
Abstract
The present study seeks to investigate the effect of beverage storage carton (Tetra Pak™) waste and maleic anhydride-grafted polyethylene (MAPE), coordinated to light polyethylene on the mechanical properties of wood–plastic composites. Four levels of Tetra Pak™ (0%, 10%, 20%, and 30%) and two levels MAPE (0% and 3%) were used. At first, the materials were mixed in a Haake internal mixer and then the samples were made through the injection molding method. The results showed that the composites containing 30% of Tetra Pak™ and 3% MAPE have the highest strength and tensile modulus. Moreover, the sample Tetra Pak™ and containing 3% of MAPE has the highest impact resistance. These results have been confirmed by scanning electron microscopy.
Introduction
Using cellulosic waste such as papers and newspaper waste in manufacturing the wood–plastic composites is among the activities of cleaning up the environment from these materials’ waste. 1 Considering the conducted researches in Europe, it has been found that a substantial amount of municipal solid wastes is originated from the liquid storage package waste such as fruit juice and milk, which has been estimated to be over 313,000 tons per year. 2 Therefore, it causes environmental pollution resulted from a high volume of these materials in municipal solid waste occurred by the lack of recyclability mechanism of these materials in lignocellulosic industry. 3 As these packages contain on-woody elements in their structures, recycling these materials in the pulp and paper industry would be time consuming and expensive. Hence, leading to its ineffectiveness and elimination.
Applying these materials as fillers or reinforcement in polymers is a prospective attitude in industrial application that will flourish the potentialities of such materials and creates non-food market for liquid storage packages. Beverage storage packets—which are referred to as Tetra Pak™ in Iran—are used for packaging milk and juice and are made of different materials including Kraft paper (75%), low-density polyethylene (LDPE, 20%), and aluminum (5%). Generally, the Tetra Pak™ is made of six different layers; (1) polyethylene (PE) used as waterproof and makes the contents antibacterial, (2) layers of Kraft paper to increase durability, (3) PE as binding layer, (4) aluminum to create resistance against oxygen permeation, (5) LDPE as a binding layer, and (6) PE to seal off the liquid contents 4 (Figure 1).
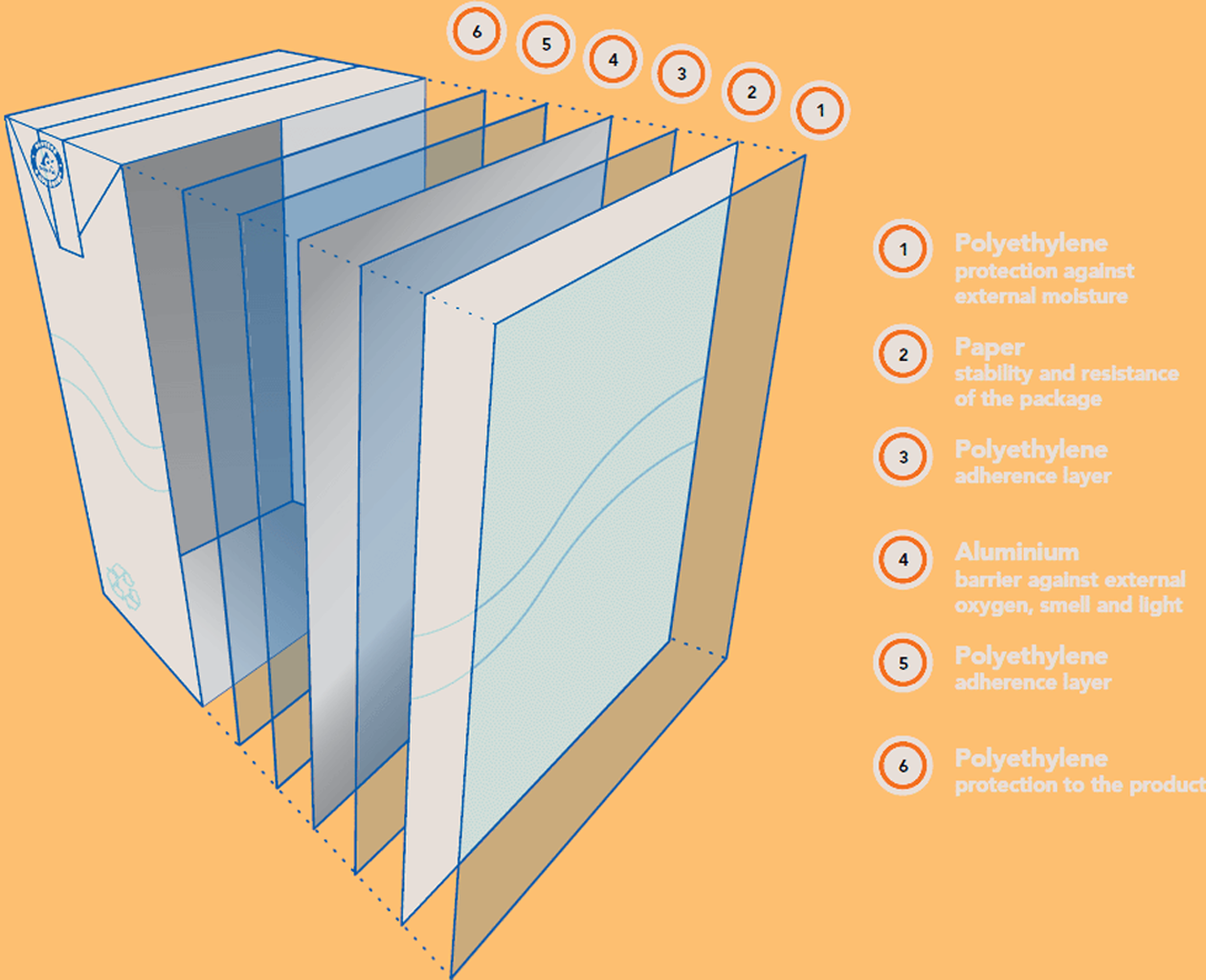
The structure of six layers of beverage cartons.
According to the related literature, a few studies were performed on the application of these wastes in the composites industry. For example, Murathan et al. (2007) has made several composites using polyvinyl acetate resins and urea formaldehyde and Tetra Pak™, separately. The results casted lights on the possibility of producing several composites from Tetra Pak™; however, it was not recommended in humid conditions. They also noted that they could not obtain any information related to the effect of resin proportion on the matrix. 3 Hidalgo (2011) developed a rough panel board composite from Tetra Pak™ wastes. The results showed a better composite tensile strength and low water absorption comparing to the control samples. 5 Rahamin et al. (2013) used waste beverage packing materials in the structure panel manufacture. They claimed that they had made carton boards from Tetra Pak™ in the standard area without resin. 6 Lopes and Felisberti (2005) produced several composites with food packing packets (aseptic packaging). The results illustrated that the composites showed a high resistance against oxidation and had tensile strength while the impact resistance was lower and negligible. 7 Korkmaz et al. (2009) in a study on the Tetra Pak™ pyrolysis reported that the aluminum in Tetra Pak™ might be recycled and reused through heating. 8 Using the Tetra Pak™, Ayrilmis et al. (2008) constructed panels with no resin. In addition, they used LDPE in Tetra Pak™ for adhesion. The experimental cardboards from recycled food and beverage carton containers containing approximately 75% paperboard, 20% LDPE, and 5% aluminum foil were overlaid using four types of adhesives, namely, polyurethane, phenol–formaldehyde, urea–formaldehyde, and melamine–urea formaldehyde. The results showed that, panel boards coated with polyurethane resin had superior physical and mechanical properties rather than other resins. Besides, the lowest level of physical and mechanical resistances was observed in panels coated with urea-formaldehyde resin. 2 Ayrilmis et al. (2013) also made lignocellulosic composite materials of the wasted materials and Tetra Pak™ packages. The injection-molded composites were prepared from the lignocellulosic waste flour and Polyethylene Aluminum with and without 3 wt.% maleic anhydride-grafted polyethylene at 40, 50, and 60 wt.% contents of sawdust or rice husk flour. Their results suggested that an increase in lignocellulosic material in Tetra Pak™ composite would grow tensile and flexural modulus. By adding lignocellulosic materials by 50%, the tensile strength would increase while bending strength would witness a decrease. They estimated that this increase in elasticity modulus was due to a unit distribution of aluminum composite in the matrix. 9 Faisal and Salmah (2012) investigated the effect of maleic anhydride-g-polyethylene compatibilizing agenton mechanical, the waste of office white paper (WOWP)-filled’s thermal properties, LDPE composites and the maleic anhydride-grafted polyethylene (MAPE) that was used in two levels of 0% and 3%. The results showed that compatibilized LDPE/WOWP composites have higher modulus and tensile strength than uncompatibilized LDPE/WOWP composites. Also, the amount of filler increased from 0 to 40%, and tensile and modulus strength faced an increase. 10 The purpose of this research is to build a wood–plastic composite using waste Tetra Pak™. Thus, some composites were made of timber powder and Tetra Pak™ (0, 40), (10, 30), (20, 20), and (10 and 30%) proportion and maleic anhydride-grafted polyethylene (LDPE) coordinated (0, 3%) to investigate their physical and mechanical properties.
Experimental
Materials
LDPE with melting flow index of 0.43–0.57 g/10 min and a density of 0.925 g/cm3 was purchased from Bandar Imam Petro Chemical Company and was selected as the matrix. The MAPE from Kimia Javid Sepahan, commercially named as I3OS, with the melting flow index of 23 g in 10 min was used as a coupling agent. The waste of recycled juice packets from waste collection centers in Sari, north of Iran, was used to make the samples. After preparing the juice packets—in order to prepare the them for cutting—juice and milk packets were treated with hot water. The applied condition for treating procedure in hot water was conducted at 50°C for 48 h. Afterward, the juice packets were grinded (Figure 2).

Juice packets prepares from milled Tetra Pak™.
Poplar timber powder was taken from wood factory in northern Iran, passing through the 60 mesh and the remaining 80 meshes were used as fibrous filler. The poplar timber powder was dried to 100°C by oven for 24 h to reach the moisture level of below 1%. However, other materials were used after meeting the conditions.
Method
Sample preparation
The composite formulas are provided in Table 1. The proportion for poplar timber powder and waste juice packets were (0, 40), (30, 10), (20, 20), (10, 30) and the MAPE was chosen in two levels of 0% and 3%. The mixing material stage operation was done in HAAKE mixer at 160°C with the speed of 60 per min. At first, LDPE was added to the mixer, after melting, the natural fibers and the coupling agent were added. Thus, the entire preparation operation took 7 min. After mixing the compounds, the prepared mixture was grinded by semi-industrial WIESER grinder and transferred to the injection-molding machine and the test samples were prepared under 10 MPa nozzle pressure at a temperature of 180°C. Finally, in order to acclimatize the samples, they were exposed to 23°C and 50% relative humidity for at least 40 h based on ASTM D99-618 standard.
Composition of evaluated formulations.
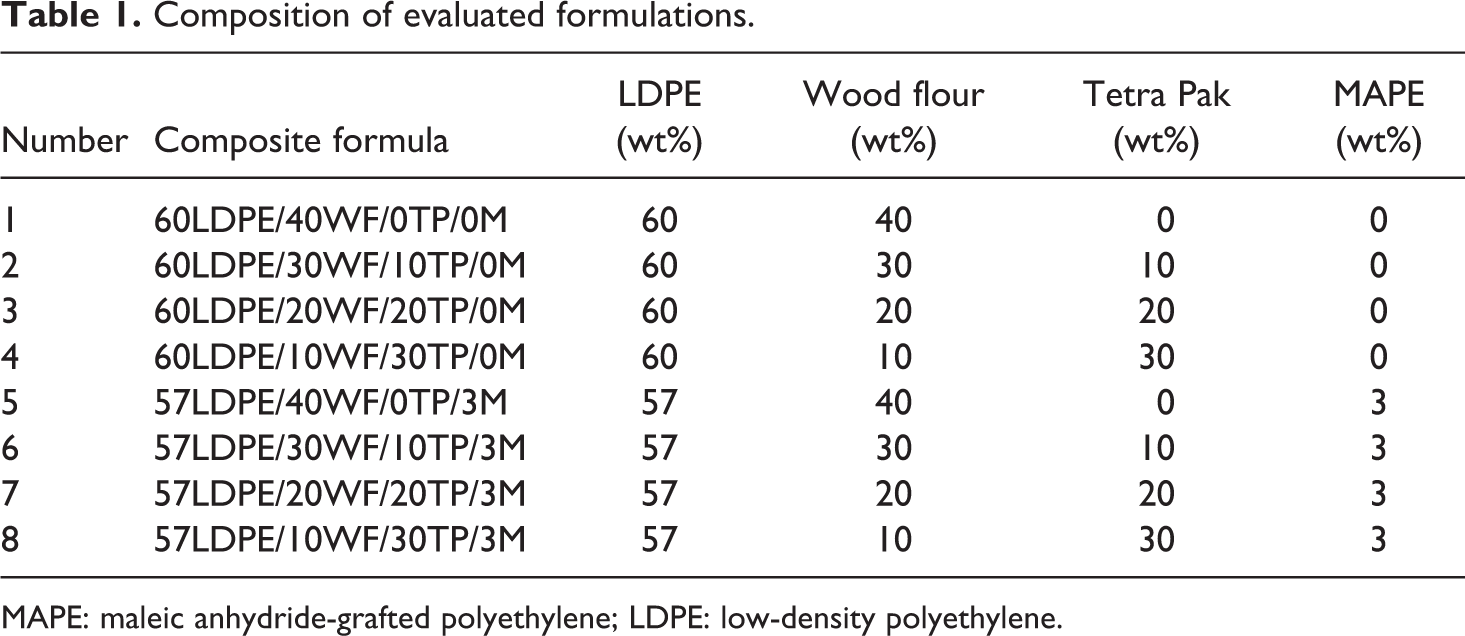
MAPE: maleic anhydride-grafted polyethylene; LDPE: low-density polyethylene.
Mechanical test
In this research, the tensile strength was measured by mechanical testing machines, Instron Model 1186 (Norwood, Massachusetts, USA), based on the ASTM D638 Standard. The test took place according to the loading speed of 5 min/mm. The German Zwick pendulum instrument, 5102 model, was used to test the composite strength to Izod notched impact. All the samples were tested based on ASTM D256 standard.
Morphology
To study the morphology of the structure, the scanning electron microscope, KYKY-EM 3200 model from China, was used. The samples were frozen by liquid nitrogen and then were broken. The fractured surfaces were covered with a thin layer of gold in ion coating machine. Then, the scanning electron microscopy (SEM) pictures of the compounds were prepared using voltage of 26 kV.
Results and discussion
Tensile strength and modulus of elasticity
The effects of filler percentage and the amount of MAPE as coupling agent on the tensile strength and modulus of elasticity in composites made from Tetra Pak™ and LDPE are shown in Figures 3 and 4, respectively. As it can be seen, as a result of an increase in tensile strength, the Tetra Pak™ increases. Adding 10% of Tetra Pak™ to the samples, comparing to the control samples, made an increase of 20.21%. By adding 20% and 30% of Tetra Pak™ to the samples, the tensile strength will increase to 26% and 24.4%, respectively, indicating an improvement in the tension transfer to the interface area. This increase in tensile strength is the result of the presence of aluminum sheets, allowing a unit tension to be transferred in the matrix to the fiber phase. 3,5,6
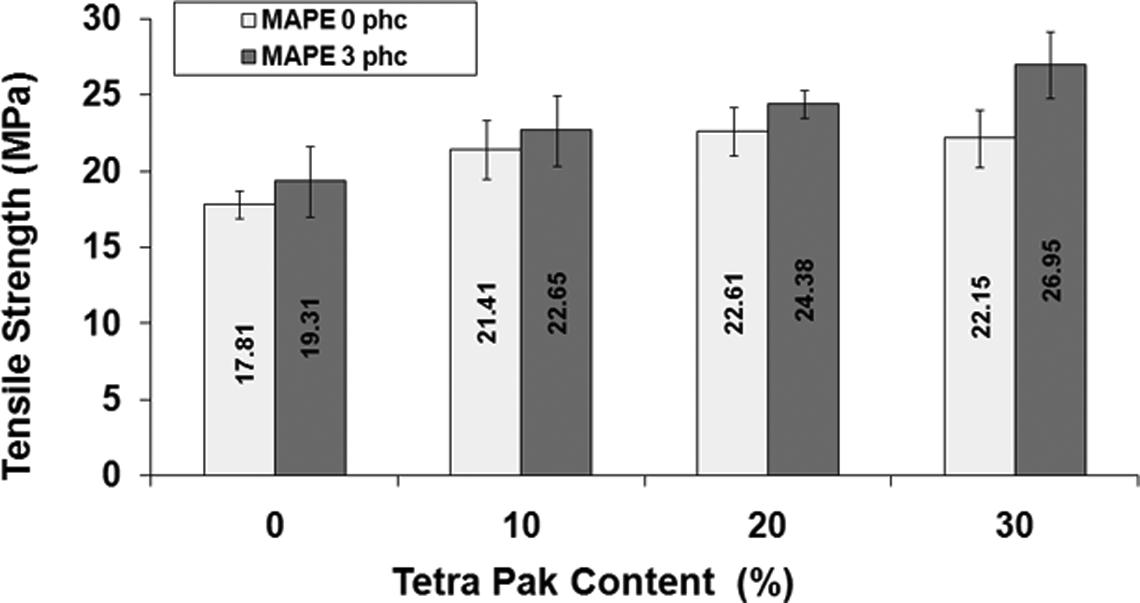
Tensile strength of the WF/LDPE composites as a function of Tetra Pak™ timber powder content and MAPE. MAPE: maleic anhydride-grafted polyethylene; LDPE: low-density polyethylene; WF: wood flour.
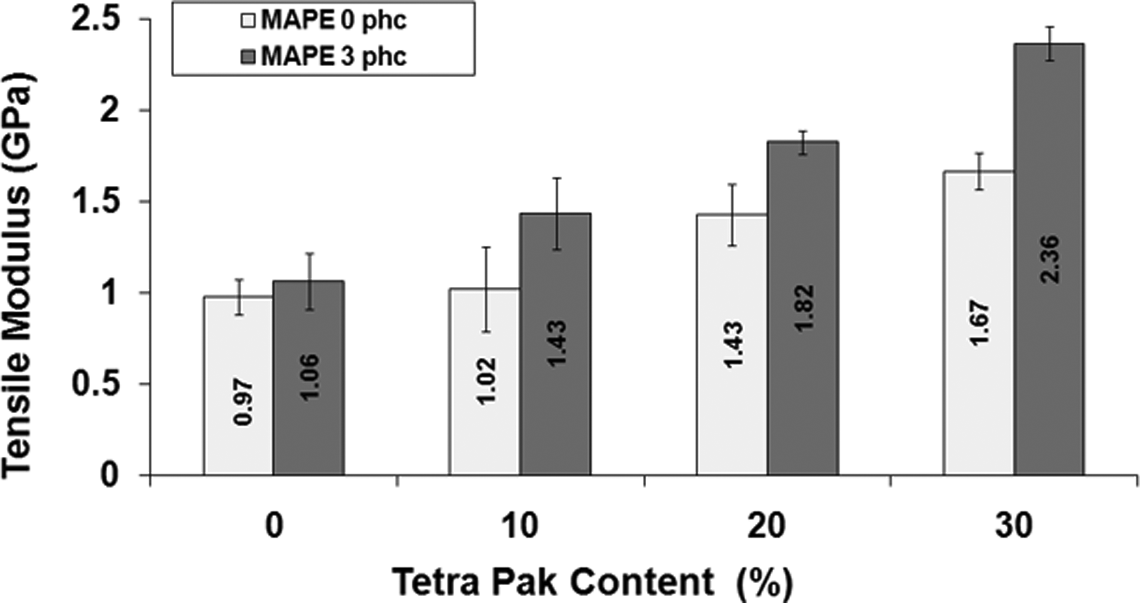
Tensile module of the WF/LDPE composites as a function of Tetra Pak™ timber powder content and MAPE. MAPE: maleic anhydride-grafted polyethylene; LDPE: low-density polyethylene.
In addition, the results showed that the addition MAPE significantly increased the tensile strength of the composites containing Tetra Pak™. This increase is due to the improvement in the connection in interfacial area between Tetra Pak™ and the polymeric matrix. 10 The highest tensile strength of the samples has been observed in the composites with 30% Tetra Pak™ and 3% MAPE.
Tensile modulus of the samples surged by increasing Tetra Pak™ from 0% to 30% (Figure 5), in a way that the tensile modulus of the samples containing 30% of Tetra Pak™ without MAPE (2.36 GPa) was 143% higher than the samples without Tetra Pak™. Mainly, the composites tensile modulus was a part of the its component elasticity modulus. These results showed that the aluminum foils in a composite was more rigid than the polymer. Thus, its elasticity modulus was more than the samples without Tetra Pak™. The increase in tensile modulus of the composite originating from Tetra Pak™ represented a good distribution of Tetra Pak™ and appropriate tension transmission between the polymer and filler. 9 In addition, the tensile modulus increased by the MAPE coupling agent addition.
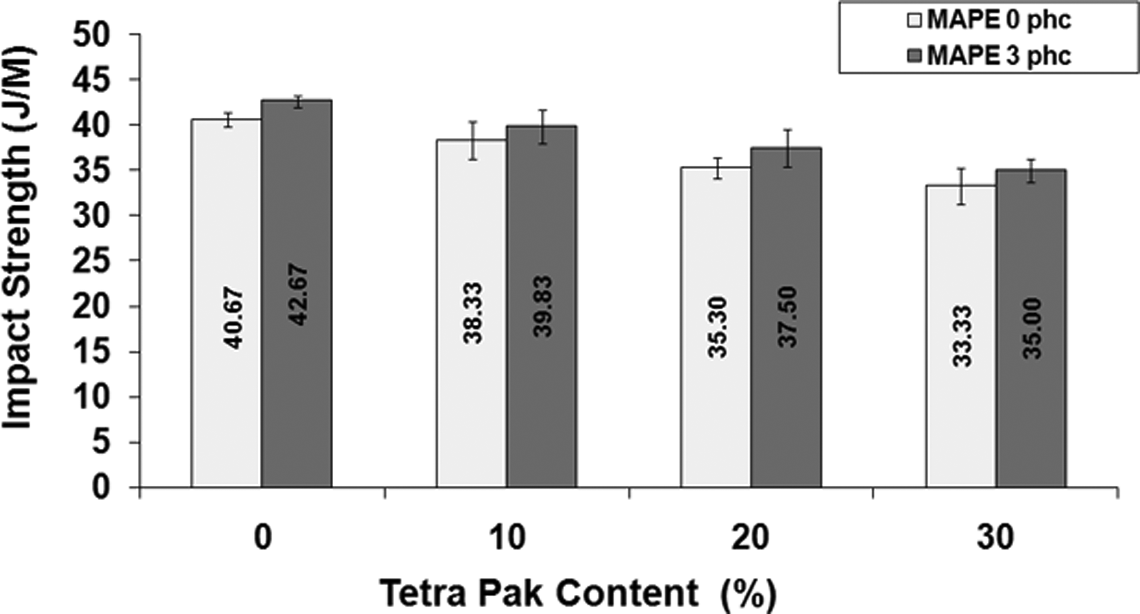
Impact strength of the of the WF/LDPE composites as a function of Tetra Pak™ timber powder content and MAPE. MAPE: maleic anhydride-grafted polyethylene; LDPE: low-density polyethylene.
Izod notched’s impact resistance
Figure 5 shows the results of composites Izod notched impact strength filled with Tetra Pak™. In general, the energy required for the development of cracks in some composites, is measured by Izod notched impact strength test. Looking carefully, the samples without Tetra Pak™, in comparison with samples containing 10% to 30% Tetra Pak™, had a higher impact resistance (40.67 J/M). This siyuation is expected because the presence of Tetra Pak™ in the polymer matrix created stress concentration points which are prone to develop cracks. Another reason for decreasing the Izod notched impact strength, may be due to the hardening polymer chains resulting from the link between the matrix and the Tetra Pak™. 7,11 The adding 3% MAPE had a positive effect on the samples Izod notched impact strength. By adding 3% of MAPE, the impact resistance of the samples containing 10, 20, and 30% Tetra Pak™ increased to 3.9%, 6.23%, and 5.1%, respectively.
Morphology of the sample surface’s factures
There is a relationship between the composites properties and their internal structure. Properties of the reinforced composites with natural fibers depend on the polymer type, fibrous reinforcing material, the arrangement of particles in the matrix and the way they connect with the polymer in interface area. These figures can be very promising instruments to explain the physical and mechanical properties of composites. Figure 6(a) presents the image of a sample containing 20% of Tetra Pak™ without MAPE shown with 2500× magnification. The aluminum in Tetra Pak™ is shown with arrows in the matrix. It is also seen in the strength and tensile modulus diagram that by increasing Tetra Pak™, the mechanical strength increases due to the presence of aluminum particles in these areas. The absence of MAPE caused many holes (cavities) that have been seen in some areas in the matrix instead of fibers. These issues indicate weak bond between the matrix and the lignocellulosic fibers.
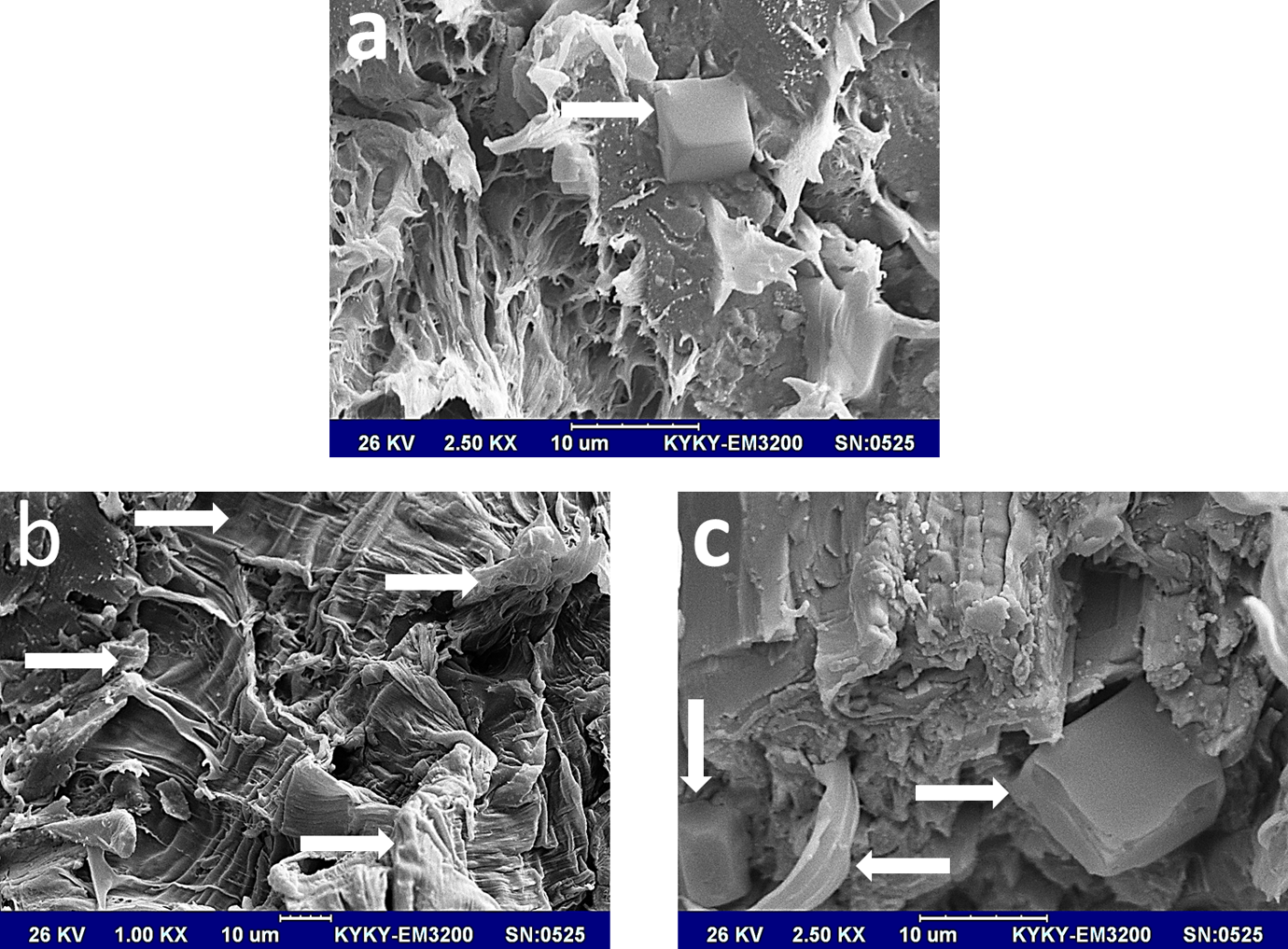
SEM micrographs of fractured samples of composites: (a) 20%Tetra Pak™ + 20% timber powder + 0% MAPE. (b) 10%Tetra Pak™ + 30% timber powder + 3%MAPE. (c) 10%Tetra Pak™ + 30% timber powder + 3% MAPE. MAPE: maleic anhydride-grafted polyethylene.
Figure 6(c) shows the composite containing 10% Tetra Pak™ and 3% MAPE with 2500× magnification. As it is seen, the presence of Tetra Pak™ and polymer in the composite indicates the particle dispersion in the matrix. According to Izod notched impact strength diagram, the Tetra Pak™, prone to cracks reduce the impact resistance. Thus, as the amount of Tetra Pak™ increases, the impact strength decreases. The presence of MAPE as a coupling agent leads to surface cohesion and prevents the development of cracks in the matrix. This phenomenon can be seen in Figure 6(b) with 1000× magnification. Due to the activating effect of fiber surface, the compound creates a bond between LDPE and wood fiber, encapsulating the Tetra Pak™ particles.
Conclusion
In this study, the effect of Tetra Pak™ waste and MAPE on the mechanical properties of wood–plastic composites was investigated. Based on the findings of the study, the following results can be proposed: By increasing the Tetra Pak™ content up to 30%, the composite strength grew. The MAPE compatiblizer had a positive effect on the composite mechanical strength by improving the bond in the interface area and wetting the fiber surface. The composites Izod notched impact strength observed a decrease as the Tetra Pak™ content increased, however, adding MAPE improved the bond. The SEM image results indicated the appropriate Tetra Pak™ presence and the distribution up to 30% in the sample. However, the images showed that since the Tetra Pak™ aluminum sheets are present in the matrix, the composites impact resistance reduced. Moreover, adding 3% MAPE caused a better wood fiber dispersion, Tetra Pak™, and matrix causing a better filler cover by the matrix. The overall results indicated a favorable filling effect of Tetra Pak™ in the wood–plastic composite matrix.
As it was mentioned above, the highest amount of tensile strength and modulus of elasticity belonged to composites, containing 30% Tetra Pak™ and 3% MAPE. In addition, the highest amount of Izod notched impact strength belonged to the samples, containing 3% of MAPE with no Tetra Pak™.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.