
Abstract
Additive manufacturing has been a revolution in the last decade and has led to a number of product innovations. Rapid prototyping (RP) has significantly reduced the product development cycle time and RP techniques are now replacing many conventional plastic processing techniques where production volume is not an issue. In order to ascertain the utility of additive manufacturing techniques for the development of fully functional parts, it’s important to establish the optimal set of process parameters for achieving maximum mechanical performance. In the current experimental investigation, the dogbone-shaped parts of acrylonitrile butadiene styrene (ABS) were fabricated by the fused deposition modeling (FDM) process. The process parameters were optimized for dogbone-shaped specimens fabricated by the FDM process. Among the parameters, it has been found that orientation and infill density are the most dominant factors affecting the tensile strength of FDM parts printed with ABS material.
Introduction
The competitive market has given birth to a new era of manufacturing called additive manufacturing (AM). Due to its advantages in terms of lesser lead time, part accuracy, good mechanical properties, and cost-effectiveness, this technology is proliferating into a versatile solution for fabricating a wide variety of parts. Manufacturing in the current scenario is changing rapidly from an era when the parts were handcrafted to automatic production with the use of computer-aided technology. In rapid prototyping, the material is added layer by layer, unlike in subtractive manufacturing processes, in which the parts are made by the removal of material in the form of chips. Rapid prototyping allows the manufacturer to reduce product lead time to market for new products and analyze the part before its final production. Bhatt et al. 1 reviewed the lower limb prosthetic devices, which are fabricated by AM processes, and suggested that the AM processes are user-centric and can cover all the user demands like a better fit, comfort, and stable gait rehabilitation in the prosthetic devices. In another study, it was observed that adding reinforcement material to Nylon-66 may increase the fatigue life and reduce the level of stress in the prosthesis.2, 3 Sood et al. 4 analyzed the effect of various factors, viz., layer thickness, built orientation, raster angle, raster width, and air gap, on the compressive strength of the parts produced by fused deposition modeling (FDM)-based three-dimensional (3D) printers and concluded that the bond between layers should be strong enough to control the distortion. Low strength is due to the alignment of the built material in the direction of flow. The dimensional accuracy of the 3D-printed model is controlled by reducing the warpage, which was one of the major defects in the object. It was concluded that increasing layer thickness resulted in decreased warpage, but the stair-stepping error increased.5 –7 Kumar and Kumar 8 investigated the surface roughness of the part produced by PolyJet technology and found that the orientation significantly affects roughness. Chiu et al. 9 concluded that longer curing times lead to better dimensional accuracy. Nidagundi et al. 10 optimized the process parameters using Taguchi’s L9 orthogonal array for four output parameters, namely, ultimate tensile strength, dimensional accuracy, surface roughness, and manufacturing time, by taking three input parameters (layer thickness, orientation angle, and fill angle). It was found that the 0° orientation and fill angle resulted in the best output responses. 11 Gay et al. 12 manufactured the flat parts using PolyJet technology and concluded that x-axis spacing and surface quality have an insignificant effect on the mechanical properties. Christiyan et al. 13 observed that the lower layer thickness and printing speed resulted in maximum tensile and flexural strength.
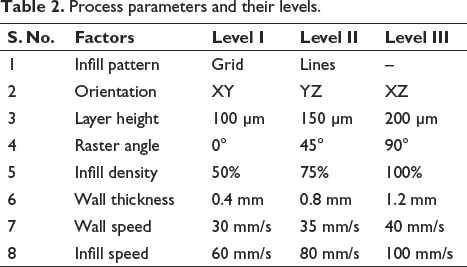
In the current experimental endeavor, the performance of the FDM process has been compared at various combinations of process parameters. Various researchers have worked on process parameter optimization with limited input parameters. The FDM system has substantial parameters to be varied for making the component. Few recent FDM systems allow the use of multimaterial too. All individual parameters affect the output properties; therefore, it is required to study the number of parameters that affect the ultimate tensile strength, as presented in this paper. The Taguchi optimization method is used to identify the number of experiments with the required levels of factors. It is based on the concept of a robust design of experiments that can be performed under different conditions with the same factors. An analysis of variance (ANOVA) is used to find the critical factor from the given set of factors at different levels. Optimization is based on the signal-to-noise ratio with criteria based on the output, which usually depends on whether smaller is better, larger is better, or nominal is better. 14 In this study, tensile strength was studied and analysis was carried out using larger is better. The effect of various parameters, that is, infill pattern, orientation, layer height, raster angle, infill density, wall thickness, wall speed, and infill speed, on the tensile strength of acrylonitrile butadiene styrene (ABS), has been statistically analyzed using Taguchi’s methodology.
Materials and methods
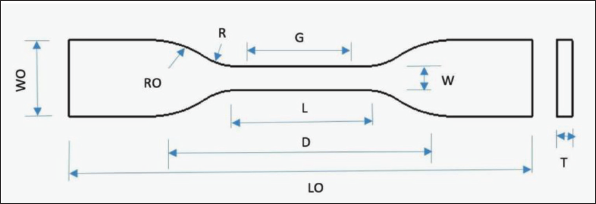
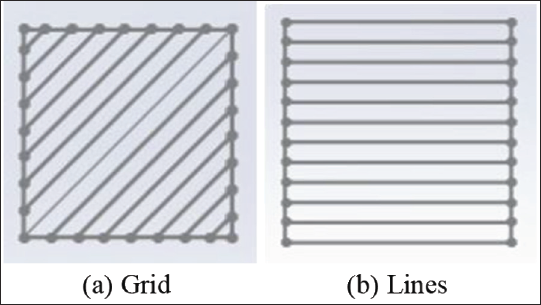
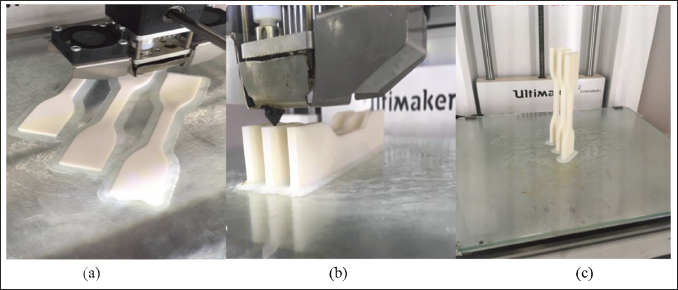
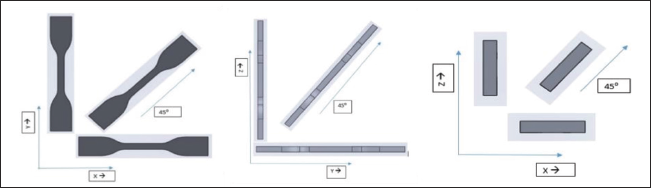
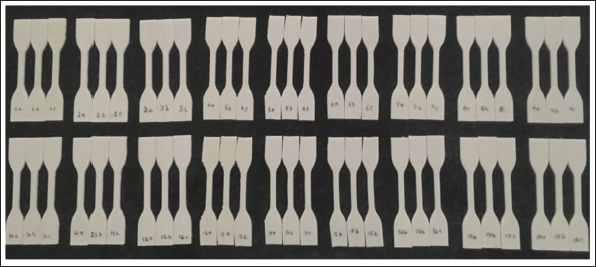
The dogbone-shaped specimens have been manufactured using the fused deposition technique. The ASTM D638 Type IV standard has been followed, as shown in Figure 1. ABS material has been used to fabricate specimens, and its material properties are listed in Table 1. The process parameters and their levels for the fabrication of dogbone-shaped specimens are listed in Table 2. As per the L18 orthogonal array, 18 samples were manufactured with different combinations of process parameters, and each sample was replicated three times to ensure the consistency of the experimental results. The infill pattern fills the interior geometry in a specific pattern, and it was varied as grid and lines, as shown in Figure 2(a) and (b). The orientations for printing the samples were taken in three ways, as shown in Figure 3. The raster angle for printing three orientations was taken as 0°, 45°, and 90°, as shown in Figure 4. All the printed samples with repetitions are shown in Figure 5.
Schematic diagram of the dogbone-shaped specimen.
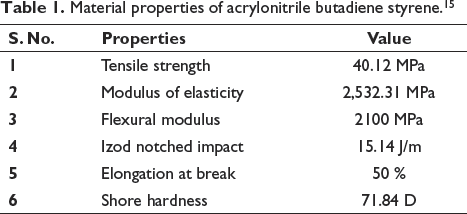
Material properties of acrylonitrile butadiene styrene. 15
Process parameters and their levels.

Infill patterns.
Orientations for printing the samples: (a) XY plane, (b) YZ plane, and (c) XZ plane.
Raster angle in different orientation.
Complete batch of the dogbone-shaped specimens.
Results and discussion
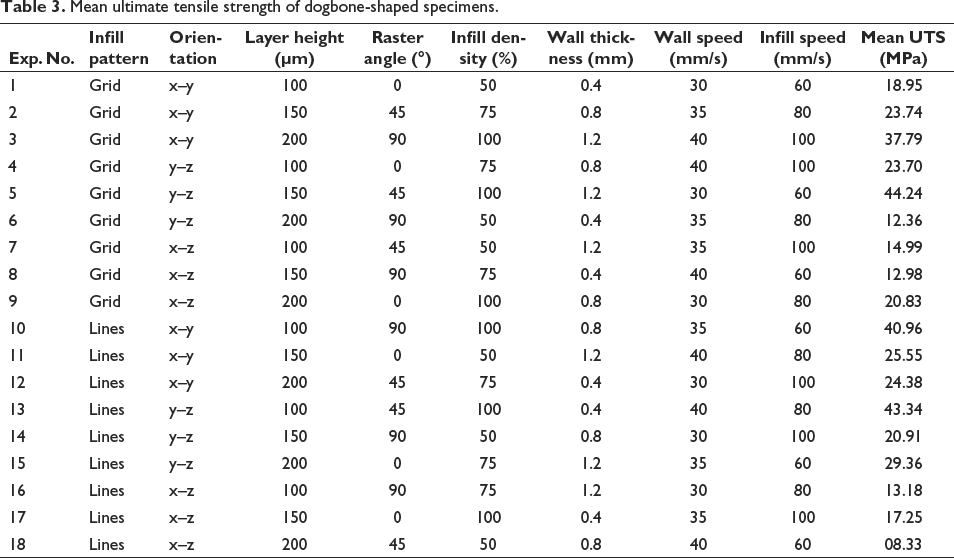
The dogbone specimens were tested on a universal testing machine with a suitable fixture. Each sample was tested under similar operating conditions at a crosshead speed of 1 mm/min. The tensile strength of the specimens manufactured with FDM technology varies for different orientations because of the bonding strength between the additive layers, as shown in Table 3. As the overall load is distributed between the layers, the strength of the specimen depends on the orientation of the printing.16, 17 The main effects plot for the means of eight different factors is shown in Figure 6. The process parameters, that is, infill pattern, wall thickness, and infill density, have a significant effect on the tensile strength. The raster angle and wall speed have an insignificant effect on the tensile strength of manufactured parts.18, 19 It has been observed that orientation and infill density had a statistically significant effect on the tensile strength of the manufactured parts, among all the other factors. From Figure 6, it can be seen that optimized parameters for ultimate tensile strength are the values for all the peak input parameters: infill pattern (lines), orientation (YZ), layer height (100 µm), raster angle (45º), infill density (100%), wall thickness (1.2 mm), wall speed (40 mm/s), and infill speed (60 mm/s).
Mean ultimate tensile strength of dogbone-shaped specimens.
Main effects plot for means.
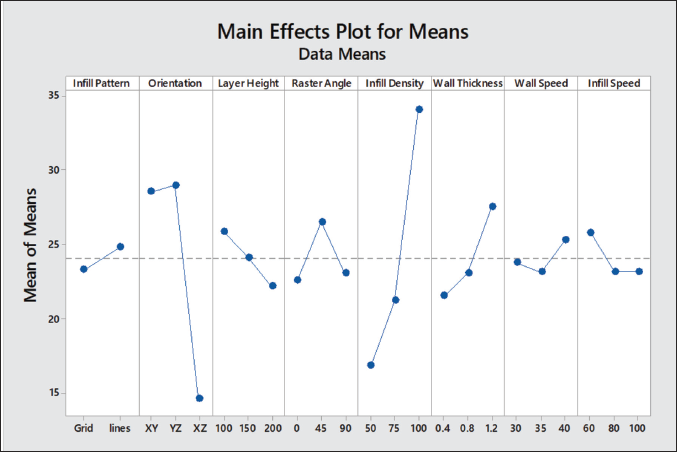
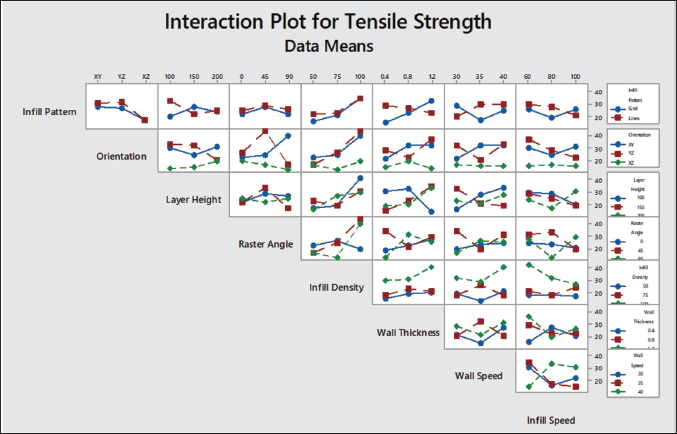
From Figure 6, it can be seen that infill density is majorly responsible for the strength of the parts, and less infill density leads to fragile tensile strength. Axial load is applied to the tensile test specimen; thus, orientation is crucial in the direction of the applied load. Wall thickness is another important parameter in FDM, and thicker walls provide better strength. Figure 7 shows the interaction effects of the eight different factors (infill pattern, orientation, layer height, raster angle, infill density, wall thickness, wall speed, and infill speed) on the tensile strength of dogbone-shaped specimens. Among these parameters, the infill density is the main influencing factor on the tensile strength of the fabricated parts.
Parametric interaction plots for tensile strength.
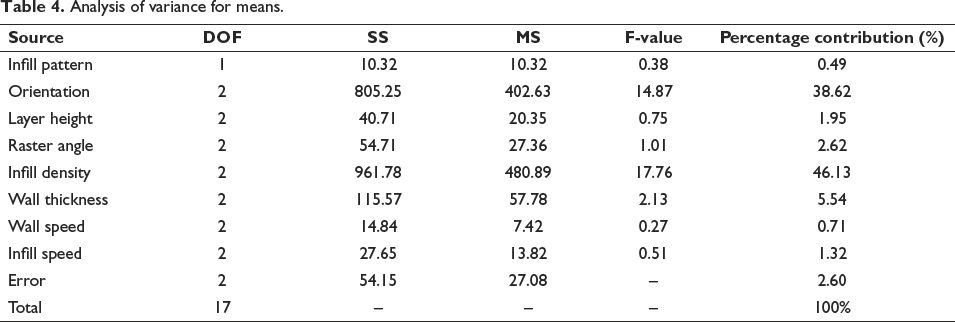
Experiments have been designed as per the Taguchi L18 orthogonal array for establishing the optimal set of parametric combinations for maximizing the ultimate tensile strength of manufactured specimens. ANOVA has been used to find out the percentage contribution of each factor. Table 4 shows the percentage contribution of individual factors. This table provides the details of each factor contributing to the ultimate tensile strength of FDM parts with these eight parameters at different levels.
Analysis of variance for means.
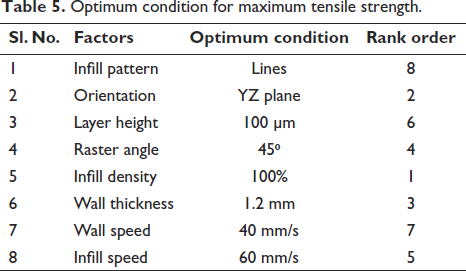
The optimal combination of FDM process parameters (as listed in Table 5) is expected to result in the maximum value of the ultimate tensile strength of the manufactured parts. The experimental results have also been substantiated by the findings of Lopez and Ahmad 2020. 20
Optimum condition for maximum tensile strength.
Conclusions
The tensile test specimens have been manufactured using the FDM process. Maximum parameters were investigated to identify the optimized parameters for ultimate tensile strength. Taguchi’s experimental design approach has been adopted to plan the experiments. The combined effect of eight different process parameters has been investigated on the tensile behavior of the ABS specimens. It has been found that orientation and infill density have a statistically more significant effect on the tensile strength values. The maximum and minimum values of tensile strength with the proposed combinations were found to be 44.24 MPa (Experiment No. 5) and 8.33 MPa (Experiment No. 18). A confirmation experiment was also performed with the optimized combination and the tensile strength value was found to be 51.58 MPa. The input parameters have also been ranked according to their significance in defining the tensile performance of the FDM-based, dogbone-shaped specimens. Based on the values of the tensile strength achieved at the optimal combination of process parameters, it can be concluded that the FDM process can be used for the fabrication of a number of fully functional non-structural parts and components.
Footnotes
Declaration of Conflicting Interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author received no financial support for the research, authorship and/or publication of this article.