
Abstract
The rigid-rod-like poly(p-phenylene terephthalamide) (PPTA), as the raw material of aramid 1414, has the characteristics of high modulus and hydrophilicity. The flat sheet poly(vinylidene fluoride) (PVDF)/PPTA blend separation membranes with improved hydrophilicity and enhanced modulus have been successfully prepared using in situ polycondensation method in our previous study. In this study, PPTA/PVDF hollow fiber blend separation membranes with enhanced hydrophilicity and mechanical strength were fabricated through the dry–wet spinning technique. Monomers of PPTA were polymerized in the PVDF solution, and the polymerization system was directly used as the spinning solution to fabricate the hollow fiber blend membrane. The effects of spinning conditions including the air-gap distance; the composition of core fluid; and composition of coagulation bath on the structure and properties including the separation properties, surface hydrophilicity, and mechanical properties of PPTA/PVDF hollow fiber blend membranes were well investigated. Membrane surface and cross-sectional morphologies were observed through scanning electron microscope. The enhancements of these spinning conditions weakened the phase separation process as a result of the formation of a small pore structure. The pore size distribution, water flux, and solute rejection varied accordingly. Different spinning conditions have different effects on the mechanical and hydrophilic properties of the hollow fiber blend membranes. Compared with pure PVDF hollow fiber membrane, blend membranes fabricated under different spinning conditions exhibited enhanced surface hydrophilicity and tensile properties. Finally, the change rates of the pure water flux and the solute rejection with different spinning conditions were calculated to further analyze and compare the statistically significant effects.
Introduction
In order to obtain polymer composites with excellent properties, high-performance fiber structural materials such as glass fibers, carbon fibers, and other macro-fibers are commonly used as the reinforcers and blended into resin matrix [1]. However, due to the great difference in thermodynamic properties between reinforced fibers and resin matrix, the poor bonding strength at their interface makes the comprehensive properties of composites far from the expected values [2]. Stress concentration resulting from long-term use leads to serious performance degradation and short life [3].
Molecular composites use rigid chain polymer as reinforcing phase, which is introduced into flexible chain polymer matrix by special preparation process, so as to achieve the best molecular reinforcing effect and obtain high-strength and high-modulus composites with uniform blending. Due to the dispersion at the molecular level, molecular composites have incomparable advantages over fiber-based reinforced composites including excellent mechanical properties, thermal, and dimension stabilities [4]. However, the ideal comprehensive performance of molecular composites can only be achieved when the rigid-rod molecules are homogeneously dispersed in the flexible matrix component [5]. To deal with this problem, scientists have done some research including advanced synthesis approaches such as in situ and precursor techniques [6], rapid preparation technologies [7], molecular modification [8], incorporation of ionic or hydrogen bonding [9], and molecular structure design and nonequilibrium self-assembly [5]. Among them, in situ polymerization method can effectively solve the dispersion problem of rigid polymer in flexible matrix, while it can avoid using caustic solvents such as concentrated sulfuric acid. A few molecular composites have been successfully obtained through in situ polymerization method such as poly(propylene carbonate)/poly(p-benzamide) [6], poly(2,6-dimethyl-1,4-phenylene oxide)/polyamide 6 (PA 6) [10], maleated polypropylene/polycarbonate [11], poly(ethylene-co-vinyl acetate)/poly(butylene terephthalate) [12], and polyaniline/PA 6 [13].
Aramid 1414 has been widely applied in aerospace, military components, ocean engineering, and strengthening components such as optical fiber and other [14–16]. Polyaromatic polymer PPTA, as the polymer material of aramid 1414, has high heat resistance, environmental stability, and mechanical properties. It also has great potential in the application of molecular composite reinforcement. However, due to its rigid-rod-like structure, the insoluble and infusible PPTA is very difficult to modify through the conventional blending methods. By means of monomer premixing and synthetic blending (i.e. in situ polycondensation), the monomer of PPTA, p-phenylenediamine (PPD), and terephthaloyl chloride (TPC) can be easily introduced into the flexible polymer matrix. Once the suitable polymerization conditions are provided, the monomers will immediately be polymerized into PPTA molecules, resulting in two polymer molecular blends with interpenetrating structure. Consequently, two kinds of polymer chains can be evenly mixed to achieve the best dispersion effect.
Membrane separation technology is an energy-saving and environmentally friendly separation technology and has attracted more and more attention and successfully applied in many separation or purification fields, especially in water and wastewater treatments [17,18], desalination [19], pharmaceutical [20], and chemical industries [21]. As the key component of membrane separation technology, there are many kinds of separation membranes. Among them, the porous membranes as one of the main forms of separation membranes are often prepared by phase-inversion methods such as immersion precipitation, thermally induced phase separation, and melt stretching [22]. PVDF has been widely used as the porous separation membrane materials due to its excellent film-forming property and chemical stability [23]. PVDF porous membranes have been prepared via various phase-inversion methods. However, due to its high-hydrophobicity characteristics and low glass transition temperature, PVDF porous membrane is prone to serious fouling and dimension shrinkage which induces the deterioration of separation performance and reduction of service life. In our previous studies, PPTA/PVDF composites with good compatibility were successfully prepared by in situ polycondensation [24], and the blending system was directly used as the casting solution to prepare the porous separation membrane by the immersion precipitation phase-inversion method through the blade coating process. The in situ blending method effectively improved the compatibility of polymer pairs and the hydrophilicity and mechanical strength of the prepared PPTA/PVDF flat sheet membrane were greatly improved [25]. Compared with flat sheet separation membranes, hollow fiber separation membranes have many advantages such as high specific surface area and loading density, simple fabrication of membrane modules (directly encapsulated in the membrane shell with the potting glue), flexible design, small floor area, easy cleaning, and leak detection [26]. They have been widely used in the fields of wastewater treatment, biological industry, pharmaceuticals, food, chemical industry, and environmental protection [27,28]. If the PPTA/PVDF blending system obtained using in situ polycondensation can be applied to the fabrication of hollow fiber membranes, the application field of PPTA-based molecular reinforced blend membranes will be greatly expanded.
In this study, PPTA/PVDF hollow fiber membranes were fabricated through the dry–wet spinning technique. The effects of spinning conditions including the air-gap distance, the composition of core fluid, and the composition of coagulation bath on the structure and properties of PPTA/PVDF hollow fiber blend membranes were well investigated. Membrane pore structure was observed through the scanning electron microscopic (SEM) measurements and the nitrogen adsorption–desorption methods. The variations of different membrane separation performances were determined by the filtration of different solutes. Finally, the statistically significant effects of different spinning conditions were analyzed through the calculation of the change rates of the pure water flux and the solute rejection.
Materials and methods
Materials
PVDF (FR-904, ηinh = 1.6 dL/g) powder was purchased from Shanghai 3F New Materials Co., Ltd., China and dried in a vacuum oven at 60℃ for 24 h before use. PPD (purity ≥99%), TPC (purity ≥99%), anhydrous N-methyl-2-pyrrolidone (NMP, ≥99.5%), and anhydrous LiCl (≥99%) were supplied from Aladdin Co. Ltd., China. Polyethylene glycol (PEG, Mw = 100.0 k), bovine serum albumin (BSA), egg albumin, and anhydrous pyridine (Py) were provided from Tianjin Kemiou Chemical Reagent Co. Ltd., China.
Preparation of hollow fiber PPTA/PVDF blend membranes
The spinning solution was directly obtained via the in situ polycondensation of PPD and TPC in PVDF solution under at low temperature and subsequent vacuum degassing. The detailed preparation procedure of spinning solution is the same as that of casting solution reported in our previous study [25]. The schematic diagram of hollow fiber membrane spinning process is shown in Figure 1. PVDF and LiCl (1.6 wt%) powders were dissolved in NMP at 60℃. A certain amount of PPD was added into the solution at ambient temperature. TPC powder (PPD/TPC 1/1.007, molar ratio) was immediately poured into the system at 0℃–5℃ under rigorous stirring for 1 h and the polycondensation reaction instantly occurred. Then, the system temperature was raised to 65℃. Two hours later, in situ polycondensation was completed and the reaction solution was degassed for 12 h at room temperature. Polymer concentration in spinning solution was fixed at 16 wt%, and the weight ratio of PPTA/PVDF was kept at 83/17.
The schematic diagram of hollow fiber membrane spinning process. PPTA: poly(p-phenylene terephtalamide); PVDF: poly(vinylidene fluoride).
Spinning parameters of hollow fiber membranes.

Spinning conditions of hollow fiber membranes.
NMP: N-methyl-2-pyrrolidone.
Characterizations of membrane structure and morphology
The cross-sectional morphologies of different hollow fiber membranes were observed through SEM (FEI Quanta 250, USA). Membrane samples were frozen in liquid nitrogen, fractured, and then sputtered with gold. The pore size distribution of different hollow fiber membranes was measured using a nitrogen adsorption

The pore size distribution, specific area (Brunauer-Emmett-Teller [BET] surface area, SBET), Barrett-Joyner-Halenda (BJH) desorption cumulative volume of pores (VBJH), and BJH desorption average pore diameter (dBJH) of different PPTA/PVDF hollow fiber membranes were measured using an apparatus PM33GT-17 (Quantachrome, USA). Membrane samples were freeze-dried for 24 h prior to the measurements.
Characterizations of membrane separation performance
Membrane separation performance was measured through an inner pressure-driven test device. Firstly, the cylindrical membrane modules were fabricated. Ten hollow fibers with the effective length of 1 m were bundled together and their two ends were sealed with epoxy resin. The fabricated hollow fiber membrane modules were installed on the test device. The feed solution was kept at 25℃ and 0.1 MPa and pumped through a diaphragm pump. Pure water, BSA, and PEG (Mw = 100.0 k) aqueous solution were employed as the feed solution. And the initial concentration of BSA and PEG aqueous solution was kept at 1 g.L−1.
The data of water flux and rejection were collected and recorded after circulating feed solution for 30 min at 0.15 MPa. The water flux (F, L.m−2.h−1) was calculated by the following equation

The BSA and PEG concentrations in the feed and the permeate solutions were characterized by an ultraviolet-vis spectrophotometer (TU-1901, Purkinje General Instrument Co. Ltd., China) at a wavelength of 280 and 515 nm, respectively. The rejection (R) is calculated as

Characterizations of membrane hydrophilicity and mechanical properties
Water contact angle (WCA) measurements were conducted to characterize membrane inner surface hydrophilicity. It was performed on a Kruss Instrument (CM3250-DS3210, Germany) at ambient temperature. One water droplet (1 μL) was dropped on membrane surface with an automatic piston syringe and captured by a camera. At least three locations were chosen to measure the contact angle to minimize the experimental errors and their average value was obtained.
The tensile properties of different hollow fiber blend membranes were examined using a Electronic Single Yarn Strength Tester (HD021NS, Nantong Hongda Experimental Instrument Co., Ltd. China) at a strain rate of 10 cm.min−1 at room temperature. The initial length of hollow fiber membrane was kept at 10 cm. The tensile strength (MPa) and elongation-at-break (%) of each hollow fiber membrane were obtained as the ratio of maximum tensile stress to cross-sectional area of hollow fiber membranes. The diameter of hollow fiber membrane was obtained via the measurements of SEM. At least three effective values of each sample were measured to get a reliable value. The WCA value and tensile properties of pure PVDF hollow fiber membrane were also measured for comparison.
Results and discussion
Membrane morphology
The cross-sectional SEM images and the magnified images of different hollow fiber membranes prepared with different NMP concentrations in core liquid are shown in Figure 2. It should be pointed out that the successful preparation of PPTA molecules in PVDF membrane matrix has been confirmed by Fourier Transform infrared spectroscopy in our previous report [25]. It could be observed from Figure 2(a) and (a′) that PPTA/PVDF hollow fiber membrane prepared by using water as the core liquid exhibited the typical double-row finger-like pore structure. And many sponge-like pores covered the top layer of the finger-like pores. By comparing with the SEM images of PPTA/PVDF flat sheet membrane prepared before [25], after the same immersion precipitation phase transformation, the solvent in the hollow fiber membrane and the external coagulation bath as well as the water molecules in lumen diffused bidirectionally, thus forming the double finger-like pore structure. The structure was close to the single finger-like pore superposition of the flat sheet membrane.
The cross-sectional photos (×60; a–e) and the magnified images (×180; a′–e′) of PPTA/PVDF hollow fiber membranes prepared with different NMP concentrations in core liquid. (a/a′) 0 wt%, (b/b′) 10 wt%, (c/c′) 20 wt%, (d/d′) 30 wt%, and (e/e′) 50 wt%.
In addition, some macrovoids appeared near the side of internal finger-like pores and even some open pores were formed at the top of the internal finger-like pores as shown in Figure 2(a′). The pore structure is closely related to the membrane formation rate. The accelerated precipitation rate can easily induce instantaneous phase separation and form macroporous structure. The macrovoid structure formed at the bottom of the internal finger-like pores [29,30]. The macrovoid structure formed at the bottom of the finger-like pores indicates that pure water, as a strong coagulant, experienced a rapid mass transfer process in the hollow fiber lumen, resulting in instantaneous phase separation and macroporous structure. With the introduction of NMP into the core liquid and the increasing of NMP concentration, the mass exchange rate in the fiber lumen gradually decreased and the membrane formation process slowed down. The instantaneous phase separation process would be delayed [31]. As a result, the open pores on the top of the internal finger-like pores gradually became small and the number of macrovoids decreased, as can be seen more clearly by comparing Figure 2(a′) and (e′).
Tasselli and Drioli [32] pointed out that the nonsolvent solidification strength of the core fluid was decreased by mixing weaker nonsolvent or solvent within the core fluid, and the amount of finger-like pores near the membrane internal surface would be decreased because of the delayed demixing. Bakeri et al. [33] obtained the similar results during the dry–wet spinning preparation of polyetherimide hollow fiber membrane that the development of finger-like pores would be suppressed. Other studies also showed that the sponge-like pores would be further changed into sponge-like pores due to delayed phase separation with the increasing of the solvent concentration in core liquid [34–36]. Overall, the change of core fluid composition did not change the fundamental pore structure of PPTA/PVDF hollow fiber membranes as shown in Figure 2. This was be due to the fact that the highly rigid PPTA molecules in the PVDF matrix as the nucleating agent accelerated the phase separation process and induced the dominantly instantaneous phase separation [25].
As analyzed through the thermodynamics kinetics and crystallization investigation in our previous study [25], PPTA was confirmed as a demixing enhancer which accelerated the phase-inversion rate during the membrane formation process and promoted the formation finger-like pore structure. In other words, although PPTA/PVDF spinning solution did not contain any pore-forming agents and weak solidification solvents (NMP) were introduced into the core fluid during the spinning process, PPTA itself played an obvious role in accelerating phase separation during PVDF membrane formation, which made the finger-like pores in the inner layer of PPTA/PVDF hollow fiber membrane well retained.
The cross-sectional SEM images and the magnified images of different hollow fiber membranes prepared with different air-gap distance were also observed and shown in Figure 3. It could be obviously seen that after the increase of air-gap distance from 0 to 10 cm, the number of the external finger-like pores was gradually reduced in Figure 3(b) to (d) and even disappeared in Figure 3(e). However, the external sponge-like pores were well maintained.
The cross-sectional photos (×60; a–e) and the magnified images (×180; a′–e′) of PPTA/PVDF hollow fiber membranes prepared with different air-gap distance. (a/a′) 0 cm, (b/b′) 2 cm, (c/c′) 5 cm, (d/d′) 8 cm, and (e/e′) 10 cm.
With the increase of air-gap distance, the contact time between outer skinner of nascent fiber and air is prolonged. Tsai et al. [31] pointed out that the solvent evaporation rate and solvent/nonsolvent exchange rate dominated the behavior of skin layer formation during the dry and wet phase-inversion process, respectively. In the hollow fiber membrane formation process, the air-gap distance could be considered similar to the dry–wet phase inversion, resulting in the skin layer thickness increases [31]. Air-gap distance had an important effect on the pore structure of fiber outer skin layer, while the inner finger-like pores can grow well due to the good solvent/nonsolvent exchange process in the fiber lumen. With the increase of air-gap distance, more and more solvent molecules gradually evaporated from the outer layer of nascent fibers into the air meanwhile polymer concentration increased [37]. This favored the formation of porous sponge-like structure of nascent membrane outer surface. These results were similar with that of previous studies where increasing air-gap length resulted in hollow fiber membrane with dense sponge-like cross-sectional structure [31,38].
Generally macrovoids and finger-like pore structure can be formed when the coagulation process is fast, whereas the slow coagulation rate results in a porous sponge-like structure [38]. Compared with the strong coagulation bath water, air with certain humidity has a weaker solidification force. When bidirectional diffusion occurred, the exchange rate between the water molecules in the air and the nascent fiber is much lower than that between the water molecules in the inner core liquid and the solvent in the fiber. The phase separation rate was delayed and thus the pore structure in the external layer turned from finger-like pores to sponge-like pores.
Figure 4 shows the cross-sectional SEM images and the magnified images of different hollow fiber membranes prepared with different NMP concentrations in external coagulation bath. It could be seen that with the increase of NMP concentration in external coagulation bath, the finger-like pores in fiber outer layer gradually reduced and diminished, while the porous structure was well maintained. García-Fernández [39] pointed out that when hollow fiber membrane immersed into the strong coagulation bath (water), the coagulation process became faster and the inflow of water from the outer layer of the membrane induced the formation and growth of longer fingers from the external layer as shown in Figure 4(a/a′). Similar to the incorporation of solvent NMP in core liquid, the introduction of NMP in external coagulation bath also slowed down the phase separation rate and restricted the growth and development of finger-like pores in the outer layer of hollow fiber membrane [40,41]. The exchange rate between water molecules in the outer coagulation bath and solvents in the nascent fiber was slowed down after the introduction of solvents in the external coagulation bath. This resulted in the delay of phase separation process and the inadequate growth of finger-like pores in the outer cortex of the nascent hollow fiber.
The cross-sectional photos (×60; a–e) and the magnified images (×180; a′–e′) of PPTA/PVDF hollow fiber membranes prepared with different NMP concentrations in external coagulation bath. (a/a′) 0 wt%, (b/b′) 10 wt%, and (c/c′) 30 wt%.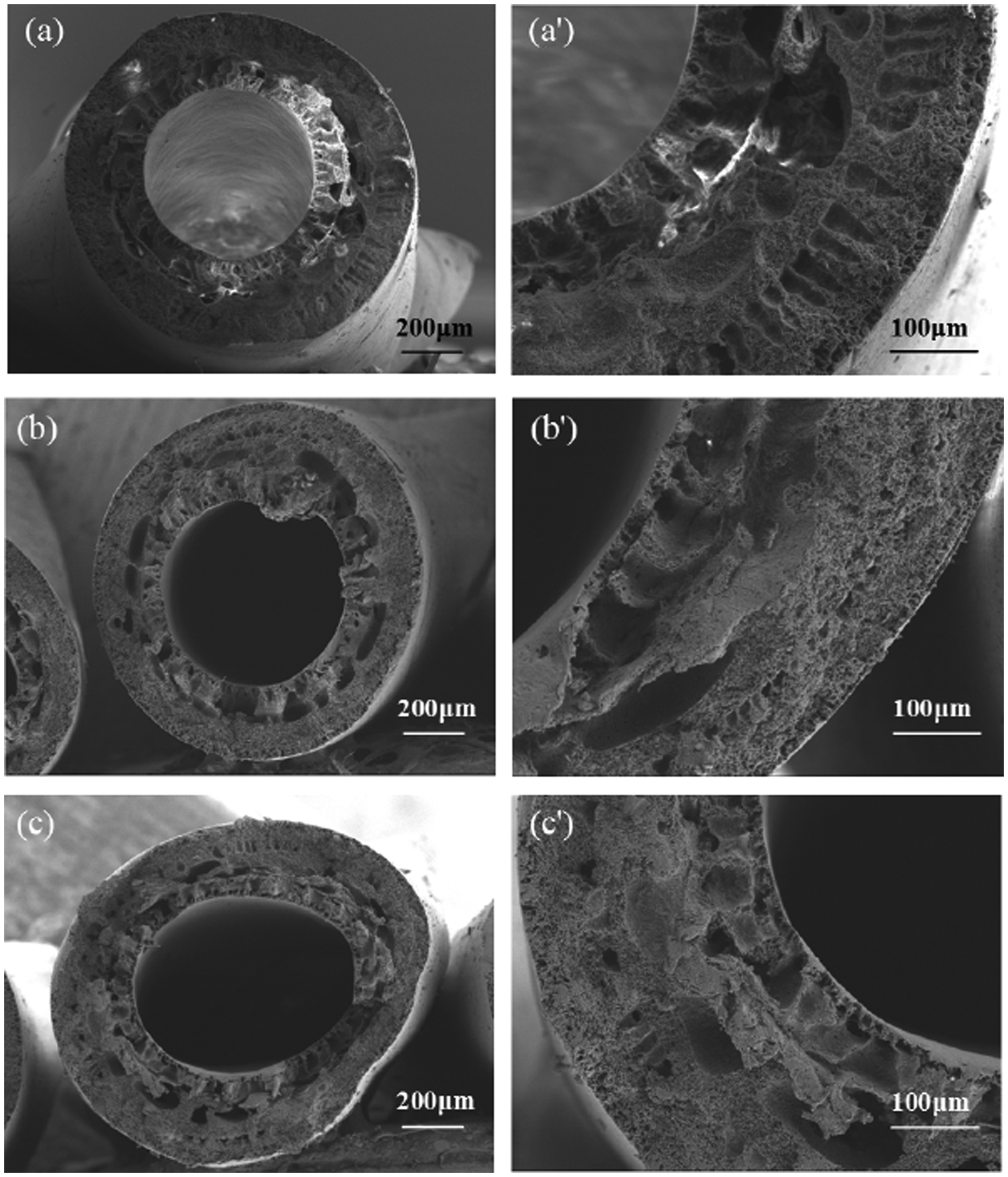
Membrane porosities
Figure 5 shows the variations of porosities with different spinning conditions including air-gap distance, NMP concentration in core liquid, and NMP concentration in external coagulation bath. The air-gap distance and NMP concentration in external coagulation bath remained the initial values (i.e. 0 cm and 0 wt%) when the NMP concentration in core liquid was studied. Similarly, when the air-gap distance and NMP concentration in external coagulation bath were successively studied, the values of other two spinning conditions were kept at the initial values. It could be seen that with the increase of NMP concentrations in core liquid and external coagulation bath, the porosities of PPTA/PVDF hollow fiber membranes exhibited a gradual decrease. These results corresponded to that observed in SEM images and were mainly due to the decrease of macrovoids and finger-like pores. As the increase of NMP concentrations in core liquid and external coagulation bath, the demixing would be delayed which induced a slow bidirectional diffusion and a declining porosity [42]. The similar results were obtained in previous studies [42,43]. As observed in Figures 2 and 4, with the increasing of NMP concentrations in core liquid and external coagulation bath, the open pores on the top of the internal finger-like pores gradually became small and the finger-like pores in fiber outer layer gradually reduced and even diminished. The dense structure of the hollow fiber membranes would contribute to a low surface porosity as stated by Bonyadi and Chung [44]. When NMP concentration in core liquid increased above 30 wt%, membrane porosity began to level off which was kept at 55.1%. These results indicated that the hollow fiber membranes prepared by PPTA/PVDF blending solution could maintain high porosity even after the phase separation is delayed to a great extent during the immersion precipitation phase inversion.
Variations of membrane porosities with different spinning conditions including air-gap distance, NMP concentrations in core liquid and external coagulation bath. NMP: N-methyl-2-pyrrolidone.
On the contrary, membrane porosities exhibited a slow upward trend as the air-gap distance increased. As analyzed above, with the increase of air-gap distance, the phase separation rate was delayed and the pore structure in the external layer turned from finger-like pores to sponge-like pores. Khayet [38] observed the similar results during the dry–wet spinning process of PVDF hollow fiber membrane. Regular orientation of polymer molecule is not conducive to the increase of membrane porosity. As stated by Qin et al. [45], two mechanisms dominate the molecular orientation degree during the formation process of hollow fiber membrane. One is the stretch stress (outside the spinneret) derived from the gravity, and the other is the shear stress within the spinneret. With the increase of air-gap distance, the molecular orientation induced by shear stress within the spinneret would gradually relax in the air-gap region and the stretch stress caused by the gravity made the hollow fiber membrane more inclined to form porous structure, although the large finger-like pores in the outer layer gradually decreased [46,47]. In addition, as confirmed by X-ray diffraction analysis in our previous study, the orientation of PVDF molecules would be restricted by the entanglements of the rigid PPTA molecules [25]. This further favored the increase of voids. It should be pointed out that PPTA/PVDF casting solution did not contain macromolecular pore-forming agents. The porous structure of PPTA/PVDF membrane is largely attributed to the accelerated phase separation promoted by the rod-like PPTA molecules during the phase separation process as analyzed in Figure 2 and in our previous study [25].
Membrane pore size distribution
The N2 adsorption–desorption method was employed to further investigate the different membrane pore structures including the pore size distribution, BET surface area (SBET), BJH desorption cumulative volume of pores (VBJH), and BJH desorption average pore diameter (dBJH). The variations of membrane pore size distribution are shown in Figures 6 to 8, and the measurement results of SBET, VBJH and dBJH are listed in Table 3. Because the pore size of the ultrafiltration membrane is commonly less than 100 nm, only the pore diameter below 100 nm is shown in Figures 6 to 8 to clearly distinguish the changes of membrane pore size [48]. It could be seen from Figure 6(a) that the peak of the pore distribution curves situated at about 33 nm and pore diameter mainly varied from 10 to 110 nm. With the increase of NMP concentration in core liquid, the peak gradually shifted toward smaller value until about 8 nm in the curve of Figure 6(e). These trends corresponded to that of average pore diameter listed in Table 3, which also showed a gradual decline from 33.937 to 3.623 nm with the increase of NMP concentration in core liquid. These results confirmed that the delay of phase-inversion rate favored the formation of more and more small and dense pores in membrane structure as observed in Figure 2.
Pore size distribution of PPTA/PVDF hollow fiber membranes prepared with different NMP concentrations in core liquid. (a) 0 wt%, (b) 10 wt%, (c) 20 wt%, (d) 30 wt%, and (e) 50 wt%. The BET surface area (SBET), BJH desorption cumulative volume of pores (VBJH), and BJH desorption average pore diameter (dBJH) of different membranes. NMP: N-methyl-2-pyrrolidone; BJH: Barrett-Joyner-Halenda; BET: Brunauer-Emmett-Teller.

The solvent/nonsolvent composition is a powerful parameter to influence the pore size of a membrane. The diffusion of solvent out of the nascent fiber is retarded by the presence of solvent in the core liquid [49]. As reported in the previous literature [32,33], the suppression of large finger-like pores and even the formation of sponge-like pores near membrane inner surface would induce a declining pore size. Besides, the curves of pore size distribution of all PPTA/PVDF hollow fiber membranes exhibited a relatively wide range from 10 to 100 nm or even wider. Although the increase of NMP concentration in core liquid slowed down the phase separation rate in the inner layer of the nascent hollow fiber and it was beneficial to the formation of the small pore structure, the rigid-rod-like PPTA molecules played an accelerating role in phase separation during the membrane formation process as mentioned above and confirmed previously [25]. Consequently, no matter how the core liquid composition was changed, there were still some macrovoids in the inner structure of hollow fiber membranes as shown in Figure 2. This resulted in a relatively wide range of the membrane pore size distribution of all hollow fiber membranes. The effect of PPTA on accelerating phase separation was similar to that of traditional macromolecule pore-forming agent such as polyvinylpyrrolidine on membrane formation process [42].
Table 3 lists that both the data of SBET and VBJH of hollow fiber membranes had a gradual decrease with the increase of NMP concentration in core liquid. Generally, the higher SBET and VBJH values means a more porous structure which can provide more water passages and further increase the water flux of the membrane. It could be seen that the variations of NMP concentration in core liquid have little effect on BET surface area and cumulative volume of pores, with a decrease from 5.576 to 4.155 m 2 .g−1 and 0.089 to 0.057 cm3.g−1, respectively. This was because the formation process of hollow fiber membrane was accompanied by two bidirectional mass transfer processes inside and outside. When the mass transfer process is inhibited in the inner layer, the solvent–water molecule exchange in the outer layer can be well carried out so that the membrane porous structure can be well maintained [42].
The variations of pore size distribution of PPTA/PVDF hollow fiber membranes prepared with different air-gap distance are shown in Figure 7. It could be seen that with the increase of air-gap distance from 0 cm to 10 cm, the peaks of pore size distribution curves showed a slow shift from about 33 nm in Figure 7(a) to 20 nm in Figure 7(e). The average pore diameter had a similar decrease as listed in Table 3. Khayet [38] investigated the effects of air-gap distance on the pore size and pore size distribution of different PVDF hollow fiber membranes and obtained the similar results that the pore size distribution shifted to a smaller range and the mean pore size diminished with the increase of the air-gap distance from 1 cm to 80 cm. The pore size of PPTA/PVDF hollow fiber blend membranes decreased by 48.2% which was less than that of 61.3% reported in Khayet's study. The author attributed the obviously declining pore size to the greater molecular orientation and tighter molecular packing when air-gap distance extended to a longer value. These variations of pore size and pore size distribution suggested that membrane structure gradually became less porous and dense as observed in SEM images in Figure 3. Both the specific surface area and cumulative volume of pores of hollow fiber membranes basically exhibited a downward trend, which was consistent with that of pore size as listed in Table 3.
Pore size distribution of PPTA/PVDF hollow fiber membranes prepared with different air-gap distance. (a) 0 cm, (b) 2 cm, (c) 5 cm, (d) 8 cm, and (e) 10 cm. Pore size distribution of PPTA/PVDF hollow fiber membranes prepared with different NMP concentrations in external coagulation bath. (a) 0 wt%, (b) 10 wt%, and (c) 30 wt%.

Figure 8 shows the pore size distribution of PPTA/PVDF hollow fiber membranes prepared with different NMP concentrations in external coagulation bath. With the increase of NMP concentration in external coagulation bath, the peaks of pore size distribution curves had no obvious deviation with the value in the range of 20–30 nm. However, the pore size distribution became narrow. It could be seen from Table 3 that the average pore diameter, specific surface area, and cumulative volume of pores of hollow fiber membranes present a slow downward trend. García-Fernández et al. [39] prepared the poly(vinylidene fluoride-co-hexafluoropropylene) hollow fiber membranes via the dry–wet spinning process and obtained the similar results that with the increase of N,N dimethyl acetamide concentration in outer coagulation membrane showed a dense pore structure with a declining pore size. These results suggested that the incorporation of NMP in the external coagulation bath reduced the number of larger pores in the membrane structure. Consequently, membrane pore size tended to be consistent and membrane porosity decreased to a certain extent as shown in Figure 4.
Membrane separation performance
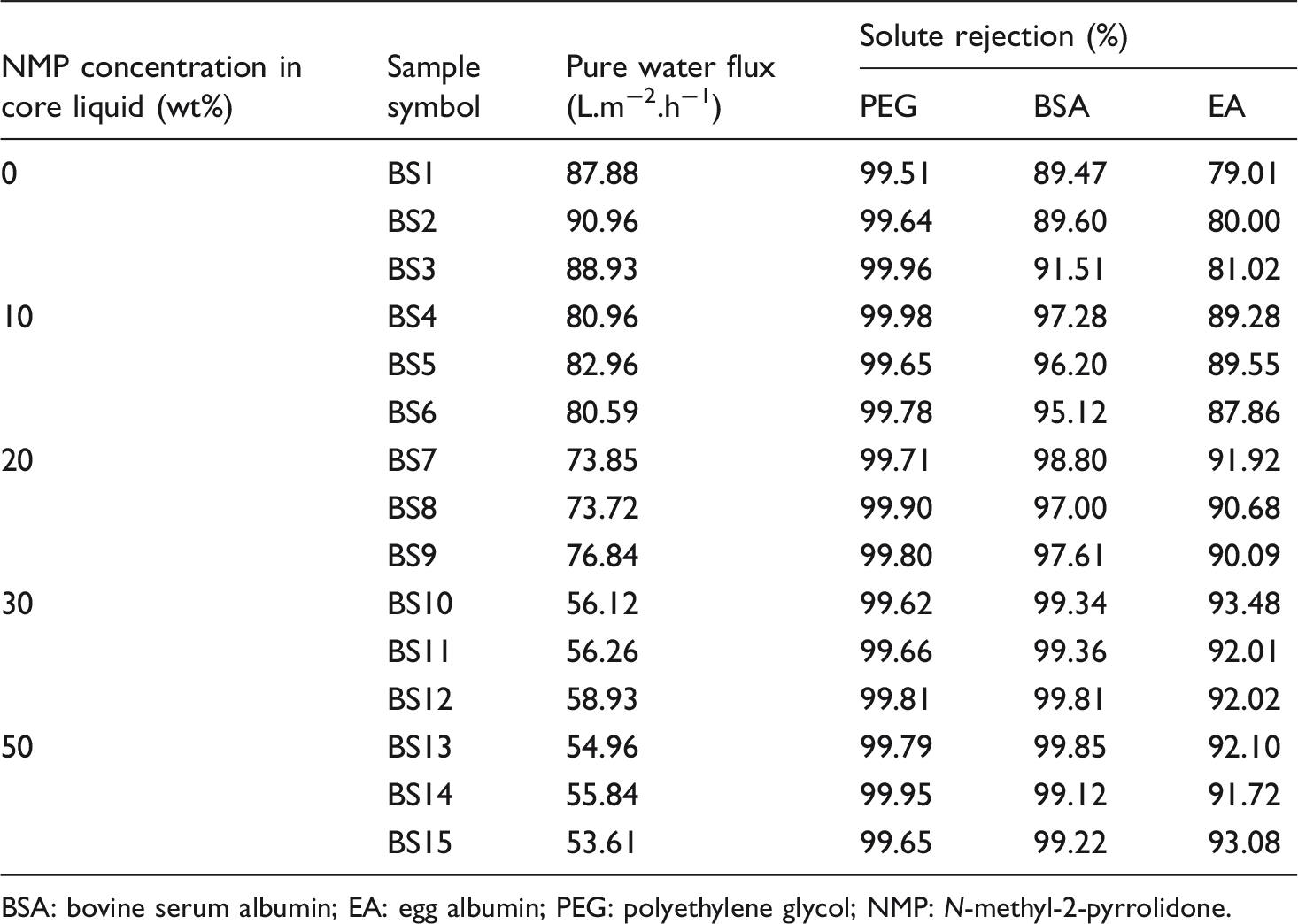
The pure water flux of the as-spun hollow fiber membranes is shown in Figure 9. It could be seen that the membrane prepared through the wet spinning method (i.e. the air-gap distance was 0 cm) showed a pure water flux of 89.3 L.m−2.h−1. With the increase of air-gap distance, the water flux gradually increased to 114.2 L.m−2.h−1. However, the effects of NMP concentration in core liquid and external coagulation bath on pure water flux showed the opposite trends. The variations of membrane water flux were basically consistent with that of membrane porosities as shown in Figure 5. These results suggested that the PPTA/PVDF hollow fiber membranes with porous and loose structure will be conducive to the enhancement of permeation water flux.
Variations of membrane pure water flux with different spinning conditions. NMP: N-methyl-2-pyrrolidone.
Figure 10 shows the rejections of PPTA/PVDF hollow fiber membranes prepared under different spinning conditions. It could be seen that the change of spinning conditions had an important effect on the solute rejection of hollow fiber membranes. The rejection of BSA and ethylene glycol (EG) increased with the increase of air-gap distance and NMP concentration. The PEG100.0 K rejection of all PPTA/PVDF hollow fiber membranes was maintained at a higher level about 99.5%. The increase of membrane rejection was attributed to the densification of membrane pore structure, especially the increase of sponge-like pores in the outer layer of hollow fibers. By carefully observing Figure 10, it could be seen that when the NMP concentration in core liquid increased by more than 10 wt% and the air-gap distance exceeded 5 cm, the rejection of BSA and EG showed an obvious increase. These results suggested that lower NMP concentration in core liquid and smaller air-gap distance could have a significant impact on the solute rejection of PPTA/PVDF hollow fiber membranes. Compared with the effect of another spinning condition (i.e. the NMP concentration in external coagulation bath) on the membrane rejection, it could be found that these two factors have more significant effects on the membrane rejection performance. These results were similar to that of membrane porosity as shown in Figure 5. The test results of separation performance of each membrane sample were also listed, and Tables 4 to 6 show the data of separation performance of hollow fiber membranes fabricated by different NMP concentrations in core liquid, air-gap distance, and different NMP concentrations in external coagulation bath, respectively.
Variations of membrane rejections with different spinning conditions: (a) NMP concentration in core liquid, (b) air-gap distance, and (c) NMP concentration in external coagulation bath. NMP: N-methyl-2-pyrrolidone; PEG: polyethylene glycol; BSA: bovine serum albumin; EA: egg albumin. The test data of separation performance of PPTA/PVDF hollow fiber blend membranes fabricated by different NMP concentrations in core liquid. BSA: bovine serum albumin; EA: egg albumin; PEG: polyethylene glycol; NMP: N-methyl-2-pyrrolidone. The test data of separation performance of PPTA/PVDF hollow fiber blend membranes fabricated by different air-gap distance. BSA: bovine serum albumin; EA: egg albumin; PEG: polyethylene glycol. The test data of separation performance of PPTA/PVDF hollow fiber blend membranes fabricated by different concentrations in external coagulation bath. BSA: bovine serum albumin; EA: egg albumin; PEG: polyethylene glycol; NMP: N-methyl-2-pyrrolidone.


Membrane surface hydrophilicity
It is expected to improve membrane surface hydrophilicity after the incorporation of hydrophilic PPTA molecules in PVDF hollow fiber membrane matrix. The dynamic WCA values of different spinning conditions are shown in Figure 11. It could be seen from Figure 11(a) that the WCA values of PVDF hollow fiber membrane surface were between 90° and 92° within 360 s of the whole test. PVDF membrane exhibited the hydrophobic characteristics. After the incorporation of PPTA molecules, all the blend membranes prepared under different spinning conditions showed the typical hydrophilic characteristics with the WCA values ranging from 40° to 84°. The results are consistent with the changes of hydrophilic properties of PPTA/PVDF blend flat sheet membranes reported previously [25]. However, the static WCA value of PPTA/PVDF blend flat sheet membrane with the same content of PPTA can be as low as 32°, which is incomparable with the blend hollow fiber membrane prepared in this study. Compared with the three diagrams in Figure 11, it could be observed that the changes of core liquid composition and external coagulation bath composition had great influence on WCA of blend membrane surface, that is, with the increase of NMP contents in core liquid and external coagulation bath, the WCA values of blend membrane surface increased significantly. However, the WCA values decreased with the increase of air-gap distance and the increasing trend was not obvious, especially in the short air-gap distance from 2 to 8 cm.
Variation of surface WCA with contact time of membranes prepared under different spinning conditions: (a) air-gap distance, (b) NMP concentration in core liquid, and (c) NMP concentration in external coagulation bath. WCA: water contact angle; PVDF: poly(vinylidene fluoride).
There are two major factors affecting the WCA value including the surface roughness and intrinsic hydrophilicity of the membrane material itself [50]. Because the contents of PPTA in PPTA/PVDF blend hollow fiber membranes prepared under different spinning conditions are kept the same, membrane surface roughness plays a dominant role in WCA value of membrane surface. Surface pore size and the number of micropores can characterize the surface roughness to some extent that membrane surface with a larger pore size and a more porous structure implies a higher surface roughness [51]. It could be obtained from Table 3 that with the increase of air-gap distance, NMP concentration in core liquid, and NMP concentration in external coagulation bath, the BJH desorption average pore diameter (dBJH) of all blend membranes decreased. This would be conducive to the spreading of water droplets on membrane surface and the improvement of membrane surface hydrophilicity as shown in Figure 11(a) and (c). The long air-gap distance would lead to the formation of porous structure on the membrane surface and the increase of membrane porosity as observed in Figures 3 and 5, respectively. These results were beneficial to the improvement of membrane surface hydrophilicity. As shown in Figure 11(b), the WCA values of blend membrane surface decreased slightly when the distance was between 0 and 8 cm. However, when the distance reached 10 cm, the WCA values of membrane surface at the initial contact time decreased significantly from 69° of 0 cm to 60°. The dynamic contact angle also showed a rapid downward trend with contact time.
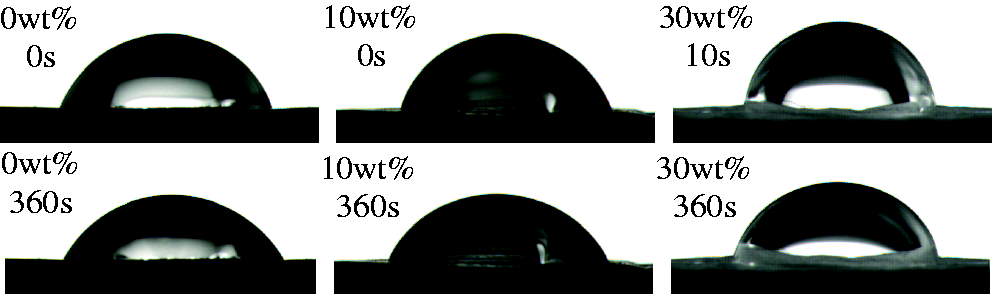
In order to better observe the changes of dynamic contact angle, the photos of surface WCA at the initial (0 s) and after 360 s contacts with membranes prepared under different spinning conditions are also shown in Figures 12 to 14. These photos can clearly show the shape changes of water droplets in 360 s contact time. As shown in Figure 14, when the air-gap distance reached 10 cm, the water droplets collapsed obviously after 360 s contact with the membrane surface.
Photos of surface WCA at the initial (0 s) and after 360 s contacts with membranes prepared by different NMP concentrations in core liquid. PVDF: poly(vinylidene fluoride). Photos of surface WCA at the initial (0 s) and after 360 s contacts with membranes prepared by different air-gap distance. Photos of surface WCA at the initial (0 s) and after 360 s contacts with membranes prepared by different NMP concentrations in external coagulation bath.

Membrane mechanical properties
The test data of mechanical properties of PPTA/PVDF hollow fiber blend membranes fabricated by different NMP concentrations in core liquid.

NMP: N-methyl-2-pyrrolidone.
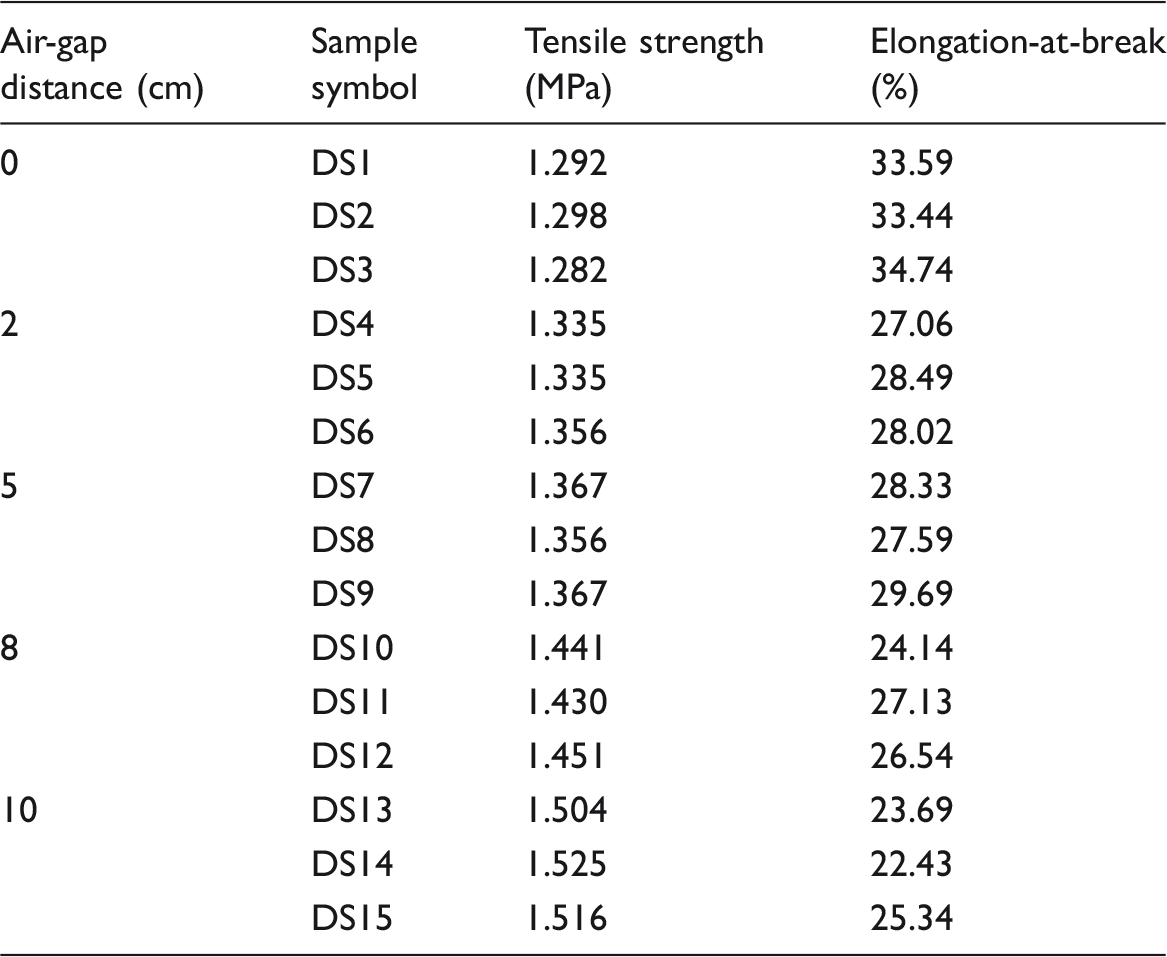
The test data of mechanical properties of PPTA/PVDF hollow fiber blend membranes fabricated by different air-gap distance.
The test data of mechanical properties of PPTA/PVDF hollow fiber blend membranes fabricated by different concentrations in external coagulation bath.

NMP: N-methyl-2-pyrrolidone.
It could be seen from the three tables that the tensile strength of all PPTA/PVDF hollow fiber blend membranes prepared under different spinning conditions ranged from 1.28 to 1.52 MPa, and the elongation-at-break varied from 20.99% to 34.74%. Compared with the enhanced tensile strength, the elongation-at-break of hollow fiber blend membranes increased more significantly by about 1.5 times than that of pure PVDF hollow fiber membrane. The tensile strength and elongation-at-break of PPTA/PVDF flat sheet blend membrane with the same PPTA content in previous report were 3.3 MPa and 8.1%, respectively [25]. Comparatively speaking, the tensile strength of the hollow fiber blend membranes spun in this study was lower than that of the flat blend membranes, but the elongation-at-break was much higher. This should be related to the type of membrane because the tensile strength and elongation-at-break of pure PVDF flat sheet membrane can reach 2.4 MPa, which was significantly higher than that of pure PVDF hollow fiber membrane (1.034–1.048 MPa). And the elongation-at-break of the former was 10.2% which was much lower than that of the pure PVDF hollow fiber membrane (13.79%–16.09%).
As listed in Tables 7 and 9, with the increase of NMP concentrations in core liquid and external coagulation bath, the tensile strength of PPTA/PVDF hollow fiber blend membranes showed general increasing trends, while the elongation-at-break exhibited opposite trends. These results were attributed to the decreasing porosity and pore size of the blend membranes. Obviously, compared with the dense membranes, the emergence of a large number of micropores with large pore size in membrane matrix will lead to the decrease of mechanical strength and the increase of elongation-at-break [52]. With the increase of NMP concentrations in core liquid and external coagulation bath, both the porosity and average pore size of blend membranes decreased as shown in Figure 4 and Table 3. These enhanced the tensile strength and reduced the elongation-at-break of the hollow fiber blend membranes. The extension of air-gap distance resulted in a slight increase in the porosity and a decrease in the pore size of the blend membranes, as shown in Figure 4 and Table 2. The decrease of pore size played a positive role in the mechanical properties of the blend membrane. Besides, with the increase of air-gap distance, the elongation stress induced by the gravity force would be strengthened and an enhanced tensile stress could be obtained [38,43]. Consequently, with the increase of air-gap distance, the tensile strength of blend membranes increased along with a decrease of the elongation-at-break as listed in Table 7.
The variation degree and the change rate of the pure water flux and rejection of membranes with the spinning parameters.
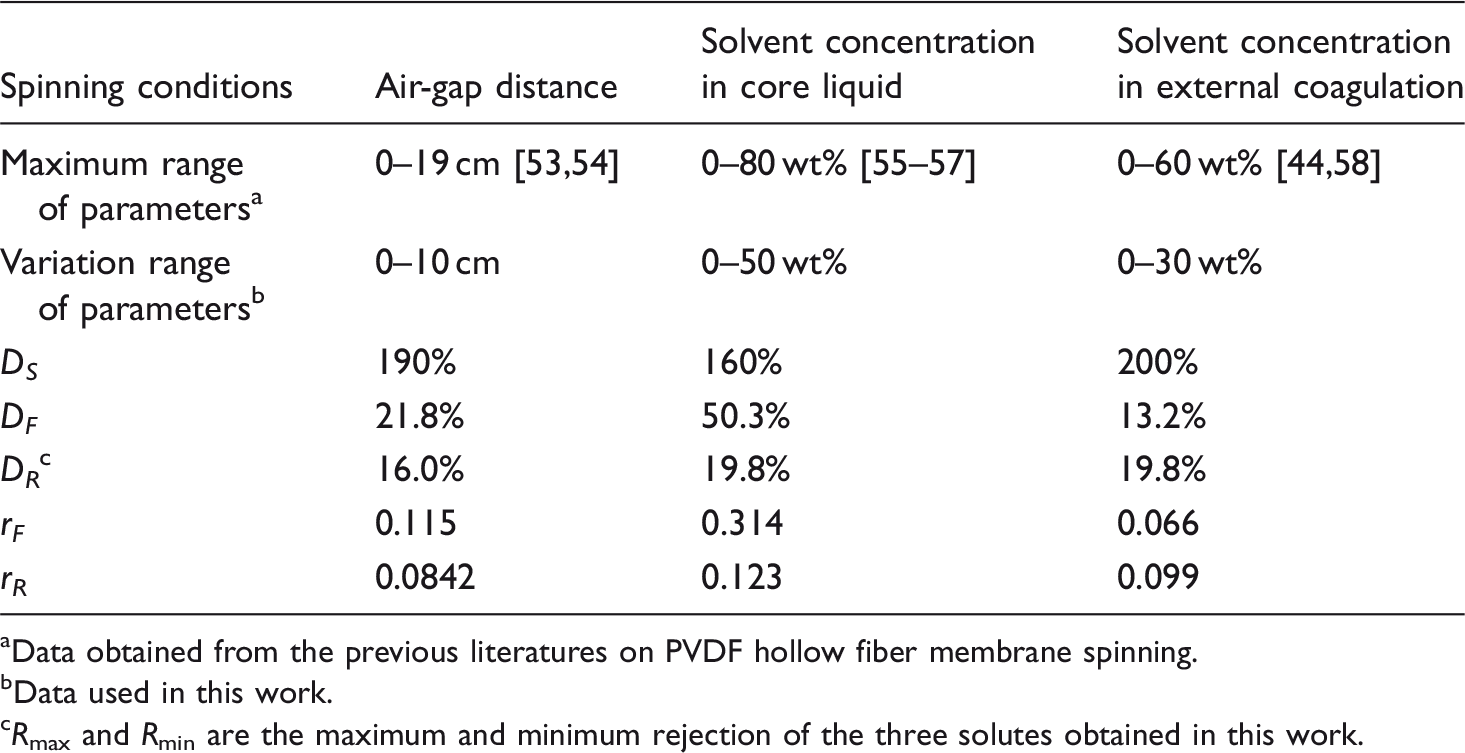
Data obtained from the previous literatures on PVDF hollow fiber membrane spinning.
Data used in this work.
Rmax and Rmin are the maximum and minimum rejection of the three solutes obtained in this work.
The variation degree of the spinning conditions (D
S
) can be calculated according to the following equation

The variation degree of membrane pure water flux (D
F
) and rejection (D
R
) can be defined by equations (6) and (7), respectively.


The variation rate of membrane pure water flux (r
F
) and rejection (r
R
) with the spinning conditions can be calculated by equations (8) and (9), respectively.


Conclusions
Aramid-based hollow fiber blend separation membranes composed of PPTA and PVDF were fabricated through the dry–wet spinning technique. The effects of spinning conditions including the air-gap distance, the composition of core fluid, and the composition of coagulation bath on the structure and properties of PPTA/PVDF hollow fiber blend membranes were well investigated. The enhancements of these spinning conditions weakened the developments of the finger-like pores in the outer layer of hollow fiber membranes, while the induced phase separation of PPTA molecules made the finger-like pore structure in membrane inner layer well maintained. The water flux showed the corresponding changes which basically coincided with the variation trend of membrane porosities. Membrane pore size distribution tended to be distributed to a low pore size, which resulted in the enhancement of the rejection of different solutes. The increase of air-gap distance had a positive effect on membrane surface hydrophilicity which was mainly due to the increased surface pore size and the number of micropores. The enhancements of different spinning conditions weakened the phase separation process as a result of the formation of a small pore structure and the enhancements of membrane tensile strength. The most significant influencing factors that affect the pure water flux and solute rejection of the hollow fiber membranes prepared in this study were the solvent concentration in core liquid. The successful preparation of PPTA/PVDF hollow fiber blend membranes contributes to the application of PPTA-based enhanced separation membranes, especially for long-term applications in harsh environments or as the supports of composite membranes.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors gratefully acknowledge the funding for the Project supported by the Training plan for Young Scholar in Colleges and Universities in Henan Province (No. 2018GGJS151), the Central Plains Thousand People Program?Top Young Talents in Central Plains (No. ZYQR201810135) and the Key Research Project of Higher Education of Henan Province (No. 18A540001).