
Abstract
The academic literature, policy makers, and international organizations often emphasize the value of networks that, allegedly, may contribute to subcontractor upgrading, innovation, and economic welfare. By contrast, it is difficult to assess whether engagement in production outsourcing networks also accrues some advantages to outsourcers (contractors). To research differences between these organizations and vertically integrated organizations, we analyzed a sample of 1,031 industrial plants, statistically representative of firms with more than 50 employees in Spain’s manufacturing industry. We used t-tests, nonparametric tests, and chi-square tests, and hypotheses were tested for three subsets of companies, classified by the R&D intensity of the industry. In each set of industries, subcontracting is systematically associated with small batch production. By contrast, vertically integrated plants are more inclined to use mass production. In every type of industry, subcontracting is a form of governance especially efficient for the diffusion of new technology. Plants that subcontract production are more likely than integrated plants to adopt advanced manufacturing technology, whatever the R&D intensity of the industry. We conclude that outsourcers seem better prepared than vertically integrated organizations to meet customers’ requirements but employment of subcontracting do not lower necessarily their technology needs—a widespread “pro-network” argument.
Keywords
Introduction
Production outsourcing networks and vertically integrated firms account for two important forms of organizing production. The former have acquired increasing importance in some developed countries’ industry and are currently spreading to developing countries (EIM & IKEI, 2009; Kakabadse & Kakabadse, 2002).
The literature has emphasized the possible advantages accruing to subcontractors who participate in production outsourcing networks (e.g., transfers of technology; Amesse, Dragoste, Nollet, & Ponce, 2001; Innocenti & Labory, 2004; Lehtinen, 1999; Morris & Imrie, 1993; Podolny & Page, 1998). A review of the literature concludes that “the vast majority of the evidence analysed is overall extremely positive about the value of business-to-business networks and their impact on the innovation process” (Pittaway, Robertson, Munir, Denyer, & Neely, 2004, p. 158). It has also been claimed that, in some industries, networks yield greater economic welfare than vertical integration as contractors may share the capacity of different suppliers, promoting savings of overall investment costs (Kranton & Minehart, 2000). These research findings may have contributed to the existence of what Grandori (1999) calls “a general widespread pro-network bias” among academics, international organizations, and policy makers (p. 2). Policies have encouraged subcontracting in countries such as Italy, Ireland, Korea, Malaysia, and the United States (Negrelli 2004; Podolny & Page, 1998; United Nations Conference on Trade and Development [UNCTAD], 2001). The United Nations Industrial Development Organization (UNIDO, 2003) has promoted subcontracting partnerships to help small and medium-sized subcontractors in developing countries and economies in transition.
However, it is difficult to assess whether engagement in production outsourcing networks also accrues some advantages to contractors (outsourcers or clients). With some exceptions (see, for instance, Bengtsson, 2008), systematic research into the differences between companies engaged in production networks, that is outsourcers, and nonoutsourcers, remains scarce.
An important issue is whether outsourcers are more likely than nonoutsourcers to adopt advanced technology. One reason why companies outsource production appears to be, after all, to avoid investment in expensive equipment (Berggren & Bengtsson, 2004; De Propris, 2001). So far, the debate on this subject has left a practical question unanswered: Is subcontracting superior to other forms of corporate governance in promoting the adoption of new manufacturing technology in the industry? Furthermore, output flexibility, a trait the literature often associates with production networks, has rarely been studied in its general dimension. The alleged shift toward flexible production has largely been analyzed within local production systems (Becattini, 2002; De Propris, 2001; Paniccia, 1998; Storper & Harrison, 1991). Given the increasing popularity of offshoring and extraregional production networks (Hagedoorn, 1994; Hätönen & Eriksson, 2009; Holl & Rama, 2009; Mol, van Tulder, & Beije, 2005; Razzolini & Vannoni, 2011; Sturgeon, 2002), it would be useful to understand more clearly whether firms that choose vertical disintegration have more chances to improve their output flexibility, whatever their partner’s location. Lack of consensus on such questions is partly due to insufficient large-scale analyses.
While the empirical literature in this field has provided important analyses, it has been mainly concerned with case studies, rarely offering systematic evidence. The few large-scale studies on subcontracting are often at the industry (not at the industrial plant) level (see, for instance, Díaz-Mora, 2008; Mol, 2005). There is still a considerable dearth of statistical analyses to complement such research and provide a broader picture of the phenomenon. Second, most of the models of industries that rely on external economies have been built on examples taken from Japan, Italy, and Germany and have concentrated on specific sectors, such as automobiles, within these countries (Sturgeon, 2002). Analyses of national industries (and sectors) other than those traditionally studied by previous researchers may help to draw a more accurate picture of the so-called new paradigm for industrial organization.
To summarize, more research supported by large representative samples and standardized measurements is necessary to overcome the limitations of previous studies confined to certain countries, regional samples, and a limited selection of industries. A better understanding of these aspects may contribute to the formulation of informed industrial policies.
To study differences between outsourcers and nonoutsourcers, we analyze data taken from a plant-level survey of Spanish industrial firms conducted in 2003. We compare these industrial plants to understand better if those that prefer disintegration are (a) better prepared to customize production and (b) have a potential to adopt new manufacturing technology. We also try to understand (c) if subcontracting enables industrial plants to reduce their equipment requirements, compared with vertically integrated plants. The total sample included 1,031 industrial plants (hereafter, plants). Given size, sector, and geographic location, our sample is representative of Spain’s manufacturing plants with more than 50 employees. In 2007, following Germany, France, and Italy, Spain hosted the largest subcontracting industry in the EU-15, in terms of turnover associated with manufacturing subcontractor activity (EIM & IKEI, 2009), hence the interest in analyzing the Spanish case.
The section “Theoretical Background and Hypotheses” provides a review of the literature and proposes our hypotheses. The section “Data” describes the data used in the empirical analysis. The “Results” section tests for differences between outsourcers (production networks) and nonoutsourcers. The section “Discussion” discusses the results and the section “Conclusion” offers some conclusions.
Theoretical Background and Hypotheses
There is no standard definition of outsourcing (hereafter, we use the terms outsourcing and subcontracting). Most authors, however, stress that subcontracting differs from mere market transactions of readymade parts/components in that products supplied by subcontractors (suppliers) are based on specifications (quality, design, etc.) issued by the outsourcer (client or contractor; Andersen, 1999; Bala Subrahmanyan, 2008; Díaz-Mora, 2008; Gilley & Rasheed, 2000).
We define production outsourcing as an arrangement in which a company (the outsourcer) requests from another independent firm (the subcontractor) the supply of an input or of parts and components; these must be manufactured according to the outsourcer’s specifications. We focus only on subcontracting that involves legally distinct industrial establishments (not within-company subcontracting), and on outsourcing of tangible materials and components (not of services). The term outsourcing has also been used in a purchasing perspective in trade studies, international business (IB) studies, and part of the management literature (Rama & Holl, 2013). This perspective sees outsourcing as trade in parts, components, and tasks deriving from the fragmentation of (national or international) production, whatever relationships exist between the buyer and the supplier. “Outsourcing” practices analyzed by this line of research often consist of the purchase of a noncustomized input through a spot market transaction (Spencer, 2005). In this sense, obviously, all companies “outsource” some production. However, we adhere here to the organizations and business alliances literature, and define outsourcing as an arrangement that involves collaboration between the contractor and the subcontractor. In this sense, not all firms (or plants) are outsourcers.
According to Kranton and Minehart (2000), in a market where manufacturers and suppliers have no relationship, only standardized inputs are marketed; at the same time, vertically integrated manufacturers obtain their specialized inputs from their own plants. In practice, firms outsource some activities and integrate others. Moreover, a firm may produce in-house and buy (or subcontract) the same product (Parmigiani, 2007). Companies or plants may seek collaboration along different stages of the value chain (vertical subcontracting) or in the same stage in an industry to expand their product mix (horizontal subcontracting). In practice, they often combine both arrangements.
Research into outsourcing stems from various roots, such as organizational theory and network theory (Hätönen & Eriksson, 2009; Ritter & Gemünden, 2003). Academics may use terms such as subcontracting networks or production networks for contracting out relationships involving collaboration. However, it should be stressed that subcontracting networks are only a specific case of networks (Sacchetti & Sudgen, 2003).
Though many types of flexibility definitions have been recognized in the literature (see, for instance, De Propris, 2001; Morroni, 1991; Parthasarthy & Sethi, 1992; Vokurka & O’Leary-Kelly, 2000), we focus here on output flexibility and, more specifically, on the ability of the plant to produce small batches and customized items. In the literature, production processes centered on small batch production, niche markets, and customization are often defined as flexible production systems. For Parthasarthy and Sethi (1992), competing in a market based on product mix or customization is an important aspect of scope flexibility. According to von Tunzelmann (1995) “flexibility comes from the alleged ability to redesign products very rapidly in response to perceived market forces” (p. 263). Other authors see the ability to change quickly between products as one form of manufacturing flexibility (Upton, 1995). Naturally, these definitions are related.
Some studies associate the mass production of standardized goods (hereafter, mass production) channeled to large homogeneous markets with vertically integrated firms, and small batch production with production networks (Bessant & Haywood, 1988; De Propris, 2001; Larsson, 1999). However, this thesis has mainly been tested for local production networks (Becattini, 2002; De Propris, 2001; Paniccia, 1998; Storper & Harrison, 1991); hence, the criticism of those who claim that flexible production phenomena are likely to be confined to specific regional locations (Coffey & Bailly, 1991). Though geographic proximity can certainly facilitate networking, case studies suggest that firms can also seek flexibility through subcontracting relationships with spatially decentralized suppliers (see, for instance, Echeverri-Carroll, 1996; Lane & Probert, 2005).
We hypothesize the following:
Hypothesis 1 (H1): Outsourcers are more likely than nonoutsourcers to engage in small batch production.
We investigate if this applies also to outsourcers who mainly subcontract production in foreign countries (international outsourcing). This thesis has rarely been put to test with large-scale samples of a national manufacturing industry. This is a contribution of our article.
Advanced Manufacturing Technology (AMT) enables manufacturing plants to switch cheaply from one task to another and produce small batches of customized items. Zammuto and O’Connor (1992) define AMT as “a family of technologies that include computer-assisted design and engineering systems, materials resource planning systems, automated materials handling systems, robotics, computer numerically controlled machines, flexible manufacturing systems, and computer-integrated manufacturing systems” (p. 701). For a list of AMT analyzed in this article, see Appendix A.
While some authors see a positive association between outsourcing practices and the use of AMT, others suggest the relationship is negative. The latter statement is justified because firms may allegedly reduce their investment requirements by outsourcing production (see, for instance, Berggren & Bengtsson, 2004; Ghisi & Martinelli, 2006; Gilley & Rasheed, 2000; Havnes & Senneseth, 2001; Hertz, 1992; Pittaway et al., 2004). Network theory and the industrial district literature often consider subcontracting arrangements to be a solution to firms’ problems, such as resource scarcity (see, for instance, Berggren & Bengtsson, 2004; Ghisi & Martinelli, 2006; Havnes & Senneseth, 2001; Hertz, 1992). Insufficient capital is one such resource shortage, and, via subcontracting, runs the argument, companies are able to quickly increase their output without incurring additional capital investment. The management literature also considers that outsourcers may be able “to take advantage of emerging technology without investing significant amounts of capital in that technology” (Gilley & Rasheed, 2000, p. 766). This would increase the technology-related flexibility of firms, especially when production technology changes quickly or when technological changes are difficult to predict (Gilley & Rasheed, 2000).
This point of view has received some empirical support. Subcontracting seems to have allowed French small and medium sized enterprises (SMEs) operating in the engineering industry to avoid investment in up-to-date machine tools and, often, reduce capacity (Lorenz, 2000). In a period of slow growth and uncertain markets (in the early 1980s), this author claims, it would have been impossible for these small contractors to amortize investments. They were able to do so, he argues, because subcontractors could aggregate the demand of several clients. A similar argument is defended by Sturgeon (2002) concerning the U.S. high-tech industry. In outsourcing of modules, he claims, suppliers rather than outsourcers (client firms) play a leading technological role, an arrangement that may reduce outsourcers’ needs for manufacturing technology. According to this author, these contractors may be able to increase volume without installing additional in-house equipment, as “turn-keys” suppliers can offer external economies of scope. From the French and the U.S. studies, it might be deduced that contractors (outsourcers) may have less need for manufacturing assets than nonoutsourcers of the same sector.
By contrast, other academics believe that information and communication technology (ICT), an important element of AMT, is contributing to a shift from the old integrated firm toward production networks (see, for instance, Acemoglu, Ahion, Griffith, & Zilibotti, 2007). The literature on business networks suggests that ICT is an important ingredient in interfirm relationships (Grandori & Soda, 1995). Milgrom and Roberts (1990) argue that adopters of AMT tend to interrelate closely with their suppliers. This stream of literature offers two principal explanations for why firms presumably combine participation in production networks and the utilization of AMT. First, ICT facilitates interfirm linkages by reducing coordination costs. Rapid and reliable communication on a day-to-day basis is crucial to ensure continuous coordination between outsourcers and their suppliers (Giunta & Trivieri, 2007; Larsson, 1999). Second, advanced manufacturing and design technology (another type of AMT) may facilitate variety-based production by reducing design and manufacturing costs. As stated, previous research suggests that outsourcers are likely to specialize in customized production.
However, the empirical evidence on the possible association between production networks and company use of AMT is inconclusive. One study finds that the fragmentation of production is slowing down the spread of ICT among Italian SMEs (Giunta & Trivieri, 2007). Milgrom and Roberts (1990) offer a convincing account of why outsourcers use AMT, but do not supply empirical evidence to support their theory. As Bocquet, Brossard, and Sabatier (2007) note, most previous studies have confined such analysis to computers and automation tools. Other studies, by contrast, have focused exclusively on ICT and find associations only in certain cases (e.g., in high-performing companies; Bocquet et al., 2007; Whittington, Pettigrew, Peck, Fenton, & Conyon, 1999). It is difficult to determine from previous research whether subcontracting is associated with AMT in general. Klein (2005) contends that, in analyses of contractual relationships and integrated firms, alternate hypotheses should be tested as, in this field, rival explanations are quite common.
Therefore, we put to test two alternate hypotheses:
Hypothesis 2a (H2a): Outsourcers are more likely to utilize AMT in the industrial plant.
Hypothesis 2b (H2b): Outsourcers are less likely to use AMT in the industrial plant.
We test for association rather than for causality between these factors. The principal body of organization theory assumes that decisions concerning organizational form and technology are simultaneously adopted by the firm (Madhok, 1996; Milgrom & Roberts, 1990; Williamson, 1991). In line with other empirical studies in the field (Whittington et al., 1999), we adhere to this theory, which implies association rather than causality between company adoption of AMT and engagement in production networks. A contribution of our article is that we analyze the relationships between subcontracting and a complete series of different types of AMT (not exclusively ICT) in companies operating in three different industrial classes.
As stated, previous research has argued that AMT may facilitate variety-based production by reducing design and manufacturing costs at the plant level. This view suggests that the reasons why outsourcers adopt AMT are to be sought in their production strategy, that is, production of small batches and customized items. The question left unanswered, however, is whether it is the type of production (rather than the type of organization) that is associated with the plant adoption of AMT. To our knowledge, previous literature has not tackled this question.
A review of the operations management literature finds that although conventional wisdom has it that use of AMT is related to manufacturing flexibility (including new designs, range of products, and volume flexibility), the results of empirical studies are in fact counterintuitive (Vokurka & O’Leary-Kelly, 2000). These studies “are almost unanimous that AMT was not associated with an increase in manufacturing flexibility and, in some cases, was found to be associated with a decrease in flexibility” (p. 492). A possible reason for the findings, these authors claim, is the unavailability of managerial skills required to implement AMT at the plant level.
We argue that engagement in production networks may boost certain managerial skills that facilitate the adoption of AMT. When a firm acquires new generation technology it needs to possess in-house capabilities to cooperate and negotiate with suppliers of capital goods and systems (Flowers, 2007). The adoption of AMT requires complementary investments and learning, such as reskilling of the workforce; compared with standard machines, AMT technology implies higher costs of adoption, rather than lower ones (Hall, 2005). Moreover, as noted by Meccheri and Morroni (2010), “outsourcing entails the development of internal capabilities to bargain” (p. 81). In our view, outsourcers may be better prepared to face the sunk costs involved in successful AMT adoption. They are more likely than nonoutsourcers to have developed such in-house capabilities, given their experience in managing partnerships and their greater propensity to undertake R&D (Mol, 2005).
Therefore, we propose the following:
Hypothesis 3 (H3): The implementation of small batch and customized item production tends to be significantly associated with the adoption of AMT only in outsourcers (not in nonoutsourcers).
Data
The Survey
A review of the literature on manufacturing flexibility and AMT adoption strongly advises to use the industrial plant as a unit of analysis in empirical analyses (Vokurka & O’Leary-Kelly, 2000). The data used in the following analysis were obtained from a plant-level survey targeting plants in Spain’s manufacturing industry and conducted in 2003. To establish the dimension of the population of plants in terms of sector, region, and size, we used the information contained in the Central Directory of Enterprises (DIRCE), compiled by the National Institute of Statistics. To select the sample, the distribution of plants indicated by the DIRCE was taken into account. Regions are the 17 Spanish Autonomous Communities; including peninsular Spain, the Canary Islands, and the Balearic Islands. Sectors were defined according to the CNAE classification (National Classification of Economic Activities), similar to the European NACE rev1, and include all the Spanish manufacturing industry (26 industries). We selected companies for analysis from the Dun & Bradstreet Spain list. Before fieldwork started, the initial list was depurated: 312 plants had less than 50 employees because they had reduced their working force after the publication of their data and 216 displayed unreliable contact information. 2,209 plants were contacted and the obtained response rate was 47%, giving a final sample of 1,031 plants. A comparison of the initial list and the final sample found no statistically significant difference between respondents and nonrespondents in terms of industry or region.
The sampled units are statistically representative of the universe of plants with more than 50 employees in the Spanish manufacturing industry. 1 According to EUROSTAT classification (European-Commission, 2008), these are medium-sized and large plants. Other studies on manufacturing contractors also select for analysis plants that employ more than 50 people (Bengtsson, 2008; Gilley & Rasheed, 2000). The sampling process was made by quotas resulting from the intersection of plant size (50-99 employees, 100-499, and more than 500) and regions, and by plant size and industries. For a confidence level of 95.5%, the sampling error is ±2.8%. The survey does not suffer from significant item nonresponse.
59% of the sample plants belong to a stand-alone firm that owns no other plant and 41% to a firm that owns at least another plant (though not necessarily located in Spain). We were unable to determine the name of the parent company in 7% of the cases. Therefore, in a small number of cases we might have collected data from different plants of the same parent. This may be a problem only if plants within a company have adopted a similar strategy. However, studies that involved multiple plants within a company have shown that manufacturing flexibility is not uniform across plants (Upton, 1995). Moreover, in our sample, the share of incompletely identified plants is small and given that the total sample size is very large, even in the unlikely worst case scenario of all nonfully identified cases pertaining to the same parent company and, at the same time, all of them adopting a unique strategy, the general results would be quite robust. Therefore, we believe this circumstance does not pose a serious difficulty.
Most outsourcers subcontract parts and components or phases of production (vertical subcontracting). Only 17.5% of outsourcers declared, on a 1 to 5 Likert-type scale, that they always subcontract the manufacturing of final products, which may involve horizontal and vertical subcontracting. 57.7% of the outsourcers declared they never subcontracted finished products and the rest used this arrangement only sporadically. The evidence also suggests that networks of subcontracting are complex as plants may combine several types of arrangements. For instance, 83.4% of the outsourcers combined subcontracting of parts and components (vertical subcontracting) with some subcontracting of final products that, as stated, may involve vertical and horizontal subcontracting.
A pretest of the questionnaire was conducted and all the principal problems encountered (mainly, ambiguities and poor understanding of some questions) were fixed before launching the general fieldwork. At the plant level, in the large majority of cases we interviewed Directors of Production and personal interviews lasted on average approximately 1 hr. In a minority of cases, the interviewee was somebody designated by the Director of Production. In a few cases, after the interview was conducted, the more senior official was subsequently contacted to complete missing responses on some of the questions. Though the informant’s position in the plant may generate informant bias, this risk is reduced when researchers use a structured interview (Vokurka & O’Leary-Kelly, 2000), as was the case here.
Patterns of technology adoption, the propensity to outsource production, and the need for flexibility appear to vary from one sector to another (Acemoglu et al., 2007; Díaz-Mora, 2008; Morroni, 1991; von Tunzelmann, 1995). Therefore, in our statistical analyses, we control for sector’s differences. We classified the 26 manufacturing industries in which the plants operate into three groups according to the R&D intensity (average R&D/turnover) of the industry. In doing so, we used the Organization for Economic Co-Operation and Development (OECD) classification, which establishes the following cutoff points for average R&D/turnover: 0.9%, 3%, and 5%. For instance, in industries classified as having low R&D intensity, their average R&D/turnover is below 0.9%. We consequently divided the sample into three subsets, namely plants operating in (a) low R&D intensity industries 2 ; (b) medium-low R&D intensity industries 3 ; and (c) medium-high 4 and high 5 R&D intensity industries. We took into account the sector of the plant, which is not necessarily the main sector of the parent company. Our hypotheses are explored using data for the full sample of plants and for each of the three subsets.
The variables (Appendix A) were selected on the basis of the previous discussion. The ORGANIZATION variable has two categories, outsourcers (i.e., firms that outsourced some production in the last 3 years) and nonoutsourcers.
The Sample
Of the firms sampled, 41.8% operate in low R&D intensity industries, 31.0% in medium−low intensity industries, and 27.2% in medium−high and high intensity industries. Outsourcers account for 64.6% of the sampled firms and nonoutsourcers for 34.9%. The percentage of outsourcers rises from 58% of the total number of firms that operate in low R&D intensity industries, to 67% in medium-low R&D intensity industries, and to 74% in medium-high and high R&D intensity industries (Table 1A). Companies that outsource some production to subcontracting suppliers are an important feature of Spain’s manufacturing industry.
Description of the Sample.
A. Distribution of Industrial Plants by Sector.

Definitions of variables in Appendix A (ORGANIZATION, INTENSITY, BREATH, LOCATION).
Description of sectors in the text and Footnotes 3,4, 5, and 6.
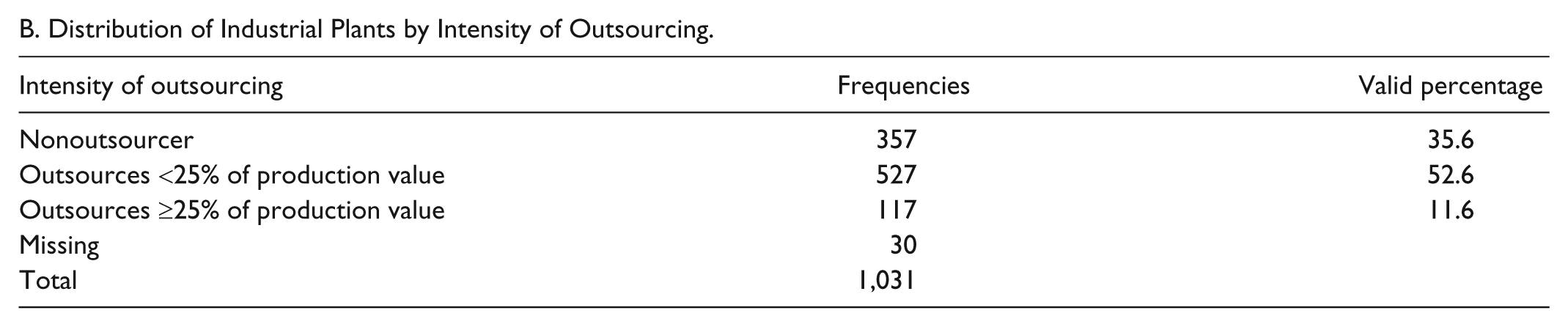
We use four variables to analyze outsourcing practices: ORGANIZATION, INTENSITY, BREADTH, and LOCATION (for definitions of the variables, see Appendix A). As in other studies on production subcontracting (for reviews of the literature, see Klein, 2005; Rama & Holl, 2013), we analyze the organization of plants by using a binary variable obtained through an explicit question about the use of outsourcing. ORGANIZATION has, then, two categories: outsourcers and nonoutsourcers. In some of the tests, this binary variable is complemented by two ordinal variables that measure, respectively, the depth (intensity) and breath (scope) of subcontracting. As in other studies (see, for instance, Bala Subrahmanyan, 2008; Giunta & Trivieri, 2007; Mol, 2005), the intensity of subcontracting (INTENSITY) is measured by the share of outsourced components and parts in total production. The variable reflects the extent to which the company relied on external subcontractors for the creation of production (Table 1B). 81.8% of the sampled outsourcers report that outsourced components and parts amount to less than 25% of production value and 18.2%, which we call heavy outsourcers, report that they account for 25% or more. The selection of the cutpoint (25% of total production) was made in accordance with the few published statistics and estimations on subcontracting in the Spanish manufacturing industry (Cámaras de Comercio, 2008; Cambra de Comerç de Barcelona, 2008). When outsourced items amount to a larger part of total production, the firm relies more heavily on subcontracting. By the same token, when subcontractors are fully responsible for the manufacturing of components and parts, from design to production, we consider that the breadth of subcontracting is broader and the client relies to a greater extent on subcontractors for production (BREATH; Table 1C). In all, 67% of outsourcers indicated that their subcontractors were fully responsible for manufacturing of components and parts. We expect that relationships predicted in H1 and H2a will be stronger in plants that depend more on subcontracting to generate production.
B. Distribution of Industrial Plants by Intensity of Outsourcing.
C. Distribution of Outsourcers by Breath of Subcontracting Relationships.

Finally, 92% of the sampled outsourcers had subcontracted production mainly in Spain and 8% mainly elsewhere (LOCATION; Table 1D).
D. Distribution of Outsourcers by Geographic Location.

Research Method
We start by analyzing certain factors, which, according to economic theory, may influence company decisions concerning technology adoption (Hall, 2005; Karshenas & Stoneman, 1995). A large plant or a plant that controls a large share of the market may have more financial resources to invest in new manufacturing technology (as opposed to a small plant or a plant that controls a small share of its principal market). In countries that are not at the forefront of technological development, a foreign affiliate or a joint venture may be better informed about new manufacturing technology than domestic firms. Therefore, we study the association between our variable of interest, ORGANIZATION, and SIZE, OWNWERSHIP, and MARKET (definitions in Appendix A) to test for differences between outsourcers and nonoutsourcers. We also analyze the age of their respective equipment (AGE) to understand better the possible differences between outsourcers and nonoutsourcers concerning their use of manufacturing technology.
Second, we test for differences between outsourcers and nonoutsourcers (ORGANIZATION) through the use of nonparametric tests, t-tests and chi-square tests. Our first step consists of studying their differences with regard to small batch production (PRODUCTION). In doing so, we put to test H1. Then, we analyze their differences concerning the use of AMT by analyzing pairwise complementarities (see definitions of AMT variables in Appendix A). In doing so, we put to test H2a and H2b. We also test whether the relationships predicted in H1 and H2a are stronger in outsourcers that depend more on outsourcing of production than in the full sample of outsourcers. As stated, we control for the industry context in which individual factors interact.
Finally, we examine the interaction between a strategy focused on small batch production and the utilization of AMT separately in outsourcers and nonoutsourcers. In doing so, we put to test H3.
Our analysis is of an exploratory nature as we do not explicitly model firms’ decisions. As noted by Ring (1999), firms have actually engaged in collaboration “in ways that confound theoretical predictions”, hence the need for bottom-up empirical analysis (p. 237).
Results
Factors Influencing Technology Adoption
We start by studying certain aspects that may influence the plant decision to adopt new technology (see SIZE, OWNERSHIP, and MARKET in Appendix A). Differences between outsourcers and nonoutsourcers concerning size, ownership, and market characteristics are not statistically significant (Table 2A and Table 2B). These key variables are not likely to account for differences between outsourcers and nonoutsourcers concerning technology adoption.
Testing for Differences Between Outsourcers and Nonoutsourcers.
A. Size and Market.

Note. Standard deviations in parentheses. Statistical analyses based on the mean comparison t-tests. Differences between outsourcers and nonoutsourcers are not statistically significant.
B. Ownership (% of Industrial Plants).
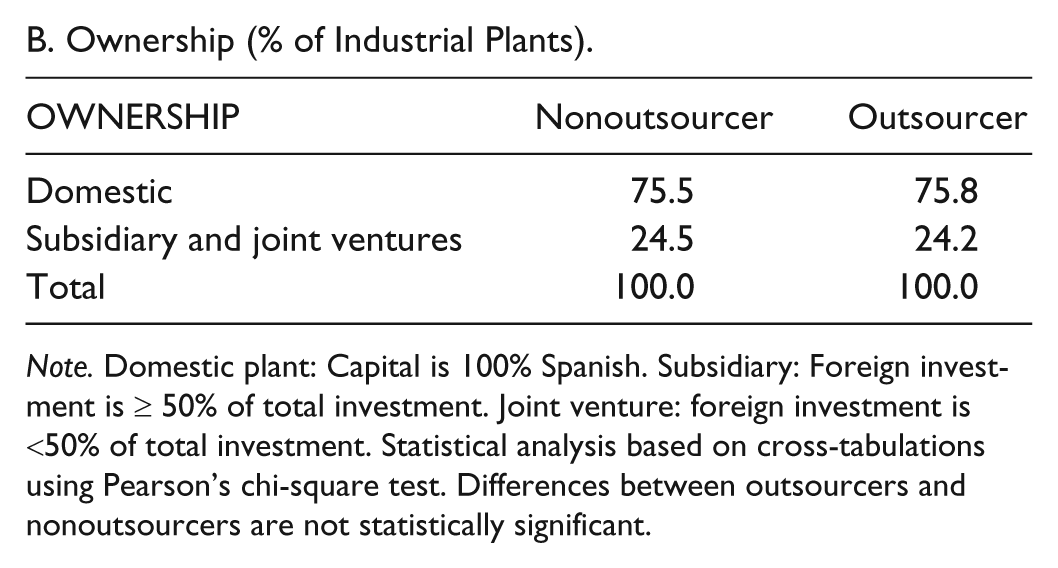
Note. Domestic plant: Capital is 100% Spanish. Subsidiary: Foreign investment is ≥ 50% of total investment. Joint venture: foreign investment is <50% of total investment. Statistical analysis based on cross-tabulations using Pearson’s chi-square test. Differences between outsourcers and nonoutsourcers are not statistically significant.
We also analyze their possible differences concerning the age of the manufacturing equipment (Table 2C). A multivariate test (Pillai’s trace test) also demonstrates that the average age (AGE) of the respective equipment used by outsourcers and nonoutsourcers is similar (F = .084; p = .969). When we take into account the type of industry in which companies operate, the similarity between outsourcers and nonoutsourcers in this respect is confirmed (F = .573; p = .752).
C. Age of Equipment (% of Industrial Plants).
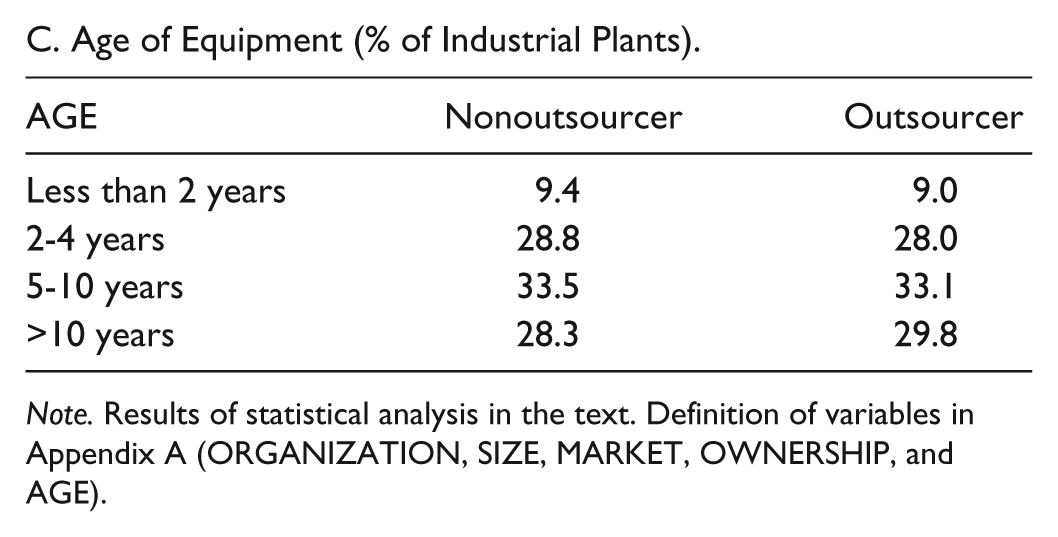
Note. Results of statistical analysis in the text. Definition of variables in Appendix A (ORGANIZATION, SIZE, MARKET, OWNERSHIP, and AGE).
Comparing Types of Production
The PRODUCTION variable (Appendix A) proxies the production strategies used by the plants. The plants surveyed were asked to indicate which of the following statements best described their activities: the manufacture of (a) small batches of a great variety of products and custom-made products; (b) large batches of technically homogeneous products and products in a continuous flow system. The first statement approximates small batch and customized production and the second, mass production.
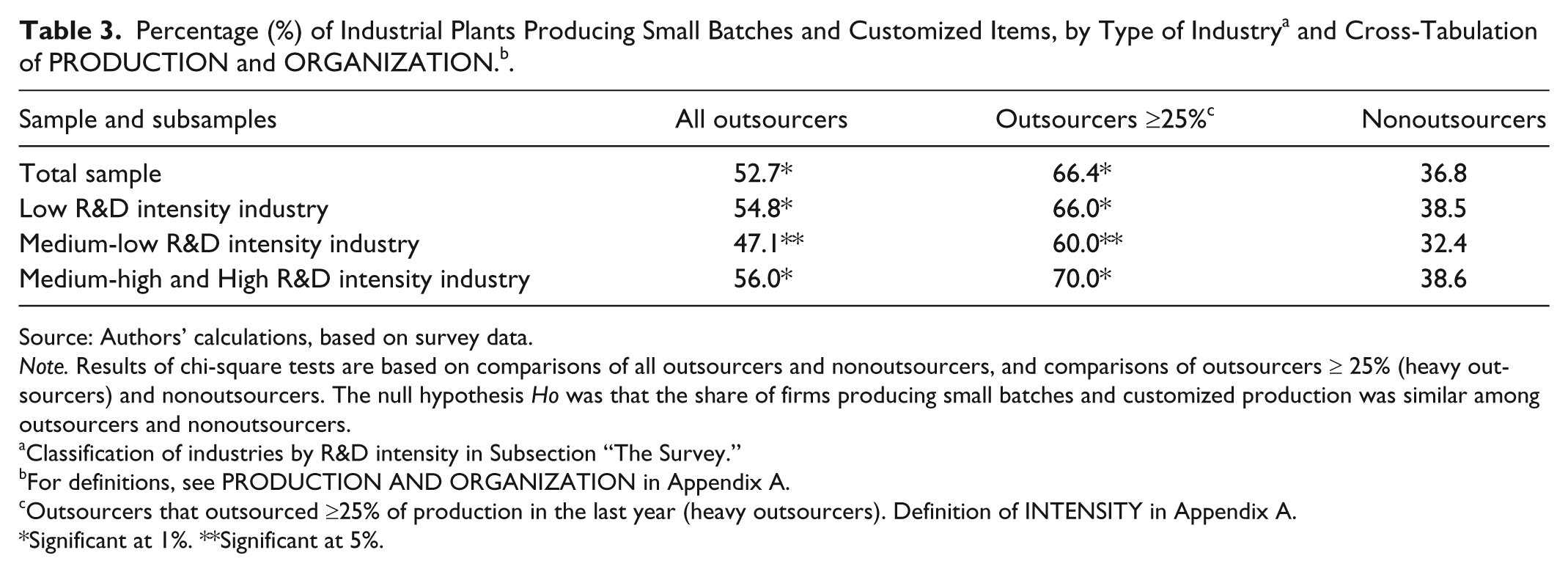
We present now the results of the statistical analyses performed to test H1. Outsourcers tend to manufacture custom-made products or in small batches (Table 3). Nonoutsourcers, conversely, are more likely to produce large batches. H1 is supported. We inquire now whether plants intensively engaged in outsourcing tend, with more reason, to produce principally small batch and customized items (column 2, Table 3). We find that 37% of nonoutsourcers mainly produce small batches and customized items, versus 53% of outsourcers and, more specifically, 66% of heavy outsourcers, that is, plants in which outsourced parts and components account for ≥25% of total production. Results are robust to changes in the three sets of industries, classified by R&D intensity. Calculating the odds ratio, we find that the probability of companies engaging principally in small batch and customized production is twice as high for outsourcers and 3.4 times higher for heavy outsourcers (compared with nonoutsourcers). The more heavily the plant relies on subcontracting, the more it tends to mainly produce small batch and customized items. This finding is confirmed for each of the three subsets of firms, and results are statistically significant. H1 is confirmed.
Source: Authors’ calculations, based on survey data.
Note. Results of chi-square tests are based on comparisons of all outsourcers and nonoutsourcers, and comparisons of outsourcers ≥ 25% (heavy outsourcers) and nonoutsourcers. The null hypothesis Ho was that the share of firms producing small batches and customized production was similar among outsourcers and nonoutsourcers.
Classification of industries by R&D intensity in Subsection “The Survey.”
For definitions, see PRODUCTION AND ORGANIZATION in Appendix A.
Outsourcers that outsourced ≥25% of production in the last year (heavy outsourcers). Definition of INTENSITY in Appendix A.
Significant at 1%. **Significant at 5%.
We test now whether the physical location of subcontractors affect such findings (see LOCATION in Appendix A). Differences between companies that mainly subcontract abroad (international outsourcing) and companies that mainly subcontract within Spain are not statistically significant (Fisher’s Exact test =.706; N = 649; df = 1; exact p = .244). We conclude that outsourcers are more likely than nonoutsourcers to engage in small batch and customized production, and that all types of production networks tend to be engaged in such a strategy, whatever the partner location.
Table 3 also shows that nonoutsourcers manufacturing standardized goods and outsourcers providing customized items still coexist in every sector of Spain’s manufacturing industry.
The empirical evidence certainly suggests that production networks are substantially associated with strategies related to the customization of production and fragmented markets. However, coincidence between the organization model (outsourcers vs. nonoutsourcers) and type of production (customized production vs. mass production) is not complete. In our sample, 47.3% of outsourcers (and 33.3% of heavy outsourcers) are principally committed to mass production and, conversely, 36.8% of nonoutsourcers customize their output or provide small batches of products.
Comparing Patterns of AMT Adoption
To test H2a and H2b, we compare the number of categories of technologies used by outsourcers and nonoutsourcers. Previous research suggests that firms tend to combine the usage of various types of AMT (Colombo & Mosconi, 1995; Milgrom & Roberts, 1990). Moreover, Kotha and Swamidass (2000) advise researchers to consider AMT as a multidimensional construct. Therefore, we investigate how many such categories of technologies are utilized by the average outsourcer and the average nonoutsourcer. Definitions of the variables used in the analysis are to be found under the heading “Advanced manufacturing technology,” which includes three subgroups (Appendix A). The surveyed plants were asked eight questions regarding the usage of different types of AMT. We defined such multiple response variables as a multiple response set, which we treated in exactly the same fashion as a normal continuous variable ($ATM). We then studied the association between $ATM and ORGANIZATION. Outsourcers, compared with nonoutsourcers, use a greater variety of AMT, a result confirmed for each of the three subsets of companies (Table 4). This finding is confirmed, “a fortiori,” when we examine heavy outsourcers (INTENSITY in Appendix A). On average, they use four different categories of technologies, while nonoutsourcers use only 2.8 (Table 4). This result is confirmed for plants in every group of Spain’s manufacturing industries. Furthermore, outsourcers who were likely to devolve full responsibility to suppliers (BREATH in Appendix A) used a greater variety of AMT (four, on average) than outsourcers who just subcontracted some isolated phase (3.6); according to a t-test, this difference was statistically significant (t = 2.772, df = 645; p = .06). The outsourcers that, in principle, relied most on subcontracting tended to use the broadest range of AMT.
Average Number of AMT Used by Industrial Plant, by Type of Industry. a .

Note. The results of the t-tests are based on comparisons of all outsourcers and nonoutsourcers, and comparisons of outsourcers ≥25% (heavy outsourcers) and nonoutsourcers. Standard deviations in parentheses.
Classification of industries by R&D intensity in the text and Footnotes 3 to 6. Definitions of ORGANIZATION in Appendix A.
Outsourcers that outsourced ≥25% of production in the last year (heavy outsourcers). See INTENSITY in Appendix A.
Significant at 1%, **significant at 5%, ***significant at 10%.
We also tested for differences between outsourcers and nonoutsourcers concerning the plant-level utilization of each individual category of technology. Outsourcers were more likely to utilize design and engineering technology, manufacturing technology, and communication and control technology (definitions in Appendix A); in most cases, chi-square tests indicated positive associations for each of the three subsets of companies (Appendix B). To summarize, outsourcers are significantly more likely to use AMT. Therefore, H2a is supported and H2b is rejected.
Output Flexibility and AMT Adoption
We turn our attention now to the interaction between PRODUCTION and $AMT, but we perform the test separately for outsourcers and nonoutsourcers to understand the possible role of organization. As stated, certain proportion of nonoutsourcers also tends to produce small batch and customized items (Table 3); the test allows us to learn whether they are likely to use AMT. A chi-square test and a Bonferroni test show that $AMT (the multiresponse set described previously) and PRODUCTION are associated in the case of outsourcers, χ2(3) = 18.093; p < .05, but not for nonoutsourcers, χ2(3) = 3.621; p = .891. The results are similar when we confine the analysis to manufacturing technology, that is, NC/CNC, FMC/FMS, and lasers, χ2(3) = 10.216, p = .01, and χ2(3) = 3.410, p = .333, for outsourcers and nonoutsourcers, respectively. Therefore, H3 is supported.
To summarize, the implementation of a strategy based in production of small batch and customized items is significantly associated with the use of AMT in outsourcers (not in nonoutsourcers). This finding is a contribution of our article.
Discussion
Production networks are an important feature of Spain’s manufacturing industry. The percentage of outsourcers (nearly 65% of sampled plants) is high but in accordance with previous data on subcontracting in Spain (Díaz-Mora, 2008; EIM & IKEI, 2009). However, a comparison of our data with those of a previous study suggests an increase of subcontracting practices in the Spanish manufacturing industry (Holl, 2008). Perspective for the figure is provided by studies on other countries. Around 50% of French manufacturing companies with more than 50 employees outsource some production (Greenan & Mairesse, 2001); a similar percentage of outsourcers is reported among Swedish engineering firms (Bengtsson, 2008). Reasons for differences in the extent of subcontracting in different countries are still an open question in the literature, though some authors point to the possible influence of cultural and institutional factors (Lazonick & West, 1998; Love & Roper, 2004).
Production networks are substantially associated with production of small batches and customized items as predicted by previous studies mainly based on regional evidence (Becattini, 2002; De Propris, 2001; Paniccia, 1998). Our results suggest that outsourcers, whatever the location of their subcontracting partners, are better prepared to produce small batch and customized items than nonoutsourcers. Therefore, a contribution of our analysis is a geographic extension of previous results concerning the association between subcontracting relationships, and small batch and customized item production in local settings.
We also found that the expected relationship between the type of organization and the type of production was stronger for outsourcers that depended more on outsourcing than for the full sample of outsourcers.
Subcontracting is associated with the adoption of each of the three kinds of AMT studied here: design and engineering technology, manufacturing technology, and communications and control technology. A contribution of our study is the analysis of such associations for different types of AMT (not only ICT). The number of AMT adopted by a firm may also reveal its ability to meet customers’ requirements (Petroni, 2000).
Our results disprove the argument that firms necessarily reduce their investment requirements by outsourcing production (see, for instance, Berggren & Bengtsson, 2004; Ghisi & Martinelli, 2006; Gilley & Rasheed, 2000; Havnes & Senneseth, 2001; Hertz, 1992). In our sample, outsourcers’ investments tend to be similar to those of nonoutsourcers with regard to the age of equipment while their need to invest in-house in varied technology seems to be higher, as they tend to use more categories of AMT. Moreover, the outsourcers that were more reliant on subcontracting relationships were likely to use a broader range of AMT equipment.
Production networks are forms of organization in which important resources specific to the relationship among business partners are shared (Ménard, 2009). We propose that the nature of linkages and national context may play a role in the distribution of such resources between outsourcing partners. This may explain the divergence of our results with some studies on high-tech industries in France and the United States (Lorenz, 2000; Sturgeon, 2002). Popular in automobile, defense, and telecommunication equipment industries, subcontracting of modules is implemented through systems integration implying relationships quite similar to arm’s length linkages. By contrast, analyses of outsourcers based in the manufacturing industries of France, Germany, and Italy, where subcontracting mainly involves subcontracting of parts and components (rather than modules), suggest that these firms keep a range of manufacturing assets “in house,” to collaborate with suppliers (Brusco, 1999; Herrigel, 2004; Innocenti & Labory, 2004). Similar to those of the European studies previously discussed, our results also support Bengtsson’s (2008), who concludes that subcontracting should not be regarded as an alternative to development of internal manufacturing capability.
In our sample, the implementation of small batch and customized item production tends to be significantly associated with the adoption of AMT only in outsourcers (not in nonoutsourcers). Though some nonoutsourcers produced mainly small batch and customized items, they were unlikely to utilize the specific equipment that might facilitate such a production. Therefore, organization seems to play a crucial role in AMT adoption. The empirical evidence suggests that the implementation of small batch and customized item production does not per se lead to the adoption of AMT; outsourcers may acquire, through their relationship with suppliers, some networking and technical capabilities that facilitate AMT adoption.
Conclusion
We analyzed data taken from a plant-level survey of 1,031 Spanish manufacturing industrial plants to understand better whether a “pro-network bias” might be justified. In doing so, we compared outsourcers and nonoutsourcers concerning output flexibility and technology adoption.
Outsourcers seem better prepared than nonoutsourcers to produce small batches and customized items, an important consideration when the plant competes in volatile or unpredictable markets, the plant needs to produce frequent small deliveries, or the product variety demanded by the customer is high. However, subcontracting of production do not lower necessarily their technology needs—a widespread “pro-network” argument. Policies implying that the use of networking may always allow outsourcers to obtain resources such as equipment are likely to fail as this is not a reality in all countries. Our result is also important for prospective entrepreneurs: networking, “per se,” is not likely to allow access to new technology.
In every type of industry, subcontracting is a form of governance especially efficient for the diffusion of new technology. This finding supports the idea that outsourcers are likely to display a technology-driven strategy (Madhok, 2002; Teece & Pisano, 1994) and seems to confirm the interest of “pro-network” industrial policies.
The adoption of new manufacturing technology in contractors very often triggers changes in suppliers’ assets and capabilities (Afuah, 2001). A contractor that uses ICT may put pressure on its subcontractors to also adopt this technology to facilitate coordination, thus promoting the spread of ICT in the industry (Giunta & Trivieri, 2007). If this is true, our results may imply that outsourcing practices could display a potential for the modernization of the industry.
Our results suggest that outsourcers may acquire, through their relationship with suppliers, some networking and technical capabilities that facilitate AMT adoption. This is an important consideration in some markets as, according to the operations management literature, fit between a strategy based on product variety and use of AMT leads to superior performance (Kotha & Swamidass, 2000).
Our results are also relevant for academic researchers. In contrast to earlier studies that studied only some aspects of AMT, we were able to cover a substantial range of technologies. Moreover, the adoption of a multidimensional approach has enabled us to study the relationship with organization in greater detail. The implication for future studies is that AMT needs to be studied in its varied forms. Second, our results suggest that theoretical models (see, for instance, Atamtürk & Hochbaum, 2001; Kranton & Minehart, 2000) that balance the trade-offs between acquiring capacity and subcontracting are not necessarily applicable to all national industries.
In spite of the possible advantages of outsourcers, the generalized shift toward new forms of production organization predicted by some authors (Acemoglu et al., 2007; Lamoreaux, Raff, & Temin, 2003; Sturgeon, 2002) has not occurred in Spain’s manufacturing industry at the beginning of the 21st century, although the networked firm certainly seems to be an emerging governance formula there, especially in R&D-intensive industries. Our data support the thesis (Gilley & Rasheed, 2000; Morroni, 2009) that organizational forms may be heterogeneous within national industries. The persistence of “old” forms of governance suggests that other aspects than those studied here also need to be compared. This will be the object of future research. A methodological limitation of our study is the cross-sectional nature of the data. As noted by Afuah (2001), in an age of rapid technological change, firm boundaries evolve. Longitudinal studies of subcontracting are an important avenue for future research.
Footnotes
Appendix
Outsourcers and Nonoutsourcers: Adoption of Advanced Manufacturing Technology by Type of Industry.
Percentage of industrial plants agreeing with the following statements:.
| Variable a | Statement | Outsourcers | Nonoutsourcers |
|---|---|---|---|
| Total sample | |||
| CAD/CAE | We use CAD/CAE | 64.9* | 35.6 |
| CAD/CAM | We use CAD/CAM | 41.1* | 27.5 |
| CAD/Purchases | We use CAD solutions for the processing of purchase orders | 22.4* | 12.6 |
| NC/CNC | We use NC/CNC | 56.5* | 47.9 |
| FMC/FMS | We use FMC/FMS | 33.2* | 19.9 |
| LASER | We use laser technology to process materials | 14.6*** | 10.4 |
| LAN COMM | We use LAN for communication | 80.2* | 68.9 |
| LAN FACTORY | We use LAN technology in the factory | 76.3* | 63.9 |
| Low R&D intensity industries | |||
| CAD/CAE | We use CAD/CAE | 55.4* | 24.9 |
| CAD/CAM | We use CAD/CAM | 37.8** | 27.1 |
| CAD/Purchases | We use CAD solutions for the processing of purchase orders | 18.1*** | 11.6 |
| NC/CNC | We use NC/CNC | 46.2 | 48.6 |
| FMC/FMS | We use FMC/FMS | 24.1** | 16.6 |
| LASER | We use lasers | 15.3 | 9.9 |
| LAN | We use LAN for communication | 76.7*** | 65.2 |
| LAN FACTORY | We use LAN technology in the factory | 72.7* | 58.6 |
| Medium-low R&D intensity industries | |||
| CAD/CAE | We use CAD/CAE | 68.2* | 42.9 |
| CAD/CAM | We use CAD/CAM | 40.3** | 28.6 |
| CAD/Purchases | We use CAD solutions for the processing of purchase orders | 21.8*** | 13.3 |
| NC/CNC | We use NC/CNC | 66.4* | 47.6 |
| FMC/FMS | We use FMC/FMS | 28.9 | 21.0 |
| LASER | We use laser technology for the processing of materials | 9.5 | 12.4 |
| LAN COMM | We use LAN for communication | 76.8 | 75.2 |
| LAN FACTORY | We use LAN technology in the factory | 72.5 | 67.6 |
| Medium-high and high R&D intensity industries | |||
| CAD/CAE | We use CAD/CAE | 72.8* | 52.1 |
| CAD/CAM | We use CAD/CAM | 46.1* | 26.8 |
| CAD/Purchases | We use CAD solutions for the processing of purchase orders | 28.2** | 14.1 |
| NC/CNC | We use NC/CNC | 58.7*** | 46.5 |
| FMC/FMS | We use FMC/FMS | 48.5* | 26.8 |
| LASER | We use laser technology for the processing of materials | 18.9** | 8.5 |
| LAN COMM | We use LAN for communication | 87.9* | 69.0 |
| LAN FACTORY | We use LAN technology in the factory | 84.5* | 71.8 |

Source. Authors’ calculations based on survey data.
Note. Classification of industries by R&D intensity in Subsection “The Survey.” Chi-square results based on comparisons of outsourcers and nonoutsourcers. CAD = Computer Assisted Design; CAE = Computer Assisted Engineering; CAM = Computer Assisted Manufacturing; NC = Numeric Control; CNC = Computer Numeric Control; FMC = Flexible Manufacturing Cell; FMS = Flexible Manufacturing Systems; LAN = Local Area Networks; COMM = Communication.
Definition of variables in Appendix A.
Significant at 1%. **Significant at 5%. ***Significant at 10%.
Acknowledgements
The authors thank Juan Fernández-Sastre for research assistance.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research and/or authorship of this article: The authors gratefully acknowledge financial support received from Fundación BBVA for performing field research.