
Abstract
Environmental pollution threatens the life of the world nowadays. Increasing the world population, rapidly changing fashion trends, and marketing activities have caused serious increases in textile production and consumption. As the size of the production volume increases, the effects of the textile industry on the ecosystem are increased as well. Recycling is critical in textiles to use less energy, water, and chemicals and to pollute our environment less. The aim of this study to develop functional and high value-added upholstery fabrics by recycling textile wastes. In the scope of this study, the effects of wastes obtained from different sources and different recycling fiber ratios on fabric properties were investigated. Furthermore, fabrics containing recycled cotton wastes blended with polyester fiber were also included. First, the abrasion resistance test was carried out on the fabrics produced from these waste fibers, and the fabrics with the best performance for upholstery fabrics were determined, and then flame retardant, water repellency, and soil release finishing processes were applied to these fabrics. It was concluded that the flame retardant, water, and stain repellent upholstery fabrics from recycled fibers were successfully developed. Also, fabrics containing 15% recycled cotton fabrics obtained better results among the fabrics.
Keywords
Introduction
The activities carried out in various industrial areas in the world cause significant environmental damage. There is a lot of research on the wastes generated because of these activities and their disposal. The increase in the world population, the rapid development of technology, and the developments in marketing activities have caused huge increases in textile production and consumption. The market size of the textile industry on a global scale is US$993.6 billion in 2021. Due to the increase in the demand for textile products, it is predicted that there will be an increase of approximately 4% in the compound annual growth rate (CAGR) from 2022 to 2030. 1
The COVID-19 pandemic has affected the global fiber production as well as affecting all sectors, and after years of growth, it appears to have decreased from 111 million tons in 2019 to 109 million tons in 2020. However, it is estimated that the fiber production will continue to increase in the coming years, and world fiber consumption values will reach 150–160 million tons in 2050.2,3
The effects of the textile industry, which has an important share in the global economy, on the ecosystem are just as important.4,5 Textile waste – which are released during and after the production process of textile products and have a large volume, and their disposal – are one of the most important factors threatening the ecosystem. On a global scale, 75% of textile wastes are sent to landfills, 25% are recycled or reused, and only less than 1% of textile products are recycled into clothing. 6 However, the raw materials used in the production process of textile products are natural and scarce resources requiring high amounts of water, energy, and chemical substance consumption; water pollution and greenhouse gas emissions related to these threaten the environment and human health.4–7 When the carbon emission amount is analyzed based on sectors, it is seen that the textile industry, which constitutes 10% of the total carbon emission amount, is the sector with the fifth largest share.6,8,9 Therefore, “recycling” and “sustainability” have gained great importance in the textile industry.
Today, cotton is still the most widely used natural fiber due to its properties such as high moisture absorption, wet fiber strength, softness, easy washability, and comfort.10,11 According to 2020 data, it is seen that the world cotton production amount is 26.2 million tons. 3 Furthermore, the world cotton production is expected to increase by 1.5% annually to reach 28 million tons in 2030. 12 Therefore, it is critical to recycle cotton fiber, which has an important share among textile fibers in terms of production amount.
Recycling of textile wastes can be carried out using mechanical, chemical, and thermal methods.13–15 In the mechanical method, textile wastes are opened and turned into fibers; in the chemical method, textile wastes are dissolved in chemical solvents; and in the thermal method, mostly petroleum-based polymer products (polyester (PES) yarn wastes, usually pet bottles) are melted again and turned into fibers and yarns by fiber spinning.13–15 The wastes obtained in cotton materials are mostly recycled using mechanical methods.
There are many scientific studies on the recycling of textile wastes. A large part of these studies are on the determination of the physical properties of recycled yarn14,16–23 and fabrics produced from recycled yarn.11,24–31 However, in the literature, it is seen that the studies on functional and high value-added fabrics obtained from recycled yarns are quite limited.
For upholstery fabrics, the flame retardancy, water repellency, and soil release are very important properties. As the soil release is important for usage and maintenance performance, 32 the flame retardancy property is necessary for life safety. The vertical burning result and limiting oxygen index are significant parameters to characterize flame retardancy.33,34
The aim of this study is to produce functional and high value-added upholstery fabrics by recycling textile wastes. In the study, the effect of different recycling fiber ratio and the wastes from different sources and the effect of using recycled cotton fibers in 50% PES/50% cotton blended yarns were investigated. The fabrics containing recycled cotton waste from weaving, spinning, and apparel unit as wastes from different sources, fabrics containing recycled cotton waste with 15%, 25%, and 35% as different waste ratios, and fabrics containing recycled cotton waste with PES fiber were used. First, the abrasion resistance test that is important for performance properties of upholstery fabrics was carried out. Second, the fabrics with best performance for upholstery fabrics were chosen, and then flame retardancy, water repellency, and soil release finishing processes were applied to these fabrics.
Materials and Methods
Materials
Within the scope of the study, the textile wastes were obtained from the spinning unit, weaving, and apparel production units by mechanical methods. The cotton yarns were spun from these recycled fibers. The woven fabrics were produced, and then the functional finishing processes were applied. The fabrics were classified in three groups. Supplemental Table S1 indicates the fabrics and their yarn properties.
The fabrics in plain construction were produced using air-jet weaving machines (Picanol OmniPlus 340 model, machine speed 550 r/min) in the weaving unit. To compare with the recycled fabrics in the first and second groups, woven fabrics with the same yarn count and fabric construction consisting of 100% non-recycled virgin cotton yarns were also produced and included in the study.
Different processes were applied during the recycling process of the textile wastes into yarn. The waste fibers obtained from the blowroom and carding machine in the spinning mill were collected and cleaned in the waste cleaning room, and the usable parts were included in the production again. The wastes generated in the weaving room were collected and shredded by pulling machine for fiber opening, and after that they were included in the yarn production again in the spinning mill. The third type of waste consisted of pre-consumer 100% cotton knitted fabric scraps that come out from the apparel company. These were classified according to their color and cut into smaller pieces. A number of shredding processes were applied and the scraps were turned into fibers and included in the yarn production. For weaving wastes, the number of shredding processes was four times, and for apparel wastes, it was six times.
In the literature, some previous studies have shown that when recycled fibers are mixed into production in the blowroom in the spinning mill, the yarn properties obtained are of better quality than those mixed on the draw frame.11,23 For this reason, in this study, the recycled fibers were included in the production in the blowroom, and the yarn production was carried out with the open-end spinning system.
During the usage of 100% textile wastes into yarn, some breaks occur and this prevents the efficient spinning process. Due to this problem to achieve the desired performance in the yarn production, recycled fibers were used in the study by mixing them with non-recycled fibers at certain rates. In addition, to work efficiently in the yarn production and weaving process, it is necessary to keep the rotor speed and yarn twist coefficients in the yarn machine (Saurer Schlafhorst Autocoro 8) at optimum settings.
In the study, preliminary trials were made before starting the yarn production to determine the production working conditions in the blends from the wastes coming from different recycling sources and the wastes used in different ratios. Rotor speed was worked at 75,000 r/min for Ne 8 yarns, 85,000 r/min for Ne 20 yarns, and 90,000 r/min for Ne 30 yarns. Similarly, appropriate adjustments were made in the yarn twist coefficients. The twist value was set at αe = 4.3 for Ne 8 yarns and αe = 5.4 for Ne 20 and Ne 30 yarns used in fabrics that did not contain recycled fibers. In fabrics containing recycled fiber, the twist value was adjusted between αe = 4.5–5 in Ne 8 yarns, αe = 5.5–5.8 in Ne 20 yarns, and αe = 5.8–6 in Ne 30 yarns.
In the study, woven fabrics were subjected to pre-treatment and then dyeing processes in the finishing mill. The applied pre-treatments were singeing, desizing, hydrophilizing, bleaching, mercerization, washing, and drying, respectively. The mercerization process for cotton fabrics was carried out to increase the luster and to improve dyeability. Then, dyeing, washing, and drying treatments were applied to the fabrics. The fabrics were dyed with reactive dyestuffs. The chemical structure of the reactive dyestuff was vinyl sulfone, and the color was blue.
Method
Abrasion resistance is one of the most important features that gives information about the durability of upholstery textile products. Therefore, the abrasion resistance test was used to determine the fabrics that provided the best performance for the upholstery. After the pre-treatment and dyeing processes of all fabrics obtained in this study, the finishing treatments of the selected fabrics were carried out according to their abrasion resistance performance.
After the abrasion test, in the first group, fabrics produced from spinning mill waste (RCoS), and fabrics containing 15% (15RCo) and 25% (25RCo) wastes were selected in the second group. In the third group, both fabrics were selected (Supplemental Table S1). To add functional properties such as flame retardancy, water repellency, and soil release, the finishing processes were applied to the fabrics. These applications were carried out in the laboratory conditions.
Flame Retardancy Finishing Process
In the flame retardancy finishing process, the solution prepared with 300 gr/L Ignisal SPN (organic and inorganic nitrogen compound) was applied in an Ernst Benz brand laboratory type padding machine with pick up 85%. After applications, the fabrics were dried at 100°C for 2 min, and then condensation was carried out at 120°C for 2 min in an ATAÇ GK40 model laboratory type stenter.
Water Repellency and Soil Release Finishing Process
After flame retardancy finishing, water repellency and soil release finishing treatments were applied to the fabrics. To obtain TiO2 and SiO2 chemicals, first, solutions were prepared with titanium(IV) isopropoxide (60 mL/L), tetraethyl orthosilicate (60 mL/L), ethanol (200 mL/L), and acetic acid (2 mL/L) compounds, and then, TiO2 and SiO2 nanoparticles were obtained from these solutions. The recipe was based on the concentration commonly used in the market. Furthermore, this recipe has been determined by considering the minimum decrease in fabric strength values after finishing processes and at the same time obtaining the desired functional properties.
In water repellency and soil release applications, the solution was mixed in a magnetic stirrer at 60°C for 2 h. The pH value of the prepared solution was kept at 4. 20 g/L polydimethylsiloxane (PDMS) was added to this mixed solution after 2 h, and it was mixed again in a magnetic stirrer at 60°C for 20 min. With these new solutions prepared, the fabrics were impregnated with pick up 85% in an Ernst Benz brand laboratory type padding machine. After application, the fabrics were dried and condensed at 150°C for 10 min in an ATAÇ GK-40 brand laboratory type stenter.
Testing and Characterization
Before the tests, the fabrics were conditioned under standard atmospheric conditions at 20 ± 2°C temperature and 65 ± 4% relative humidity in laboratory.
The abrasion resistance test was performed according to ISO 12947-3 (1998) standard using the Nu-Martindale test device. When the two yarn breaks occurred on the sample, the test was finished. Flame retardancy tests of all fabrics were carried out with the M233B model device of SDL ATLAS according to BS 5438 (1989) standard. At the end of the test, the char width and length of fabric were noted. The contact angles of the fabrics were measured using the water drop method in the KSV Cam 101 model device at room temperature. The water repellency test was carried out in the spray tester according to the AATCC TM22 (2017) standard. At the end of the test, the wetting condition of the surface was evaluated subjectively according to the standard pictures. The AATCC TM130 (2018) standard was used for soil release test. In the test, tea, coffee, and cherry juice stains were dropped onto the fabric. Then, the fabrics were washed in the Arçelik 3650 SJ model washing machine with 100 g Colormatic detergent for 12 min at 30°C without a pre-wash. After one and five cycles of the washing process, the fabrics were dried in the Arçelik 2772KT model dryer for 15 min. The dryer settings were normal cycle and medium dry. After drying, the samples were evaluated with the stain release replica. There is the appearance of dirts on the fabric samples was graded from grade 1 to grade 5 on the stain release replica. Grade 1 represents the worst stain removal value, whereas grade 5 represents the best stain removal value.
The preparation of stains is described as follows:
Preparation of tea stain: 10 g/L tea and 2 g/L sugar are brewed in warm water for 20 min, and then five drops are dripped onto the fabric.
Preparation of coffee stain: 10 g/L of coffee is added to warm water, and then five drops are dripped onto the fabric.
Preparation of cherry stain: five drops of cherry juice are dripped directly onto the fabric.
Scanning electron microscopy (SEM), Fourier-transform infrared spectroscopy (FTIR), and atomic force microscopy (AFM) analyses were carried out to see the effectiveness of fabrics with regards to flame retardancy, water repellency, and soil release finishing after multiple washings. The surface morphologies of the fabrics were visualized in the Thermo Scientific Apreo S brand SEM device. FTIR analysis was performed with the Perkin Elmer Spectrum Two brand device to determine the chemical structure of the fabrics. In order to examine the surface topography of the fabrics, AFM analysis was performed on the BRUKER Dimension Edge with ScanAsyst brand device, and the surface topography of the fabrics was displayed.
Statistical Analysis
The test results were evaluated statistically according to the 95% confidence level using the SPSS 25. Analysis of variance (ANOVA) variance analyses were used to determine the differences between the fabrics test results.
Results and Discussion
Evaluation of Abrasion Resistance
At the end of the abrasion resistance test, the fabrics that provide the best performance properties for the upholstery fabric were selected, and finishing processes were applied to these fabrics. The abrasion resistance test results are given in Figure 1.
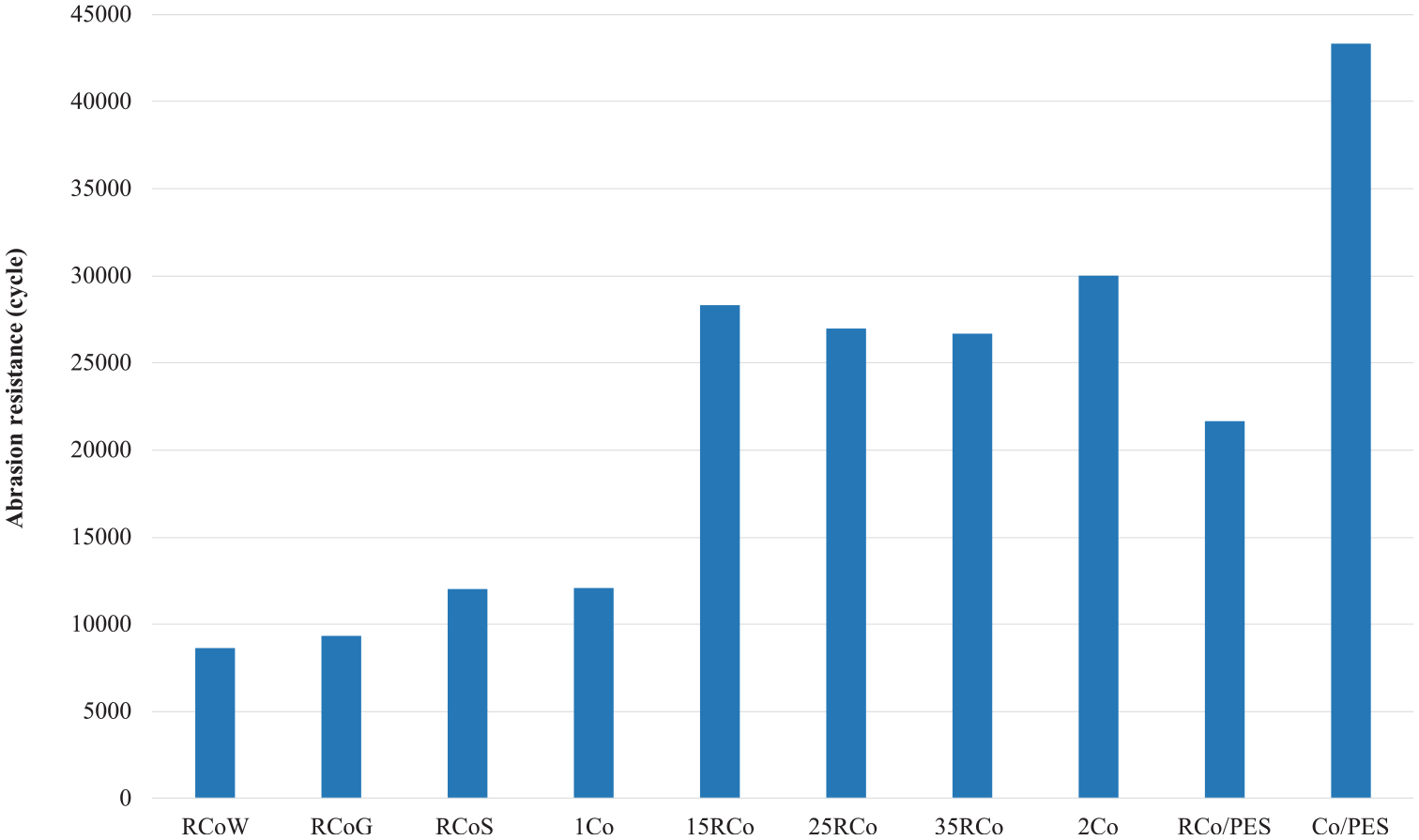
Abrasion resistance test results of reactive dyed fabrics.
As the abrasion resistance of all fabric groups is examined, it is seen that the abrasion resistance of the fabrics in the first group, which has a finer yarn count (Ne 30), has the lowest count of rubs among all fabric groups, and the breaks occur between 8600 and 12,100 cycles. When the abrasion resistance test values of the first group fabrics with different recycling types were evaluated statistically (p = 0.020 < 0.05), it was determined that there was a significant difference (p = 0.027 < 0.05) in the abrasion resistance cycle count values. As seen in Supplemental Table S2, in this fabric group, the fabric with the highest abrasion resistance and closest to 100% cotton fabric was the fabric containing recycled cotton waste obtained from the spinning mill (RCoS).
As the abrasion resistance of the second group fabrics with different recycled fiber ratios (15%, 25%, and 35%) is examined, it is seen that the count of cycles in which two yarn breaks occur is approximately between 26,000 and 28,000 cycles (Figure 1). In the statistical evaluation (Kolmogorov–Smirnov test), it was seen that there was no significant difference in the results of this group of fabrics (p = 0.877 > 0.05). As the test results of PES-blended fabrics were examined, it was determined that the test results of the group containing recycled fiber were slightly lower. Abrasion resistance cycle count values of PES-blended third group fabrics (50% cotton waste—50% PES and 50% normal cotton—50% PES) were statistically determined by the independent sample t-test results (p = 0.01 < 0.05). It is seen that there is a significant difference between the abrasion resistance cycles. The abrasion resistance of PES-blended fabrics that do not contain recycling is higher than that of the recycled PES-blended fabrics (Figure 1). After the evaluation of the test results, better abrasion performance was obtained from the fabrics produced from the spinning unit wastes (RCoS) in the first group and the fabrics containing recycled fibers in 15% (15RCo) and 25% (25RCo) rates in the second group; therefore, these fabrics were used for functional upholstery fabrics. In the third group, both fabrics were selected.
Evaluation of Vertical Burning
After the finishing applications, the samples were subjected to the vertical burning test. The fabric appearances after the burning test are given in Figure 2.
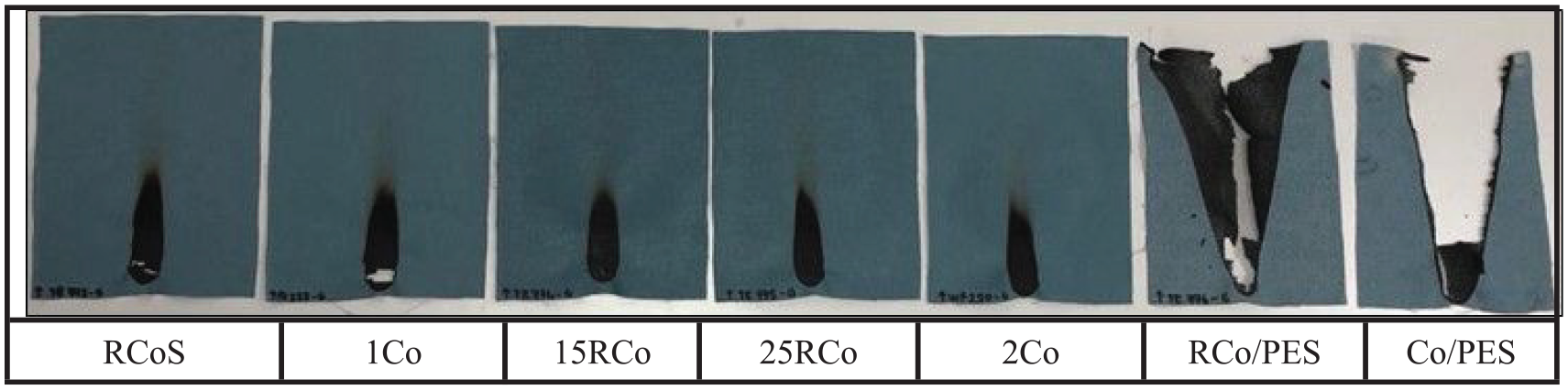
The images of fabrics after vertical burning tests.
The untreated fabric was completely burned at the end of the test. In the first group of fabrics, the fabric containing 25% recycled cotton waste from the spinning unit (RCoS) gave a slightly higher char length than the virgin fabric, while it showed better value in char width. In the second group of fabrics, the fabric containing 15% recycled cotton fiber (15RCo) showed a good burning behavior compared with the fabric containing 25% recycled cotton fiber (25RCo). Although the fabrics containing third group PES (RCo/PES and Co/PES) did not burn completely, the flame retardant effect of these fabrics was very low. In this group, there was no difference between the fabrics containing recycled fiber and virgin fabric in terms of char length, whereas the char width of the fabric containing waste was higher. When the burning results were evaluated, except for PES-blended fabrics, it was determined that the other fabrics showed flame retardant property and did not burn completely. As a result, after finishing applications, fabrics containing recycled cotton fiber provided good flame retardant properties as well as fabrics without recycled cotton fiber (Figure 2).
Evaluation of Contact Angle
After the finishing processes were applied, the contact angle measurement was made. The contact angle measurement results of the fabrics are given in Figure 3.
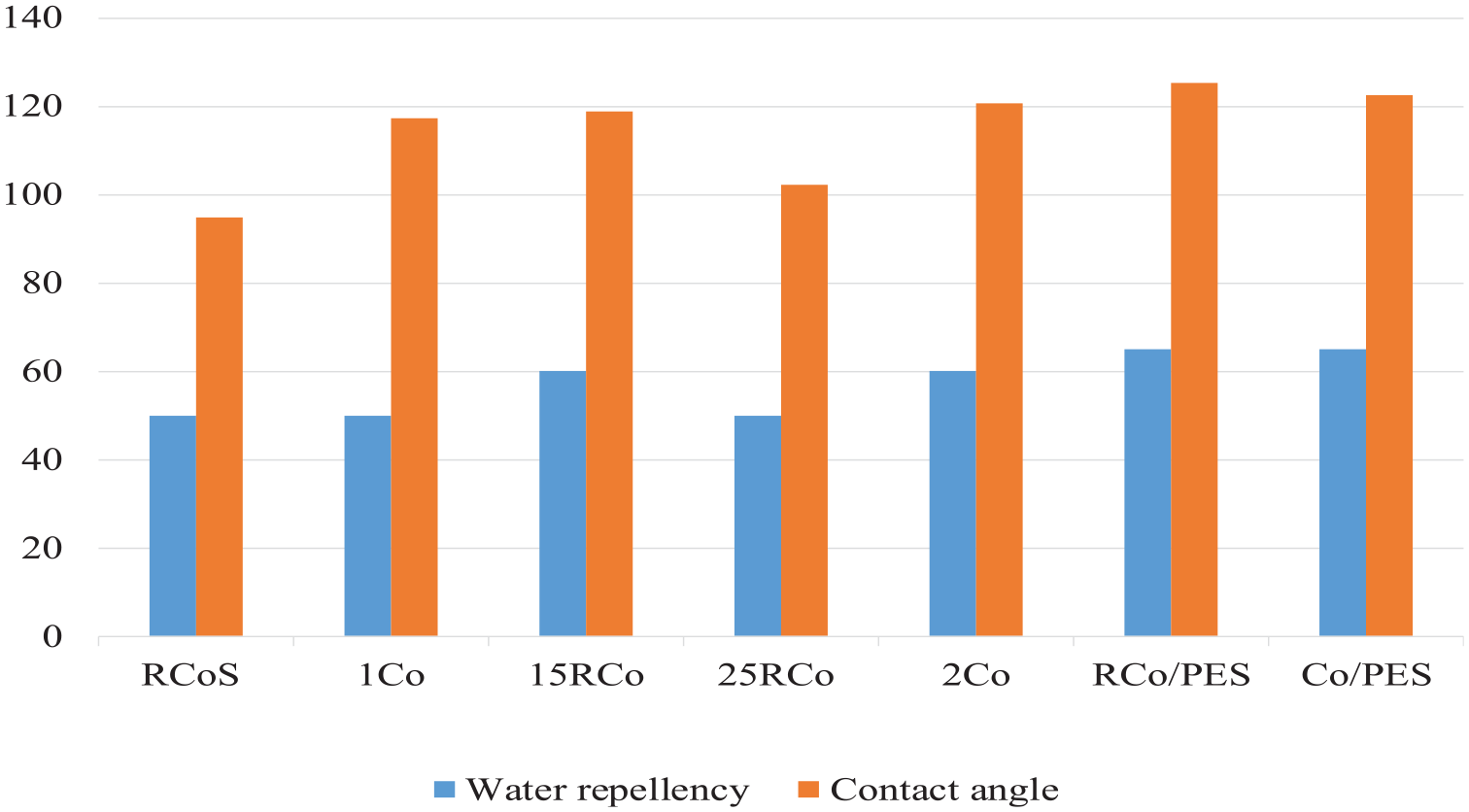
Water repellency and contact angle values of finished fabrics.
When the contact angle measurements of the finished fabrics were examined, it is seen that the contact angles were greater than 90° for all fabric groups. If the contact angle is above 90°, it means that water is absorbed by the fabric and the fabric is hydrophobic. Before the finishing processes, the fabrics were hydrophilic. After the finishing processes, the contact angles increased and the fabrics gained the hydrophobic property. It was thought that this result is sufficient for upholstery fabrics. 35 The highest contact angle was obtained in PES-blended fabrics. Because of the tight crystalline structure of PES fibers, the fabric has hydrophobic properties. When the effect of the recycled fiber content in the hydrophobic property of fabric was evaluated, it was observed that the contact angles of the fabrics containing 25% recycled cotton fiber (25RCo) in the first and second groups were lower than the fabric that did not contain recycled fiber (Figure 3). The hydrophobic character of the fabric containing 15% recycled cotton (15RCo) was found to be close to that of the virgin fabric.
Evaluation of Water Repellency
After the finishing process was applied, the water repellency test was carried out (Figure 3). In the first group of fabrics, the water repellency value of the fabric containing 25% recycled cotton (25RCo) waste from the spinning unit was found to be the same as that of the virgin fabric. Therefore, the usage of 25% recycled cotton (25RCo) waste from the spinning unit did not affect the water repellency of the fabric. It was seen that the water repellency values of the fabric containing 15% recycled cotton fiber (15RCo) from the second group of fabrics and 100% cotton virgin fabric (2Co) were same. Therefore, the recycled fiber content of 15% did not have a negative effect on the water repellency value of the fabric. The water repellency values of PES-blended 50% recycled cotton/50% PES and 50% cotton/50% PES fabrics had the highest values compared to other fabrics. This can be explained by the fact that the PES fiber has a hydrophobic character due to its tight crystalline structure.
Evaluation of Soil Release
After the finishing processes were applied, the soil release test was carried out. In Figure 4, the fabric appearances are given after stains are dripped onto the fabrics. The soil release values of the fabrics are given in Supplemental Table S3, respectively.
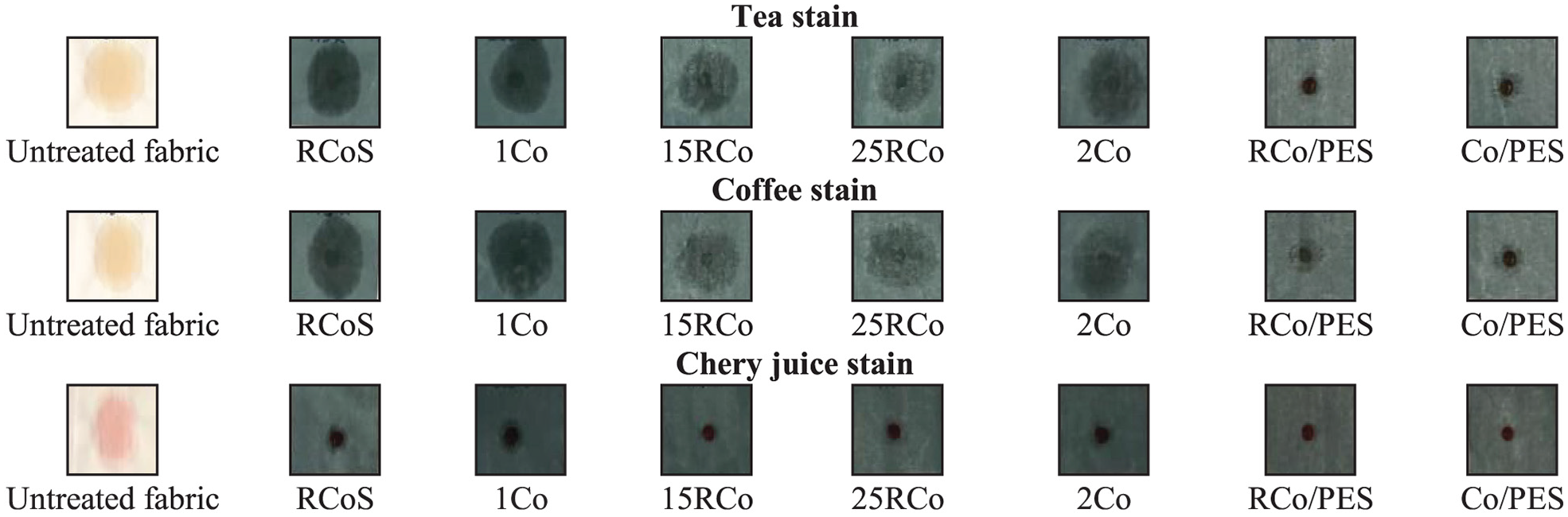
The appearances of tea, coffee, and cherry juice stains on the fabrics.
It was seen that the soil release values of the recycled fabrics after 1, 5, and 10 washings (Supplemental Table S3) were quite high compared to the soil release values of the untreated fabrics. When the values of tea, coffee, and cherry juice stains were examined, it was seen that after one washing, the second group fabrics (15RCo, 25RCo, 35RCo, 2Co) had a lower value than the other fabrics, and after five washings, these values increased to value 5 and the soil disappeared completely. Therefore, it can be said that the soil release values of all finished fabrics are quite high.
Evaluation of SEM Analysis
Images of the SEM analyses of untreated cotton fabrics and fabric with water repellency and soil release finishing before washing and after 10 washings are given in Supplemental Figures S1 and S2.
When the images of the untreated cotton fabric are examined in Supplemental Figure S1, it is seen that the yarn and fiber surfaces were smooth and clean, and there was no rough appearance. SiO2 and TiO2 nanospheres are clearly visible on the surface of the fabrics with applied water repellency and soil release finishing processes. In particular, in the images magnified 10,000 times, dense SiO2 and TiO2 particles on the surface of the fibers and the roughness are clearly visible.
When Supplemental Figure S2 is examined, SiO2 and TiO2 nanoparticles are still visible on the surface of fabrics which were 10 times washed after the finishing treatment. However, it is clearly seen in images of magnified 10,000 times that the number of particles is less compared to non-washed fabrics, and most particles are removed from the fabric by washing.
Evaluation of FTIR Analysis
FTIR analyses of untreated and treated fabrics (15RCo/RCoPES) were performed in reflection mode in the range of 4000–600 cm−1, which are given in Supplemental Figure S3.
In Supplemental Figure S3, when the FTIR analyses of untreated and treated fabrics are examined, it can be determined that the broad band centered approximately 3330–3333 cm−1 belongs to the hydroxyl (OH−) functional groups found in cellulose. The absorption peaks at 2891, 1368, 1314, 1160, and 1024 cm−1 also belong to the functional groups (CH, CH2, CH3, C–O–C) in the structure of cellulose. The absorption peaks in the range of 800–897 cm−1 show the symmetrical stretch vibrations of the Si–CH3 and Si–O–Si groups in PDMS. According to the results of FTIR analyses, Si–CH3 and Si–O–Si bonds were detected.36–44 These results showed that TiO2 and SiO2 nanoparticles were successfully bonded to fabrics by the padding method. Similar results were obtained for the PES/Co-blended fabrics.
Evaluation of AFM Analysis
AFM analyses of untreated and treated fabrics (15RCo/RCoPES) were performed. Images and root mean square (RMS) (surface roughness) values of AFM analyses are given in Supplemental Figure S4.
As seen from Supplemental Figure S4, while the surface of the untreated fabrics appeared quite smooth, the surfaces of the fabric samples that were treated appear very rough. In addition, the surface roughness values (RMS) of treated fabrics were higher than those of untreated fabrics. The reason is for that nanosized roughness was formed on the surface of the fibers with the finishing processes. This result is also supported by contact angle values and SEM images.
Conclusion
Recycling is critical in textile industry to use less energy, water, and chemicals and to pollute our environment less. The aim of this study was to develop the functional and high value-added upholstery fabrics by recycling textile wastes. The flame retardancy, water repellency, and soil release are very important properties for upholstery fabrics. While the soil release is important for usage and maintenance performance, the flame resistance is necessary for life safety.
According to the abrasion resistance results, it was revealed that fabrics containing recycled cotton fiber from the spinning unit and 15% blended with recycled cotton fibers (15RCo) were obtained better results. The flame retardancy, water repellency, and soil release treatments were applied to the selected fabrics.
The fabric containing 15% recycled cotton fiber (15RCo) revealed the best resistance to burning compared to the others according to vertical burning test results. The highest contact angle and water repellency values were obtained in recycled cotton/PES-blended fabrics among the groups. It is another considerable result that the hydrophobic character of the fabric containing 15% recycled cotton (15RCo) was found to be close to that of the virgin fabric.
When the results of soil release were evaluated, it was observed that the recycled fabrics gave similar and/or the same results as the virgin fabrics. These results were quite good (grade 4–5 and grade 5). As the washing results of stained fabrics were examined, it was determined that the soil release property was still existing in all fabrics even after 5 and 10 washings.
As the SEM images of the untreated cotton fabric are examined, it was seen that the yarn and fiber surfaces were smooth and clean, and there was no rough appearance. However, in the SEM images of the treated cotton fabrics, SiO2 and TiO2 particles were seen on the surface of the fibers and the roughness was obviously visible. FTIR results also showed that TiO2 and SiO2 nanoparticles were successfully bonded to treated fabrics. In AFM images, the RMS values of treated fabrics were higher than those of untreated fabrics. According to the results of SEM, FTIR, and AFM analyses, it was revealed that the water repellency and soil release processes of the recycled fabrics were successfully applied.
As a result, it was concluded that environmentally and nature-friendly products with high added value can be produced using recycled fibers. This study will contribute to the textile industry in terms of sustainability by reusing the textile wastes and reducing the environmental burden.
Supplemental Material
sj-docx-1-aat-10.1177_24723444221147976 – Supplemental material for Multifunctional Modification with TiO2, SiO2, and Flame Retardant Agent on Upholstery Fabrics Produced From Recycled Cotton Fibers
Supplemental material, sj-docx-1-aat-10.1177_24723444221147976 for Multifunctional Modification with TiO2, SiO2, and Flame Retardant Agent on Upholstery Fabrics Produced From Recycled Cotton Fibers by Nilgün Özdil, Eylen Sema Dalbaşı, Arif Taner Özgüney and Leman Atiker in AATCC Journal of Research
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the TUBITAK Institution (Turkish Scientific and Technological Research Council) in Türkiye with the project no. 120M192. Also, the authors thank Menderes Textile Company for their support in yarn and fabric production.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.