
Abstract
Facility management is an evolving discipline that has received attention from both professionals and researchers in recent years. Modern facility management considers various interests related to material resources, and among others, social and environmental interests. An important opportunity for the improvement of this discipline derives from the introduction of Industry 4.0 technologies for the management of material resources. In this paper, we shall study the problem of industrial facility management, an area with important economic implications. Starting from a facility management model for the maintenance of industrial assets, we develop a general approach to maintenance based on the Internet of Things and Cyber-Physical Systems, which allows us to reason about the implementation of an effective Organisational Facility Management Unit. The objective is the continuous improvement of maintenance activities, from which also derives the improvement of the production process performance.
Keywords
Introduction
Effective management of non-essential business activities is necessary for an organization to function more efficiently. Facility management (FM) is a form of business management that aims to provide relevant, cost-effective services to support the core business activities and allows to optimize them. 1
With the aim of continuous improvement of the FM, also pursuing the improvement of core activities, this document proposes a model and a top-down methodology that can be used to implement the coordinated management of industrial assets.
The effort for coordinated management of company support services as a corporate practice has not always been understood in this way, as it is often closely associated with the building management, construction, and real estate disciplines. According to Potkany et al., 2 FM should not only be understood as general building management connected with everyday building operation, but it should also include long-term planning and focus on its users. In the same way, Atkin and Brooks 3 argues that the significance of facility management is nowadays far more recognized embracing a wide range of interests.
As presented by Hodge et al. 4 those single-source outsourcing services, which started out as soft FM services (cleaning, catering, etc. 5 ), saw a change in the late 1980s to hard FM services (mechanical, electrical, etc.). In the 1990s, there was a move toward service integration, supported by FM automation through Computer-Aided Facility Management (CAFM) 4 and Computer-Aided Maintenance Management (CAMM). 6
In the early 2000s, the concept evolved to Total FM by including waste management, human resources, finance, and other internal or outsourcing services. 4 Throughout the 2000s and 2010s, sustainability management, with concepts as value-driven design, customer performance, and regional and global contracts started to become more common. 7 Finally, workplace management, sustainable workspace, environmental performance, intelligent building management, 8,9 risk mitigation, among other strategic initiatives, 10 as a way to increase the business value using new technologies and tools to enhance services delivered and client’s satisfaction, 11 are part of FM discipline in the 2020s.
Nowadays, facilities management can cover a wide range of services. 3,12 However, the literature does not provide sufficient coverage of facility management in the industrial scenario, an application domain that requires specialized methods and techniques for the management of industrial assets.
Several definitions of Facility Management have been proposed in the literature, each one trying to put into evidence one or more characteristics of this discipline.
13,14
One that is suitable for the FM in an Industrial context is
15
: Facility Management is an integrated approach to operating, maintaining, improving and adapting the buildings and infrastructure of an organisation in order to create an environment that strongly supports the primary objectives of that organisation.
A simple definition of DT is “Digital representation of a real-world object with focus on the object itself.” 16 This is a general definition that outlines the essential characteristics of this concept. Many definitions highlight the purpose of DT. For example, Bolton et al. 17 define a DT as: “a dynamic virtual representation of a physical object or system across its lifecycle, using real-time data to enable understanding, learning, and reasoning.” A comprehensive review of the concept of DT can be found in the work of Negri et al. 18
DT has been used in manufacturing industries focusing the attention either on the object to produce 19,20 or on the manufacturing systems. 21,22 For what concerns the application of DT for facility management in the industrial context, the literature does not offer sufficient references. This point will be addressed by the model proposed in the next section discussing the management of a variety of industrial assets.
Recent developments in facility management methods are based on the use of new technologies such as IoT, IIoT, CPS, and CPPS. For what concerns the building facilities, one study by Chen has proposed models that show the use of IoT for automatic scheduling of maintenance work orders and predictive maintenance strategy for building facilities. 23 Cheng et al. 24 discuss how Building Information Modelling and IoT have the potential to improve the efficiency of facility maintenance management (FMM). The literature review published by Wong et al. 25 in the field of intelligent building research, indicates that research efforts have dealt mainly with three research aspects including advanced and innovative technologies, performance evaluation, and investment evaluation analysis.
It is important to distinguish between IoT and IIoT. Even if they are closely related concepts, they cannot be used interchangeably. 26 A frequently adopted definition of IoT 27 states that IoT is a network of physical objects—vehicles, machines, home appliances, and more—that use sensors and APIs to connect and exchange data over the Internet. This definition is suitable for the building facilities as discussed in the previously mentioned papers and many other application fields. However, a more specialized definition is necessary to reason about its application in the manufacturing field. Essentially, IIoT can be seen as a specialization of IoT to manufacturing; indeed, the IIoT is about connecting all the industrial assets, including machines and control systems, with the information systems and business processes. 26 These definitions, together with that of CPPS will be used in the model presented in the “Cyber-physical production systems” section, which also includes a part that describes the essential characteristics of a Cyber-physical system that contributes to FM.
In this paper, we adopt a systemic investigation of the asset’s maintenance in Industry 4.0. We first propose a meta-model that considers the general patterns of planning, monitoring, and control for the maintenance of industrial assets. Since a production system is a complex system made of several parts and relationships, the meta-model needs to be instantiated according to the properties of the good to be maintained. For example, the maintenance of machine tools, material handling equipment, and industrial plants can be addressed by referring to the model discussed in detail in the “Facility maintenance management” section. On the other hand, in the case of building maintenance, even if the pattern “planning/monitoring/control” can be reused, it is necessary to adopt intervention methods and technical procedures appropriate for the object under maintenance. The paper shows how views at different levels can increase the understanding of how hardware/software systems must be integrated to provide support to facility managers during operations. The proposed methodology can be used as a guideline for the implementation of a facility maintenance office that pursues continuous improvement in the management processes of industrial assets.
The paper is structured as follows. In the “A model of asset maintenance in Industry 4.0” section a top-level model that comprises several views for FMM is introduced. The facility management view within an industry scenario is shown in detail. The steps of a methodology for FMM and a CPPS model for the management of production assets are also discussed. Based on this methodology, the processes of planning and execution of maintenance operations are shown in the “The processes of planning and execution of maintenance operations” section. The validation of this research, discussed in the “Case study” section, has been pursued through the STAMEC case study, an automotive industry in the south of Italy. The conclusions summarize the research results discussing benefits, limitations, and future developments.
A model of asset maintenance in Industry 4.0
A production system is a complex system whose facilities consist of the factory, production machines and tooling, material handling equipment, inspection equipment, and computer systems that control the manufacturing operations. 28 As a complex system, it is made of a large number of components and relationships where a great variety of them can be identified. This class of systems is not modellable and understandable in a unique and detailed way. Starting from this observation, we propose here a model that comprises several views and a methodology to pursue continuous improvement in the FMM and contribute to the manufacturing system robustness. 29 The top-level model and related views can be used to reason about the assets under maintenance. We also discuss the CPPS view that represents a technological system supporting the management of production assets with particular reference to machinery used for production, which in turn contributes to the system’s resilience improvement.
Facility maintenance management
As mentioned before, FM has been being successfully applied to maintaining and operating diverse types of industrial facilities, including those for logistics and warehousing. In this context, maintenance plays a significant role. In fact, it assures the full service of the warehousing system, which includes both, building utilities, and material handling equipment as mentioned by Mangano et. al. 30
Despite the increasingly recognized importance of FM as an integrated component of business operations, most companies still complain about the rising cost of maintenance of industrial and logistic facilities. Managers often seek to cut FM spending by reducing repair interventions to a minimum and by delaying preventive maintenance actions, leading to a cascade of extra costs in the medium and long term. 31
We propose here a model, drawn in ArchiMate notation, that takes into consideration a systemic approach to the maintenance of industrial facilities. Assuming that the generic industry has an Organizational Unit (OU) that deals with FM, we introduce the top-level model of Figure 1. It represents the Facility Management OU and several offices hierarchically organized (Building Maintenance, Machinery Maintenance, etc.). The model takes into consideration the general aspects concerning both the decision-making process and the approaches to maintenance. For what concerns the decisional process, the “Executive Director” role acts with the collaboration of technical support roles to make informed decisions. The involved decisional processes have the duty to establish: a) the FM program to implement in a given time period; b) which maintenance services must be implemented internally, and which must be requested from service providers (make or buy choice); c) identify the technology that must support the maintenance activities (that may depend on the asset under maintenance); d) allocate the resources for the maintenance operations.

Facility maintenance management top-level model.
The second aspect concerns the maintenance functions. The model states that there are two valid general approaches: planned maintenance and unplanned maintenance. According to the good characteristics, one or both can be considered appropriate. For example, planned and unplanned maintenance are normally required for complex machinery, while for the power grid, the unplanned approach usually works well to save on maintenance costs. The bottom part of the model states that the Facility Management OU is assigned to the Maintenance functions which have access to an object or a system to perform a behavior.
To provide better clarity on the application of the proposed model for the management of facilities and its usefulness for the industry, a specialization in the machinery maintenance functions is presented in the view shown in Figure 2. It is important to indicate that in the particular case of machinery maintenance, the two general functions, Planned and Unplanned maintenance reported in the top-level model must be detailed to assure adequate equipment operating conditions.
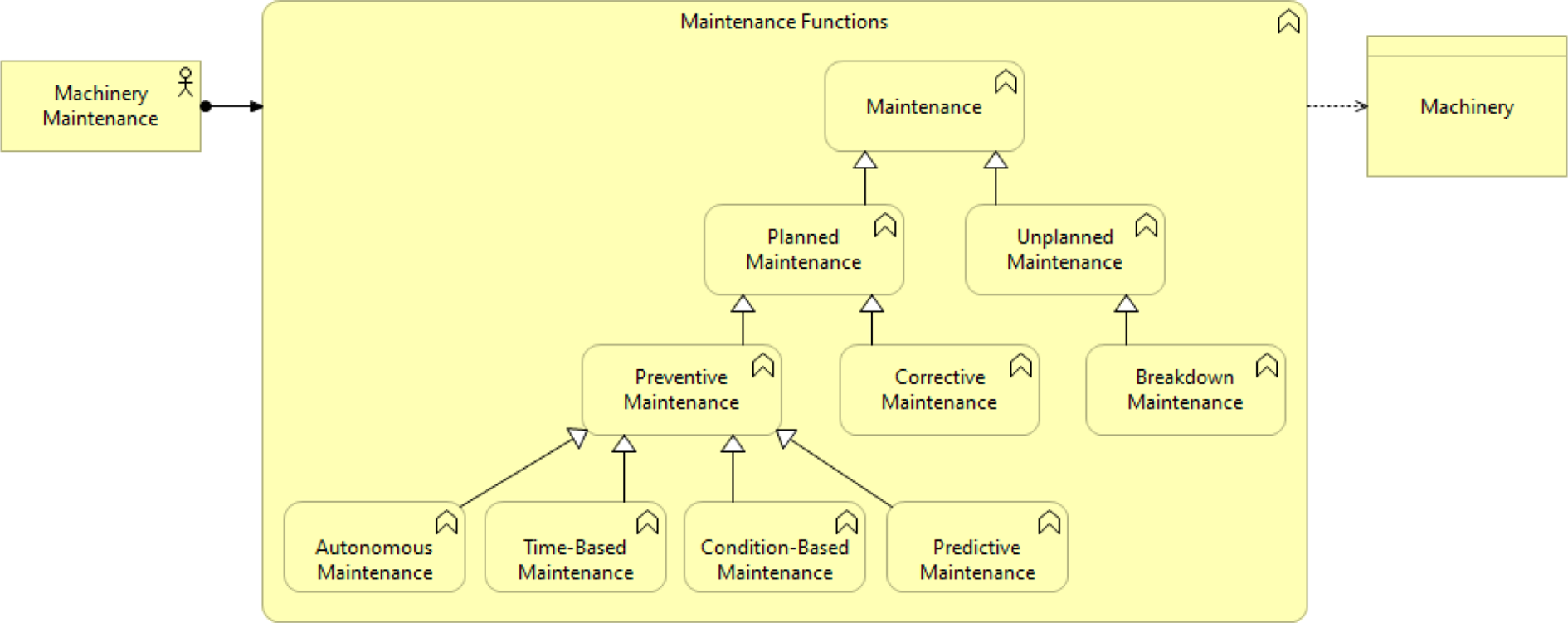
The machinery maintenance management view.
Maintenance is an integral part of facility management and requires a clear definition of arrangements to prevent and deal with failure or breakdown of parts, components, systems, and other elements. 12 Consequently, some fundamental concepts related to maintenance approaches in an industrial context are presented below.
In the manufacturing industry, maintenance consists of carrying out all the necessary actions to restore the durable equipment or keep it in specific operating conditions, 32 since the equipment is intended to last a long time and must, therefore, be maintained. In this sense, the purpose of maintenance is to maximize the effectiveness of the machines.
As shown in Figure 2, there are different approaches to maintenance that can be performed based on certain conditions or characteristics, but they are mainly classified into two categories: planned and unplanned as stated by the top-level model of Figure 1. The planned approach to maintenance provides that maintenance strategies can be broadly classified into preventive maintenance (PM) and corrective maintenance (CM) strategies. 33
PM strategies
34
involve carrying out maintenance activities before equipment failure, contributing to minimizing the costs of breakdown and downtime (loss of production)
35
and the increase in product quality.
36
This type of maintenance strategy also includes: Autonomous Maintenance (AM): It deals with increasing the efficiency of the production line through the actions of the device operators,
37
to reduce the number of device failures and eliminate the anomalies connected to them (small faults, abnormal operation of the device, minor errors related to the work of machines and devices). Time-Based Maintenance (TBM): is a traditional maintenance technique in which maintenance decisions (e.g., preventive repair times/intervals) are determined based on failure time analyses.
38
Condition-Based Maintenance (CBM): It consists of diagnosing the state of resources based on monitored data, predicts the abnormality of resources, and performs appropriate maintenance actions such as repair and replacement before serious problems occur.
39
Predictive Maintenance (PdM): concerns the detection of hidden and potential faults and the prediction of equipment conditions. On this basis, predictive analytics can predict whether an event will happen, when it is about to happen as well as the reason why it will happen.
40
Can be dissociated into two specific subcategories
41
: a) predictive maintenance based on statistics; b) predictive condition-based maintenance (CBPM).
In contrast, CM refers to the activities required to identify and rectify the cause failures or reduce the severity, if an equipment/machine fails. 42 As mentioned by Wang et al., 43 CM focuses on bringing a failed equipment back into production in the shortest possible time or other alternatives that minimize production losses while the machine is not productive. This strategy is carried out, either in a planned or an unplanned schedule. Planned corrective maintenance is a result of either a regular inspection or a prognostic health management system. 44
Regarding unplanned maintenance (also known as “reactive maintenance,” “emergency maintenance” or “breakdown maintenance—BdM”), 45 refers to work performed promptly to repair a sudden failure to avoid serious consequences on the resources and system PM performance, and/or to keep the system safe. 34 It is completely reactive to machine errors, where repairs are done only after the breakdown. This means maintenance concerning unexpected cases and leads to high maintenance costs. 46 It aims to put the broken machine back to regular operational conditions.
The planning and execution of these strategies, however, require well-defined guidelines according to the characteristics of the facilities to be maintained and the FM OU structure. For this reason, we propose below a methodology designed to support the FMM programs.
The methodology for facility maintenance management
Figure 1 shows how a top-level model for FMM while the top-down decomposition method allows us to dominate the problematic complexity inherent to the management of industrial assets.
Although the decisional process outlined in Figure 1 provides a guideline on how to set up an FM program, more detailed information is necessary to indicate the essential actions to perform for effective facility maintenance. For this reason, we propose a step-by-step methodology for FMM based on two main phases: planning time, and operation time.
Planning time
a) Focus on the area of intervention and identify the roles to be allocated;
b) Select the management methods for the area of intervention;
c) Acquire detailed knowledge about the appropriate technology for the object/system to be maintained;
d) Plan the management activities for the object/system.
Operation time
e) Implement management support hardware/software systems and big data technologies/techniques;
f) Measure, monitor, and control the object/system;
g) Execute the maintenance activities;
h) Feedback the process.
As the models discussed in the “A model of asset maintenance in Industry 4.0” section and methodology follow a top-down approach to FM, in the “The processes of planning and execution of maintenance operations” section we define two business processes, planning and execution, that show how the points d) and g) can be developed. An example of how the step c), e) and f) can be used in an Industry 4.0 scenario is presented in the “Case study” section. Points a) and b) have been briefly considered by the models of Figures 1 and 2 and will be further elaborated in the case study. Point h) comes from the feedback management approach, 47 and enables a systematic integration 48 between planning and operation processes for better maintenance decision-making processes.
Cyber-physical production systems
In recent years, we are witnessing a new industrial revolution called Industry 4.0. The fourth industrial revolution aims to introduce changes to improve the efficiency of production processes, to reduce costs, to increase services to customers and their quality. 49 Apart from improving industrial value chain processes, the introduction of Industry 4.0 technologies constitutes also an important opportunity for the improvement of this industrial facility management.
To make more effective the management of maintenance activities and consequently with the above, the view introduced in this section describes some technologies of Industry 4.0 necessary for the creation of an integrated system consisting of CPPS, IIoT, digital twin, and Production Planning and Control (PPC) software. First, it is useful to consider the following definition of CPPS: Cyber-Physical Production Systems (CPPS) comprise smart machines, warehousing systems, and production facilities that have been developed digitally and feature end-to-end ICT-based integration, from inbound logistics to production, marketing, outbound logistics, and service.
49

A model for the design and implementation of a Cyber-physical production system for machine tool maintenance.
A previous version of our model has been introduced for the problem of real-time production planning and control (PPC) 50 ; the variant illustrated here appears instead in Nota et al. 51 that proposes a contribution to the topic of energy saving during the execution of batch processes. 52 We further contribute to the semantics of the CPPS model by considering an extension of DT that comprises non only the digital representation of structures but also technical parameters necessary for the maintenance. On the other side, the PPC, originally designed to drive the production process, is enriched with functionalities described in the model of Figures 1 and 2 for both the decision process and the maintenance functions.
In the CPPS presented, the IoT devices such as smart (embedded) sensors and actuators installed in the machines and connected to the communication network provide important information for the planning of CBM strategies, and to support BdM activities since they send data on anomalous behaviors in the production process through the DT. This permits operators, through intelligent scheduling systems as the PPC software, to monitor the machinery conditions instead of their faults and generate early alerts or stop production in case of breakdown, hence anticipating possible failures by self-adjusting their operations at different levels and optimizing the assets utilization.
Similarly, the Maintenance planning & control (MPC) module uses the data to define the techniques and methods that can be employed for maintenance in the area of intervention, as well as to manage their execution.
In this way, the CPPS in conjunction with the MPC software contribute to improving the resilience 53 and performance of the maintenance support system and factory control system. Furthermore, the software modules DT, PPC, and MPC, enriched with the functionality of facility management discussed so far, provide support to the application of the methodology that is described in the next section.
The processes of planning and execution of maintenance operations
As shown in the “Facility maintenance management” section, several techniques can be successfully applied to the maintenance process. However, the maintenance strategies to be implemented generally depend on the specific way in which the company plans and executes the maintenance activities of its assets.
Machine maintenance planning flow
During the development of this research, we observed the planning and execution processes for machine maintenance managed by several factories. The model in Figure 4 describes the planning processes that the observed factories usually adopt to cope with the problem of machine tool maintenance using the planned and unplanned approaches. It is representative of many manufacturing scenarios where machine tools and equipment of various kinds must be maintained in good health condition to reduce the amount of time in which the manufacturing system does not produce.
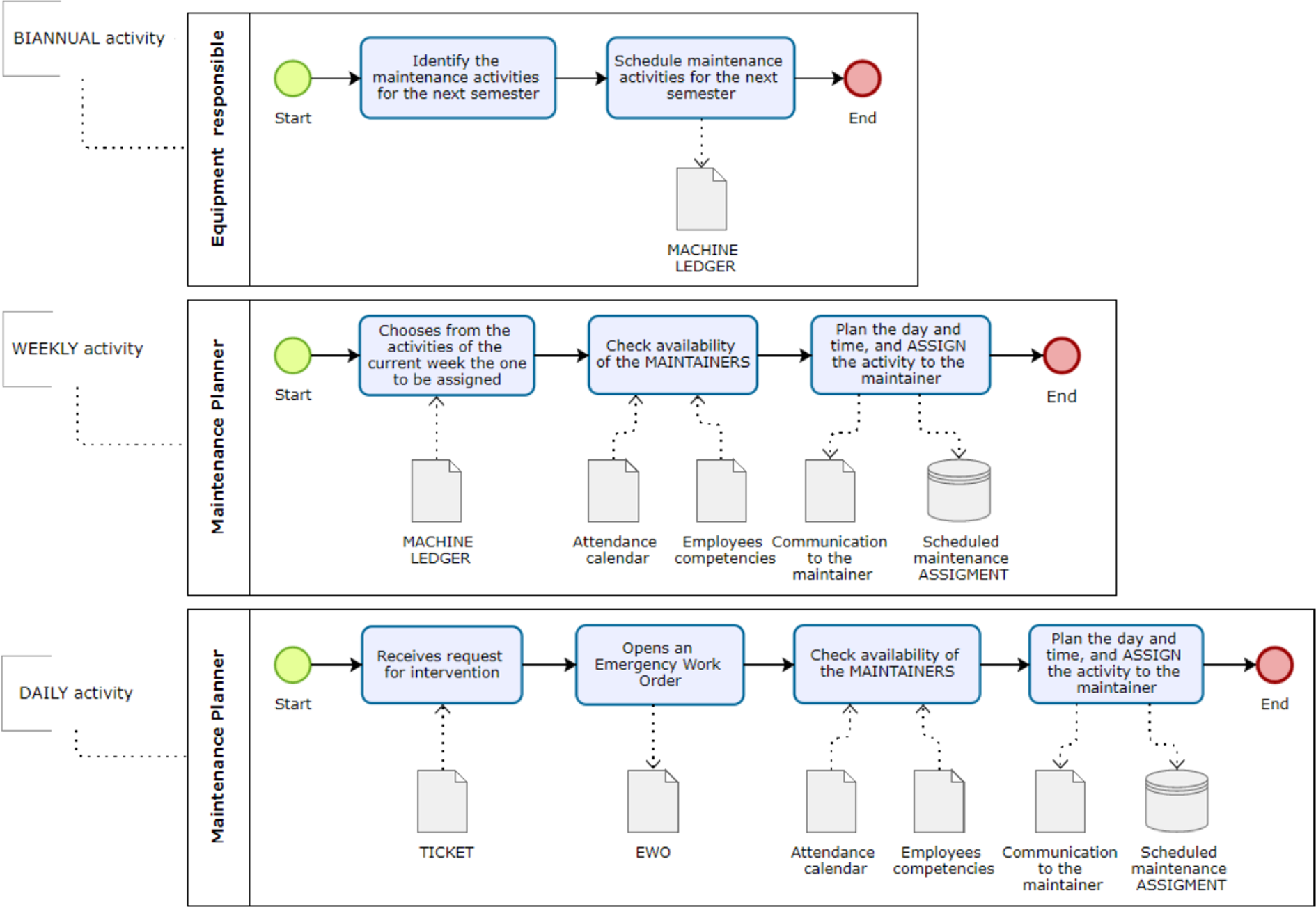
The machinery maintenance management flow for planning.
As the model shows, preventive and corrective maintenance activities are planned on a biannual and weekly basis; unplanned activities, as well as those related to Emergency Work Orders (EWO) that correspond to failures or anomalies, are performed during daily operation. In the three processes in Figure 4, the involved roles “Equipment responsible” and “Maintenance planner,” are particular cases of a more generic planner role.
The tasks related to the biannual planning process, carried out by the Equipment responsible, consist of identifing the maintenance activities that must be performed each semester and planning the execution of the activities on a weekly basis. This planning is stored in a Machine Ledger, a graphical visualization tool that allows maintenance teams to better understand maintenance/breakdown trends and patterns at the machines, assemblies, and components levels, so they can more effectively predict failures and plan preventive actions.
Based on the previous planning, the Maintenance planner responsible verifies the availability of the technician through an attendance calendar as well as the fulfillment of the employee’s competencies to perform the required activity and assigns the weekly maintenance activities (second phase, once a week) on a specific date and time, also indicating the estimated time for the intervention. This assignment is stored in a database and communicated to the corresponding maintainer.
On the other hand, the management of unplanned activities (third phase, one or more times a day) is carried out by the Maintenance planner, who is in charge of receiving the intervention requests that may be submitted during the day (ticket) and opening an EWO. To carry out their assignment, the availability of the maintainers is verified as well as the fulfillment of the competencies required to make the maintenance activity and the assignment is done. As soon as the activity is assigned, the maintainer is notified.
Once the planning phase is complete, the proposed activities are executed in the Operation time phase, as presented below.
Execution of maintenance operations
As related in the previous section, planner roles are responsible for the maintenance planning and assignment of biannual and weekly maintenance activities to maintainer roles. From these processes, several planned maintenance orders are sent to each maintainer during the day. A second assignment modality is executed when emergencies arise during the working day that must be attended, which are handled as unplanned activities for which the corresponding EWO is generated and assigned.
Once the maintenance activity has been assigned to a particular Maintainer, he receives a notification of the corresponding assigned maintenance order. Before starting with the execution of the activity, all the information related to the intervention (area of intervention, typology, estimated intervention time, required materials, procedure description, among others) must be verified by the maintenance technician. This allows the intervention to be carried out efficiently and avoiding delays due to ignorance of the procedure or lack of supplies.
The lower part of Figure 5 shows a brief representation of the process executed by a Maintainer to perform the assigned maintenance activities.

Maintenance activities execution process.
For each assigned planned activity, an activity sheet must be opened in which the Maintainer, once positioned in the workstation (machine), can start the maintenance activity and report information as the description of the performed activity, start date/time and stop date/time.
Similarly, when an unplanned maintenance activity is completed and the first part processed after maintenance is verified, the Maintainer must indicate the completion of the activity and register it in an EWO sheet, to be subsequently closed.
To support both, planning and operation processes, a software application based on Figure 2 was developed for the management of maintenance activities, which, together with the application of the methodology, is introduced in the case study in the following section.
Case study
The application of the FMM and the proposed methodology to a mechanical company in the manufacturing industry is illustrated in this section, which attempts to improve the facility management activities through the implementation of CPPS and IIoT technologies. The AS-IS scenario is shown first, followed by the TO-BE scenario where the implementation of the CPPS and the application of the methodology steps are described.
The AS-IS scenario
The organizational structure of the production company in question, which produces molds for automotive, electro-sanitary, and household appliances, is divided into administrative and production functions, as shown in Figure 6.

The organizational structure of the production company in question.
Accounting and financial, staff, sales, safety and quality areas are staffed by the Company Management and are structured into administrative organizational units. Design, manufacturing, warehouse and maintenance are managed by the Production department. The company has two production plants: one located in the main office, which deals with the production of small and medium-sized mechanical molds, and the other, decentralized, dedicated to the production of large molds.
The analysis of the AS-IS scenario highlighted that the company had very simple maintenance procedures, such as autonomous and breakdown maintenance directly managed by the production department, together with a low level of computerization.
TO BE scenario
During the implementation of the SMART Industry 4.0 project, STAMEC decided to change the organizational structure, inserting a new Facility Management OU in the administrative department compliant with the one shown in Figure 1.
At the same time, a CPS based on the model in the “Cyber-physical production systems” section was implemented for the improvement of production performance. This provided the opportunity to use the technological substrate to implement ad hoc software for the preventive maintenance of two pilot machines.
Planning and executing maintenance operations
The step-by-step methodology for FMM presented in the “The methodology for facility maintenance management” section was implemented based on two main phases: planning time, and operation time. The development of the methodological steps required the creation of a specific software application described below (“make or buy” choice of the model in Figure 1). The main activities carried out in each of the points of the methodology are summarized below.
Planning time
a) Focus on the area of intervention and identify the roles to be allocated: the application developed for the management of maintenance activities emphasizes the area of intervention (organizational unit, work center, work unit) and the type of intervention (electrical, electronic, hydraulic, mechanical) according to the type of machine or asset to maintain. Likewise, the access levels to activities are determined according to specific planning (Planner) or execution (Maintainer) roles. As well, for the execution of maintenance activities, specific skills are required according to the type of intervention, which is why the application is capable of selecting only maintainers who have the appropriate skills to perform it, as shown in Figure 7. When these skills are not available, or they are highly specialized activities that are not typical of the organization’s internal maintenance team, outsourcing should be done. Software application example to support the weekly maintenance planning processes.
b) Select the management methods for the area of intervention: the machine considered in this case study was maintained periodically, and, therefore, was following a time-based maintenance approach. However, the necessity of preventing production stops when the machine presented considerable problems required the management to shift to a preventive maintenance method.
c) Acquire detailed knowledge about the appropriate technology for the object/system to be maintained: on the machine, two sensors measuring the temperature and the vibrations have been installed. The data has been used by an anomaly detection algorithm that identified anomalous temperatures and vibration rates, allowing to know the state of health of the machine.
d) Plan the management activities for the object/system: planning preventive maintenance activities based on the planning process shown in Figure 4 and the implemented tool shown in Figure 7 is performed at this point. The information obtained facilitates decision-making processes aimed at avoiding future problems, such as the possibility of carrying out pre or post-production maintenance to reduce the need to stop production for longer due to faults that could be avoided. In this way, CBM strategies were planned based on the condition of the machines, and PdM strategies could be implemented in the future.
Operation time
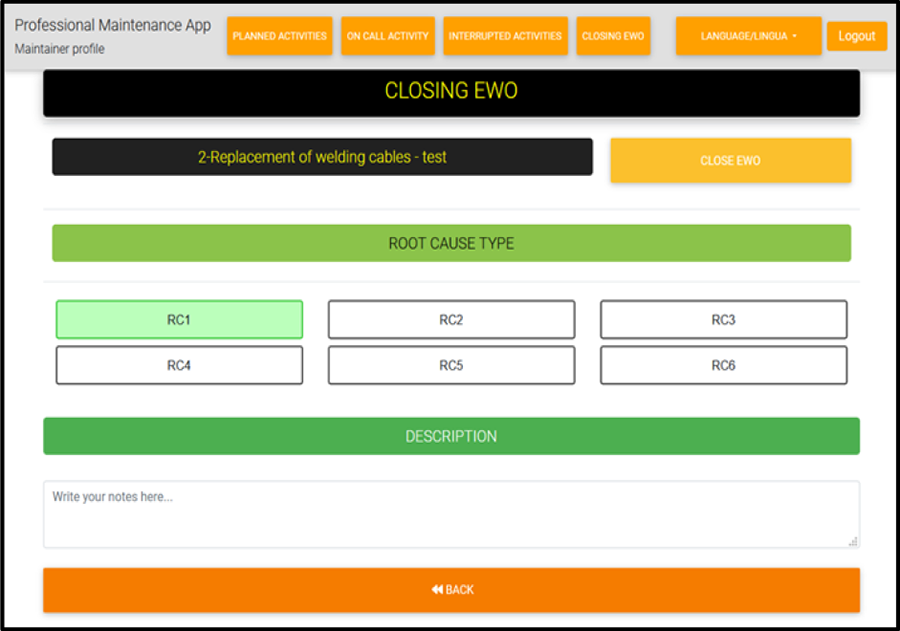
e) Implement management support hardware/software systems and big data technologies/techniques: a software application as presented in Figures 8 and 9 was developed that supports the management, planning, and recording of the execution of preventive and corrective maintenance activities of the machines, considering aspects a) and b) related in the planning time phase. An example of the time recording of a performed maintenance activity is shown in Figure 8, while Figure 9 is related to the selection of one of the following root causes for closing EWO when a BdM strategy is applied: RC1: External factors, RC2: Human error, RC3: Design defect, RC4: Insufficient maintenance, RC5: Wrong operating conditions, RC6: Lack of basic conditions. Both examples are performed by a user with the Maintainer role. Maintenance activity time register. Root cause selection for closing EWO.
Similarly, based on the CPPS proposed in Figure 3, sensors were installed in the machines to capture and analyze in real-time the information related to the machine health condition and plan the corresponding preventive maintenance strategies, as mentioned in points c) and d) of the methodology.
f) Measure, monitor, and control the object/system: the integration of hardware and software systems for monitoring the health conditions of the machine, through IoT devices as smart sensors, as well as the control of the data obtained, allow the generation of early emergency alerts in the event of data indicating a problem, for example, spindle temperature too high, machine downtime detected by a sensor while the machine was running, or even the deterioration of the performance of the machine detected by an accelerometer and an energy sensor. This facilitates the early detection of anomalies and the prevention of failures through the execution of preventive maintenance activities, as CBM.
g) Execute the maintenance activities.
h) Feedback the process: once the maintenance activity is performed, the Maintainer must carry out a feedback process through the same system that allows continuous improvement of the maintenance planning and operation processes, which directly reaches the Planner role. In this way, the systematic integration between planning and operational processes can be further improved.
It is worthwhile to observe that thanks to the CPPS, the information related for example to machine stops due to failure or deterioration of the functioning of the machine, reaches the planner directly coming from the sensors. This signal immediately activates the process of assigning the EWO to the maintenance technician through the maintenance management software developed, significantly reducing the time of assigning the maintenance order for the machine out of production. On his part, the technician receives the information detected by the sensors together with the maintenance order on his tablet/mobile device, also making it possible to decrease the delay by intervening more quickly. In this way, it is possible to improve productivity by reducing the time and costs associated with repairs.
Similarly, in the case of degradation or deterioration of the machine’s operation, the most appropriate preventive maintenance times can be planned to extend the life cycle of the machines. An example of this is the so-called “opportunistic strategies,” where on a line that stops, simple preventive maintenance operations are carried out even on machines other than the one that caused stopped and have shown a degradation through the sensors.
From the changes made in the management of maintenance activities and the implemented systems, the following results can be summarized that demonstrate the usefulness of the approach presented in the previous sections.
About the organization of the company, the fact of including the management of the facilities in the administrative division has allowed improving the planning and programming of the maintenance activities, initially of machinery and software applications, thanks to a program of effective preventive maintenance based on the analysis of the data obtained through the technologies implemented starting from the model shown in Figure 3 and the methodology presented in the “The methodology for facility maintenance management” section.
Related to the two pilot machines object of the experimentation, significant results have been evidenced regarding the efficiency of the production process, as shown in Table 1.
Summary of the main results evidenced after the introduction of the new maintenance system, in comparison with the previous year.

By comparison with maintenance data taken in the year before the introduction of the new maintenance system, we have observed a reduction in downtime occurrences of 27% and a 45% reduction in breakdown, which has allowed an increase in production capacity of 2.5%, which represents a 12% increase in production output. These improvements have been achieved in the same operating conditions (two 8-hour shifts, 5 days/week, 50 weeks/year and a similar quantity of production orders). In the same way, the improvement of maintenance planning and the implemented actions from the new model have allowed a reduction in maintenance costs of 20%. These results rely on the early diagnosis of anomalies and failure patterns through the real-time data analysis enabled by CPPS, providing planning and operational teams with effective information on future downtime problems on machines with a higher risk of failure or that may result in more defective products.
Conclusions
Traditionally FM has been understood as a discipline that tends to preserve value (safety, comfort, etc.). 54 Its evolution leads us today to see a different aspect of FM as a discipline that creates value. In this sense, the combined approach (model + methodology + technology) presented in this paper allows planning and control of industrial resources that can achieve maintenance cost reduction, increased machinery availability and better product quality. It is important to emphasize that the contribution of this paper to facility management is strongly related to the use of Industry 4.0 technologies such as IoT, CPS, Big Data, Digital Twin, and Cloud Computing. The positive implications are the generation of value and the contribution to the improvement of industrial facility management by delivering new strategies that facilitate the decision-making process for the management of resources and facilities. Our work also reflects the approach of systematic integration to the improvement of some limitations of production management and process control, such as those mentioned by Bao et al. 47 : (1) lack of the real-time interaction and closed-loop feedback mechanism between physical and virtual spaces; and (2) lack of a unified product model throughout various phases in the discrete manufacturing environment for product data transmission and sharing.
Initially, a general model that brings together the various assets that need to be supported by the FM organizational unit was presented, as well as the main maintenance functions that can be applied to them to guarantee their operating conditions. In particular, the main advantage of the proposed model lies in the unifying approach to the maintenance of the industrial assets present in the organization and this can lead to significant savings. This particularity allows the manager of the FM organizational unit to adopt a management pattern for planning, monitoring, and maintenance control of the industrial resources, customizing the technical methods necessary for each type of resource.
The model is also accompanied by a step-by-step methodology for FMM that guides the planning and operation of an effective facility maintenance program, facilitating the decision-making process through a top-down decomposition method. In particular, the methodology requires detailed knowledge acquisition about the appropriate technology for the object/system to be maintained; this led to choice Industry 4.0 technologies such as IIoT, vertical/horizontal integration, Cloud Computing, CPS, and Big Data in the case study presented in the “Case study” section. The description of the case study demonstrates the practical use of the methodology for the maintenance of machine tools, but it is general enough to be applied in other scenarios.
A general approach to the maintenance of resources through the implementation of a CPPS was also developed, which makes use of IIoT, Digital Twin, and PPC technologies to maximize the effectiveness of the maintenance management activities, facilitating the planning and execution of preventive maintenance strategies mainly oriented toward CBM and BdM. In this way, the CPPS together with the MPC software developed contribute to improving the performance of the maintenance support system by achieving zero signaling time of machine downtime or degradation in machine operation, allowing timely intervention to return the machine to normal operating conditions and plan preventive maintenance strategies at the most appropriate times, bringing benefits in reducing non-production times and repairment costs.
The findings of this research are twofold. First, the decision-making process is modeled and the methodology clearly states the necessary steps for FM; then the continuous improvement takes advantage of the modernization of the processes related to the management of resources and facilities. Our approach to FM promotes the early identification and diagnosis of anomalies in real-time through the implementation of preventive strategies supported by IIoT devices, CPPS and, Big data technologies.
Recent research outline the importance of system properties such as robustness, reliability, and resilience 53,55 ; they are promising properties for today’s manufacturing systems to achieve a sustainable success of the systems. The results discussed in the case study provide some evidence that FM systems, implemented with the support of Industry 4.0 technologies, can contribute to achieving better values of these properties.
This work is not without limitations, particularly for what concerns the maintenance of industrial assets allocated to production processes. In fact, in this scenario, the cost and time of FM programs can be high. However, CPPS are often implemented to improve the production process performance and are already there to be used with little additional cost for maintenance purposes.
The lessons learned during the implementation of the research project to improve the performances of FMM and the production process in the case study company, tell us that the development of software systems, such as the professional maintenance application presented in the “Case study” section, requires additional effort to adapt machine tools so that they became part of a CPPS and this is a process that requires a lot of time. This situation will change in the future when machine tool manufacturers will use Industry 4.0 technologies in their products.
Several future developments can be conducted from this work, such as the optimization and automation of maintenance management processes of other assets, the implementation of PdM strategies based on Big Data techniques such as Artificial Intelligence (AI) or Machine Learning (ML), and resources allocation simulation, among others. Similarly, other research and development directions could be considered based on the integration of the proposed CPPS and PPC software with different 4.0 technologies, such as virtual reality 23 and various Big data 56 techniques that allow transforming processes in various phases of the supply chain. The application of these technologies will help to break down the barriers to practicing increasingly sustainable FM and turn it into a tool to enhance firms’ productivity and competitiveness, as proposed by Mari et al. 54 Another future direction of the work on this subject is how human factors affect the FM in a Cyber-physical manufacturing context, as there is a growing evidence that human factors play an important role in determining the performance of a manufacturing system. 57
Footnotes
Acknowledgments
The authors thank Eng. Michele Nastasia for providing the data relating to the performance of maintenance activities for the case study proposed in this paper.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: MISE project “SMART INDUSTRY 4.0” n. F/050493/01-02/X32, decreto MISE n.5195 del 19/12/2017.