
Abstract
To promote the effective utilization of sludge and slag produced in nature and from human activities, this paper summarizes the research progress in the field of building materials on the basis of expounding their classification and characteristics. (1) Sludge and slag include silt, sludge and industrial waste residues. These three materials are mainly composed of SiO2, which can be used to produce building materials after treatment and can also be used as admixtures, including roadbed admixtures. (2) Silt and sludge are widely used in building wall materials and roadbed materials, etc. Industrial waste residues can be used in the production and processing of green concrete and glass-ceramics. (3) In addition to continuing to use existing utilization methods, key treatment technologies and new treatment devices can be further developed according to the characteristics of sludge and slag. Moreover, observations and mechanistic analysis of the microscopic structure of industrial waste residues and research on strong and weak utilization methods based on the performance of building materials can be carried out, and more efficient and energy-saving excitation or activation technologies will be developed. These efforts will eventually lead to the development of functional building materials with excellent performance and environmentally friendly characteristics to achieve the differentiated utilization of silt, sludge, and industrial waste residues and realize the efficient transformation of resources. This paper provides useful insights for the application of sludge and slag in the field of building materials.
Introduction
Unstoppable natural deposition and prosperous human production and life have brought a large amount of solid waste (mainly including silt, sludge, and industrial waste residues) to the planet. For example, the production of general industrial solid waste in China exceeds 3.8 billion tons in 2021. 1 They may raise waterways and endanger river and sea traffic and they may be rich in toxins and endanger the ecological balance, etc. Therefore, solid waste has caused serious pollution and has become a major problem in urban environmental governance. Moreover, due to the rising cost of raw materials and the increasing societal requirements for environmental protection, it is very important to find low-cost and green alternatives to raw materials. In accordance with sustainable development strategies, the concept of waste recycling came into being.
Regarding the utilization of solid waste, records from the Roman era 2000 years ago report the use of waste residues to build roads. 2 Tay 3 mixed wastewater sludge with clay and then sintered it to make bricks, and then they explored the possibility of using sludge and fly ash as lightweight fine aggregates and gelling agents. 4 In 1997, Japan developed a brick-making technology that completely utilizes sludge incineration ash. The minimum compressive strength of the bricks can reach 78.4 MPa. 5 In 2011, Yen et al. 6 studied the hydration characteristics of ecological cement clinkers obtained by firing marble sludge. Lafhaj et al. 7 studied the self-compacting material of silt treated by the Novosol process for backfilling trenches and its 20 different formulations. Liu et al. 8 used sludge and construction waste to produce self-insulating bricks by combined incineration. Meanwhile, the development of more types of solid waste has been flourishing in recent years, and scholars have started research on the resource utilization of glass, 9 plastics, 10 rubber tires, 11 and even waste tea leaves12,13 and cigarette butts 14 in the field of building materials.
In view of the above, to more effectively realize the utilization of sludge and slag in the building materials industry, this paper summarizes the research progress in the use of sludge and slag in solid waste in the field of building materials in the past two decades and points out the main problems, prospects and several development directions. It is expected that the development of green and environmentally friendly recycled building materials will lead to the more rational and effective utilization of sludge and slag.
Classification and physicochemical properties of sludge and slag
As their names suggest, sludge and slag are derived from urban life, industrial sludge, river sludge, and industrial waste residues. The following sections provide a description of the characteristics of these materials, which are important to understand research progress in this field and adopt several targeted methods to achieve effective utilization.
Silt and sludge
Considering the differences in the composition of silt and sludge, the following descriptions will be made separately.
Silt
Silt is formed by the erosion of rocks and soils, organic activities, and local discharges caused by human and industrial activities. 15 According to the statistics of dredging sludge operation, it can reach 250 Mm3 every year in Europe alone, 16 of which 50 Mm3 occurs in France. 17 Silt refers to soft soil with a large average natural moisture content18,19 (50% higher than that of sludge) and a void ratio greater than 1.5. Silt mainly includes muddy dredged material from ports, waterways, rivers, and lakes that has fine particles, clay content of more than 20%, an extremely high initial moisture content, and a specific surface area of up to 300 m2/kg 20 . The composition of silt is related to its environment. This paper divides silt into two categories: natural silt and silt derived from human production and life activities. The former silt derives from the natural accumulation of mud-like materials. According to the relevant literature,21,22 taking the silt of Savannah Harbor (Savannah, Georgia, USA) as an example, its main mineral components are kaolinite and quartz (Figure 1(a) and (b)), and the main components are SiO2, Al2O3, Fe2O3, CaO, etc. (Figure 1(c)). Silt also contains components such as potassium, sodium, and calcium oxides that act as fluxing agents during the firing of bricks and promote fusion of the firing materials at lower temperatures. 23 However, its plasticity is poor, and its reactivity is very low, so it can only be used after active modification. 22 The latter silt derives from lakes and pond bottoms in areas affected by human life, and the overall organic matter content is relatively high due to human activities and the deposition and degradation of materials. Moreover, depending on the source of silt, its organic matter content and application scenarios are also different. Only silt with low organic content can be used to produce building materials such as sintered bricks, 24 so the application of silt below will mainly focus on natural silt and silt produced by human activities with low organic content.

Composition of silt 25 : (a) Kaolinite, (b) Quartz, and (c) main ingredient proportion.
Sludge
Sludge is a solid precipitated material produced by the sewage treatment process.26,27 According to its source, sludge can be divided into municipal sludge, pipe network sludge, and industrial sludge, which come from sewage plants, drainage collection systems, and various factories (such as textile mills, 28 paper mills, 29 etc.), respectively. According to statistics, the annual output of sewage sludge in European Union countries is 0.1–30.8 kg per capita, and the total amount has increased from 6.5 million tons in 1992 to 9.8 million tons in 2005 (an increase of nearly 50%). 30 In 2019, China’s sludge production exceeded 60 million tons, and it is expected to exceed 90 million tons in 2025. 31 At present, the activated sludge method, that is, the use of microorganisms to degrade organic pollutants in sewage is widely used in sewage treatment. However, a large amount of excess sludge will still be produced in this process, and it contains a large amount of biomass (also called biosolids) converted from organic matter, and its loss on ignition is high, so it is not suitable for sintering. Sludge mainly consists of SiO2, Al2O3, Fe2O3, and CaO (Figure 2(a)). Therefore, after concentration, dehydration, solidification, drying, incineration, etc., incinerated sludge can be used to produce building materials. 32 Using electron microscopy, Peng et al. 33 observed that the sludge surface gradually mineralized after aging, and spheroidal crystal minerals gradually appeared after pyrolysis (Figure 2(b)). In particular, in the samples aged for 4 weeks, spherical crystals were produced at 750°C and 950°C, which are beneficial to the stabilization of heavy metals.

Industrial waste residues
As a byproduct of industrial production, waste residues, including fly ash, coal gangue, and slag, has long been considered industrial waste. According to statistics, in 2019, 196 large and medium-sized cities in China generated 1.38 billion tons of general industrial solid waste. 37 According to related papers, 34 various industrial waste residues, including fly ash and slag, have different components due to different production routes, but they are all dominated by active components such as SiO2 and Al2O3 (Figure 2(a)) and therefore have different degrees of pozzolanic activity. Since some waste residues were found to have good cementitious properties, they have been widely used in blocks, cement, concrete, roadbed materials, etc. Taking copper slag (a type of slag, Figure 2(c)) and fly ash as examples (Figure 2(d)), their initial grains are round, with a large specific surface area, good adsorption characteristics, and easy formation of dense structures. These materials can be used as cement clinker admixtures or concrete admixtures. 38
Copper slag is calcined to a liquid state at high temperature and then rapidly cooled to form a granular porous structure with higher specific strength and better heat exchange capacity. However, for some waste residues with low utilization rates due to low activity or high hardness, other utilization methods need to be developed. For example, the iron content of steel slag is high, resulting in high hardness and a high grinding cost. Moreover, the early strength is low and cannot meet the requirements for use without active excitation. However, the surface of steel slag is rough, and its abrasion resistance is good. Therefore, steel slag is generally mixed into pavement materials and can be used as an aggregate in asphalt pavement to improve the flexural strength and crack resistance and ensure the long-term stability and resistance to deformation at the same time.39,40 It should be noted that the content of heavy metals in waste residues produced by heavy industries may exceed the standard values, so such residues must be remediated before they can be recycled. 41
Application of sludge and slag
This section describes the applications and research progress in the field of building materials according to the two categories of sludge and industrial waste residues described in the previous sections.
Application of silt and sludge
Both silt and sludge are mainly composed of SiO2, which are excellent substitutes for filling wall materials and roadbed materials. Due to their excellent characteristics of lightweight and high surface hardness, they have been widely studied by domestic and international scholars and engineers.
Building filling wall material
The building filling wall materials are mainly composed of various types of bricks and masonry. It can be seen from the foregoing that silt with low organic matter content can be mainly used to prepare sintered bricks, while sludge with generally high organic matter content and serious loss on ignition is more suitable for the preparation of non-sintered bricks. Both of them will be described in detail below.
Sintered bricks
Low organic matter content silt can be used as a natural clay substitute due to its high content of silica-alumina compounds and its continuous availability, 42 but the silt contains organic (polycyclic aromatic hydrocarbons, polychlorinated biphenyls, tributyltin, and dioxins) and inorganic (heavy metal substances lead, chromium, zinc, copper, etc.) contaminants above safety thresholds due to its direct output from dredging operations and its intrinsic lack of treatment of stabilized/solidified contaminants that will have serious consequences for humans, plants, and animals. 43 When silt is used as a raw material in the firing process of sintered bricks, most of the metal contaminants are converted into stable compounds in the brick matrix or volatilized. Therefore, due to the above characteristics and reasonable preparation process, the produced silt sintered bricks can meet the environmental requirements given by the existing standards. They have been applied to small single-story buildings (the area is 20 m2), as shown in Figure 3(a), 42 and the quality is reliable. The metal concentrations and volatile organic compounds concentrations in brick dust are far lower than the average exposure values 44 and indoor air guideline values, respectively, 45 which is quite worthy of promotion. The following are the specific research details related to silt.

The application of sintered bricks, the effect of moisture content on sintered bricks, and the physical and mechanical properties of sintered bricks. (a) Fabrication of a single-story building. 42 (b) Effect of the moisture content on the formation of cracks in 100% dredged sediment bricks dried at 110°C (b1) and fired at 950°C (b2). 23 (c) Compressive strengths of 100% silt bricks (with moisture contents of 32%, 37%, and 40% in Mixes 1, 3, and 5, respectively) and 50% silt-50% natural clay bricks (Mix 7). 23 (d) Thermal conductivity of sintered bricks. 48 Among them, D + 0.5C means 50% urban river sediments and 50% clay, D + 0.4C means 60% urban river sediments and 40% clay, and D + 0.3C means 70% urban river sediments and 30% clay.
First, the average compressive strength of the bricks made by sintering the silt as the whole (the content is 100%) raw material (herein referred to as “pure silt bricks”) can already reach the basic grade of ASTM C62 building bricks due to its great characteristics. 46 The test shows 23 that moisture content and sintering temperature are two key factors that affect the compressive strength of pure silt bricks. Specifically, the excessive moisture content is more likely to induce shrinkage cracks (Figure 3(b1) and (b2)); the optimal sintering temperature for pure silt bricks is 1000°C (Figure 3(c)). Second, to further expand the ultimate strength and application range of silt bricks, the silt content was adjusted and studied, and it was found that the compressive strength decreased as it increased. Therefore, it is necessary to balance the relationship between the compressive strength and the amount of silt. 47 When measures were taken to reduce it to 50% (i.e. increase the proportion of clay), the quality of sintered bricks improved significantly (Figure 3(c)), and their average strength was 185% higher than the standard for building bricks. Likewise, 1000°C is still the optimum sintering temperature.
On the premise that mechanical properties such as compressive strength are guaranteed, silt can also play a greater role in the thermal insulation performance of bricks. For example, Xu et al. 48 used silt from the Qinhuai River in China as the main raw material to produce high thermal insulation bricks, and the samples fired at 1050°C showed good thermal insulation properties (Figure 3(d)). The thermal conductivity of the silt bricks made by Veiseh and Yousefi 49 using Foroun-Abad Mine (located in Iran) silt is 0.24 W/m·K, which is only approximately 1/4 of that of ordinary bricks and meets the needs of building energy conservation.
Non-sintered bricks
Due to its low contents of silicon and aluminum and high loss on ignition, sludge is not suitable for independent use to make sintered bricks. It is necessary to use curing agents such as cement and lime to solidify sludge to make non-sintered bricks.50,51 Generally, the solidification of sludge is achieved by the physical or chemical encapsulation of sludge by gelling substances formed by hydration, such as cement. Ca2+, Al3+, and SO42− in the hydrate are easily replaced by other ions in the sludge to achieve stable solidification of the sludge. For example, in 2010, Liu et al. 50 solidified industrial sludge with ordinary Portland cement, slag cement and aluminate cement to make non-sintered bricks (Figure 4). Crystal phase analysis showed that the alumina cement-solidified sludge was mainly composed of gypsum and ettringite, its 28d compressive strength was significantly higher than that of other cement-solidified bricks, and its frost resistance also reached relevant standards. Additionally, the compressive strength increased with decreasing cement-to-water ratio. For example, the compressive strength of alumina cement-solidified sludge specimens varied from 41.3 to 35.7 MPa at cement:sludge:water ratios of 1:0.5:0.5–0.8 (Figure 4). Therefore, from an economical point of view, the use of aluminate cement to solidify sludge to make non-sintered bricks can greatly reduce the amount of cement required to meet strength requirements. Li et al. 53 studied the mechanical properties of non-sintered bricks made of lime- and cement-solidified sludge. Compared with the value of unburned bricks made from pure sludge, the addition of cement and lime greatly improved the compressive strength. However, a lime content of more than 40% caused the strength to decrease. The author speculates that in one case, an excessively high content of lime dilutes the reactivity, and in the other case, the alkalinity is too high, which leads to the destruction of the internal structure. In addition, to meet the requirements of fast forming and high early strength in industrial production, only 4–5 h of curing at 80°C is necessary to achieve satisfactory strength. Xiang et al. 52 added fly ash to non-sintered silt brick and successfully increased the strength of non-sintered silt brick to 15 MPa by using the microaggregate effect and pozzolanic activity; fly ash also improved the compactness of the embryo, thereby improving the durability of the non-sintered brick.

Compressive strength of non-sintered bricks. 50 The upper half is the 28d compressive strength of sludge bricks solidified with different kinds of cement (cement:sludge:water = 1:0.5:0.5). C indicates cement. The lower half is the 28d compressive strength of sludge bricks cured with aluminate cement as a curing agent at different ratios (mixing ratios = cement:sludge:water).
Roadbed material
As a roadbed material, more attention is given to the hardness, strength, compactness, stability, and economy of the constituent materials. Silt and sludge have become excellent choices for roadbed materials due to their large output and mainly SiO2 components, which can meet the requirements of the above indicators after simple treatment or solidification.
Generally, the mechanical properties of silt are insufficient for civil engineering applications. The treatment of deposits with hydraulic binders and particle correctors can improve their mechanical properties. 53 In France, civil engineering activities consume more than 450 million tons of granular material every year, 80% of which is used for road construction. 54 To this end, Kasmi et al. 55 treated the silt with hydraulic binders/quick lime and particle correctors (such as dredged sand and industrial waste, etc.) to improve its hardness. The results showed that the mixture of 30% silt and 70% sand exhibited the greatest compactness (Figure 5(a)). For radial compression and elastic modulus, the 360d estimated value coefficient equations were calculated from the 90d measured values according to standard test NF P98-114-3 with the introduction of a corrector. It was confirmed that the mixture could be used as roadbed material. In addition, the typical dosage in the field of road construction is further clarified: the dosage of hydraulic binder (ROLAC 645) is 6% and the dosage of lime is 0%, 5%. 53

To facilitate industrialization, for conventional concrete, Zdiri et al. 56 designed a compressible packing model to determine the percentage of each component (sediment, Bolon Sand, and Bolon Gravel) and the optimal particle density of the mixture (Figure 5(b)). Different combinations of silt and Bolon Sand were obtained. After compressive and tensile strength tests, it was confirmed that the silt could be used in road engineering. For the well-known environmentally friendly roller compacted concrete (RCC) pavement with fast construction speed, high durability, extremely low maintenance requirements and low cost, 57 silt helps to improve the mechanical strength of RCC and increase the density (over 2300 kg/m3), 56 which has been widely used in France, Tunisia, and many other countries. It is worth noting that the specific geotechnical and chemical composition of silt as a road construction material needs to be checked. The presence of silica in the samples (4% or 6%) was determined by leaching testing significantly reduced the amount of contaminant (cadmium) by Silitonga, 43 classifying it from non-hazardous waste to inert waste. The addition of silica can improve the unconfined compressive strength (UCS), and the addition of 6% silica fume can pass the tensile strength test so that the treated sludge can be applied to the foundation material for roadbed construction and is environmentally friendly.
For sludge, as mentioned above, the content of solid precipitation material, organic matter or metal and other harmful substances produced by the sewage treatment process is relatively high, and the application in roadbed materials is mainly realized by adding curing agents such as cement and fly ash. 58 For example, Zubova et al. 59 added incineration ash to nepheline sludge. When the ratio of nepheline sludge and ash is 3:7, nepheline sludge acts as an activator for ion exchange reaction and has the highest strength and elastic modulus (reaching 6.2 and 183 MPa, respectively, Figure 6(a)). Whether from the point of view of physics and mechanics or economic indicators, it can be used as a roadbed material. For dredged sludge with high organic content, its performance can be improved by adding curing agents (cement, fly ash, slag, and phosphogypsum, etc.) and strong oxidants (KMnO4). Gu et al. 60 comprehensively confirmed that solidified dredged sludge can meet the requirements of roadbed materials based on the properties of unconfined compressive strength, hydration products, toxicity characteristics, water stability, freeze–thaw resistance and volume stability. Even for industrial sludge containing a large amount of heavy metals, such as textile sludge 61 and electroplating sludge, 62 cement-fly ash can be used to solidify/stabilize the sludge and then use it as a roadbed backfill material. For example, after adding gypsum and skeleton material (cement and quicklime (CL)) to textile sludge, 61 the physical microstructure of the sludge was greatly improved by the special spatial grid structure formed by particles and cementation products, and its UCS increased from below 100 kPa to more than 400 kPa (Figure 6(b)). Similarly, for electroplating sludge, Zhang et al. 62 experimentally tested the mechanical properties of stabilized/solidified electroplating sludge specimens and evaluated their environmental risks, confirming the feasibility of their use in roadbed materials.

Mechanical properties of solidified/stabilized sludge. (a) The tensile strength and elastic modulus at a 3:7 ratio of nepheline sludge to ash. 59 (b) The unconfined compressive strength of the solidified/stabilized sludge of gypsum and framework materials, 55 where C stands for Cement, L stands for Quicklime, and B stands for Gypsum.
Application of industrial waste residues
Industrial waste residues can be divided into chemical byproducts and machined scraps from their sources. The former is mostly reactive and can be used in the preparation of admixtures by using its activation characteristics such as gelling; the latter is biased toward mechanical behavior and can be used in the preparation of lightweight aggregates by using its own mechanical characteristics, such as hardness.
Green concrete
Green concrete is a high-performance, high-durability concrete formed by improving concrete raw materials by adding mineral admixtures, recycled aggregates and other components. It must meet the requirements of environmental friendliness and sustainable development, and must effectively protect the environment and improve resource utilization. 63
Admixture
Fly ash, slag, coal gangue, silica fume and other waste residues have been widely used in cement-based materials as admixtures of concrete. Not only do these materials reduce the use of cement clinker, they also improve the properties of concrete. Taking fly ash as an example, it can improve the strength, shrinkage and creep of concrete. However, domestic and international studies have reported that there is a critical value of fly ash content, and exceeding this value will destroy the microaggregate effect of concrete. Zhao et al. 10 studied the effects of fly ash admixtures and found that the amount of fly ash affects the combination of fly ash and concrete interfaces at the microscale, thus affecting the creep of concrete. The author speculates that under an excessively high admixture amount, there is more free fly ash in the matrix, which prevents full combination at the interfaces and has a negative impact on the concrete (Figure 7(a)). In addition, the reaction of pozzolan with a large amount of fly ash is slow, and the 28d strength cannot accurately reflect the performance of concrete, so researchers have studied the performance of large-volume concrete under long-term curing. 64 With increasing curing time, the pozzolanic reaction with a large amount of fly ash can be fully carried out, the carbonization depth is significantly reduced, the concrete strength is significantly improved, and the carbonization resistance and shrinkage properties of the concrete are also improved (Figure 7(b) and (c)).
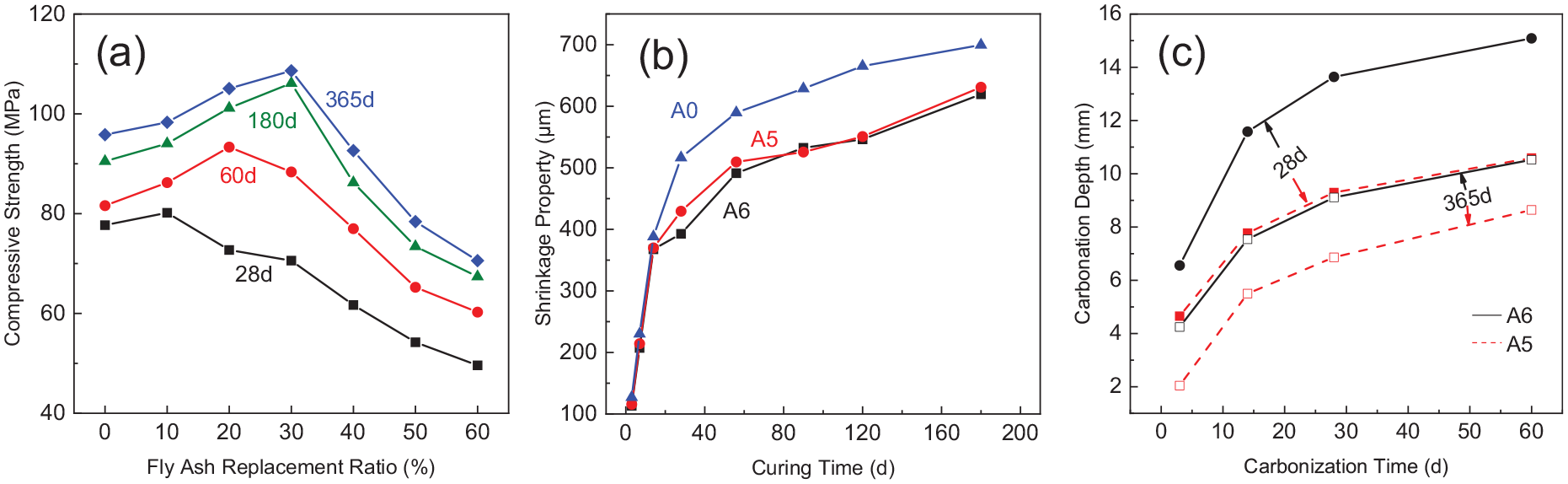
Performance of concrete under different fly ash mixing amounts and curing times. (a) Compressive strength. (b) Shrinkage property. (c) The relationship between the carbonization depth and carbonization time. 64
In addition, to further improve the performance of concrete, many studies have investigated the use of related compound admixture technologies. For example, Haider et al. 65 studied the mechanical properties of multicomponent hybrid concrete prepared by replacing cement with activated alum sludge ash (AASA), silica fume (SF), blast furnace slag and palm oil fuel ash. They found that at the same substitution level, the mechanical properties of ternary mixed concrete were significantly higher than those of binary mixed concrete, among which ordinary Portland cement + AASA + SF had the highest strength. This is because compared with blast furnace slag and palm oil fuel ash particles, the particles of SF are 3–4 times finer. SF can not only participate in the hydration reaction more fully and produce more hydrates but also fill more pores, increasing the compressive strength. Later, the same authors 66 studied the durability of multicomponent mixed concrete using AASA and other ashes. They found that AASA is more easily converted into soluble silicate in a chloride or sulfate solution environment, producing more C-S-H gel, making the structure denser and hindering the migration of moisture. The results showed that 15% AASA mixed concrete has better resistance to chloride ions and sulfate solution corrosion. Chen et al. 67 tested the chloride ion permeability of single-, double-, and triple-active mineral admixture concrete and found that adding two or more mineral admixtures could effectively reduce the diffusion depth of chloride ions in concrete. However, there is a lack of research on the influence of mineral admixtures and on the deep diffusion mechanism and corrosion law of chloride ions. Li et al. 68 confirmed that the sulfate corrosion of fly ash concrete is worse than that of ordinary concrete and that its later strength is no different from that of ordinary concrete, while the addition of slag powder will improve the sulfate corrosion resistance of concrete. However, the addition of fly ash and mineral powder significantly improves the sulfate resistance of concrete because of the super-stacking effect. Song and Niu 69 studied the effect of composite admixtures on concrete carbonation. They found that a single mixing of fly ash deteriorates the carbonation resistance of concrete, while the use of triple-mixed concrete (fly ash + slag + silica fume) effectively improves the carbonation resistance. They also found that a low water-binder ratio can improve the carbonation resistance; moreover, the experiments of Zhao et al. 70 also proved that the low water-binder ratio is more conducive to inhibiting the creep of concrete. The water-binder ratio is also an important factor affecting the durability of concrete.
Lightweight aggregate
Lightweight aggregates are widely used in lightweight aggregate concrete. Natural lightweight aggregates include various minerals, such as pumice formed by volcanic eruptions and amorphous silica. 71 However, due to the uneven size and substandard strength of natural lightweight aggregates, man-made lightweight aggregates are more widely used. Recycling a large number of machined scraps as raw materials has prominent environmental significance. The surface hardness of different scraps is also very different, so it has inherent and completely different application scenarios.
In this paper, hard plastic is described as a representative of materials with a hard surface hardness. 72 Recycled plastic aggregate (RCPA) can replace traditional coarse aggregate (CA, such as stone, etc.) in concrete, Pawar et al. 72 replaced 10%, 20%, 30%, and 40% of the CA mass with RCPA, it was found that concrete with 30% replacement amount had the best strength (Figure 8(a) and (b)), and its compressive strength, flexural strength, and splitting strength were significantly improved compared with the reference mix, which increased by 5.3%, 12.9%, and 19%, respectively. However, its disadvantage is that with the increase in the proportion, the workability of concrete decreases by approximately 15%.

The effects of aggregate replacement with recycled plastics and rubber on the strength and workability of concrete. (a) The effect of recycled plastic replacement amount on concrete compressive strength, tensile strength, and split tensile strength, 72 where the red shaded box plot represents tensile strength. (b) The effect of the replacement amount of recycled plastics on concrete slump. 72 (c) The effect of rubber content on concrete slump. 73 (d) The effect of rubber content on the compressive strength of concrete. 73
Relatively, rubber is described as a representative of materials with a soft surface hardness. Depending on their particle size, both coarse aggregates and fine aggregates can be replaced in concrete. First, cube-shaped rubber blocks with sizes of 5, 10, 15, and 20 mm were prepared to replace the coarse aggregate and tested by Haryanto et al. 73 Unlike the aforementioned hard scrap aggregates, its workability is improved, and the slump can be guaranteed to be in the high range of 125–151 mm (Figure 8(c)). However, its compressive strength and elastic modulus decreased by up to about 65% and 40%, respectively, with the addition of soft scrap aggregates (Figure 8(d)). 73 Second, for example, Chai et al. 74 prepared recycled crumb rubber (RCR) with two particle sizes of 0.3 and 0.16 mm and replaced the fine aggregate with RCR and conducted experimental studies. 75 The compressive strength results show the same law as the large particle size scrap (replacement of coarse aggregate) but also reflected its characteristic that with the decrease in particle size, the ductility index was effectively improved. The ductility index of the specimens was effectively improved with decreasing particle size. In addition, improved abrasion resistance and impact resistance are also properties of small particle size soft scrap aggregates. For the former, due to the resistance of crumb rubber to friction and grinding, adding an appropriate amount of rubber aggregate to concrete can improve the abrasion resistance76,77; for the latter, when the natural sand replacement rate is in the range of 10%–30%, the overall impact resistance of concrete can be enhanced by 12% due to the sharp absorption of high tensile stress by rubber aggregates. 78
Glass-ceramics
Glass-ceramics is new polycrystalline silicate materials crystallized from waste glass under the action of catalysts or crystal nucleating agents. They are dense and uniform mixtures composed of a crystal phase and residual glass phase. 79 Usually, the size of crystals can be from nanometers to micrometers, and the number of crystals can reach 50%–90%. It has high mechanical strength, chemical resistance, thermal stability, etc. It can comprehensively utilize glass scraps and reactive industrial waste residues (such as fly ash) for production, which is of great economic, technical and scientific significance. 80 In the building materials industry, glass-ceramics is mostly made into sheets with large spans and often used for wall or floor decoration, etc. 81 Considering that its loading conditions are mainly subject to flexural, most studies mainly focus on flexural strength as its quality evaluation index.
Zeng et al. 82 prepared samples by mixing and grinding fly ash and waste glass at different weight ratios (90:10, 80:20, 70:30, and 60:40, labeled G1, G2, G3, and G4, respectively). The experiment showed that its flexural strength showed a trend of increasing first and then decreasing (Figure 9(a)). When the amount of waste glass added is 40% and the sintering temperature is 1100°C, the surface of the glass-ceramics is dense, and the flexural strength is as high as 43 MPa (Figure 9(a)), which is suitable for high-strength architectural glass-ceramics. The experimental results provide a basis for the industrial production of direct sintering glass-ceramics. 82 Lu et al. 83 systematically studied the effect of two raw material particle sizes (44 and 6 mm, coarse powder and fine powder, respectively) on the mechanical properties of glass-ceramics. Compared with the coarse powder, the fine powder has the advantages of fast sintering speed, high densification, high crystallinity, good crystalline anisotropy, and grain refinement, which is expressed in the flexural strength, that is, the flexural strength of fine powder wollastonite microcrystalline glass is more than 50% higher than that of coarse powder wollastonite microcrystalline glass (Figure 9(b)). Fine powder usually means a lower sintering temperature and higher density and is the first choice for the preparation of high-performance functional ceramics.

Effects of sintering temperature, particle size and CaO content on the flexural strength of glass-ceramics. (a) The effect of temperature on the flexural strength. The actual picture shows the microstructure of the porous sintered glass-ceramics. (b) The effect of coarse/fine powder content and temperature on the flexural strength. (c) The effect of CaO content on the flexural strength of glass-ceramics with different crystallization times.
In addition, if industrial waste residues containing higher-value oxides (such as SiO2, Al2O3, CaO, and Fe2O3, etc.) are used as raw materials, ultrahigh-performance ceramics with higher strength and wider application can be prepared. Depending on its composition, it can be used as a raw material in a CaO-Al2O3-SiO2 system or a CaO-MgO-Al2O3-SiO2 system for the production of architectural and decorative glass-ceramics. For example, for glass-ceramics materials produced from steel slag, with the increase of CaO content and crystallization time, the number of crystal phases increases. With the increase in CaO content, more wollastonite crystals are precipitated, and the crystals will lead to passivation of the crack tip and prevent the crack from spreading through the interface between the crystal phase and the glass phase, which can effectively improve the flexural strength of the sample. The maximum flexural strength can reach 145.6 MPa (Figure 9(c)). Moreover, due to its good microstructure, glass-ceramics can also effectively improve the anti-erosion and brasion resistance. 81
Countermeasures and prospects of addressing problems
As mentioned above, scholars have performed many useful studies on the utilization of sludge and slag as building materials. However, due to the diversity of sources, sludge, and slag vary widely, have a complex composition and are difficult to apply. In recent years, governments around the world have vigorously supported large-scale scientific research projects for the renewable utilization of solid waste resources almost every year.84–87 This also shows that it is difficult and time-consuming to realize the able application of sludge and slag. Appropriate methods must be applied in consideration of the physical and chemical properties of each material to maximize its resource value. Based on the current situation, materials such as fly ash and slag can be recycled to produce compound concrete, which can be applied to practical projects and can achieve good results. Therefore, the utilization of this kind of sludge and slag is still mainly based on existing methods. Silt and sludge need to be classified, recycled, and effectively diverted, and more widely applicable utilization methods must be developed. The existing problems and their countermeasures and prospects are described below.
Silt and sludge
At present, although research on non-sintering bricks made from silt and sludge has been published, high-energy-consumption sintered bricks are still the main materials available on the market, which does not conform to the concept of low-carbon environmental protection. In general, the mechanical properties of pure silt and sludge building materials are insufficient. Therefore, it is necessary to continue to carry out research on the basic performance of these materials and to develop key treatment technologies according to their characteristics, such as interface modification of silt and sludge, active excitation technology, rapid dehydration and drying technology, etc.
Certain contents of lignocellulosic materials such as lignin, hemicellulose and cellulose fibers have also been found in silt and sludge, and national forestry companies in countries such as Finland and Sweden have successfully used such silt or sludge to make paper. 88 This success implies that the potential applications of silt and sludge also include environmentally friendly and formaldehyde-free organic adhesives for use in building structures or decoration materials. The former can be widely used in the reinforcement of building structures (such as the pasting of fiber cloth). The latter can be widely used in lightweight partition walls, ceilings, etc. Therefore, in the future, first, according to the types of bonding surfaces (metal, wood, carbon fiber, etc.) that may exist in the construction industry, tests of peel strength and aging resistance should be widely carried out, and systematic and concise guidelines and standards should be established.
The thermal insulation performance of building wall materials has also attracted the attention of researchers. Jia and Zhang 89 used lake silt and domestic sludge to prepare composite sintered bricks, and experiments confirmed that the thermal insulation performance could be greatly improved. The main principle is that the treated sludge can produce a foaming reaction, hydration and pozzolanic effect, enabling its use as the main component for the manufacture of lightweight pore-structured materials. 90 The pore structure of a material can significantly affect its thermal conductivity. However, the specific mixing ratio and its influence on the foaming behavior and the corresponding heat transfer mechanism still need to be further studied.
In addition to the above three points, “waste–waste combination” is also recommended. Some scholars have used corn silk fiber, a byproduct of corn, to enhance the strength behavior of colloidal sludge and confirmed that corn silk fiber improves the failure strength, failure strain, ductility, and stiffness. 91 Therefore, on the basis of the inherent characteristics of materials, the scope of raw materials can be expanded to include more types of agricultural and forestry byproducts, thus realizing “waste–waste combination” with local materials. For example, wheat, rice and cotton straw92,93 are widely available in Chinese farmland, but due to their flammability, 94 their application is greatly limited. However, when silt and sludge are mixed with straw with or without an appropriate amount of cement (which can be adjusted according to the required strength), the viscosity of the sludge enables the production of a sandwich plate core material, as shown in Figure 10, whose cavity can be used for mechanical filling. 93 Not only does this approach improve the mechanical and thermal insulation properties of the original excellent structure, but the adhesive protective layer of the silt and sludge also assists straw in becoming flame retardant. The development of such integrated filled functional sandwich plates 95 has great prospects.

Preparation of a sandwich plate core block by mixing wheat, rice straw, and silt or sludge.
Industrial waste residues
Although a large number of studies have found, mainly through scanning electron microscopy, X-ray diffraction and other methods, that factors such as the dosage, the type of admixture and the water-binder ratio have a very important influence on the mechanics and durability of cement-based materials, focus has been placed only on observing the internal microstructure of concrete, while research is lacking on the chemical reaction and mechanical action mechanisms at the microscopic level. As the academician Sun Wei found, the interface combination of admixtures and cement-based materials is an important factor affecting the performance of cement-based materials.10,96,97 Therefore, a future research direction is to improve the bonding state of the concrete interface and provide a more direct scientific basis by observing the microstructure and its mechanism.
Among the research on the types and dosages of external admixtures in compound admixture technology, there is a lack of studies on the coupled effects of multiple factors, such as the type of external admixture, dosage, water-binder ratio, and curing time. Furthermore, an excessively high content of waste residue will seriously affect the early strength of concrete. At present, its activity is mainly improved by alkaline excitation or mechanical excitation to improve the early strength. It is also very meaningful to develop more efficient and energy-saving new activators and activation technologies in the future.
For different wastes, reasonable utilization methods can be adopted according to their physical and chemical properties; for example, molding methods such as firing, curing, thermoplastic, and polymerization can be applied, supplemented by appropriate modification or strengthening methods. Furthermore, through surface modification, alkaline excitation, admixture addition, mechanical activation, fiber reinforcement, and other treatments, the performance of industrial waste building materials can be improved. The water-binder ratio, dosage, temperature, maintenance conditions and other factors can also be modified to optimize the production process, improve production efficiency, and meet industrial production needs.
Based on the current application of industrial waste residues, this paper proposes the following “strong and weak utilization methods” based on the properties of building materials. “Strong utilization” refers to the development of building materials with better mechanical properties that can be used in the load-bearing parts of structures. For example, fiber reinforcement was used to develop a composite sandwich plate structure. However, how to achieve effective interfacial bonding between waste residues, fibers and resins needs to be further studied. It is also necessary to further explore the basic mechanical properties of materials based on experiments and numerical calculations. Moreover, short fibers can be added into cement-based materials to improve the toughness of the cement matrix, but the fiber content, length and distribution form and the quality of the cement-based interface are important influencing factors, and the preparation process needs to be optimized according to practical application. “Weak utilization” refers to the use of waste residues in the development of functional building materials with functions such as thermal insulation and sound insulation, which are applicable to the nonload-bearing parts of structures.
Conclusions
Based on the classification and characteristics of sludge and slag, this paper summarizes their application and research status in the field of building materials, provides relevant countermeasures for existing problems, identifies future development directions, and draws the following conclusions:
Sludge and slag mainly include silt, sludge and industrial waste residues. These materials have a wide range of sources and a high recycling value. The three above components are mainly composed of SiO2, which is widely applicable and can be used to produce sintered bricks, non-sintered bricks and other building materials, as well as roadbed materials, and as admixtures for cement or concrete.
Substantial progress has been made in the application of sludge and slag in the field of building materials. First, sludge needs to be cured with curing agents such as cement, lime and fly ash, which can produce non-sintered bricks with good strength and durability. Both can be applied to roadbed materials. Second, industrial waste residues can be used in the production of green concrete and glass-ceramics. The internal structure of concrete is improved through the pozzolanic reaction and microaggregate reaction of active minerals; the performance of concrete is further improved through the super-stacking effect of admixtures by using compound admixture technologies. Regarding aggregates, according to the characteristics of the sludge waste, a reasonable utilization method can be selected, such as application as lightweight aggregates or aggregates in roadbed.
The problems existing in the application of sludge and slag in the field of building materials have been expounded in detail, and the proposed countermeasures and prospects are as follows. In addition to continuing to use existing utilization methods, key treatment technologies and new treatment devices can be further developed according to the characteristics of various sludge and slag types to optimize the production process and improve production efficiency. Furthermore, observations and mechanistic analysis of the microscopic structure of industrial waste residues and research on the strong and weak utilization methods of building materials based on their performance are being carried out, and more efficient and energy-saving excitation or activation technologies are being developed. As a result of these studies, the application fields and methods can be expanded and may include the use of these materials as formaldehyde-free adhesives and thermal insulation core materials.
In short, it is necessary to select the appropriate utilization method according to the nature and utilization of the material under consideration and to develop green functional building materials with excellent performance to achieve the differentiated utilization of sludge and slag and realize the efficient transformation of resources. The countermeasures and prospects proposed in this paper for the problems existing in the construction of sludge and slag provide valuable inspiration for their application in the field of building materials and other fields.
Footnotes
Acknowledgements
The authors also would like to thank Miss. Cheng Shang for his selfless help. Finally, contributions by the anonymous reviewers are highly appreciated.
Contributorship
YS researched literature, conceived the study, and wrote the manuscript. NH investigated, oversaw data collection and analysis. NH, CH, and SR provided revisions to the manuscript. ZW provided resources. All authors reviewed and edited the manuscript and approved the final version of the manuscript.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Postdoctoral Research Funding Program of Jiangsu Province [2018K121C].
Guarantor
NH.