
Abstract
Two novel halogenated triazine amine N-halamine antimicrobial precursors, sulfuric acid mono-(2-{4-[4-chloro-6-(2,2,6,6-tetramethyl-piperidin-4-yloxy)-[1,3,5]triazin-2-ylamino]-benzenesulfonyl}-ethyl) ester sodium (PT) and sulfuric acid mono-(2-{4-[4-(3-pyridinecarboxylic sodium)-6-(2,2,6,6-tetramethyl-piperidin-4-yloxy)-[1,3,5]triazin-2-ylamino]-benzenesulfonyl}-ethyl) ester sodium (CPT), were designed, synthesized, and applied onto cotton fabrics to obtain antibacterial properties. The molecular structures of PT and CPT contained two reactive groups of vinyl sulfone and nicotinic acid, which increased the reaction with cotton fabrics compared with other antibacterial agents. The dyeing process of reactive dye was selected as the finishing method due to the similar structures of antibacterial agents to bifunctional group reactive dyes. The treated cotton fabrics were chlorinated with sodium hypochlorite to obtain antibacterial functionality. The chlorinated fabrics achieved outstanding antibacterial properties against Escherichia coli O157:H7 and Staphylococcus aureus with short contact time. Moreover, the stability measurement exhibited that the chlorine on the samples could be repaired by the diluted sodium hypochlorite solution after washing and long-time storage. In addition, the mild low-temperature process reduced fabric damage, and only about 10% and 15% of the original tensile strength was missing after finishing and chlorination in both the warp and weft directions. Compared to the traditional pad–dry–cure technique, the process developed of antimicrobial cotton had some advantages such as low salt, energy savings, and maintaining tensile strength.
Introduction
Bacteria exist in nature, with some causing disease, which can negatively impact human health. This has led to the development of antimicrobial materials, some of which can be applied in the field of textiles.1–3 Cotton fabric is one of the most common textile materials which can provide a suitable environment for bacteria reproduction under desirable external conditions (including humidity, temperature, nutrition, etc.). 4 Pathogenic bacteria are an important source of cross-infectious diseases. Therefore, it is extremely important to develop cotton fabrics and textiles with bactericidal functions.4,5
There are several kinds of antibacterial agents, such as quaternary ammonium salts, metal and metal oxide, chitosan, biguanide, and N-halamine.6–10 Among them, N-halamine has many advantages as a new type of antibacterial agent including high efficacy, long-term stability, regenerability, and broad-spectrum antibacterial properties.9,11–14 Sun et al. 15 applied N-halamine precursor 1,3-dimethylol-5,5-dimethylhydantoin onto cotton fabrics by covalent bonding using the conventional pad–dry–cure procedure. However, this method resulted in residual-free halamine and high temperatures during treatment would affect the mechanical properties of the textiles. A cyclic halogenamine precursor containing unsaturated double bonds was synthesized to avoid the free chlorine, but not only this, it damaged the strength of the fabric. 16 In order to solve this problem, researchers have developed several N-halamine antibacterial agents containing reactive groups such as bihydroxy, unsaturated double bonds, epoxy groups, and organosiloxanes, which could covalently bond with fibers under certain conditions to produce antibacterial textiles.17–19 Therefore, it is imperative to design and synthesize N-halamine compounds which could be modified onto fabric with advantages over the reported N-halamine compounds aforementioned. The reactive N-halamine which has an s-triazine ring can be grafted on the cotton at low temperature only slightly affecting the strength of the fabric.20,21 However, during the treatment process, neutral salt is used to promote dyeing, and a large amount of salty wastewater is generated. Furthermore, the stability is poor after washing and storage stability tests, and the active chlorine content decreases dramatically. 22
Cyanuric chloride could react with reactive functional groups such as-NHR, -NH2, -SH, -OH, through the nucleophilic substitution reaction, and three chlorine atoms of cyanuric chloride could be gradually replaced by controlling the reaction temperature to form monosubstituted, disubstituted, trisubstituted triazine derivatives. One type of reactive dye contains triazine derivatives which could react with cellulosic fibers under low temperature and alkaline conditions, and the dyed fabrics maintain good tensile strength. Cyanuric chloride is used as the active group to prepare a highly reactive N-halamine precursor with a structure similar to the bifunctional reactive dye. The N-halamine precursor is modified onto fabric under low temperature conditions by using the dyeing process of reactive dyes, which is expected to maintain the breaking strength of the fabric. The traditional method of dyeing fabrics with reactive dyes has the advantages of simple process and strong binding force. Therefore, the synthesis of antibacterial agents with a similar chemical structure to reactive dyes can solve the problems of complex process and poor binding force when combining antibacterial additives with fabrics.23,24
In this study, two novel structures of N-halamine antimicrobial precursors (PT and CPT) were synthesized and applied onto cotton fabrics with antibacterial properties. 2,2,6,6-Tetramethyl-4-piperidinol was used as antibacterial component and cyanuric chloride was used as the core component of the reaction. Vinyl sulfone type and nicotinic acid were introduced as dual-active groups to prepare high-efficacy antibacterial agent halogenated triazine amine N-halamine. The chemical structures of PT and CPT were characterized. The morphologies of the cotton fabric and treated cotton fabrics were examined. Finally, antibacterial efficacy, washing and storage stability, and breaking strength of the treated fabrics were investigated.
Experiment
Materials
The cotton fabrics were bought from Zhejiang Guandong Textile Dyeing Garment Co., Ltd. Cyanuric chloride, 2,2,6,6-tetramethyl-4-piperidinol, nicotinic acid, and 2-chloroethylamine hydrochloride were obtained from J&K Chemical Co., Ltd. p-(β-Sulfato ethyl sulfonyl)aniline was purchased from Xiaogan Shenyuan Chempharm Co., Ltd. Other chemicals were from Sinopharm Chemical Reagent Co., Ltd.
Instruments
Fourier-transform infrared (FTIR) spectra of PT and CPT were characterized by a Nicolet NEXUS 470 spectrometer (Nicolet Instrument Corporation, USA) in the optical range of 500–4000 cm−1. An AVANCE III 400-MHz Digital NMR Spectrometer (Bruker AXS GmbH, Germany) was applied to test PT and CPT. The surface morphologies of untreated and treated cotton fabrics were tested by SU1510 field emission SEM (Hitachi, Tokyo, Japan).
Synthesis of PT
Aqueous solution (50 mL) containing 8.55 g of 2,2,6,6-tetramethyl-4-piperidinol was put in acetone solution (80 mL) containing 9.10 g of 2,4,6-trichloro-1,3,5-trizine in three round bottom flasks (250 mL) and stirred at 0–5°C for 3 h. The pH of the solution was 6–7 which was adjusted using 1.25 M Na2CO3. An equivalent of sodium salt of p-(β-sulfato ethyl sulfonyl) aniline (0.05 mol para-ester and 0.025 mol sodium carbonate in a bath and stirred for 40 min) was put dropwise into the above reaction system at 40°C. Then, the reaction was carried out for 4 h at pH 6–7. Finally, acetone in the system was removed by rotary evaporation; salting out (20% weight of the reaction solution of sodium chloride solid) and suction filtration were performed to obtain an off-white solid, washed with ethanol, and then vacuum oven dried at 45°C for 24 h to obtain the reaction product PT (the yield was 71%). The synthesis of PT is shown in Figure 1(a).
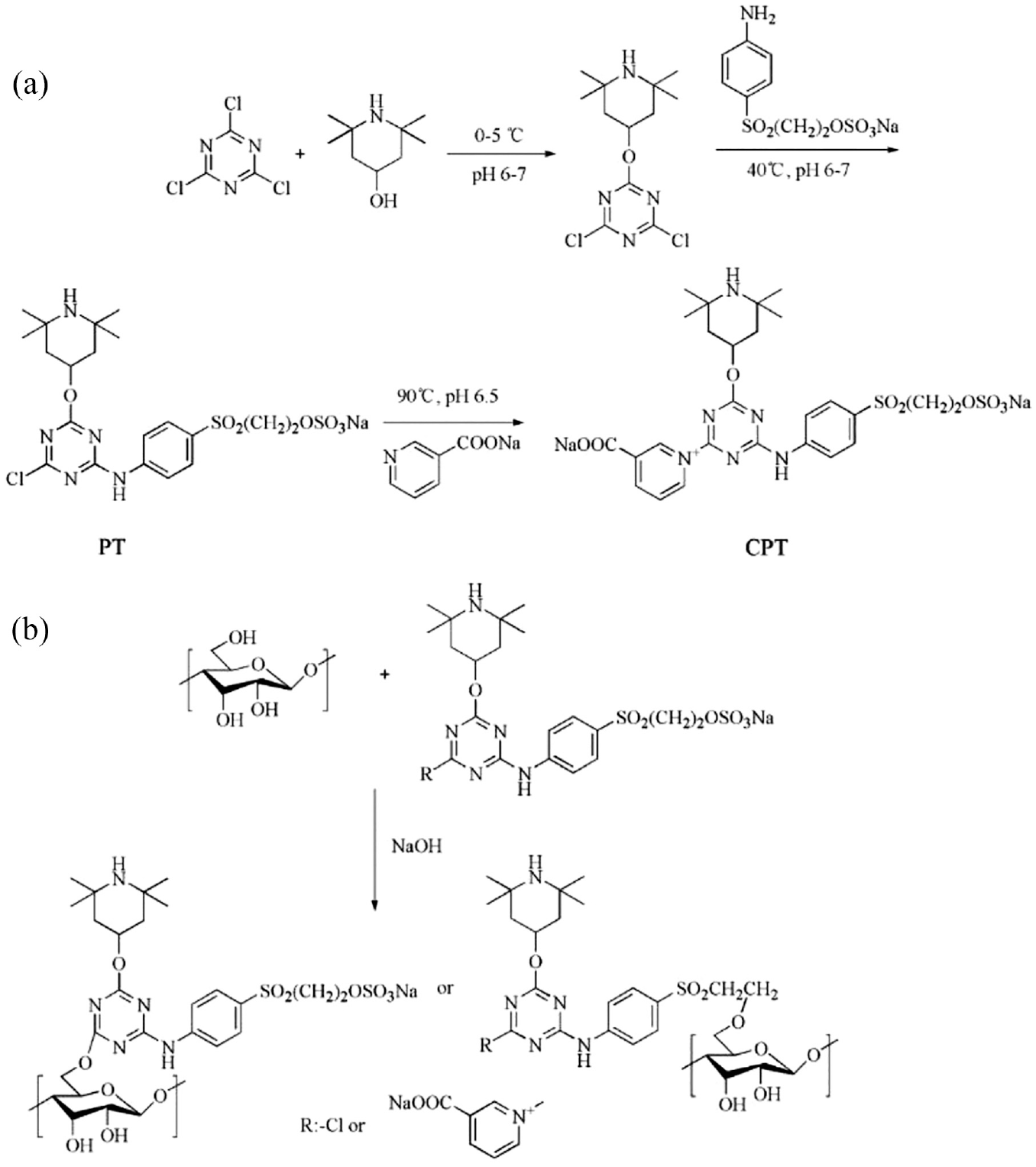
(a) The synthesis schemes of PT and CPT and (b) preparation of PT- and CPT-coated cotton fabrics.
Synthesis of CPT
A double active group containing nicotinic acid triazine and vinyl sulfone group of a halogen antibacterial precursor to CPT was synthesized with the introduction of nicotinic acid in the original PT structure. After the reaction of PT was completed, 50 mL of aqueous solution of 3-pyridyl sodium (made from nicotinic acid (0.05 mol) and sodium carbonate (0.025 mol) dissolved in water) was slowly put dropwise into the system at 90°C, while the solution was kept at 90°C with a pH 6.5 for 3 h. Acetone was removed by rotary evaporation when the reaction was completed. After suction filtration and salting out, a brown solid was obtained, washed with ethanol, and dried in a vacuum oven at 45°C for 24 h to get the reaction product CPT (63% yield). The synthesis of CPT is shown in Figure 1(a).
Preparation of Antibacterial Cotton Fabrics
A certain amount of PT (30% owf) with Na2SO4 (100 g/L) or CPT (20% owf) with Na2SO4 (50 g/L) was added to a beaker, and then stirred well. The fabrics were dipped into the solution for 0.5 h. NaOH of 1 g/L was added in the mixture when the temperature was 60°C. The products were taken out after 3 h and removed unfixed PT or CPT with water. The preparation of PT- and CPT-coated cotton fabrics is shown in Figure 1(b). The schematic illustration of the antibacterial process of the PT- or CPT-coated cotton fabrics including the finishing process and chlorinating procedure is shown in Figure 2.
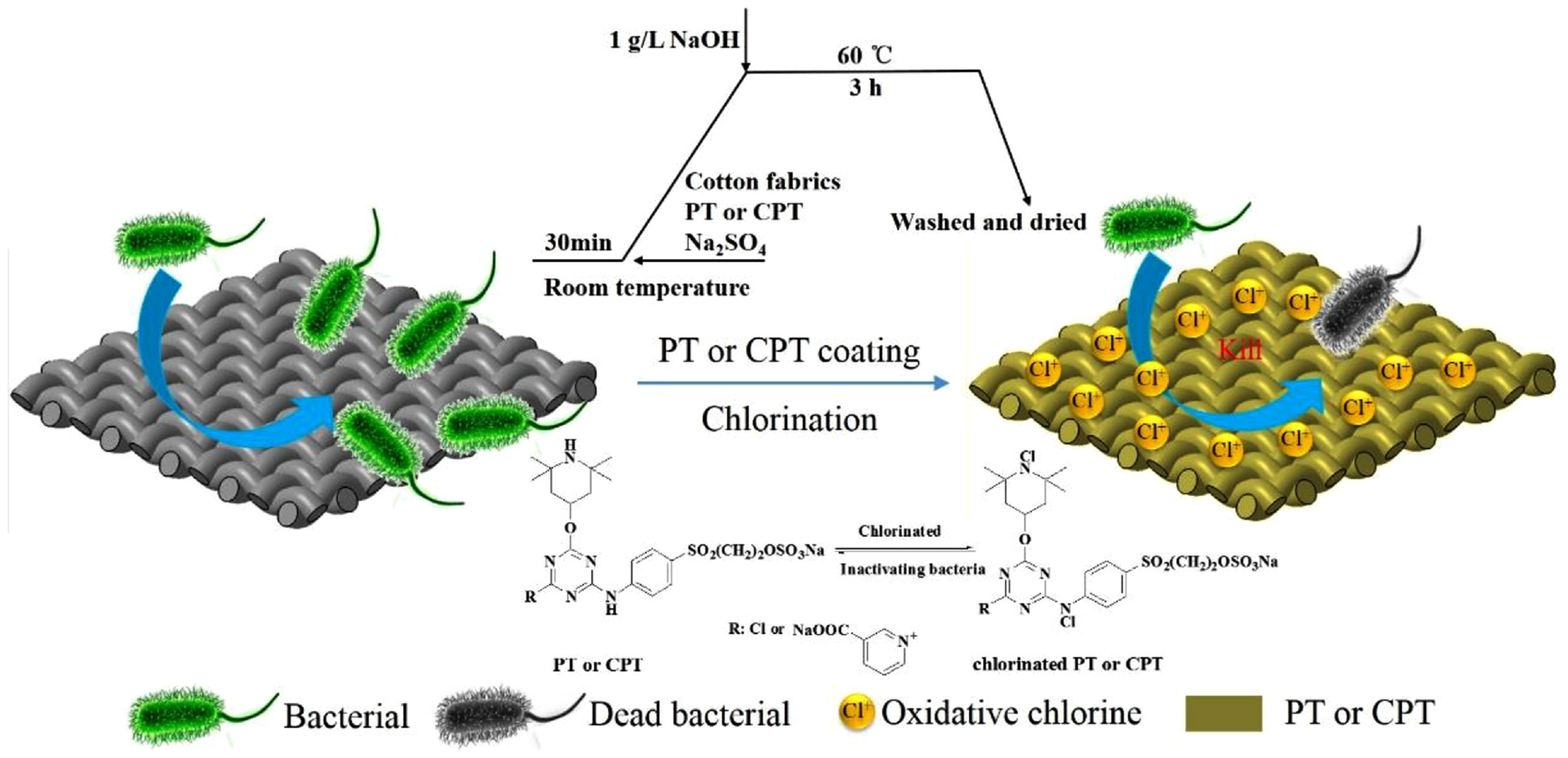
Schematic illustration of the antibacterial processes of PT- or CPT-coated cotton fabrics including the finishing process and chlorinating procedure.
Chlorination and Analytical Titration
To obtain antibacterial properties, the PT- and CPT-coated cotton fabrics were immersed in 10% aqueous sodium hypochlorite solution (pH 7) for 1 h. Then, the chlorinated fabrics were washed with distilled water to get rid of free chlorine. The active chlorine was measured by the iodometric/thiosulfate titration technique, and the concentration of sodium thiosulfate solution (Na2S2O4) was 0.001 N. The loaded chlorine was calculated from equation (1):

where [Cl]+% is the wt% of oxidative chlorine, V and N are the volume (L) and normality (equiv/L) of the titrant Na2S2O4. W is the weight of the fabric (g).
Antimicrobial Test
The antimicrobial test was performed with a sandwich test according to AATCC 100-2004. The bacteria were suspended in 100 mM phosphate buffer (pH 7); then, 25 μL of bacterial suspension was put in the middle of two pieces of the prepared samples. All oxidative chlorine residues on the testing fabrics were removed after contact for 1, 5, 10, and 30 min using 5.0 mL of sterile 0.02 N Na2S2O4 solution. The surviving bacteria were rinsed from the samples, and serial dilutions of the quenched solutions were plated on Trypticase soy agar for 24 h at 37°C. The bacterial groups were calculated for antimicrobial efficacy analysis.
Stabilities and Rechargeabilities
The coated cotton fabrics were washed to estimate the stability and durability of chlorine according to AATCC 61-1996, and the specific operation was as follows. The treated swatches (1 in × 2 in) were soaked in 0.15% detergent water solution with 50 stainless-steel balls. Then, the stainless-steel canisters were rotated at 42 r/min and 49°C for 45 min, which was equal to five machine washings. After 5, 10, 25, and 50 machine washing, the fabrics were taken out and washed with distilled water and dried. The stability and rechargeability of each type of sample were tested by an iodometric/thiosulfate titration method with/without rechlorination, respectively.
For the storage stability measurement, the chlorinated PT- and CPT-coated cotton samples were stored at normal temperature. After several days of storage, the samples were taken out and two types of experiments were carried out. The storage stability of fabrics were measured by an iodometric/thiosulfate titration technique, and other fabrics were rechlorinated and the rechargeability was measured by the same way.
Breaking Strength Testing
According to GB/T 3923-1997, the breaking strength of cotton fabrics with/without chlorination was tested by an electronic fabrics strength tester. Each tested sample was cut into 250 × 50 mm2, and the average value was recorded for analysis.
Results and Discussion
Synthesis and Characterization of PT and CPT
2,4,6-Trichloro-1,3,5-trizine is a very important ingredient of reactive dyes. The three chlorines of s-triazine rings could be substituted by many chemicals or bonds with other fabrics types at an appropriate temperature.25,26 In this study, s-triazine rings with the first chlorine was replaced with 2,2,6,6-tetramethyl-4-piperidinol as the carrier of the antimicrobial agent at 0–5°C. The second reactive group, p-(β-sulfato ethyl sulfonyl)aniline, substituted the second chlorine of cyanuric chloride (PT) to increase the probability of the reaction between the cotton fabric and N-halamine precursor. However, the water solubility of PT was low, which affected the antibacterial properties of the treated cotton fabrics. To increase water solubility, the second chlorine of 2,4,6-trichloro-1,3,5-trizine was replaced by nicotinic acid (CPT). Compared with monochloro triazine reactive groups, the nicotinic acid triazine reactive group also had a high level of exhaustion and fixation on cotton fabrics, which improved the performance of the N-halamine precursor, and the positive charges in nicotinic acid triazine reactive group also provided a coulomb force with cellulose anions.
The structures of PT and CPT contain a double-reactive group, similar to the molecular structure of the reactive dye, which can be coated onto cotton fabric by nucleophilic substitution (monochloro triazine reactive group and nicotinic acid triazine reactive group) and nucleophilic addition (bis-sulphatoethylsolphone reactive group) at a suitable temperature and alkalinity through covalent bonds.27–29 In general, only one random reactive group could react with the materials in the finishing process and the other reactive groups would be retained (Figure 1(a)). In the application of cotton fabrics, the function of alkalinity can be used for increasing cellulose anions and dissolving antimicrobial precursors. Moreover, the addition of the neutral salt was used to reduce the rejection between cotton fabrics and the agent, which accelerated the reaction between substrate and agent. The 1H NMR spectra of PT and CPT are shown in Figure 3.
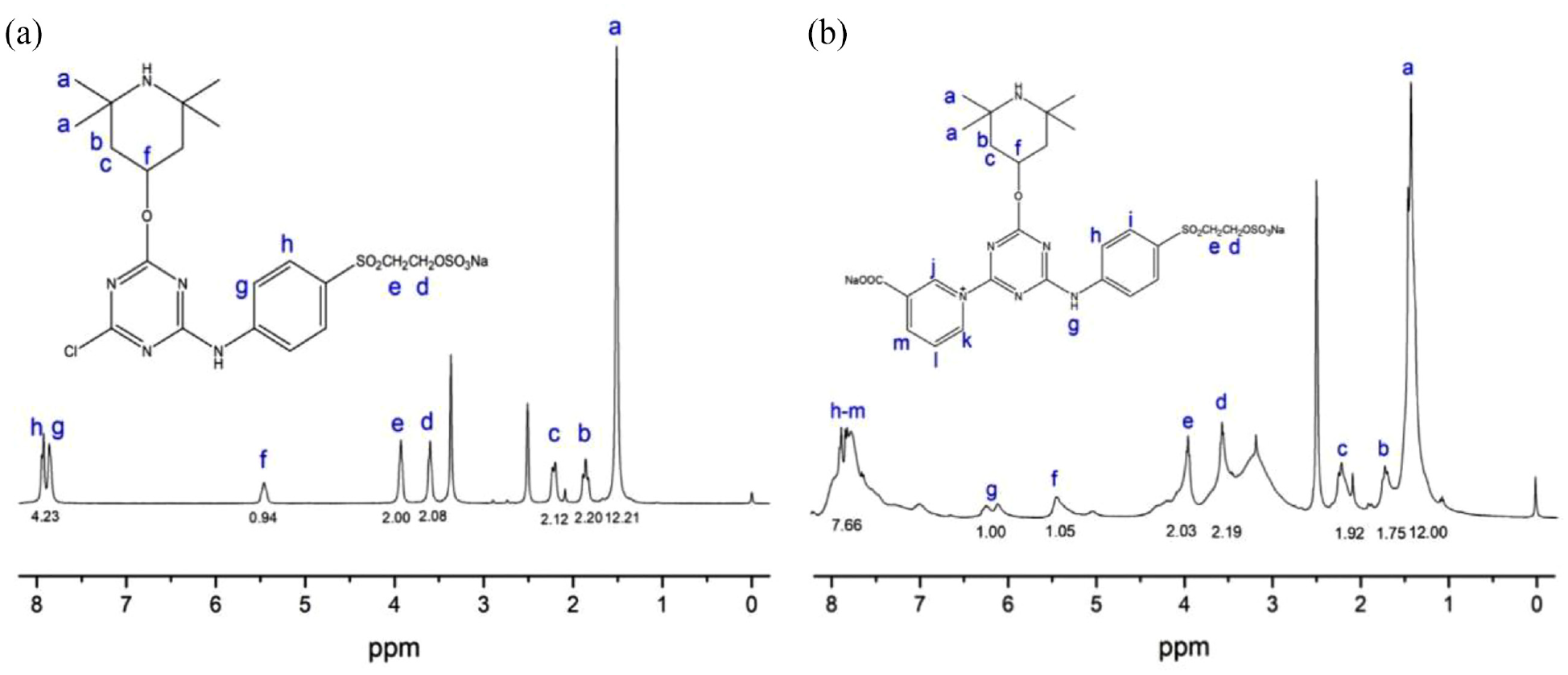
The 1H NMR spectra of (a) PT and (b) CPT.
The 1H-NMR spectrum of PT is shown in Figure 3(a). 1H-NMR(DMSO-d6): δ 1.40–1.65(12H), δ 1.86(2H), δ 2.21(2H), δ 3.60(2H), δ 3.93(2H), δ 5.46(1H), δ 7.82–7.97(4H). The 1H-NMR spectrum of PT is shown in Figure 3(b). 1H-NMR(DMSO-d6): δ 1.25–1.60(12H), δ 1.76(2H), δ 2.23(2H), δ 3.57(2H), δ 3.96(2H), δ 5.46(1H), δ 6.20(1H), δ 7.64–7.96(8H). As a result, the PT and CPT were successfully synthesized.
Characterization of PT- and CPT-Coated Cotton Fabrics
The FTIR spectra of different cotton fabrics are shown in Figure 4. The distinctive vibrational bonds of PT-coated cotton fabrics were found at 1542 cm−1 (Figure 4(b)), which amounts to the phenyl vibrational modes of PT. This bond was not observed in unfinished cotton (Figure 4(a)). The characteristic vibrational bonds of CPT-coated cotton samples appeared at 3291 and 1248 cm−1 (Figure 4(d)), which is equal to the methyl and C–N bonds in nicotinic acid vibrational modes of CPT, respectively. It provided evidence that PT and CPT were coated onto the cotton fabrics. After chlorination, these vibrational bonds moved to 1551 (Figure 4(c)), 3296, and 1254 cm−1 in Figure 4(e), respectively, due to the electron withdrawing effect of oxidation.30,31
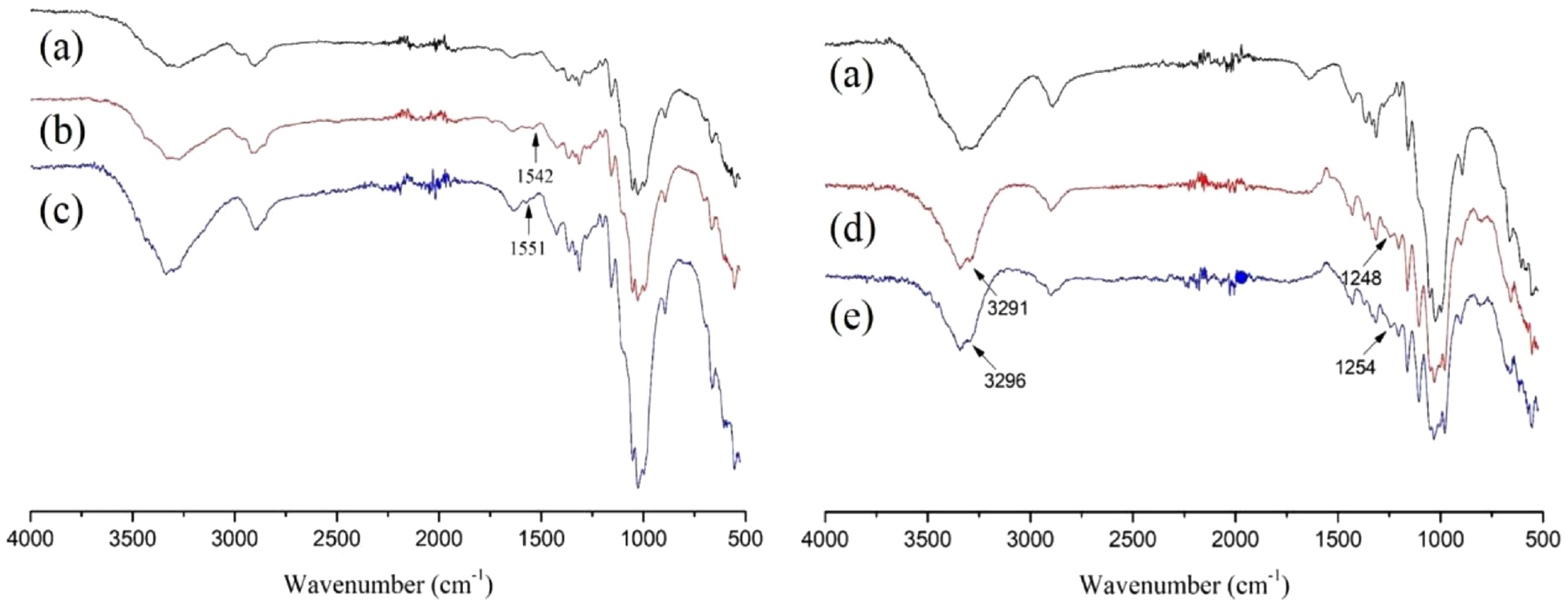
FTIR spectra of (a) cotton fabrics, (b) PT-coated cotton fabrics, (c) chlorinated PT-coated cotton fabrics, (d) CPT-coated cotton fabrics, and (e) chlorinated CPT-coated cotton fabrics.
Figure 5 reveals the SEM images of the surface topographies of cotton, PT- and CPT-coated cotton fabrics. It was observed that the uncoated cotton fabric surfaces were smooth. The surface of PT- and CPT-coated fabrics became rough compared with the uncoated cotton fabric.
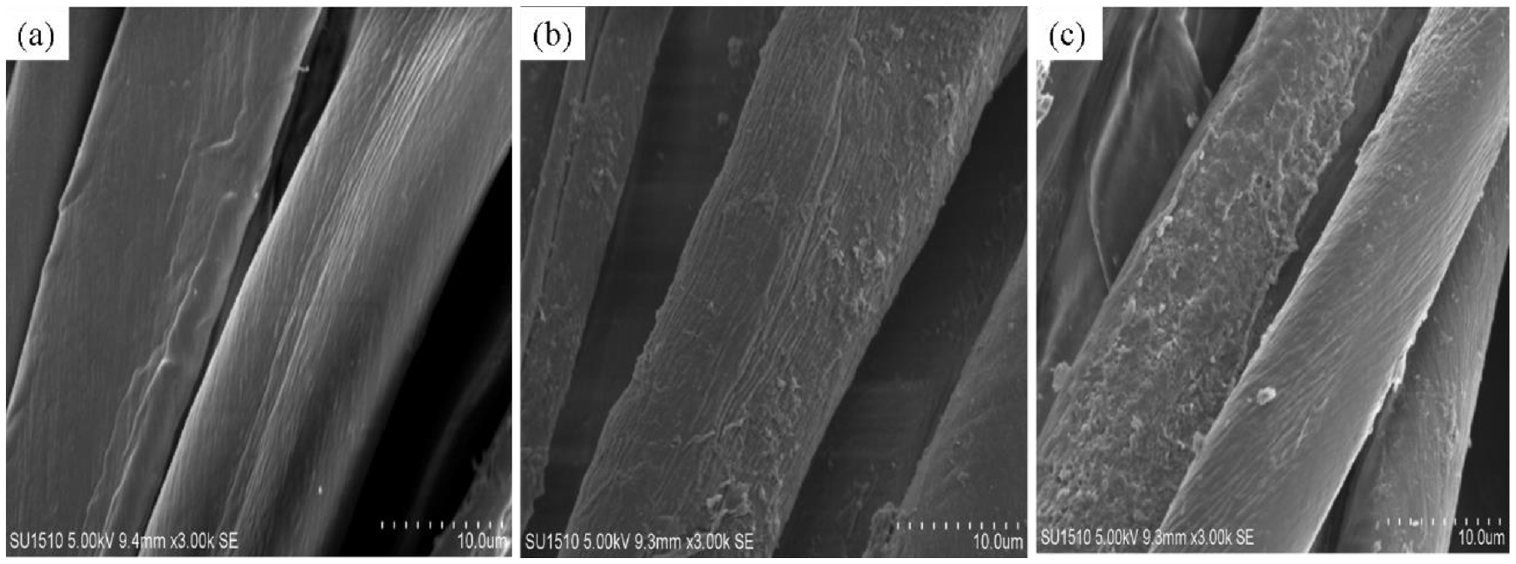
SEM images of cotton fabrics: (a) Uncoated, (b) PT-coated, and (c) CPT-coated.
Biocidal Efficacy
The biocidal efficacy of PT- and CPT-coated cotton fabrics against bacteria is shown in Figure 6. The chlorinated PT-coated fabrics could inactivate 97.49% (1.60 log) within 1 min and all (5.97 log) of Staphylococcus aureus within 5 min. The chlorinated PT-coated cotton fabrics could inactivate 99.98% (3.71 log) of E scherichia coli O157:H7 within 30 min. Because of the spherical shape of S. aureus, the bacterial reduction of the PT-coated fabrics for S. aureus was much more remarkable than that for E. coli O157:H7 (elongated rod shape).32,33 Furthermore, the chlorinated CPT-coated cotton samples completely inactivated 100% (6.03 log) of inoculated S. aureus and 100% (6.17 log) of inoculated E. coli O157:H7 within 5 min. The chlorinated CPT-coated fabrics were more intense in inactivation of both bacteria than PT-coated fabrics. The chlorinated CPT-coated cotton fabric (water contact angle was 15.3°) was more hydrophilic than PT-coated fabric (water contact angle was 38.2°) as the water solubility of CPT was higher than that of PT. As a result, the high hydrophilicity favored the contact of the active chlorine and bacteria on the coated fabrics and increased the inactivation rate. 20 The unchlorinated cotton coated with PT and CPT showed bacterial diminution resulting from the adhesion of bacteria to the samples.
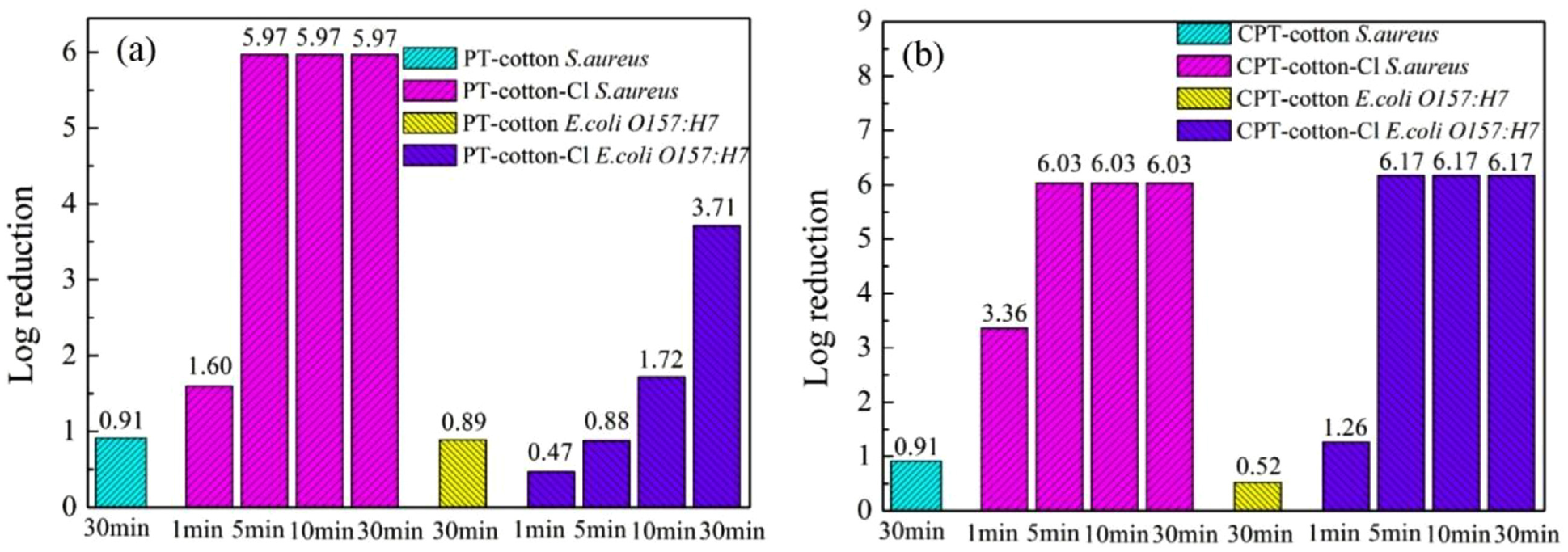
Biocidal efficacy of (a) PT- and (b) CPT-coated cotton fabrics against Staphylococcus aureus and Escherichia coli O157:H7. (a) Inoculi of S. aureus and E. coli O157:H7 were 9.33 × 105 CFU per sample and 2.77 × 106 CFU per sample, respectively. (b) Inoculi of S. aureus and E. coli O157:H7 were 1.07 × 106 CFU per sample and 1.47 × 106 CFU per sample, respectively.
Washing and Storage Stability
The washing stability of the coated fabrics is demonstrated in Figure 7(a). For the chlorinated PT-coated cotton fabrics, the retained chlorine decreased rapidly with the increase of washing cycles. Almost all chlorine was lost (from 0.12% to 0.02%) and 83% of the chlorine could be regained after rechlorination after 50 washing cycles, which demonstrated that 17% of the coating was lost after multiple machine washings. Meanwhile, after 50 washing cycles, 75% of chlorine on CPT-coated fabrics was lost due to the hydrolysis of the N–Cl bonds, 34 and over 93% chlorine could be renewed after rechlorination, which indicated that CPT-coated samples were more stable than PT-coated samples. An additional coulomb force was formed between cellulose anion and unreacted nicotinic acid triazine reactive groups in CPT, and the larger molecular weight prompted higher affinity between CPT and cotton fibers.
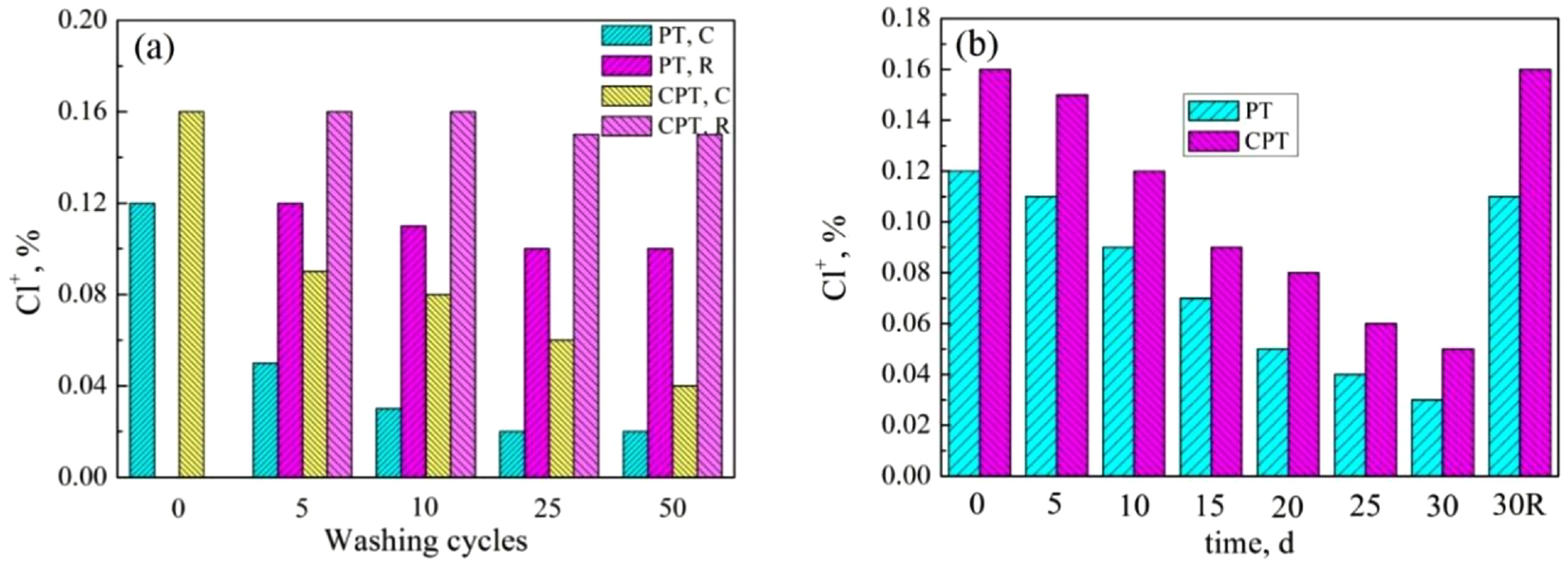
(a) Washing and (b) storage stability of the cotton coated with PT and CPT. C was chlorination before washing (Cl+%); R was rechlorinated after each washing cycle (Cl+%). Each washing cycle is identical to five machine washings in this method.
Figure 7(b) reveals the storage stability of active chlorine on the chlorinated cotton samples coated with PT and CPT at ambient temperature. After 30 days, the chlorine loading on the chlorinated fabrics coated with PT was decreased by 75% from the initial 0.12% to 0.03%. While 69% chlorine on the CPT-coated fabrics was lost (from 0.16% to 0.05%), the remaining chlorine maintained sufficient antimicrobial activity against the bacteria. 21 Almost all active chlorine on both PT- and CPT-coated cotton samples could be regenerated after rechlorination.
Breaking Strength Testing
The breaking strength of uncoated and coated fabric samples without/with chlorination is exhibited in Figure 8. Figure 8 shows that more than 90% of tensile strength of PT- and CPT-coated fabrics was retained in the warp direction before and after chlorination, and about 85% of tensile strength was retained in the weft direction. The breaking strength was decreased on account of the alkaline conditions. The hydrogen bonds were lost owing to the substitution of hydroxyl groups. 20 The oxidation of chlorine caused the small reduction of tensile strength after chlorination.
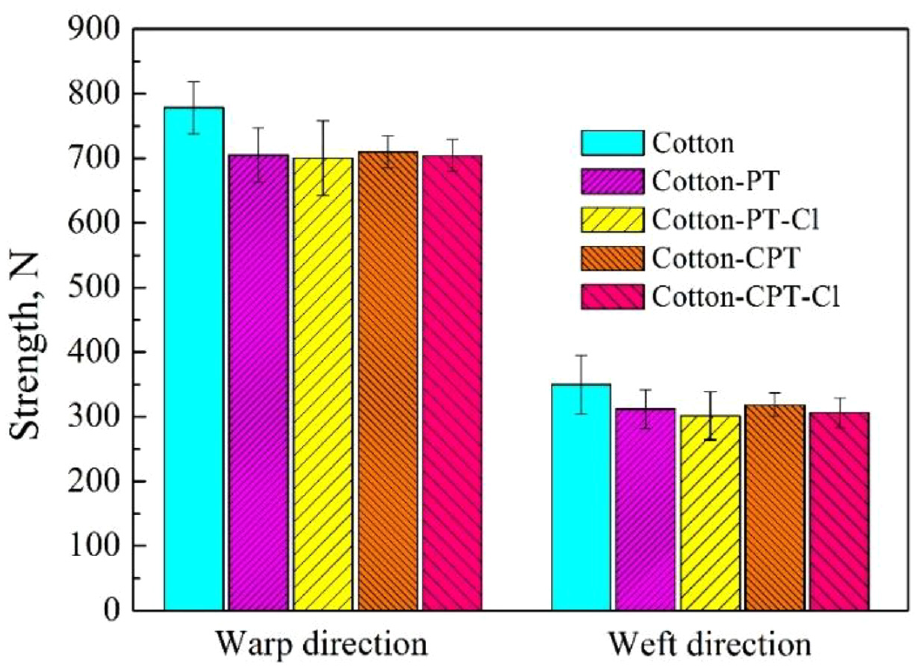
Breaking strengths of cotton fabrics and cotton fabrics coated with PT and CPT.
Conclusion
The antimicrobial N-halamine precursors of PT and CPT were synthesized and coated onto cotton fabrics via a low-temperature procedure which was parallel to the reactive dyes dyeing process. After chlorination, the PT- and CPT-coated fabrics displayed excellent antibacterial properties against bacteria. The chlorinated PT-coated fabrics could kill 100% of S. aureus within 5 min and 99.98% of E. coli O157:H7 within 30 min, while the chlorinated CPT-coated fabrics inactivated 100% of both S. aureus and E. coli O157:H7 within 5 min. The PT- and CPT-coated fabrics revealed well stability, and about 83% and 93% of the chlorine on the PT- and CPT-coated cotton samples could be regained after rechlorination after 50 washing cycles, respectively. Moreover, only a small amount of tensile strength was lost after finishing and chlorination both in the warp (about 10%) and weft (about 15%) directions.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by the Hubei Provincial Central Leading Local Science and Technology Development Special Fund (2022BGE253), Jiangsu Province Industry-University-Research Cooperation Project (BY2022893), Nantong Basic Science Research Program (JCZ2022100), Jiangsu Province Vocational College Young Teachers Enterprise Practice Training Project (2022QYSJ015), Jiangsu Advanced Textile Engineering Technology Center Funds (XJFZ/2021/10, XJFZ/2021/19), Scientific Planned Projects for Jiangsu College of Engineering and Technology (GYKY/2021/6), and Science and Technology Guiding program of China Textile Industry Federation (2022032).