
Abstract
Worldwide concern regarding the need for more sustainable textile supply chain prompted emphasis on innovation in the coloration process, often considered the most problematic segment of the supply chain. Digital textile printing, an emerging coloration technology, has the potential to improve sustainability significantly. This study undertakes an environmental sustainability analysis that compares the impacts of rotary-screen printing, the traditional, more established printing method, and digital textile printing. Researchers partnered with Creditex S.A.A., a vertically integrated textile company from Peru, to perform the research in a realistic factory setting. Creditex printed a 16-color design for an order of 1000m cotton fabric with reactive dye occupying both rotary-screen printing and digital textile printing and collected environmental impact data throughout the production process, including consumption, usage, and wastage. The findings suggest that digital textile printing is favorable to rotary-screen printing in terms of environmental sustainability impacts within the research context.
Keywords
Introduction
This study compared and quantified several sustainability measures between digital printing and screen printing within a vertical apparel mill. The research was conducted to aid the decision-making process of textile print manufacturers who seek to adopt more environmentally sustainable printing processes. Textile printing, a decorative coloration method, uses dyestuffs, chemicals, solvents, additives, surfactants, soaps, and detergents. 1 Unfortunately, traditional screen printing uses a significant amount of water and the various chemical components used result in hazardous effluents and emissions that contribute to environmental pollution.2–5 In the textile arena, to improve environmental sustainability, companies typically focus on the use, allocation, or utilization of ecological elements such as water, energy, chemical, and material usage and seek to conserve, reduce, or eliminate these elements.6,7
Print Technologies
The rotary-screen printing (RSP) production system uses cylindrical, engraved screens to apply individual colors of the design. Rotary systems use a squeegee to control the application of colored paste through the patterned openings in the engraved screen onto the surface of the cloth.8,9 Since its introduction in the mid-20th century, RSP has been the primary method used by print mills 10 and currently accounts for roughly 65% of the print market. 11 Thus, one can assume that RSP is responsible for the bulk of pollution that occurs in the print industry. Over time, print manufacturers have sought methods to reduce pollution by adjusting some of the RSP production parameters or replacing them altogether with advanced technology. Digital textile printing (DTP) is an example of an advanced printing technology that has gained recent market interest. DTP systems use software programs for raster image processing and color management and digitally controlled printheads that jet coloring material in liquid ink form through small nozzles.9,12,13 DTP is capable of producing high-quality prints without limitation in design, pattern, and number of colors.8,13 Although the first DTP appeared in the mid-1980s, the technology is still in the early adoption phase and is responsible for 11% of the print market.14,15 DTP must advance to overcome a number of challenges in order to increase its market position. Research and development work is ongoing that focuses on reducing ink cost and improving printhead and system performance. 13
Machine manufacturers and researchers indicate that the DTP method offers a more sustainable textile printing process9,12,13,16 and machine manufacturers often claim this in their marketing materials. Ragab et al., 9 Kan and Yuen, 12 and Gupta 16 also identify DTP as an eco-friendly technique in their research articles. Koseoglu et al. 13 mentions a 30% savings in electricity cost and 95% savings in water consumption by DTP. However, these statements and numbers are provided with minimal context regarding design detail, machine type, fabric type, production condition, and other relevant information. Moreover, the research lacks methodological details that support replication of study within other production settings. Therefore, empirical investigation of DTP under realistic production conditions contributes to the substantiation of sustainability claims.
This research has conducted an in-depth case study to perform an environmental sustainability analysis between RSP, the traditional, more established printing method, and digital textile printing (DTP). Establishing a systematic methodological approach, this research has performed an apples-to-apples comparison inside the production floor of a textile factory. This study contributes to building fundamental understanding of the potential gains of DTP adoption (compared with RSP) through a real-world production scenario by identifying, quantifying, and comparing the core sustainability parameters between the two printing processes. Incremental knowledge gained through the quantitative outcomes provide guidance for textile supply chains that seek more sustainable processes in their pursuit of environmental stewardship. Given the particular focus on pollution reduction in textile supply chains, digital technology strategies focused on gaining improvements in wet processing offer a potentially impactful solution for the short and long term.
Methodology
The research was conducted in a stepwise approach. First, environmental sustainability parameters were identified through detailed analysis of RSP and DTP processes. A comprehensive survey instrument was developed to collect the data in an industrial setting that captured environmental impact factors. The survey was designed based on information relevance and quantification methodology. Although the survey instrument primarily captured quantitative data, qualitative questions were also included to obtain detailed insights. The principal investigator adopted a single case-study approach for this research and Creditex S.A.A. was identified for participation through personal contact and market analysis. Upon agreement to participate, the survey questionnaires were shared with the assigned Creditex S.A.A. personnel. The surveys were created and distributed using the online survey tool “Qualtrics.” Prior to circulation, the survey questionnaires and analysis formulae were shared with industry experts to validate the appropriateness of the adopted methodology. The survey responses were examined to identify potential data entry errors which were reviewed and clarified through a follow-up meeting with the participating company. This assured correct recording of the survey data. After data collection, the data analysis was performed to calculate environmental impact categories. Upon completion, the results were shared with Creditex S.A.A. for their comment and validation. The steps of the methodology can be seen in Figure 1.
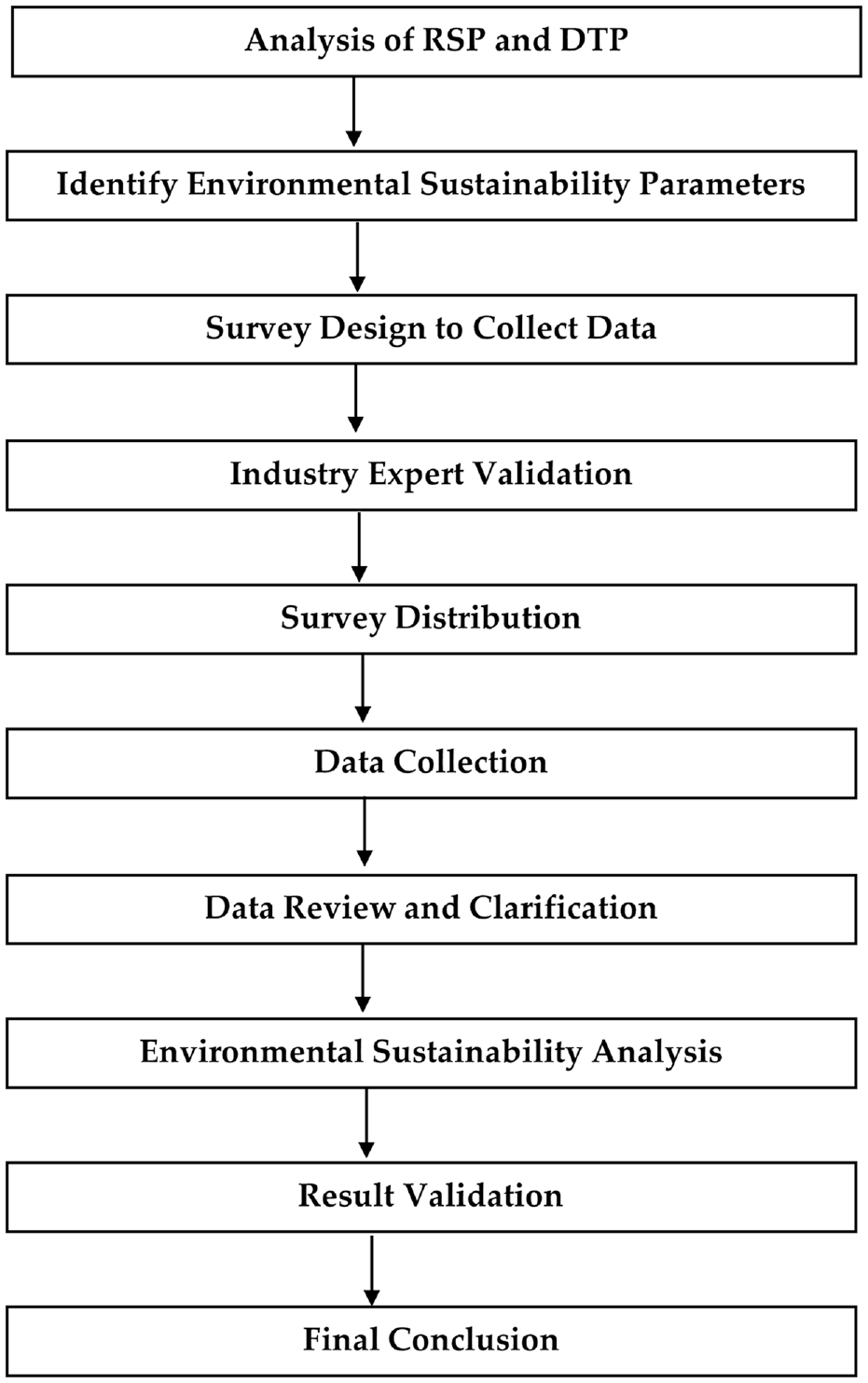
Research methodology.
According to the first methodological step, printing production processes for 100% cotton with reactive dyestuff using RSP and DTP were analyzed at the industrial level. Cotton was selected as the fabric for study because it is used extensively (more than 70%) in the printing industry.17–19 Reactive dyestuff is the primary choice for printing cotton fabric 19 and holds around a 26–28% market position in the printing industry. 20 Hence, reactive dye was selected as the dye class for printing. The fabric type and dyestuff class were kept similar for both RSP and DTP. Both RSP and DTP start with artwork preparation. Designs can start as illustrations, paintings, or computer-aided design (CAD) files that must be prepared for the relevant print process. Inspiration for designs can come from historical prints, nature, art, and so on. 21 CAD software is typically used for design clean-up, colorways, and creating repeats. 22 After that, printing artwork is developed with the help of scanners and cameras in segmented layers for RSP and under color profiling for DTP.12,23–25 RSP requires color-separated screens that are prepared by photosensitive chemicals 26 and print pastes made up of dyestuffs and chemicals.4,27 In comparison, DTP requires preparation of the fabric by applying thickener, urea, alkali, and surfactants. 28 RSP printing is done by passing the fabric through several rotating cylinder-shaped screens with the design engraved on them and print pastes loaded inside to be passed on the fabric according to the design-engraved holes.4,8 DTP printing uses the raster image processing (RIP) software to convert the design data into printable form. The system jets the dyestuff onto the fabric through tiny nozzles on the printhead, guided by the image processing software. 12 Both print processes involve drying to vaporize the unabsorbed chemicals, 4 steaming for dyestuff fixation, 29 and washing to remove residuals from the printed fabric. 4 The operations are illustrated in Figure 2.
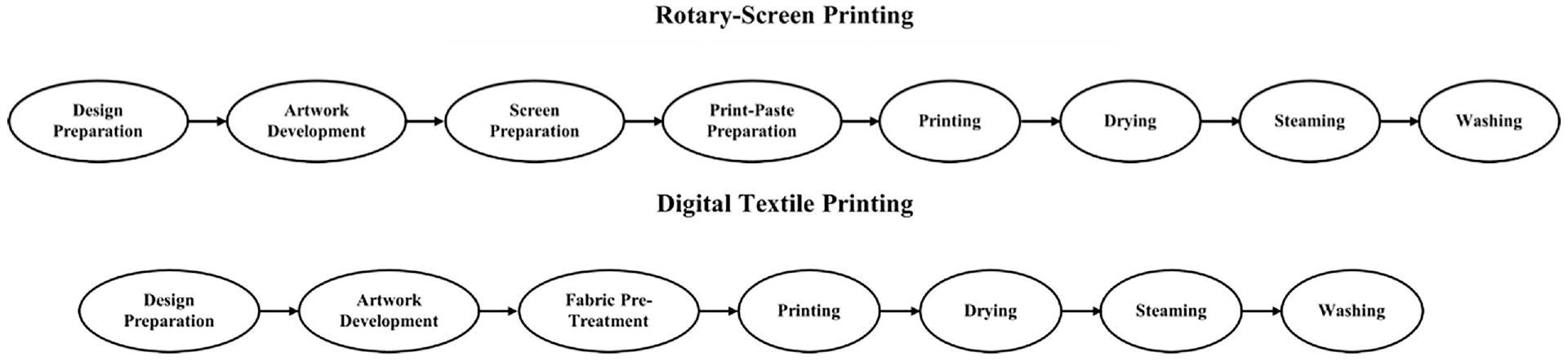
Printing operations in RSP and DTP.
The next methodological step was identifying environmental sustainability parameters within these two printing production processes. These environmental parameters encompass aspects such as usage, wastage, and emission of materials, chemicals, other resources (water, electricity, gas), and their by-products.7,30 Analysis of both printing processes presented the following environment-influential parameters:
chemical usage
electricity usage
gas usage
water usage
space usage
fabric waste
chemical waste
liquid emission (effluents)
gaseous emission (carbon footprint).
The parameter identification helped to develop the data collection tool. As previously indicated, Qualtrics software for online survey administration was used for the data collection step and prior to formal data collection, two industry experts reviewed the questionnaire design and context. In addition, the North Carolina State University Institutional Review Board (IRB) approved all study procedures before data collection took place.
Creditex S.A.A., the participating company for the case study, is located in Lima, Peru. It is the country’s most vertically integrated textile company and has implemented both RSP and DTP in its printing facility. The company possesses a strong sustainability focus with a green work area, improved air ventilation, and low carbon emissions. One of their key sustainability initiatives was installing a Caustic Soda Recovery Plant that significantly reduced subsoil water extraction by recovering soda and water from dyehouse processes.
For this research, a 292.93 g/m2, sarge 3/1 woven 100% cotton fabric was chosen as the substrate. The production team at Creditex printed a 16-color design, illustrated in Figure 3(a) and (b), on 1000 m of the substrate with both RSP and DTP. The resultant prints are identical when printed with RSP and DTP, however, the RSP process requires 16 separate screens, one for each of the colors in this complex print design.
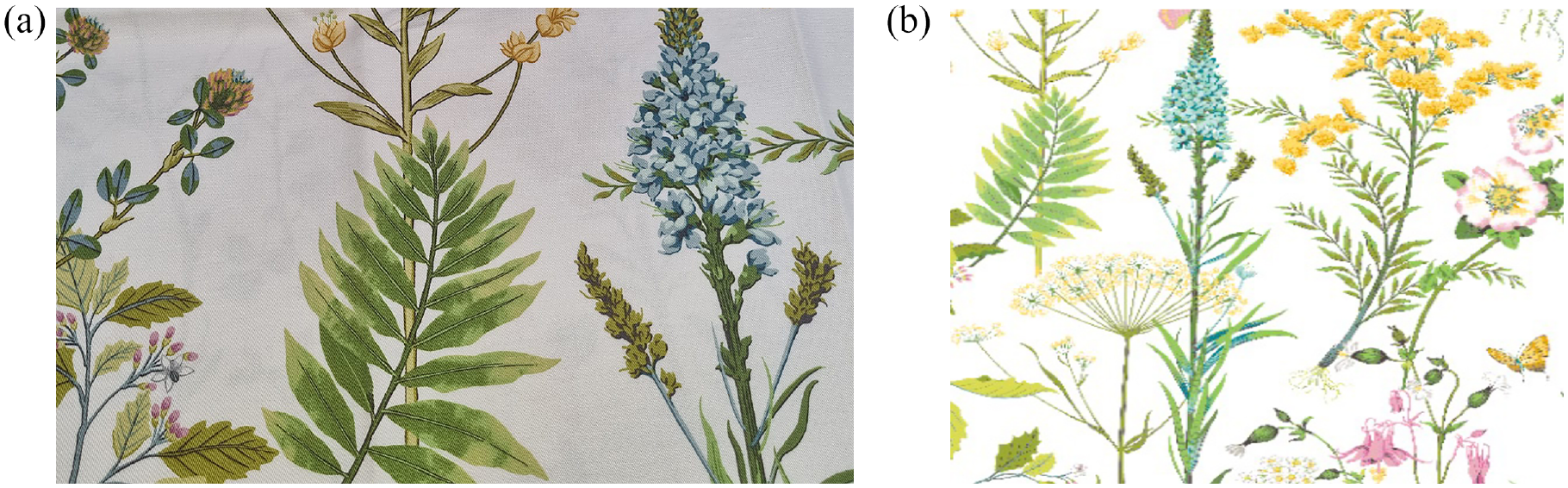
(a) Detail of printed fabric. (b) Print repeat schematic.
RSP used an RD-V4 STORK 16 SCREENS machine with integrated drying. The design was also digitally printed on the substrate using an EFI Reggiani RENOIR 16 HP 811 machine with integrated drying. Pretreatment chemicals including thickener, urea, sodium carbonate, anti-creasing agent, and defoaming agents applied to the fabric prior to the digital print step. Rotary screen technology with integrated drying was used to apply the pre-treatment mixture. The rotary screen application method was investigated and optimized by Creditex prior to the current study. As compared with pad application, the rotary screen application method targets the application of pretreatment chemistry to the surface of the fabric only, thus reducing chemical consumption while obtaining results as good as or better than those for printing.
A kitchen equipped with electronic scales, blenders, paste and water storage tanks, pumps, and screen washing frames was used for mixing print paste and pretreatment chemistry and for cleaning screens. Creditex’s RSP and DTP printing setups can be observed in Figure 4. As seen, the RSP process requires an extensive water and drainage system to clean each of the 16 screens. Cleaning of the screens uses a significant amount of water and results in wasted dyestuff and other chemicals. By comparison, DTP is a cleaner process as shown in the photographs. Following the rotary and digital print processes, the fabric was processed on the same continuous line of equipment that included an Arioli MiniVapo steamer and Ramisch washing system. Although data were not recorded for the drying step or additional finishing, processing for these stages was identical for RSP and DTP. Figures 5 and 6 illustrate the workflow stages recorded for RSP and DTP, respectively.
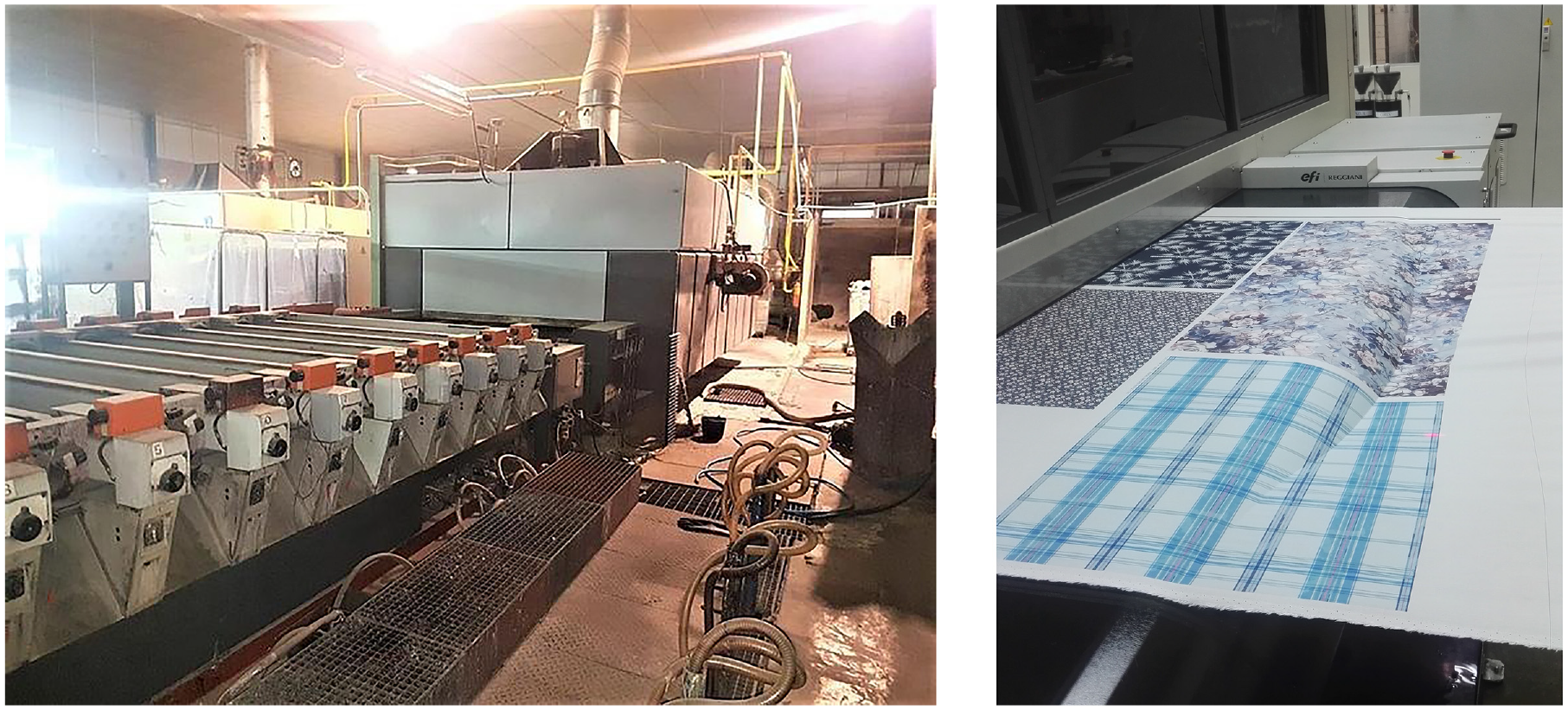
Creditex’s RSP versus DTP setup.
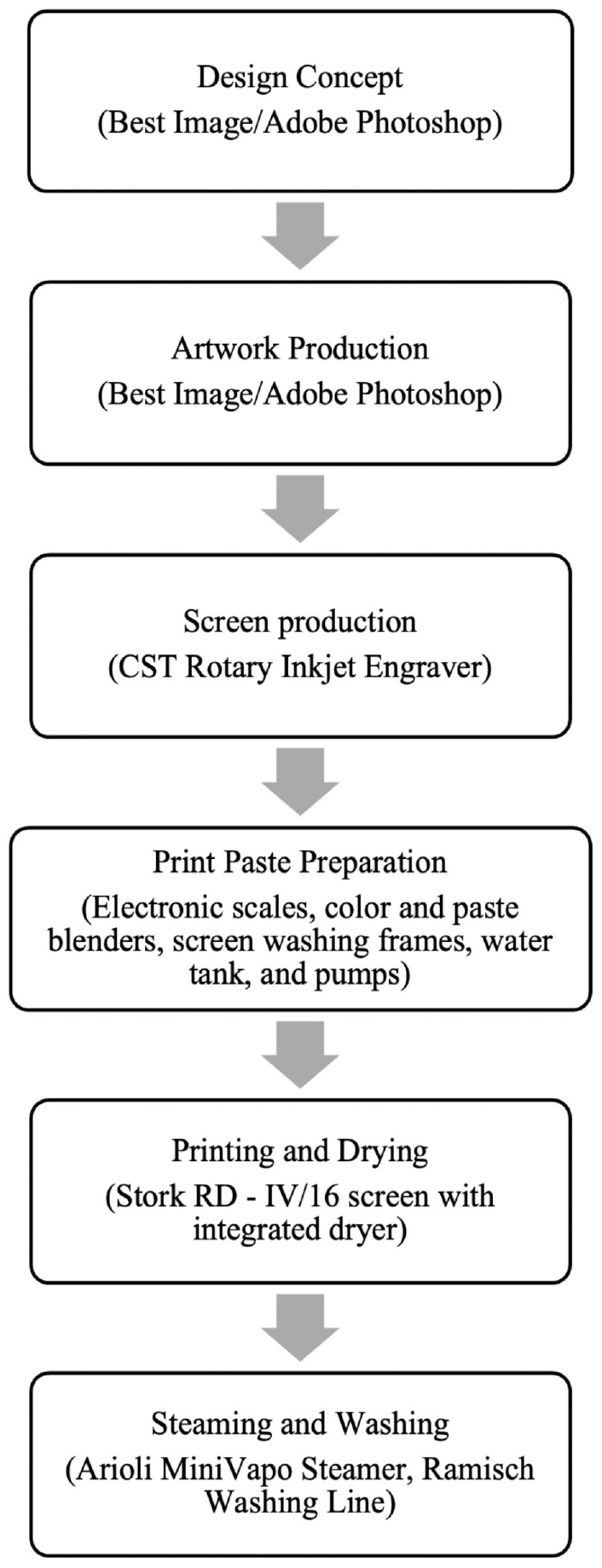
Process flow: rotary screen printing/RSP.
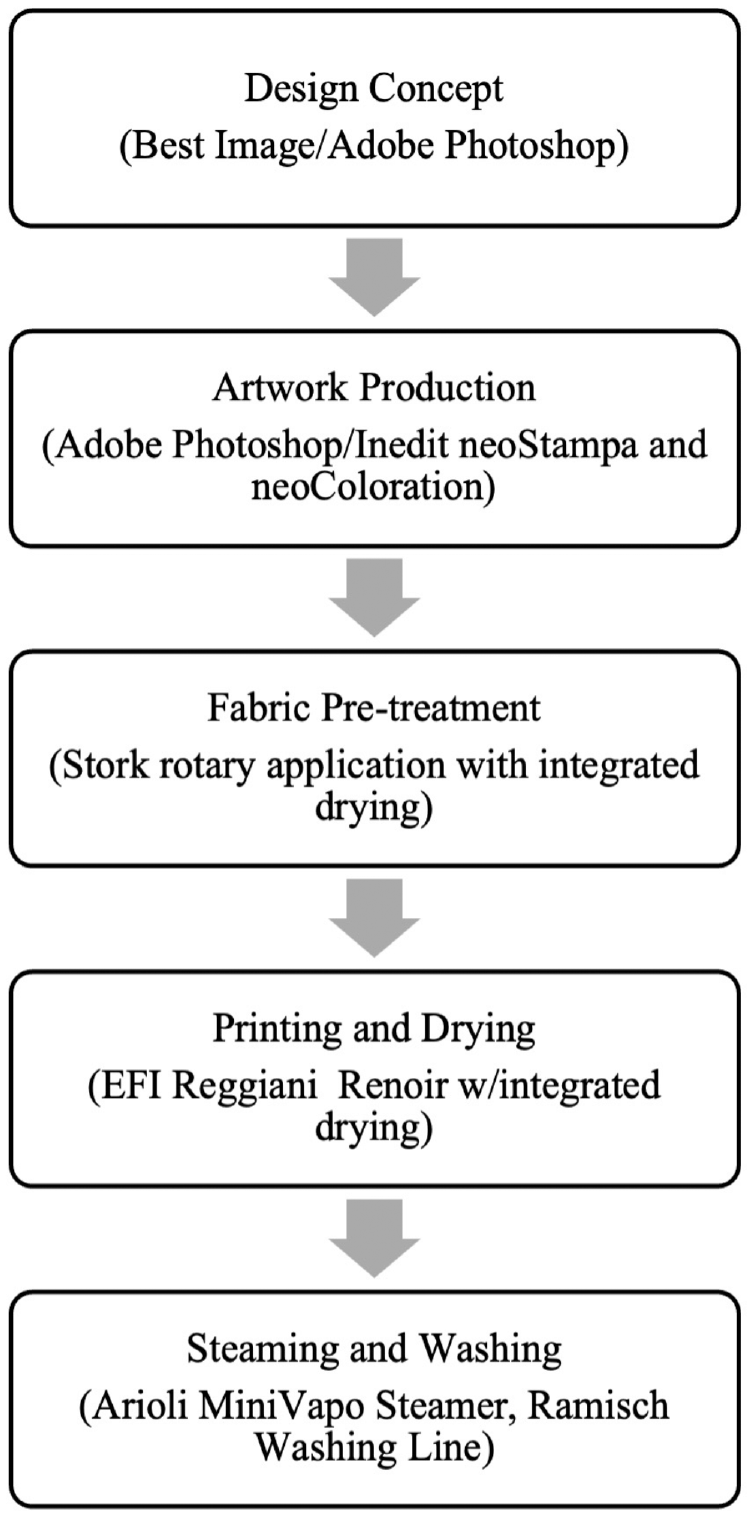
Process flow: digital textile printing/DTP.
In alignment with the defined methodology, Creditex’s production team reported on the established research parameters via the Qualtrics survey. After the data submission was completed, a virtual meeting was arranged to review and clarify the recorded data to ensure information accuracy. An analysis of sustainability parameters was performed for the collected data using Microsoft Excel.
Results and Discussion
The environmental sustainability parameters were quantified based on the survey response and are summarized in Table 1.
Summary of environmental sustainability parameters for RSP and DTP.
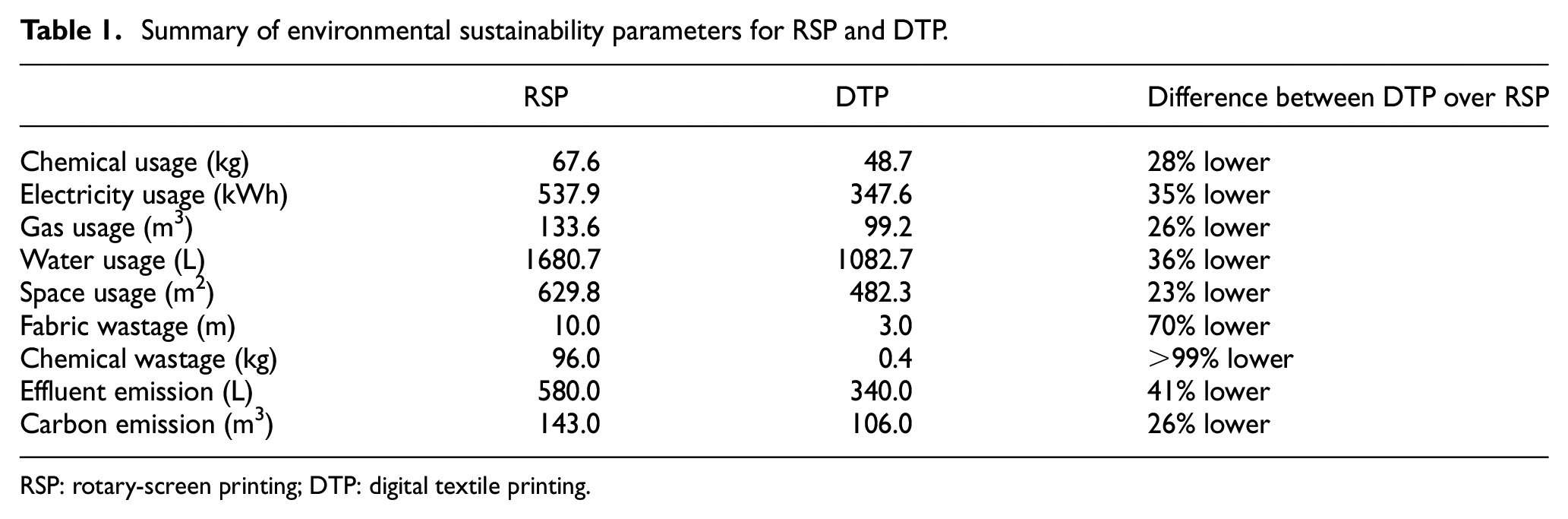
RSP: rotary-screen printing; DTP: digital textile printing.
Chemical Usage
RSP production uses numerous chemicals in its operations, such as emulsion and photosensitive agents during the screen preparation; dyestuffs, urea, thickener, salt, and surfactants during print-paste preparation; and clearing and soaping agents at the washing stage. DTP chemical usage includes urea, thickener, salt, and surfactants for fabric pretreatment, printing inks during printing, and clearing and soaping agents during the washing operation. Some of these chemicals have adverse environmental consequences. For instance, excess use of urea during printing may result in hard-to-treat effluent, which is nitrogen-rich in nature and has negative environmental consequences.3,31–33 Hence, researchers are looking to reduce or substitute urea usage from printing production.3,31–33 Besides the environmental consequences, the chemicals used in printing can cause serious harm to the health of workers and the environment. 4
Based on the results from this comparative study, it was found that DTP used significantly fewer chemicals than RSP. When printing the same design, RSP used 34 kg of urea, while DTP required only 22.5 kg. In addition, DTP used less salt and surfactants and did not require emulsion and photosensitive agents. However, in two instances, RSP used fewer chemicals. The DTP print required 3.1 kg of ink for the design, while RSP used only 2.18 kg for the same design. However, it should be noted that the measurement for DTP refers to the formulated ink for which the dyestuff is in solution with water as the primary component of the formulation given the lower viscosity requirement to run through the inkjet printhead. In comparison, the measurement for RSP refers to dyestuff only and was measured prior to the formulation of the colored print paste. The amount of thickener used was also lower for RSP than DTP. The use of a print paste that contains all chemical components results in localized and targeted application of thickener, whereas the pretreatment of fabric for DTP applies thickener across the length and width of the fabric. Overall, DTP required 28% less chemicals than RSP to produce the same printed design as summarized in Table 1. Therefore, DTP can be considered more sustainable in terms of chemical usage than RSP.
Electricity Usage
Machines consume electricity during all operational stages of RSP and DTP. Creditex reported electricity usage for each machine and process, and the aggregated value of that electricity use can be observed in Table 1. As shown, the electricity usage by RSP for printing the 16-color design was 537.9 kWh. Screen production, which is only needed for RSP, consumed the highest amount of energy, followed by design preparation and the combined printing and drying stages. DTP used only 347.5 kWh of electricity to print the same design, which is 35% lower than RSP. Most of the electricity needed for the DTP design was within the design preparation process, followed by fabric pretreatment and the combined printing and drying stages. Creditex sourced their electricity from an electric substation, which was supplied by Enel company. They use hydraulic energy for electricity generation.
Gas Usage
Creditex used natural gas supplied by Calidda Peruvian. In the context of this study, RSP required gas for drying and steaming, which consumed 133.6 m3, while DTP used gas for fabric pretreatment and steaming and consumed 99.2 m3. Hence, RSP used a 26% higher volume of natural gas for executing the order, compared with DTP. The DTP machine used an electric dryer and therefore did not require gas for its drying process, which contributed to the difference in consumption between RSP and DTP. The total gas usage by both printing processes for printing the design can be seen in Table 1.
Water Usage
While the print wash-out process consumes a considerable volume of water, steaming used 602.7 L for both RSP and DTP and was responsible for the greatest volume of water consumed overall. Other steps requiring water were the screen and print-paste preparation processes for RSP and the fabric pretreatment process for DTP. The research showed that DTP used 36% less water for printing as compared with printing the same design in an equal quantity via RSP. Overall water consumption by both processes can be seen in Table 1.
Space Usage
Space usage is a critical consideration in terms of environmental impact and cost of production. Occupying more space means a greater factory area for industrial setup, which could be used for decarbonization activities such as tree plantation. Creditex reported the area of space occupied by each step of both printing processes. The results showed that DTP used 23% less space than RSP. DTP’s space usage was 482.3 m2, whereas that of RSP was 629.8 m2. Screen preparation alone required 144 m2, more than any other steps in RSP. For the DTP process, washing consumed the greatest space. The total space usage is given in Table 1.
Fabric Wastage
Fabric wastage during printing often finds its way to landfills as solid waste and raises environmental concerns by polluting land. 34 The data collected showed that DTP resulted in 70% less fabric waste as compared with RSP. During the 1000-m print run, 3 m of fabric was wasted compared with 10 m for RSP; see Table 1.
Chemical Wastage
Chemical wastage is a severe threat to the environment 35 and textile and apparel manufacturing companies including Creditex seek processes that generate less chemical wastage. Creditex reported that RSP resulted in 96 kg chemical waste, while DTP generated only 0.4 kg. Hence, chemical wastage was reduced by more than 99% for DTP, offering a significant improvement over RSP. The results are summarized in Table 1.
Liquid Emission (Effluents)
One of the harmful emissions from the printing process is effluents as liquid discharge. Printing effluents contain dyestuff, additives, and chemicals; they also contain oil and are high in biochemical oxygen demand (BOD). 3 A recent study of the Bangladeshi textile industry found that approximately 42% of printers are reluctant to adopt proper effluent management, leading to a high risk for the environment. 36 The study of the Bangladeshi textile industry underscores the value of data collection regarding effluent emission, and for the purposes of the Creditex study, effluent data was collected for the printing steps for the design produced and reported through the survey instrument.
The study determined that RSP generated 580 L of effluents from the screen preparation, printing, and washing steps. Among the processes, printing produced the highest amount of effluent. In DTP, fabric pretreatment and washing were the two processes that emitted the most effluent. In these two steps, DTP emitted 340 L of effluent, with fabric pretreatment emitting the majority of the volume. As a result, DTP’s effluent emission was 41% lower than that for RSP; see Table 1.
Gaseous Emission (Carbon Footprint)
Gaseous emissions are unavoidable and significantly contribute to air pollution. 3 Although gaseous emissions include COx, SOx, NOx, and others, this research only considered carbon emission from fossil fuels, as natural gas was the only fossil fuel used for printing for both RSP and DTP. The composition of the natural gas supplied by Calidda is 89% methane, 8.9% ethane, 0.13% propane, 0.0002% butane, 0.0002% pentene, 1.2% nitrogen, and 0.24% carbon dioxide, according to Calidda’s website. 37
Carbon dioxide is emitted when the combustion of fossil fuel occurs. Combustion fractions suggest that 1 volume of methane combustion emits 1 volume of carbon dioxide. Similarly, for ethane, propane, butane, and pentane, the volume of carbon dioxide emission is 2 volumes, 3 volumes, 4 volumes, and 5 volumes, respectively. Considering individual elements quantity in the utilized gas composition, 1 m3 gas combustion emits 1 × 0.89 + 2 × 0.089 + 3 × 0.0013 + 4 × 0.000002 + 5 × 0.000002 + 0.0024 = 1.07 m3 carbon dioxide
Based on this calculation, the total carbon emission by RSP and DTP for printing the design was calculated. It was found that DTP’s carbon emission was 26% lower for printing the same design than RSP. RSP’s carbon emission value was 143 m3, whereas DTP’s carbon emission was 106 m3; see Table 1.
Overall Savings
Calculations of the environmental impact parameters indicate that the digital printing configuration studied required less chemicals, energy, materials, and water as compared with RSP. DTP’s most significant environmental improvement parameter was found to be chemical wastage, with a savings of more than 99%. DTP showed a 70% reduction in fabric wastage and a 41% reduction in effluent emission. In addition, carbon emissions were reduced by approximately one-fourth of the volume. Besides these factors, DTP showed a savings of 28% in chemical usage, 35% in electricity usage, 26% in gas usage, 36% in water usage, 23% in space usage, and 26% in carbon dioxide emission as compared with RSP for printing the same design. This information is summarized in Figure 7.
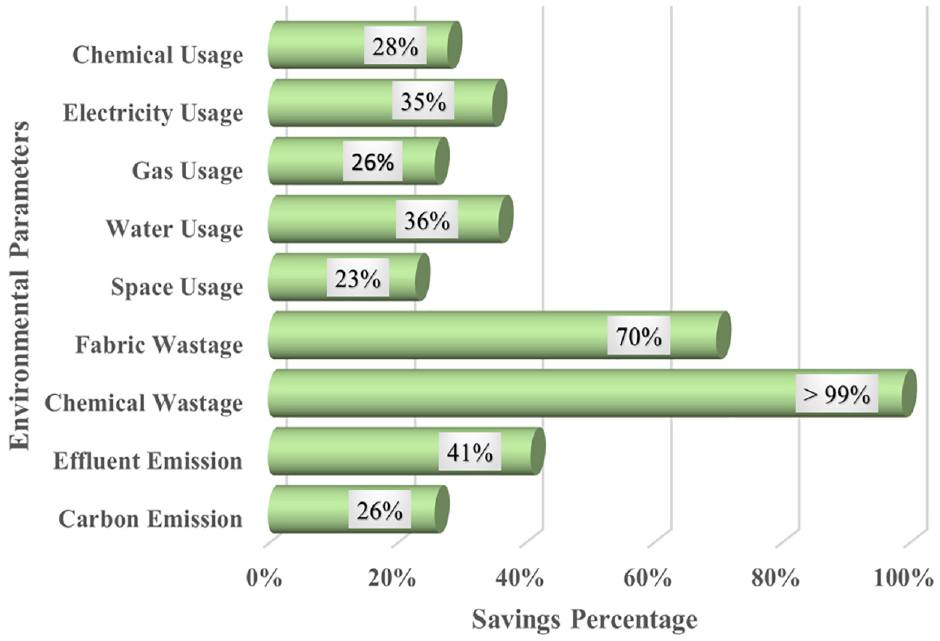
Savings percentages of environmental parameters for using DTP instead of RSP.
Conclusion
This research presented a comparative study of RSP versus DTP. An important feature of the study design was the ability to directly compare sustainability parameters for RSP and DTP within a single company using the same print, substrate, and pre- and postproduction facilities. Therefore, it can be inferred that the calculated values truly reflect the similarities and differences within the actual production scenario for the two processes. In addition, this study established the environmental production parameters for comparing printing with RSP and DTP and provided an analysis of the case-study results for printing 1000-m quantities of a 16-color design using RSP and DTP. Based on the results from the study, it was determined that all the environmental parameters were lower for DTP when compared with RSP. That is to say, the values of chemical usage, electricity usage, gas usage, water usage, space usage, fabric waste, chemical waste, effluent emission, and carbon footprint were lower for the DTP configuration used and when printing the same fabric in equal quantities. The results suggest that printing companies can reduce costs and improve sustainability by choosing DTP over RSP.
The textile industry continually seeks to improve environmental sustainability. Within this industry, the printing sector has promoted digital textile printing as a more environmentally sustainable alternative to the dominant rotary screen production method. Based on this study, we can conclude that DTP is a viable method of improving environmental sustainability. Although DTP companies have highlighted the environmental benefits of DTP, prior to this study, no quantitative data existed that was derived from a side-by-side comparison of individual environmental parameters collected from a large-scale industrial mill. DTP has been proven superlative in every environmental aspect, portraying it as a more environmentally sustainable printing process when compared with RSP. The analysis and comparable values are crucial for the current printing industry that has previously adopted DTP to produce very short runs or complex artwork that is otherwise costly, difficult, or impossible to reproduce via the RSP method. The research shows that DTP can also be adopted to help companies reach their sustainability goals. It is important to note though, that these results were limited to 100% cotton fabric printed with reactive dyestuff and the configuration of the equipment and origin of energy supply. Hence, it is recommended to perform similar studies on different types of fabrics and other classes of colorant. In particular, the application of pigments rather than dye-based colorants may demonstrate further reduction of water and possibly energy for the DTP process. Conducting similar studies in other geographic regions and using differing machine configurations is also recommended to establish the impact of gas versus electric dryers in the context of variations in energy source.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.