
Abstract
This comparative study investigates the effect of various magnetic field (MF) intensities on the precision machining of cylindrical workpiece of EN24 Steel alloy in the electrical discharge turning configuration. EN24 steel is a high-strength alloy commonly employed in aerospace, automotive, and general engineering applications. The objective of this research is to evaluate the impact of MF intensity on the material removal rate (MRR), tool wear rate (TWR), overcut (OC), and surface roughness (Ra). The rotational speed of the workpiece, peak current, and pulse-on time were kept constant machining parameters throughout the experiments. The experimental results reveal that increasing MF intensity enhances MRR, OC, and surface finish. However, it is observed that higher MF intensities lead to an elevate TWR which was a negative effect on machining performance. SEM analysis was conducted on the machined surface, revealing that higher magnetic intensity resulted in the formation of a reduced recast layer and remelted debris. The findings were further supported by energy-dispersive spectrum results, which indicated a lower presence of oxide and carbide formations on the machined surface when subjected to higher MF intensity.
EDM: electrical discharge machining
EDT: electrical discharge turning
MF: magnetic field
MFA-EDT: magnetic field assisted electrical discharge turning
MRR: material removal rate
OC: overcut
Ra: surface roughness
TWR: tool wear rate
Introduction
EN24 is a high-strength alloy steel that is generally used in aerospace, automotive, and power generation industries. It is known for its high strength and toughness, as well as its good ductility, wear resistance, and fatigue resistance. In aerospace applications, EN24 steel is used in components such as landing gear, shafts, and gears. In the automotive industry, it is used in high-performance engine components such as crankshafts and connecting rods. In terms of its microstructure, EN24 steel is a high-carbon alloy steel, typically containing around 0.38%–0.43% carbon, 1.0%–1.4% chromium, 0.9%–1.2% manganese, 0.15%–0.3% molybdenum, 0.1%–0.3% nickel, and 0.1%–0.2% silicon. EN24 alloy steel is a high-strength, high-toughness steel that is known for its excellent wear resistance, but it can be difficult to machine due to its high hardness and strength. So, advanced machining processes, namely, abrasive jet machining, electrochemical machining, ultrasonic machining, and electrical discharge machining (EDM) play a vital role to machining EN24 alloy steel. 2
Machining hard and tough materials such as EN24 alloy steel can be challenging due to their high strength and hardness. In recent years, EDM has gained popularity as a viable solution for machining these materials. 3 EDM is a non-conventional machining process that utilizes electrical discharges to erode material from the workpiece. EDM has undergone several modifications such as EDM-milling, EDM-drilling, EDM-grinding, and EDM-turning, which have greatly enhanced its performance and versatility.4–6 Among these modifications, electrical discharge turning (EDT) is a variant of the EDM process that is widely used for the precision machining of cylindrical workpieces. The process involves positioning an electrode in close proximity to the workpiece and creating electrical discharges between them. This results in the precise and accurate removal of material from the workpiece surface. EDT offers numerous advantages such as high precision, efficiency, and quality surface finish, making it an attractive option for machining hard and brittle materials. 7
During the EDT process, the removal of material primarily occurs in the form of debris. This debris needs to be efficiently removed from the machining zone to prevent the occurrence of secondary sparks among the debris, the workpiece, and the electrode. These sparks have the potential to cause damage to the surfaces of the workpiece and electrode, thereby limiting the effectiveness of the machining process. To address this issue, several researchers have proposed various assistance processes, such as vibration-assisted EDT, abrasive-assisted, and magnetic field (MF)-assisted EDT (MFA-EDT). 8
Bains et al.3 have utilized hybrid EDM with abrasive jet flushing to improve machining efficiency for hard-to-cut titanium alloy (Ti-6Al-4V), with significant enhancements observed in material removal rate (MRR) and surface finish. The impact of various parameters, such as peak current, dielectric type, and hole size, on tool wear, surface quality, and microstructure was investigated through Taguchi analysis. MFA-EDT is also a novel process that combines EDT with MFA to improve the MRR and surface quality of the machined parts. The fundamental principle behind this process is that the MF enhances the energy density of the electrical discharge, which in turn accelerates the MRR. Furthermore, the MF also helps to restrict the discharge channel, thereby reducing the channel’s size and improving the precision of the machining process. 9 By using this innovative MFA-EDT process, high precision, high efficiency, and superior surface quality can be achieved while machining hard and brittle materials such as EN24 alloy steel. The utilization of MF in EDM was first introduced by De Bruijn et al. in 1978 with the objective of increasing the aspect ratio of machined features and promoting waste circulation within the machining zone. 10
Subsequently, in 2004, Yeo et al. 11 demonstrated the effectiveness of MFA-EDM in creating holes with a 26% greater depth compared to conventional EDM without an MF. They achieved this by applying a magnetic force perpendicular to the rotational force of the electrode. While there was no significant difference in the survival rate between the two EDM methods, tool wear was more pronounced in MFA-EDM along the length of the electrode. Chityal et al. 12 conducted a study to control energy dissipation in the dielectric fluid during the EDM process. They introduced an enclosure, referred to as a shield, around the cathode to create back pressure. This enclosure aims to limit the expansion of the plasma during EDM. Additionally, magnets were employed to generate an MF around the machining area, with the intention of eliminating debris from the workpiece. Jadidi et al. 13 focused on machining grooves on round bar workpieces using MFA-EDT. The authors conducted optimization studies to determine the dominant machining parameter, revealing that the MF’s intensity played the most influential role in MRR and overcut (OC), surpassing other process parameters such as peak current and on time. Azhiri et al. 14 noted that MF density had the greatest impact on surface integrity, primarily due to its enhancement of flushing efficiency in the EDT process.
Rehman et al. 14 examined and analysed the results of MFA-EDT compared to conventional EDT. They found that MFA-EDT significantly increased the MRR and material hardness by 56% and 38%, respectively, while reducing OC, recast layer thickness, and surface roughness by 31%, 47%, and 43%, respectively, compared to conventional EDT without an MF. In the context of producing fatigue samples, Talebizadehsardari et al. 15 applied MFA in the dry EDT method and observed improvements in surface quality, porosity reduction, and a decrease in tensile residual stress on the machined surfaces.
Sahoo et al. 16 have checked that the feasibility of the novel Maglev EDM system for fabricating micro-holes on a 500 µm thin nickel sheet was assessed, and it was compared with conventional EDM. A direct current power supply integrated with a magnetic levitation-based gap monitoring mechanism was employed to reduce arcing and short-circuiting. The experiment yielded an average MRR of 40 µg/min, confirming the Maglev EDM’s capability for micro-hole production on conductive materials. Rouniyar et al. 17 introduced MFA powder mixed EDM as an innovative hybrid technique to enhance machining performance by incorporating powder into the dielectric medium and applying an MF. Aluminium 6061 alloy was processed using this setup, with a focus on individual process parameter effects on surface crack density (SCD) and microhardness (MH). Optimal parameter settings resulted in a significant improvement of 85% in SCD and 76% in MH, substantiated by XRD analysis demonstrating the formation of oxide and carbide layers on the machined surface.
The existing literature highlights a lack of information regarding the application of MFA-EDT for the machining of EN24 steel alloy workpieces. Specifically, there is a research gap concerning the effects of different MF strengths on crucial machining parameters such as MRR, tool wear rate (TWR), Ra, and OC. To address this knowledge gap, the authors developed a customized MFA-EDT setup on a die-sinking EDM machine and utilized it to create grooves on cylindrical workpieces made of EN24 steel alloy. The objective of this study is to compare the effects of different MF intensities on the EDT process of EN24 steel alloy.
Materials and method
The present investigation employed EN24 steel alloy as the primary workpiece material, which is widely utilized in aerospace component manufacturing. The workpieces were prepared in the form of 10 mm diameter and 120 mm length for MFA-EDT machining. To facilitate the machining process, a 1.1 mm diameter copper tool was selected as it exhibits excellent electrical conductivity and high thermal conductivity, making it a preferred material for tool electrodes in EDM.
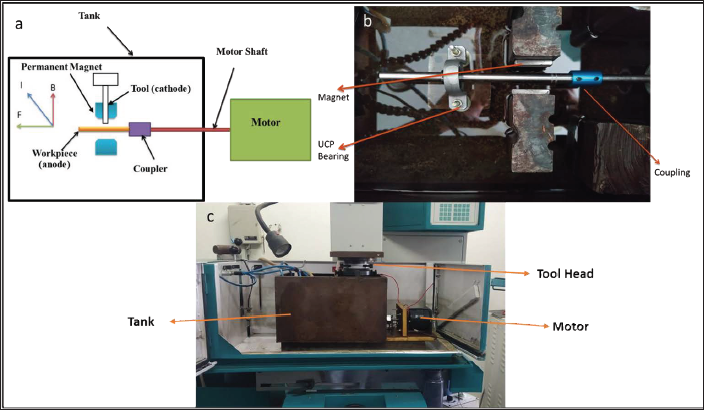
A schematic of the MFA-EDT process is presented in Figure 1. This process is employed to produce free-form grooves on cylindrical EN-24 steel alloy workpieces, which are difficult to machine using conventional turning processes. The MFA-EDT process involved modifying a die-sinking EDM machine by installing a custom-built rotating spindle setup to facilitate high-speed rotation to the workpiece. Furthermore, an MF was generated around the workpiece using two permanent magnets. During the machining process, a copper rod with a diameter of 1.1 mm was continuously fed against the rotating workpiece, creating a mirror image of the tool on the workpiece circumference. This process significantly enhanced the machining efficiency of the workpiece.
EDT process: (a) schematic setup diagram of MFA-EDT process, (b) inside top view of MFA-EDT setup, and (c) front view of developed MFA-EDT setup on die-sinking EDM.
Experimental details and measurements
The present research aimed to conduct a comparative study of EN-24 steel alloy material to determine the influence of varying MF intensities (0, N35, and N42) on machining performances, including MRR, TWR, Ra, and OC. To achieve this, an MF was generated in the EDT workbench by attaching two magnetic poles (0, N35, and N42) on each side of the rotatable workpiece. These magnets had dimensions of 50 × 20 × 3 mm and exhibited magnetic intensities of 0.15 and 0.3 Tesla (T) at the surface as measured using a Gaussmeter model DGM-102 for the N35 and N42 magnets, respectively. The other machining parameters such as gap current (8 mA), pulse-on time (40 µs), and rotational speed (800 RPM) were kept constant throughout the experiments to isolate the effect of MF intensity on machining performances.
In this study, the MFA-EDT machining process was conducted at different MF intensities, and the resulting MRR and TWR values were determined by measuring the weight of the workpiece before and after 10 minutes of machining using a Denver TB-215D digital weighing scale with 0.00001-g accuracy. The MRR and TWR values were calculated using standard equations:

where variables w1 and w2 represent the weight measurements of a workpiece or tool before and after machining, respectively. The total machining time, denoted as T and measured in minutes, is also a critical parameter in evaluating the efficiency and effectiveness of the machining process.
OC is an important parameter in the EDT process, which refers to the deviation in the size of the cavity created by the process from the size of the tool electrode. This deviation occurs due to the expansion of the plasma channel diameter beyond the tool diameter. In this study, the width of the cavity was measured using a Leica microscope at 50× magnification, and the values of OC were obtained by calculating the difference between the cavity size and the size of the tool electrode:

The width of the cavity formed on the workpiece after machining was determined by measuring C, and the tool diameter, represented by D, was fixed at 1.1 mm. The difference between C and D was used to determine the OC, a critical parameter in assessing the machining accuracy.
Ra is a key measure of the quality of a machined surface, and it was measured in this study using a stylus profilometer with a cut-off length of 0.25 mm. This provided an accurate and reliable measure of the texture and roughness of the machined surface. To gain a more comprehensive understanding of the quality of the machined samples, scanning electron microscopy was utilized to examine the recast layer thickness, micro-holes, and melted debris on the machined surface. By observing these parameters, the researchers were able to gain a better understanding of the morphology and microstructure of the machined samples, which can provide insights for optimizing the machining process in various industrial and scientific applications.
Results and discussion
The researchers utilized a custom-built experimental setup for their study, wherein they kept the machining parameters constant while altering the MF intensity for each experiment. The results obtained from these experiments, including MRR, TWR, OC, and Ra, were compared across different MF intensities and graphically presented in Figures 2, 4–6.
Comparative analysis of MRR
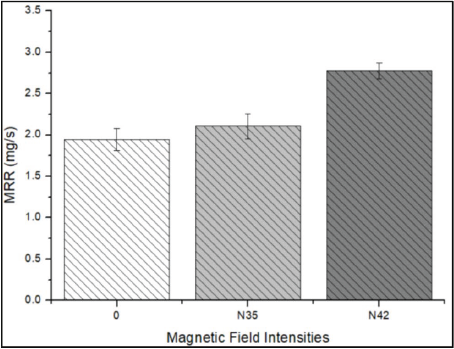
The impact of varying MF intensities on MRR during the MFA-EDT of EN-24 steel alloy is depicted in Figure 2. The results clearly demonstrate that the application of an MF leads to a significant enhancement in MRR compared to EDM without an MF. Moreover, the degree of improvement in MRR is observed to increase with higher MF intensities. The study reports a notable 8.24% increase in MRR when the MF strength is increased from 0 to N35, followed by a substantial 31.72% increase when the MF is further intensified from N35 to N42. These findings highlight the positive correlation between MF strength and MRR enhancement during the MFA-EDT process. This positive correlation arises because the MF enhances the efficiency of material removal. This is due to that the EN24 steel alloy is ferromagnetic, which allows for the easy removal of debris from the gap between the workpiece and the electrode under the MF’s influence. 18
Effect of different magnetic field intensities on MRR.
Another reason of enhancing of MRR is the generation of Lorentz force from the application of an external MF perpendicular to the electric field during EDM. 19 Initially, upon the application of a high voltage difference between the tool and workpiece, field emission occurs, causing electrons to move from the tool (−) to the workpiece (+). Subsequently, when the MF is applied perpendicular to the electric field, the Lorentz force is generated in a direction perpendicular to both the MF and the electric field.
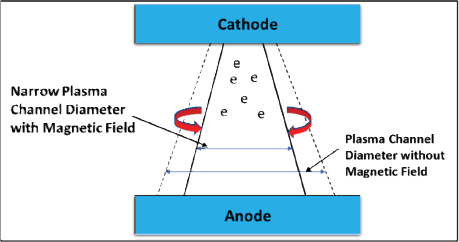
This Lorentz force plays a crucial role in altering the trajectory of electrons within the plasma channel, resulting in a reduction of the plasma channel diameter, as illustrated in Figure 3. By reducing the mean free path of electrons, the Lorentz force facilitates an increase in the density of electrons within the plasma channel, thereby establishing a more stable discharge compared to the EDT process conducted without an MF. 20
Plasma diameter of single spark with or without magnetic field. 22
In addition to the impact on electron dynamics, the Lorentz force also influences the path of debris particles. Particularly in the presence of a rotary workpiece, the Lorentz force transforms the linear path of debris particles into a curved, rotational path. This effect improves the flushing rate of debris particles, leading to efficient removal from the machining zone. 21 Consequently, the combined impact of the Lorentz force on electron behavior and debris particle flushing results in improved machining performance and higher MRR.
The Lorentz force affects the electron speed and the strength of the electromagnetic field, resulting in a reduction of discharge delay time and substantial time savings over a continuous period of discharges. Furthermore, the utilization of an MF improves the stability and plasma density of the plasma channel in EDM, leading to a higher flushing rate of debris particles, thus resulting in improved machining performance and higher MRR. These findings offer valuable insights into the potential of MF to improve the EDM process efficiency. 23
Comparative analysis of TWR
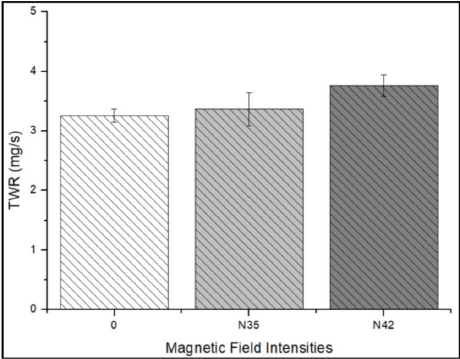
The impact of varying MF intensities on TWR for EN-24 steel alloy is depicted in Figure 4. The study observed the higher TWR for the N42 magnetic intensity magnet. The comparative analysis of TWR demonstrated that the higher difference in TWR value of 11.72% was observed when the MF intensity was increased from N35 to N42. The study noted the higher TWR value of 3.76 mg/s under the influence of the N42 magnetic intensity, while the lower TWR value of 3.26 mg/s was obtained without magnetic influence. As shown in Figure 4, TWR increases with an increase in MF intensity. The correlation between MF strength and TWR can be explained by the fact that higher MF lead to more efficient ionization, resulting in an increase in plasma temperature. This, in turn, leads to an increase in electrode temperature, thus causing an increase in TWR as MF intensity increases. Furthermore, the presence of the MF may lead to higher localized temperatures at the tool-workpiece interface due to the focused energy concentration, contributing to accelerated tool wear. 25 These findings provide significant insights into the impact of MF on TWR during the MFA-EDT process and highlight the need for careful consideration of MF intensity in EDM machining.
Effect of different magnetic field intensity on TWR.
Comparative analysis of OC
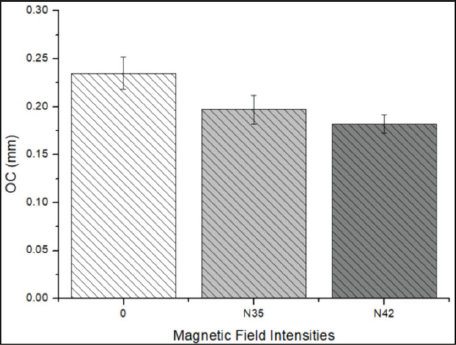
The impact of MF on the OC during EDT of EN-24 steel alloy is presented in Figure 5. The study found that the maximum OC was observed in the absence of MF. The experiments revealed that the OC value decreased as the MF intensity increased. The higher reduction in OC value of 16.17% was observed when the MF intensity was increased from 0 to N35. The lower OC value of 0.182 mm was noted under the influence of N42 magnetic intensity, while the higher value of 0.235 mm was obtained without magnetic influence.
The reduction in OC is attributed to the Lorentz force generated. This force causes the ions deviate from their straight path and follow a curved path, increasing the concentration of the plasma beam in the working region. This concentrated plasma beam leads to more precise and localized material removal from the side edge of the machined groove, thus reducing the OC. 26 The Lorentz force increases with an increase in the intensity of magnetic flux density, resulting in a further reduction in the OC. These findings provide valuable insights into the role of MF in the EDT process and demonstrate their potential for improving the machining performance of EN-24 steel alloy.
Effect of different magnetic field intensities on OC.
Comparative analysis of Ra
The surface roughness, represented by Ra, is an important factor in determining the quality of a machined surface. A lower Ra value indicates greater precision, less wear, and longer service life. Figure 6 presents a comparison of the Ra produced during the EDT process with and without MF on EN-24 steel alloy. The results of this study show that higher MF intensity leads to better Ra. The higher change in Ra value of 18.61% was observed when the MF intensity changed from N35 to N42. The best Ra value of 1.465 µm was obtained under the influence of the N42 magnetic intensity, while the worst value of 1.955 µm was obtained when there was no magnetic influence.
Effect of different magnetic field intensities on the surface roughness.
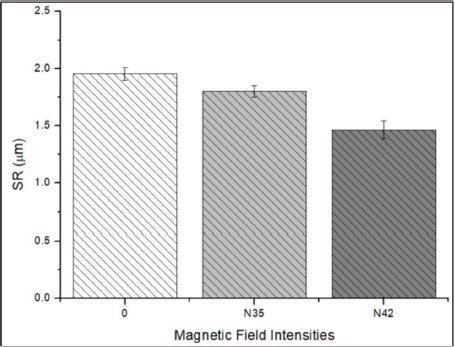
The improved Ra observed with higher MF intensity can be attributed to the better flushing efficiency due to the MF around the cylindrical workpiece. In EDT, the easy removal of debris particles in the MFA process helps to reduce the formation of damaging pulses such as arcs due to Lorentz force, which in turn leads to improved Ra. 14 Another reason is that the stability of the plasma channel may be improved by the presence of MF which helps in concentrating the discharge channel, resulting in a more stable and consistent machining performance. 25 These findings highlight the potential benefits of using MF to enhance EDT performance and improve machined surface quality.
Micrography of machine surface
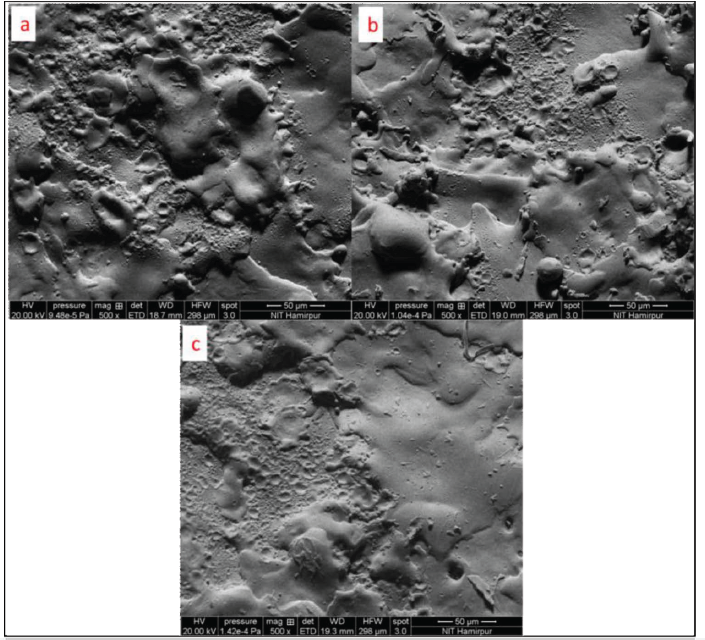
The present study involved the cleaning of machined cylindrical samples using an ultrasonic cleaner and ethanol, a crucial step in obtaining accurate and reliable SEM analysis results. The SEM micrographs of the machined EN-24 steel alloy cylindrical samples were examined, providing valuable insights into the surface topography and quality of the machined surface. A comparison of the three different machining conditions revealed that the high MF intensity-assisted EDT demonstrated superior surface integrity compared to the two other low MF intensity assisted and without MFA-EDT conditions. This was attributed to the MF ability to remove debris from the machining area and reduce the recast layers on the machined surface and melted debris.
Several factors contributed to the overall improvement in surface quality. First, the MF helped to prevent the formation of a secondary spark by assisting in the removal of debris from the machining area. This is because EN24 steel alloy is a magnetic material, and debris of this material can easily be removed from the gap between the workpiece and the electrode under the action of MF. 18 Additionally, the Lorentz force due to MF plays a crucial role in altering the trajectory of electrons within the plasma channel, resulting in a reduction of the plasma channel diameter and stability of the plasma channel in EDT machining as shown in Figure 3, resulting in an improvement in the crater size, with a higher MF forming a smaller size crater on the machined surface, as demonstrated in Figure 7(c). These factors worked in tandem to enhance the specimen’s surface quality by producing a smoother surface finish.
SEM micrograph image of the machining surfaces at 500× magnifications: (a) without magnetic field, (b) at N35 magnet, and (c) at N42 magnet.
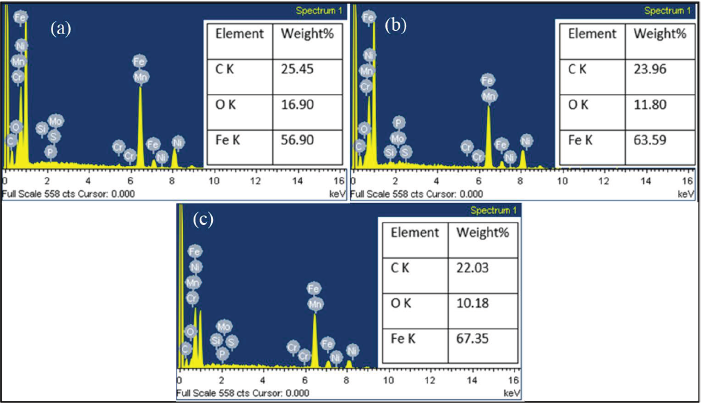
EDS (energy-dispersive spectrum) analysis, a technique employed to analyse the elemental composition of a material, was employed to investigate the machining of EN24 steel alloy as shown in Figure 8. The results showed that a lower weight percentage of iron was observed on the surface with respect to the base material, and migration of carbon (C) and oxygen (O2) was detected in appreciable amounts. The migration of carbon and oxygen may occur on the machined surface due to the pyrolysis of the dielectric fluid used in the EDT process. 27 Notably, the migration of carbon and oxygen was greater during machining without an MF, whereas the minimum migration was observed during machining with higher MF intensity. This disparity could be linked to the different surface qualities obtained under different MF intensities machining. Specifically, without MF intensity, the electrical discharge was more diffuse, leading to a larger heat-affected zone (HAZ) on the surface of the workpiece. This could result in the formation of a thicker oxide layer and more carbide formation due to increased surface energy. Conversely, the electrical discharge was more focused at higher MF intensities, resulting in a smaller HAZ and a thinner oxide layer, which could lead to a reduction in carbide formation due to decreased surface energy. Another reason is lower OC (material removal beyond the intended shape) compared to without MFA-EDT. This reduced OC results in less material being exposed to the environment, minimizing the chances of migration of carbon and oxygen to the machining surface.
EDS pattern of EN24 steel alloy: (a) without magnetic field, (b) lower magnetic field intensity, and (c) higher magnetic field intensity.
Conclusions
The experimental setup for the MFA-EDT process was developed by setting two permanent magnets around the rotary workpiece. In this article, authors have performed a comparative study on EN24 steel alloy material to obtain the effects of different MF intensities (0, N35, and N42) on MRR, TWR, OC, and Ra by keeping other machining parameters same. The following conclusions are reached by this research:
Applying an MF during EDT of EN-24 steel significantly enhances MRR. The higher MF intensity gives the higher MRR due to increase in Lorentz force and improve in plasma channel stability.
Increasing MF intensity during MFA-EDT of EN-24 steel alloy leads to increase in TWR. The higher TWR was found at N42 intensity due to enhancement in ionization, and plasma and electrode temperature.
MFs in EDT of EN-24 steel alloy reduce OC values. The higher reduction was observed with N35 MF intensity.
Higher MF intensity in EDT of EN-24 steel alloy improves Ra. A higher improvement was observed from N35 to N42 MF intensity because higher MF improves the flushing efficiency of debris from the machining zone.
High MF intensity results in superior surface integrity, reduced recast layers, lower melted debris, and improved surface quality.
The EDS analysis shows lower iron content and reduced migration of carbon and oxygen, indicating improved surface characteristics with higher MF intensity.
Footnotes
Declaration of Conflicting Interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.