
Abstract
Effective and environmentally friendly air filters to preserve public health are essential given the particle matter pollution epidemic that has permanently damaged human health. This study used blending spinning to create a unique polyvinylidene fluoride/keratin electret filter with reliable PM0.3 reduction and comprehensive features. More specifically, adding keratin derived from natural wool significantly increased composite fibrous membranes’ pore structure and surface charge. Keratin and polyvinylidene fluoride work together synergistically to produce a fiber membrane that exhibits good filtration performance with a quality factor of 0.04662 /Pa, a low pressure drop of 127 Pa, and a high particle removal capacity of 99.731%. The development of this electret material provides a new approach for the design of environmentally friendly air filters for efficient removal of PM0.3.
Introduction
Aerosols, a gaseous dispersion system of particles typically between 0.01 and 10 mm in size have emerged as a global issue threatening public health because they can spread infectious agents such as bacteria and viruses and cause respiratory illnesses.1,2 PM0.3 aerosols are the most infectious and have the greatest permeability to humans. 3 The best technology for preventing PM0.3 from entering the human body and ensuring public safety is the use of high-performance air filters. When COVID-19 first appeared in mid-December 2019, air filters, masks, and respirators received attention like never before, as it was regarded as a public health emergency of global significance. Currently, the majority of commercial filters on the market either use electrostatic filtration, which uses electrostatic force to adsorb particles, or mechanical filtration, which focuses on filter shape modification to optimize physical interception. The bulk of commercial filters are electric melt-blown filters. 4 This is because electret technology can collect particles through electrostatic effects, thus improving the filtration efficiency of the filter. 5 The injection of many charges into a material to create a high electrostatic effect and increase the likelihood of particle capture without impeding airflow is known as electret technology, and it has been extensively utilized in the production of air filters. Electrostatic spinning, corona discharge, friction electricity, thermal polarization, low-energy electron beam bombardment, original fibrillation ripping, and other techniques are currently the most common ways to prepare electret materials. Electrostatic spinning, a cutting-edge technique for preparing nanofiber electret materials by in situ charge injection, has emerged as a highly efficient approach for producing electret filtering medium among various preparation techniques. Electrospinning offers a fresh approach to producing electret air filters, among other electret technologies, because of its reliable charge storage and feasible production process.6,7
In order to improve the electret effect of fiber, researchers frequently add silicon nitride and other nanoparticles or metal oxides, such as zinc oxide and iron oxide to the polymer solution.8–10 The inevitable aggregation of these nanoparticles has inevitably become a significant obstacle to their uniform dispersion throughout the fiber. However, during the actual application, these particles may fall off and be absorbed by the body, posing a health risk. Therefore, some scholars are paying attention to the abundant natural protein resources. Zein was introduced into a fibrous mat using a combination of electrospinning and glutaraldehyde crosslinking by Yu et al. 11 As a result, the zein nanofibers’ mechanical characteristics and moisture resistance significantly increased, and the filtration efficiency for PM0.3 reached 97.3%. A high-efficiency Janus membrane for air filtration made of micro/nanocomposite fiber coated with chitosan nano-whiskers was described by Choi et al. 12 In addition, the Janus membrane demonstrated outstanding biodegradability and sufficiently decomposed in the composted soil in just 4 weeks.
Here, we have prepared a polyvinylidene fluoride (PVDF)/keratin electret filter. After extracting keratin from natural wool and the formulation of PVDF/keratin spinning solution, PM0.3 can be efficiently removed by electrostatic spinning. The fiber shape, pore size distribution, tensile properties, reusability, and electret effect of the filter were fully examined by varying the mass ratio of PVDF and keratin. Most notably, due to the synergistic effect of the PVDF as the matrix polymer and keratin as an excited charge enhancer, the PVDF/keratin blend membrane with high PM0.3 filtration efficiency and low air resistance proved its prospects as a useful air purifier and respirator.
Materials and Experimental Methods
Materials
Wool was obtained from Yuan Heng villi products Co., Ltd (Zhejiang, China).
Extraction of Wool Keratin
Under the guidance of the literature,
Preparation of Electrospinning Fiber Membrane
DMF and ACE were combined in the solvent solution at a volume ratio of 6/4. After the PVDF powder had been completely dissolved, the keratin powder was added to the uniform solvent. The mixture was then agitated at 60°C for 12 h to create the well-mixed PVDF/keratin spinning solution. The mass ratios of PVDF and keratin were 100:0, 90:10, 80:20, 70:30, and 60:40, respectively. The mass fraction of PVDF and keratin was 12 wt% (the other electrostatic spinning conditions were identical to the experimental conditions).
Surprisingly, in the process of electrospinning, the nanofiber membranes were collected on a drum covered in non-woven PP fabric. The experiment was conducted at 192°C and 60.5% relative humidity. The applied voltage (20 kV), the distance between the needle tip and the collector (17 cm), the flow rate (1 mL/h), and the collector’s rolling speed (600 r/min) were all carefully monitored and maintained during each electrospinning experiment. According to the mass ratios of 100/0, 90/10, 80/20, 70/30, and 60/40, PVDF/keratin composite electrospinning membranes were named as PFK-0, PFK-10, PFK-20, PFK-30, and PFK-40, respectively (see Figure 1).
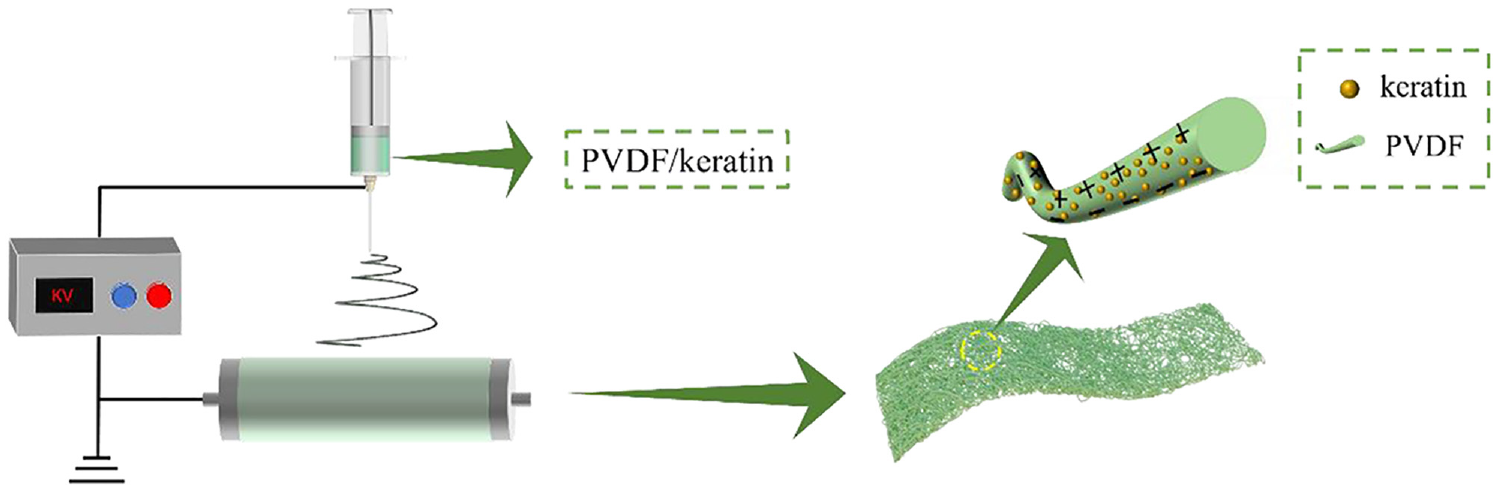
Flow chart for the preparation of a novel PVDF/keratin electret filter.
Characterization
A digital multimeter (SX-650, Shanghai San-Xin Instrument Co. Ltd., China) was used to calculate the conductivity of PVDF/keratin spinning solutions with various mass ratios. Relative humidity and treatment temperature were set at 50% and 25°C, respectively. Scanning electron microscopy (SEM) was used to examine the general morphology of the electrospinning nanofibrous membrane (S-4800, Hitachi Ltd., Japan). The diameter distribution of each sample was estimated by randomly measuring the diameters of 50 fibers in SEM photos, as determined by the image processing software Image J and drawing software Origin. Infrared spectra were captured using an FTIR (Fourier transform infrared spectrometer; Nicolet 6700, Thermo Fisher Scientific Co., Ltd., USA) with ATR and a spectrum scanning frequency range of 450–1950/cm. A capillary flow porometer was used to measure the nanofiber membranes’ pore size and dispersion (Porolux 500, Porometer, Belgium). The UH6502 universal testing device was used to examine the mechanical characteristics of electrospinning membranes (Shanghai Youhong Measurement & Control Technology Co., Ltd., China). Each sample was cut into a rectangle of 60 cm × 10 cm. Before testing, the thickness was measured with a 170 digital micrometer (Masterproof Group, Germany). Twenty different points on the fiber membrane were selected for the test. During the tensile test, the tensile distance was 20 mm, and the tensile speed was 10 mm/min. Each sample was tested 10 times for calculating the average strength of the fiber membrane. With the use of a non-contacting electrostatic voltmeter, the surface potential of the PVDF/keratin electrospinning membrane was examined (Trek 542A, USA).
Evaluation of PM0.3 Filtration Performance (Performance Evaluation of Filtering PM0.3)
The ability of PVDF/keratin electrospinning membrane to filter PM0.3 was evaluated on the comprehensive test platform of for filter materials. (LZC-K, Huada Filter Technology Co., Ltd., China). The aerosol generator created NaCl particles with a particle size range of 0.3–10 μm to create the illusion of a contaminated gaseous atmosphere. When NaCl aerosol particles pass through the electrospinning membrane at a flow rate of 32 L/min, the instrument measures the pressure at both ends of the fiber membrane and the number of particles. Finally, the pressure drop and filtration efficiency are calculated and determined by computer. On the PVDF/keratin electrospun film (60 cm × 40 cm), three rectangular regions of 10 cm × 10 cm were chosen for testing in order to ensure accuracy. The average of the three test results was taken as the outcome of the test, which lasted 1 min.
Results and Discussion
Morphology of PVDF/Keratin Composite Electrospun Membrane
Figure 2 presents the SEM images of PVDF/keratin electrospinning membranes with different mass ratios and the corresponding fibrous diameter distributions. It is obvious that each fibrous membrane’s composition of nanofibers has superb shape and a smooth surface. With the addition of keratin, the average fiber diameter started to decline from 579.78 to 400.92 nm. Also, as the amount of keratin rose, the dispersion of fibers got more concentrated, as indicated in the diagram of fibrous diameter distribution. However, when the amount of keratin was at its highest, the diameter of PFK-40 was concentrated on a limited range from 50 to 500 nm. On the contrary, the diameter of pure PVDF nanofibers was dispersed from 200 to 1400 nm. Because the diameter change of the PVDF/keratin electrospun membrane may be related to the change in electrical conductivity, 14 the electrical conductivity obtained in this experiment is shown in Table 1. As anticipated, the PVDF/keratin solution’s conductivity increased as the keratin concentration rose, but the conductivity of the pure PVDF solution was only 4.5 s/cm at ambient temperature. They are connected to various amino acids with positive or negative charges in the keratin structure. 15 Therefore, the addition of keratin promotes an increase in the Coulomb repulsion between molecules and an improvement in the solution’s conductivity, which makes it simpler for the jet to overcome the electrostatic force and be stretched into finer fiber. 16 Incidentally, pure keratin is difficult to dissolve in DMF and acetone solvent system because wool keratin is a polypeptide oligomer. Therefore, the solution of PFK-40 blocked the needle in the spinning process and hindered the fiber production.
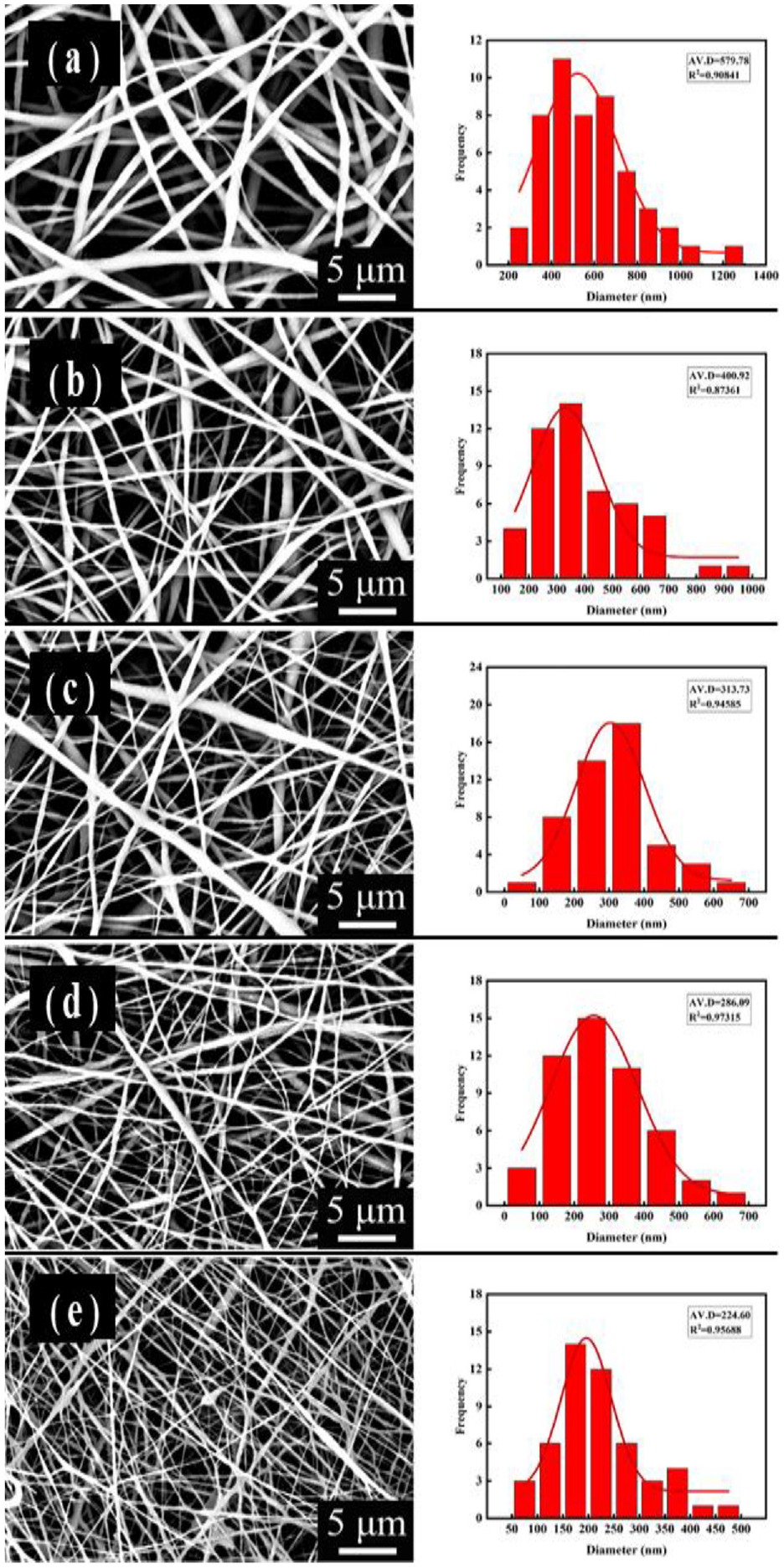
SEM images of (a) PFK-0, (b) PFK-10, (c) PFK-20, (d) PFK-30, and (e) PFK-40 membranes and the corresponding fibrous diameter distributions.
The conductivity of PVDF/keratin spinning solution with different mass ratios.

PVDF: polyvinylidene fluoride; PFK: PVDF/keratin composite.
Structure of PVDF/Keratin Composite Electrospinning Membrane
The FTIR spectra of PVDF/keratin electrospinning membranes with different mass ratios were compared in Figure 3(a). As shown in Figure 3(a), the firm absorption peaks at 878, 1075, and 1170/cm all correspond to the α phase crystals of PVDF, while bands of 841 and 1275/cm were ascribed to the β phase crystals.17,18 Following the addition of wool keratin, the intensity of these absorption peaks diminished with the decrease of the relative content of PVDF. After adding keratin to the spinning solution for electrospinning, the weak band arising from C–N stretching and N–H deformation at 1536/cm (amide II) could be observed, and the characteristic peak at 1643/cm was ascribed to the C=O stretching vibration (amide I).19,20 The higher the content of wool keratin, the stronger the peak of the corresponding amide band became. As shown in Figure 3(b), the three peaks of 16.66, 18.80, and 26.56 in the X-ray diffraction (XRD) pattern of PVDF powder are all characteristic peaks of the α phase. After electrospinning of PVDF powder, a new characteristic peak appeared at 20.26, and the original α-phase characteristic peak disappeared, which indicated that α-phase PVDF was transformed into β-phase PVDF during electrospinning, and there was no new phase change of PVDF after keratin was added in electrospinning. Comprehensive FTIR spectrum analysis showed that PVDF and keratin did not react chemically during electrospinning, but were physically mixed, which indicated that the α-phase of PVDF was mixed. The β-phase PVDF has a regular molecular arrangement and large spontaneous polarization, which is more conducive to the formation of electret.
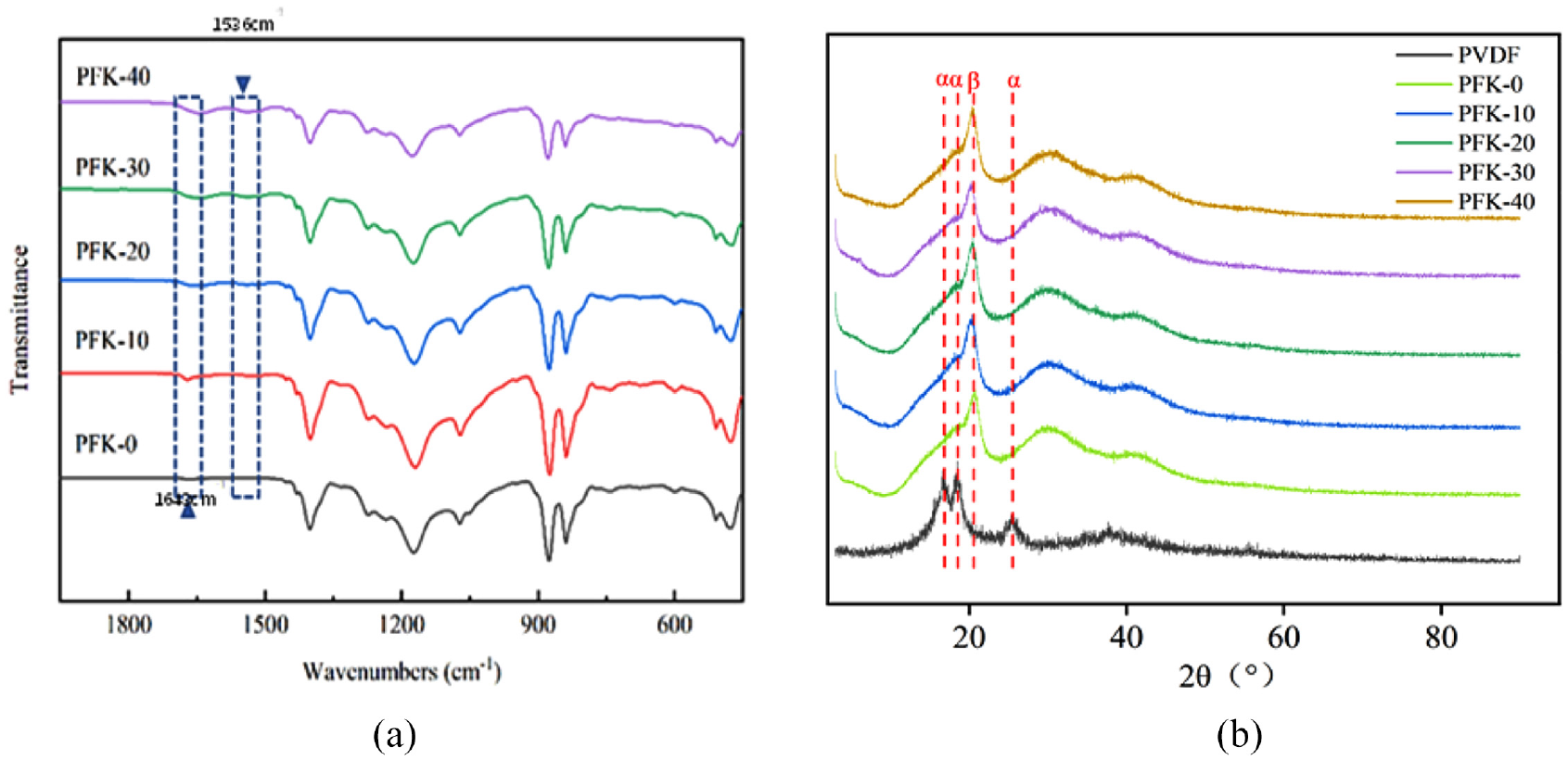
(a) FTIR spectra of PVDF/keratin electrospinning membranes with various mass ratios of PVDF and keratin. (b) XRD of PVDF/keratin electrospinning membranes.
Figure 4 reflects the pore size distribution of PVDF/keratin electrospinning membranes with different mass ratios. The pore size distribution was significantly impacted by the mass ratio of PVDF and keratin. Pores of PVDF fiber membrane were primarily spread in the 1.1–2.9 and 5.1–15.3 μm size ranges, this may be due to the poor conductivity of PVDF solution, which leads to the large diameter and dispersed diameter distribution. The pore size of all PVDF/keratin composite membrane was consistent between 0.4 and 4.2 μm after keratin was added. With the increase of keratin content, the pore size distribution of fiber membrane decreases. It was assumed that the increase in conductivity caused a decrease in the active area of the spinning solution drawn by electrostatic force as the cause. As a result, fibers fall closer to the receiving device, and the dense distribution of fibers naturally led to narrower pores. Further research was done on the impact of the PVDF/keratin mass ratio on the maximum and average of the PVDF/keratin electrospinning membrane. In accordance with the findings of the pore size distribution, Table 2 demonstrates that the maximum pore sizes and average pore sizes of the PVDF/keratin fibrous mat both reduced with the addition of keratin.
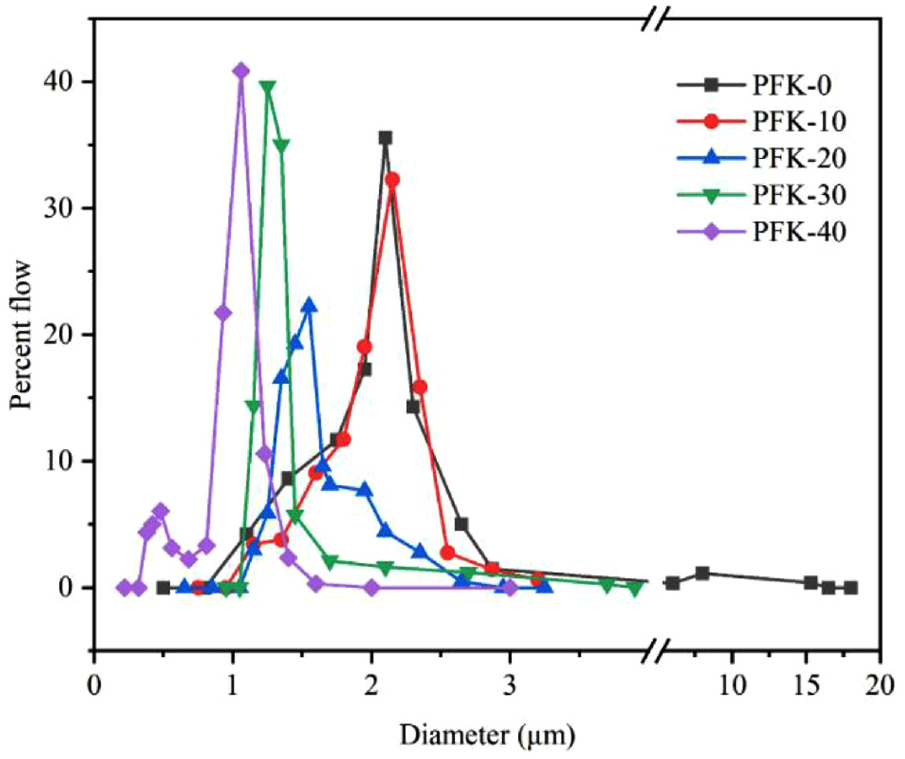
Pore size distribution of PVDF/keratin electrospinning membranes with various mass ratios of PVDF and keratin.
The maximum and average pore size of PVDF/keratin electret membrane with different mass ratios.

Mechanical Property and Electret Performance
It was considered that the increase in conductivity caused a decrease in the active area of the spinning solution drawn by electrostatic force. As a result, fibers fall closer to the receiving device, and the dense distribution of fibers naturally leads to narrower pores. Further research was done on the impact of the PVDF/keratin mass ratio on the maximum and average pore sizes of the PVDF/keratin electrospinning membrane. In accordance with the findings of the pore size distribution, Table 2 demonstrates that the maximum and average pore sizes of the PVDF/keratin fibrous mat were both reduced with the addition of keratin. The tensile strength and break elongation of the PVDF/keratin blended fibers steadily rose and eventually decreased (see Figure 5). Moreover, the PFK-30 attained a maximum strength of 1.815 MPa and a maximum break elongation of 54.075%. The tiny pore size of the PVDF/keratin composite mat led to a dense fiber arrangement, which ultimately led to a greater fiber density per unit volume and a more compact mat structure. Due to the fragility of keratin fibers, PFK-40’s mechanical properties began to deteriorate. 21
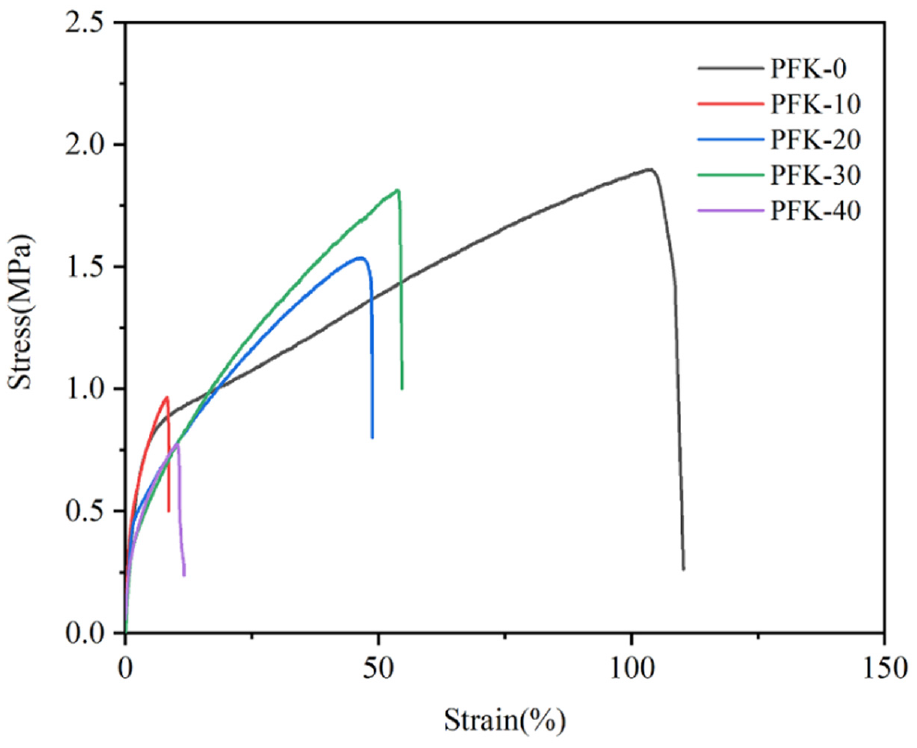
Tensile-strain curves of PVDF/keratin electrospinning membranes with various mass ratios of PVDF and keratin.
In general, the internal structure of the material and the electret effect 2, which enables the material to absorb charged particles through electrospinning, dictate the filtration effectiveness of an electret filter. 22 In order to study the electret effect of PVDF/keratin membrane, the surface potential of the sample was tested in the experiment. The initial surface potential of PVDF/keratin electret fibers with various mass ratios after spinning was all negative, as shown in Figure 6, based on the non-contact measuring concept and the dominant function of the dipole charge in PVDF fibers. The initial surface potential of PFK-20, as seen visually, peaked at −2.87 kV. 23
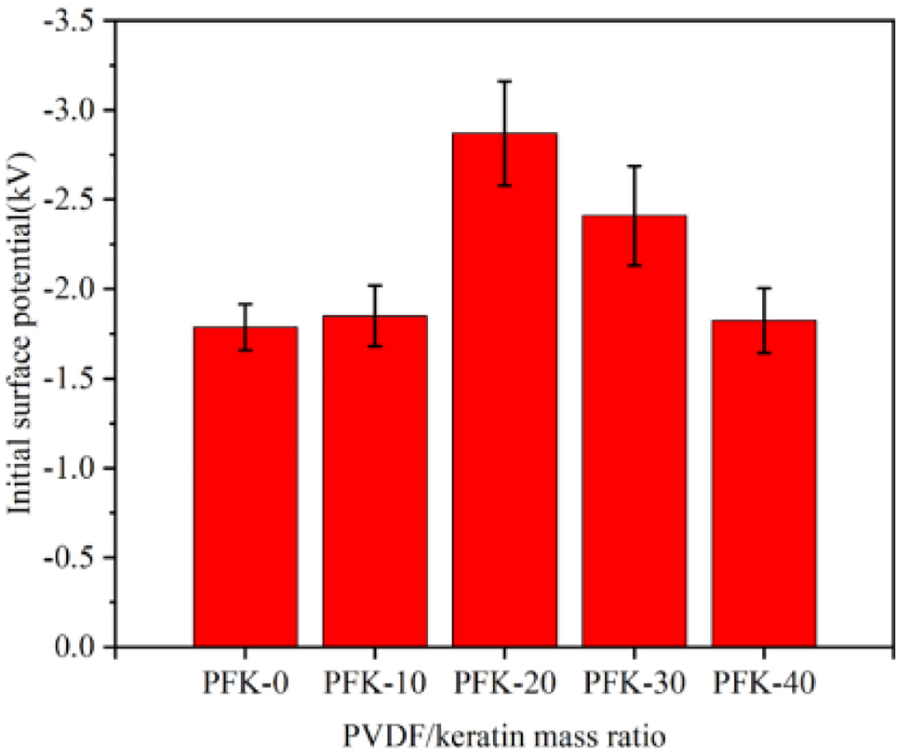
Initial surface potential of PVDF/keratin electrospun membranes with various mass ratios of PVDF and keratin.
Considering the advantage in PVDF fibers and the non-contact measuring principle, the surface potential of the fiber membrane following electrolysis is negative. As can be observed from Figure 7(a), when the amount of keratin blend increased, the fiber membrane’s initial surface potential increased and then declined. The multi-level structure of wool keratin macromolecules and internal composition of crystallization region and amorphous regions are the reasons. The surface of PFK-30 fiber membrane obtains the maximum starting potential of −4.93 kV during interface polarization, where charges are more readily trapped at the interface.
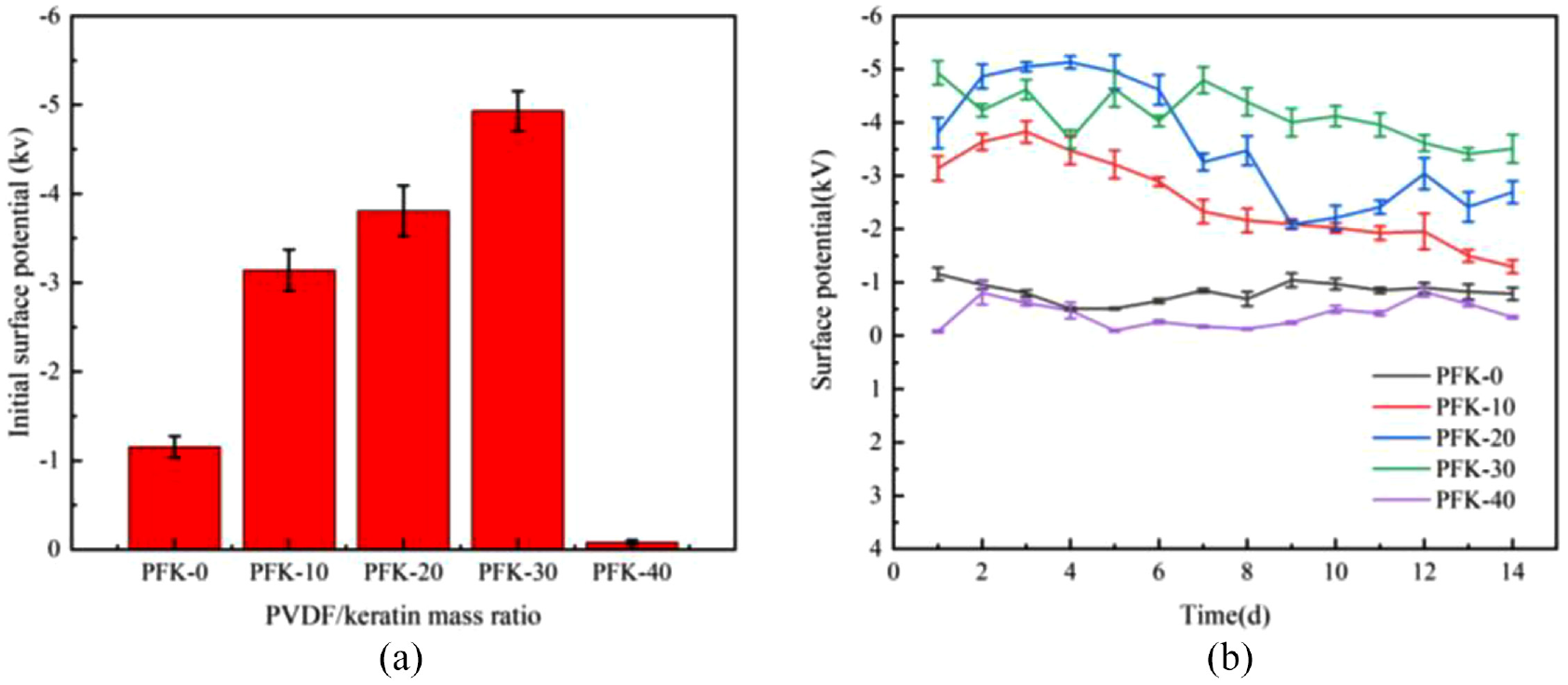
(a) Initial surface potential and (b) temporal changes of surface potential within 14 days of PVDF/keratin nanofiber membranes with various mass ratios.
The surface potential variations of nanofibrous membranes with various keratin contents were tracked over a period of 14 days in order to evaluate the stability of the surface potential of PVDF/keratin nanofibrous membranes. Figure 7(b) illustrates how the surface potential of all fiber membranes decreased after 14 days, while the surface potential of PFK-40 nanofiber membrane increased slightly. This is because PFK-40 nanofiber membrane is easily influenced by the ambient temperature and humidity due to the small amount of charge it carries. After 14 days of decay, the surface potential of the nanofiber membranes made of PFK-0, PFK-10, PFK-20, and PFK-30 gradually stabilized, with respective potential decay rates of 32.18%, 58.79%, 29.31%, and 28.91%. After the applied voltage was removed, a series of electron cloud transitions and dipole orientations in electrospinning may result in the dipole charges held in the air escaping into space and causing the potential to decay. The surface potential decay rate of the PVDF/keratin composite fibrous membrane reduces as the keratin content increases, mostly because the increased interface area between the two materials makes it harder for surface charges to move.
Filtration Performance
The effects of PVDF/keratin protein ratios, gram weight, and air flow rate on the membrane filtration performance of NaCl aerosol with a diameter of less than or equal to 0.3 micron were studied.
Effect of Mass Ratio on Filtration Performance of PVDF/Keratin Nanofiber Membrane
Figure 8(a) showed that the PVDF/keratin composite mat’s filtration effectiveness and pressure drop looked to be increasing. After the addition of keratin, the decrescent diameter and pore size of nanoscale fiber were linked with the ease with which the NaCl particles were intercepted on the fiber surface by gravity sedimentation and absorbed inside the fiber by diffusion action. 24 Moreover, the PVDF/keratin composite membrane’s increased initial surface potential benefited its electrode property and filtration effectiveness. Although the initial surface potential was decreased, there was a noticeable increase in filtration efficiency from 90.6053% to 99.8701% when the mass ratio of PVDF/keratin was changed from 80/20 to 60/40. It was hypothesized that the reduction in electrostatic filtration efficiency caused by surface potential was less noticeable than the increase in mechanical filtration efficiency caused by the small diameter and pore size, which improved the overall filtration effect of the PVDF/keratin membrane and slowed the overall increase in amplitude of filtration efficiency. They, incidentally, showed that the PVDF/keratin electret mat was dominated by mechanical filtering. As we all know, with the continuous reduction of pore size and the formation of dense packing structures, the air flow channel will be obviously reduced and air resistance will be obviously increased. 25 A quality factor (QF) was created for thorough examination to strike the right balance between the high filtering efficiency and pressure drop of the composite membrane. The formula used to calculate QF is QF = –ln (1 –η) /P, 22 where η and P represent the pressure drop and filtration effectiveness of the PVDF/keratin blended mat, respectively. Figure 8(b) illustrates how PVDF and keratin combined to create the composite membrane PFK-30, which had a high filtration efficiency of 99.731%, a minimal pressure drop of 127 Pa, and a maximum QF of 0.04662 /Pa. Table 3 shows a comparison of PVDF/keratin electret fibers and other filters. Combined with filtration efficiency, pressure drop, and QF, PVDF/keratin electret fibers are significantly better than other filters, indicating that PVDF/keratin electret fibers have a good application prospect in air filtration.
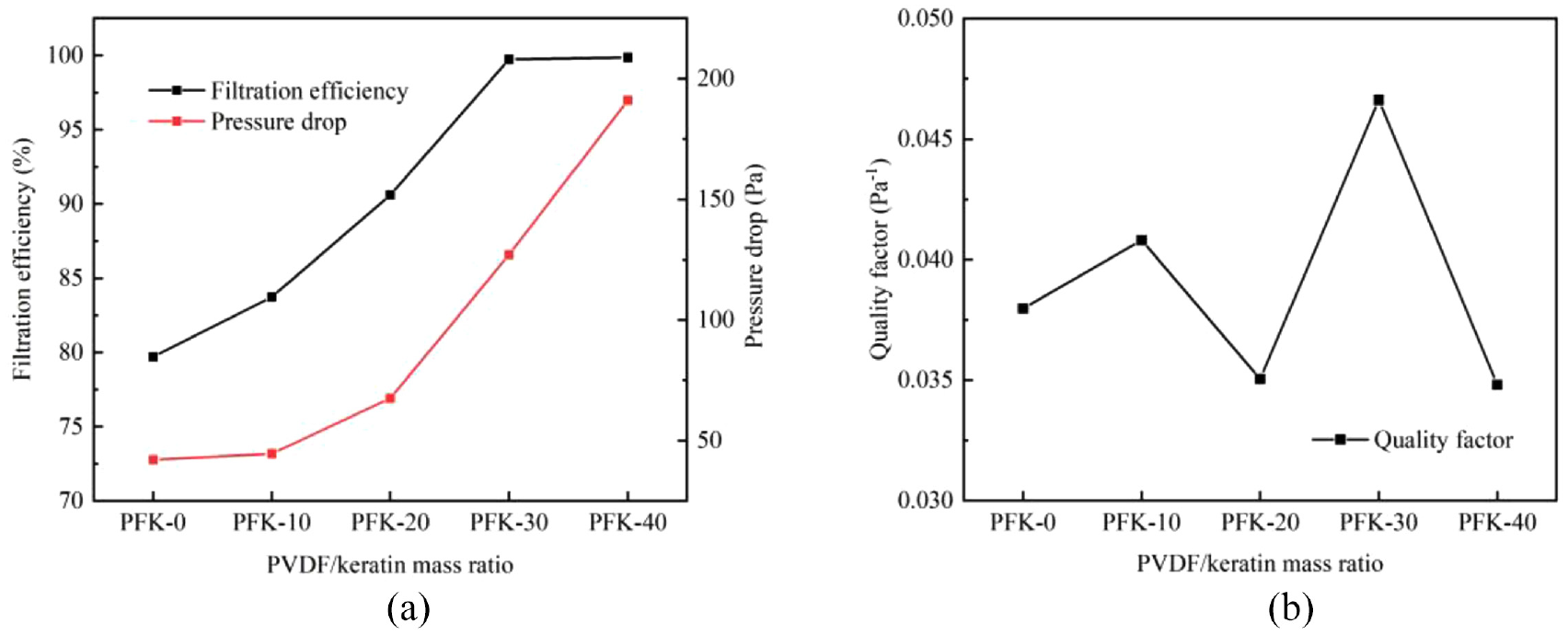
(a) Filtration performance of PVDF/keratin electret fibers with different mass ratios and (b) quality factors of PVDF/keratin electret fibers with different mass ratios.
The filtration performance of various air filters.
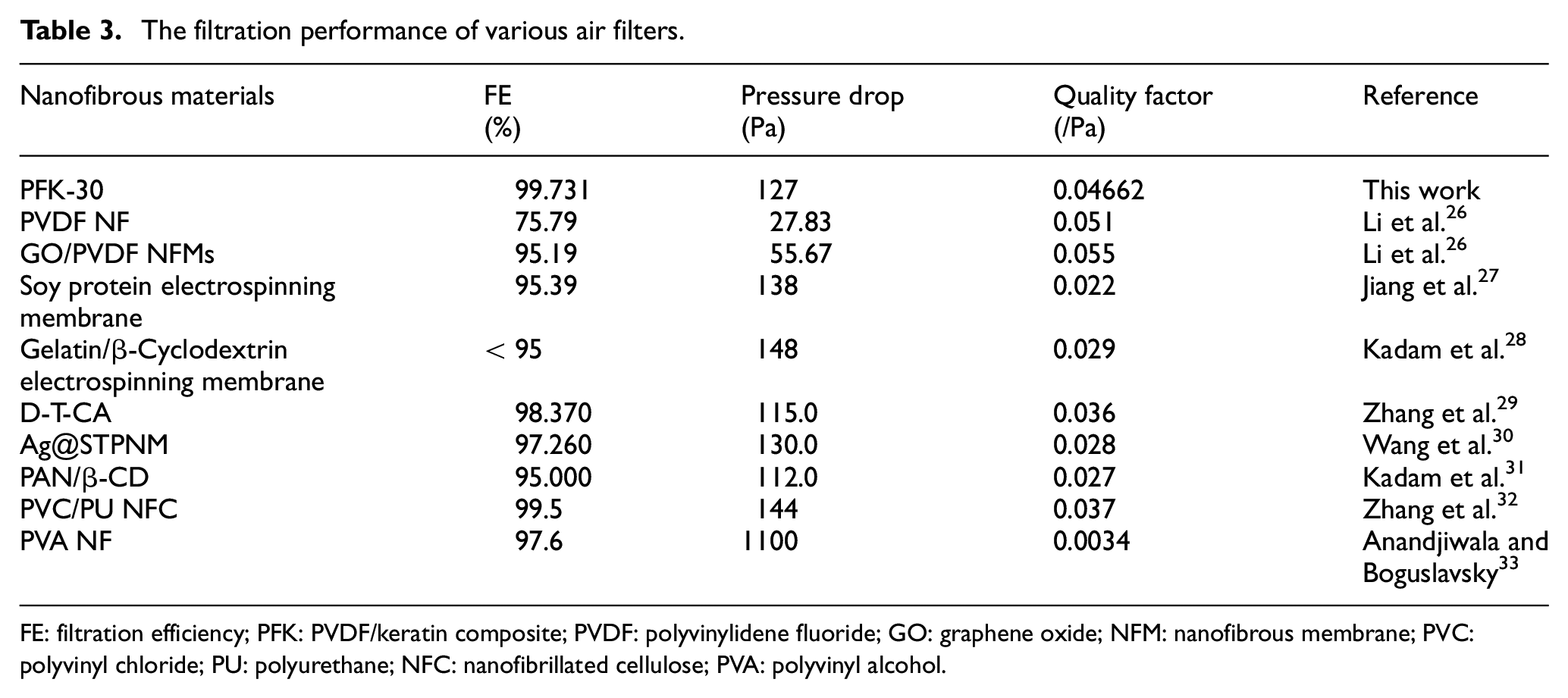
FE: filtration efficiency; PFK: PVDF/keratin composite; PVDF: polyvinylidene fluoride; GO: graphene oxide; NFM: nanofibrous membrane; PVC: polyvinyl chloride; PU: polyurethane; NFC: nanofibrillated cellulose; PVA: polyvinyl alcohol.
Effect of Thickness on Filtration Performance of PVDF/Keratin Nanofibrous Membranes
The thickness of the fiber membrane has a great influence on filtration performance, which is usually expressed qualitatively by basis weight, because with the increase in spinning time, the thickness increases and the basis weight increases. Basis weight can be changed to achieve the ideal balance between filtering effectiveness and air resistance. As shown in Figure 9(a) and (c), the PVDF/keratin electret filter’s ability to remove PM0.3 rose steadily from 96.3551% to 99.9946%, and the pressure drop that resulted increased significantly from 123 to 574.5 Pa, which was ascribed to the fibrous accumulation. According to Yang et al., 34 the stacked structure of the fibers helped to increase the likelihood of collisions between tiny particles and between particles and fibers, which enhanced the ability of pollutant particles to be intercepted and adsorb. Similar to this, Figure 9(b) and (d) compare the QFs of PVDF/keratin electret membranes with various foundation weights. As the basis weight rose, the QF initially grew and then fell, reaching its maximum at a basis weight of 8.64 g/m2. So, there is no question that changing the basis weight of the filter sample will result in a variety of filtration applications.
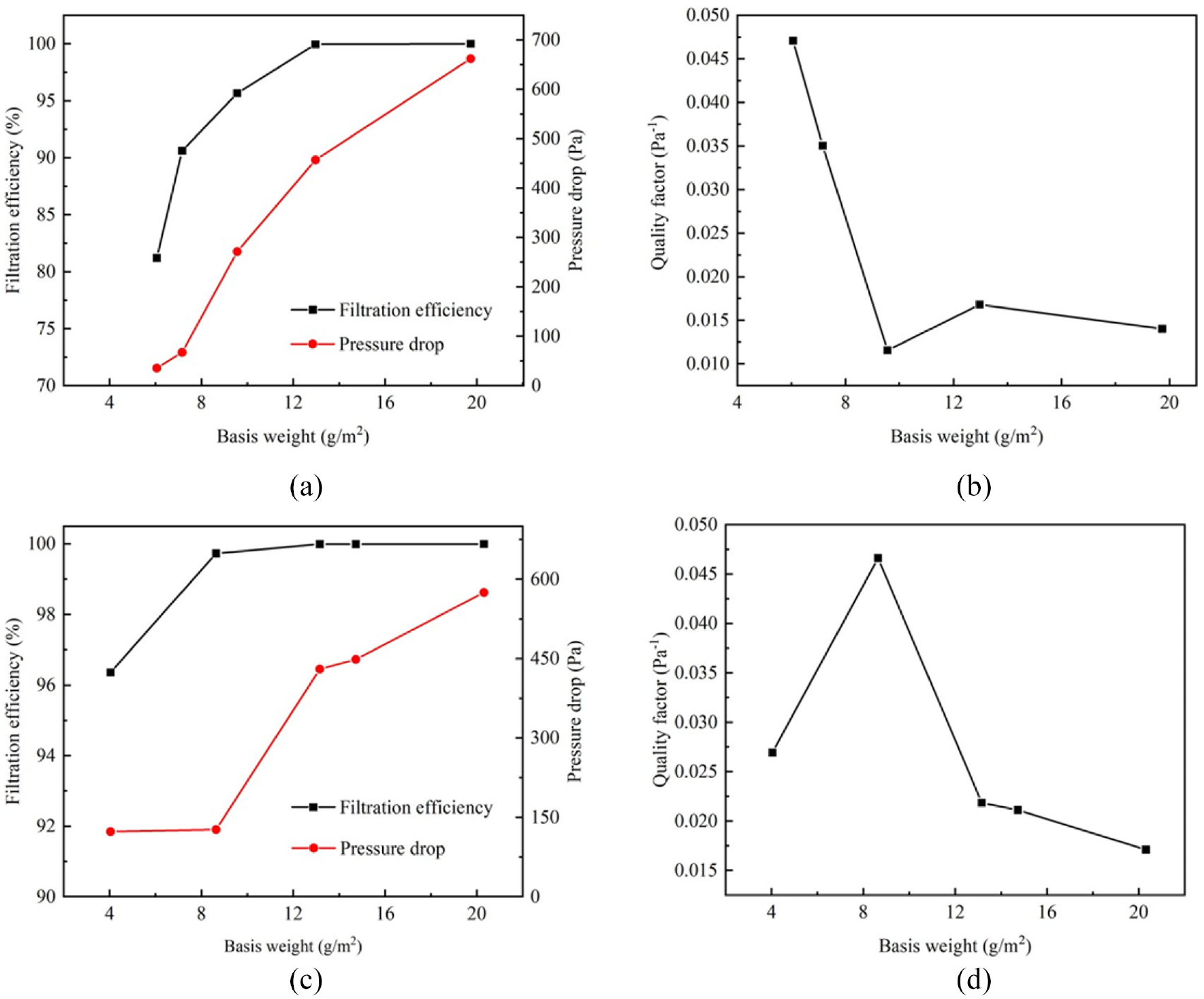
(a) Filtration performance and (b) quality factors of PFK-20 electret fibers with different basis weights. (c) Filtration performance and (d) quality factors of PFK-30 electret fibers with different basis weights.
Effect of Air Flow Rate on Filtration Performance of PVDF/Keratin Nanofiber Membranes
Another important element impacting the effectiveness of the filtering is the characteristics of the air flow around the filter. Thus, the PFK-30 nanofiber membrane with a gram weight of 8.64 g/m2 was selected to systematically evaluate the change in filtering performance with the air flow rate. The lowest value of 98.9915% was attributed to the increase in air flow rate, which decreased the residence time of particles in the fiber membrane and consequently decreased the likelihood of particle collision or adsorption with the fiber membrane. This is demonstrated in Figure 10(a), where the filtration efficiency gradually decreased with an increase in air flow rate. In accordance with the well-known Darcy law, the pressure drop rises linearly with an increase in airflow velocity. 35 As a result, Figure 10(b) shows how the PFK-30 nanofiber membrane’s QF decreased dramatically as the air flow rate increased.
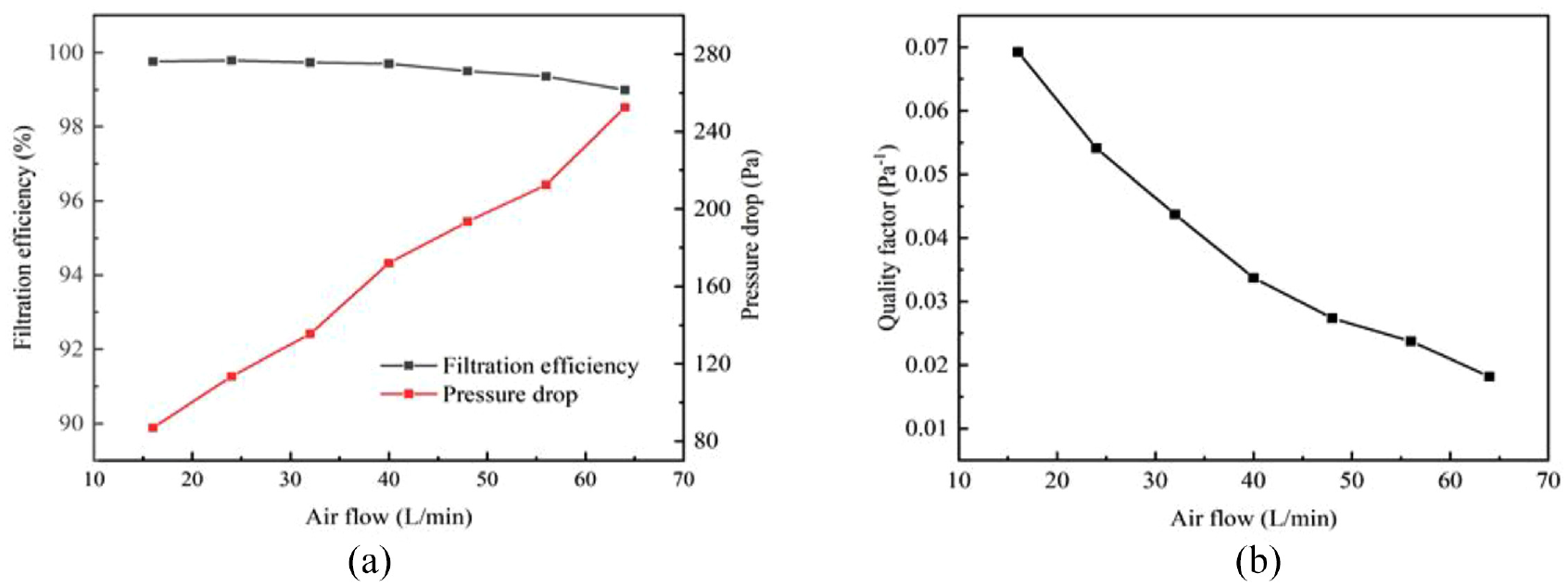
(a) Filtration performance and (b) quality factors of PFK-30 electret fibers with different air flow rates.
Reproducibility Testing
It is important to evaluate the long-term filtration performance of filters. The PFK-30 electret fibers with the best filtration effect were tested for long-term filtration of PM0.3. As shown in Figure 11, after 10 consecutive filtrations, the filtration efficiency of the PFK-30 electret fibers was still above 98%, which maintained a high PM0.3 removal efficiency.
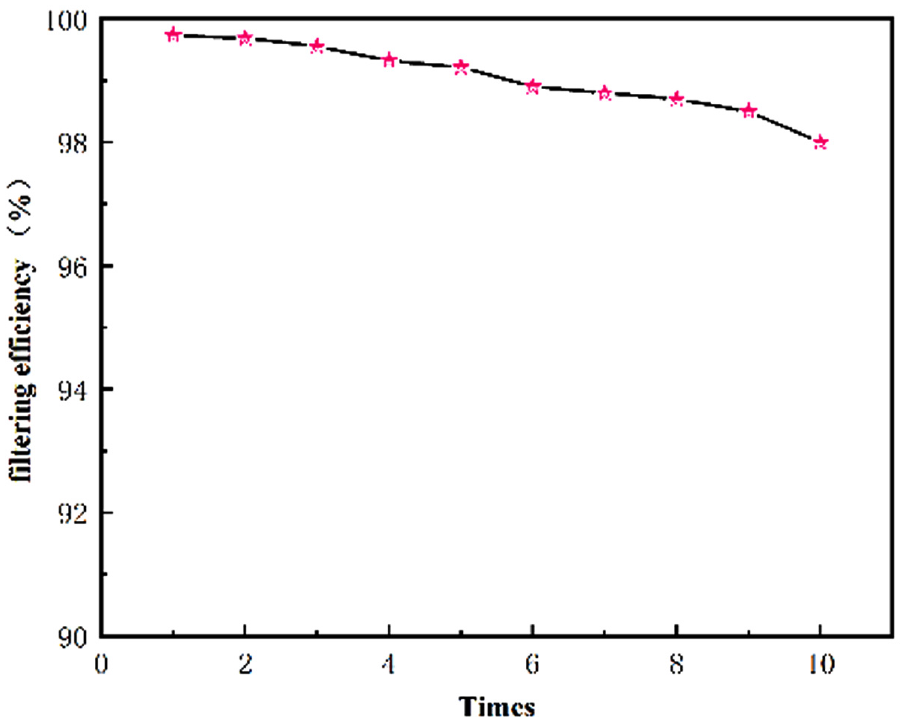
Long-term performance of PFK-30 electret fibers.
Conclusion
As a result of mixing spinning, we have successfully created a PVDF/keratin electret filter for high-efficiency filtration of PM0.3. Keratin was added, and the combination of PVDF and keratin produced a composite membrane with a beautiful fibrous structure and an improved electret effect. The most significant factor was that PFK-30, manufactured with a mass ratio of 70/30 PVDF to keratin, had the best mechanical characteristics, a high PM0.3 removal effectiveness of 99.731%, and a low pressure drop of 127 Pa. New design possibilities for air filters, particularly for respirators and outdoor protective garments, will be made possible by this electret material.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors gratefully acknowledge the support by the Project of the National Science & Technology Pillar Program during the 12th Five-year Plan Period of PR China (2012BAK30B03).