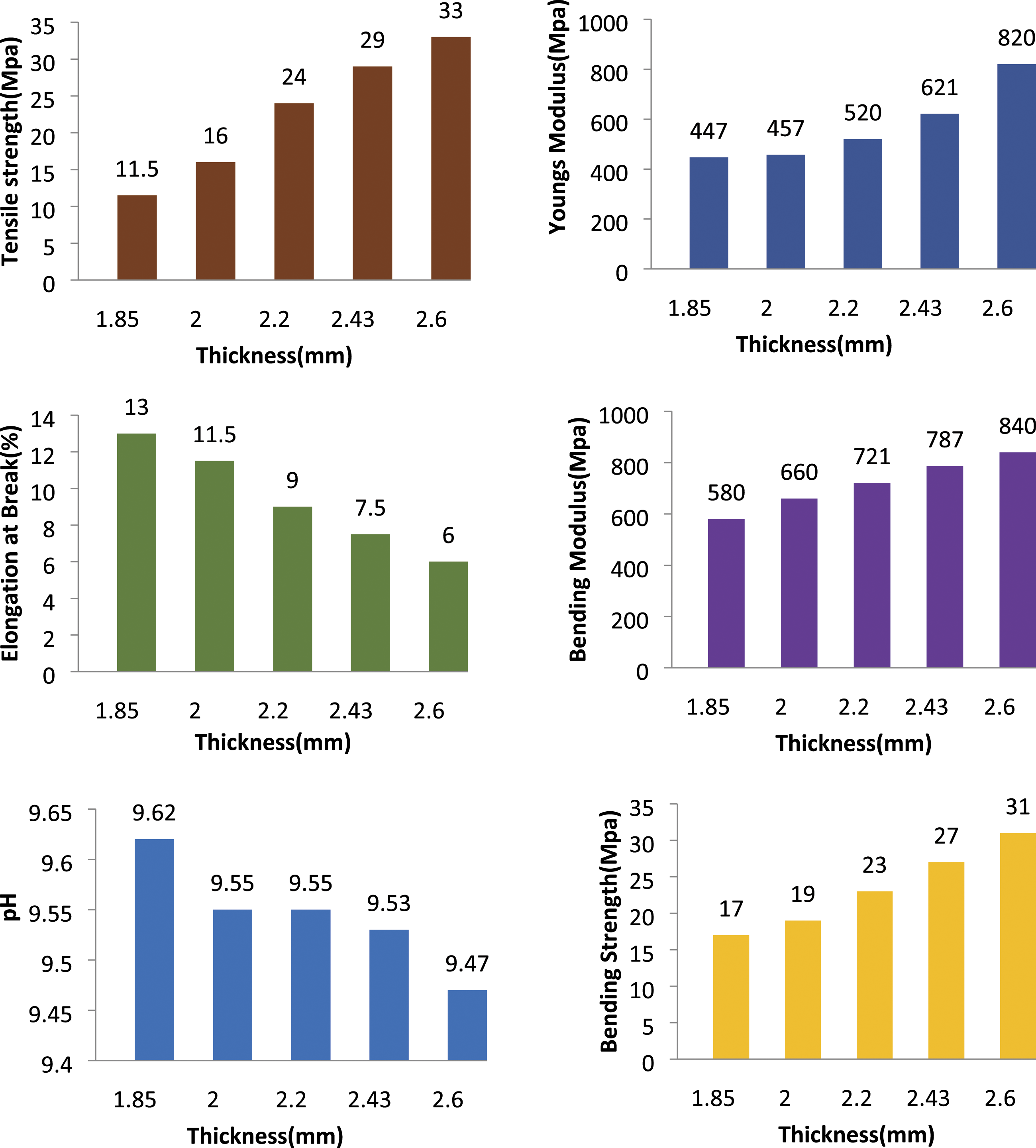
Conclusions
The present research investigated the development of pineapple viscose composite reinforced with epoxy resin. To achieve economically and eco-friendly composites, locally available materials such as pineapple and viscose were used as binding materials with epoxy resin in different thicknesses. The mechanical tests like tensile strength, Young’s modulus, bending strength, and bending modulus show a comparatively good result for these blended fabric reinforced composites. The thickness of the epoxy is a significant factor that influenced the test results in these perspectives. The thickness of the epoxy resin can be used based on the end use of the composite sheet. The composite sheet shows a more outstanding water repellency also. Diversified products and applications can be made from this eco-friendly composite material; other fibers like artificial fiber can be replaced simply with viscose fiber.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.