
Abstract
Industries are facing challenges to machine hard materials in economical ways and to improve the output machining characteristics. In pursuit of effective problem-solving, two distinct sets of AlTiN and TiCN coated inserts were meticulously prepared. Their respective performances were subsequently compared, using the output machining parameters as reference points. AlTiN inserts are fabricated by applying a twin layer consisting of Al50Ti40N (2 µm thickness) and Al60Ti50N (3 µm thickness) over the substrate. The insert obtained from this process has exceptional strength and remarkable toughness. Another substrate is coated with a 3 µm thick layer of TiCN, as TiCN coating offers excellent resistance against shock loads and impact stress. Previous research conducted by scholars has already established the efficacy of using synthetic coolant at 0°C for machining SS304. Hence, synthetic coolant was employed in combination with the aforementioned two types of inserts during their performance testing. A comprehensive analysis revealed that the performance of twin-layer AlTiN inserts surpassed that of TiCN inserts, showcasing superior tool life, reduced tool wear, and enhanced surface finish quality. The replacement of TiCN inserts with AlTiN inserts resulted in an impressive increase of around 70% in tool life and approximately 30% in surface finish quality.
Introduction
Machining hard materials like SS304 has always been a challenge due to heat concentration and work hardening characteristics. 1 Heat concentration is mainly due to the presence of nickel (alloying element) that changes the crystal structure to face centre cubic structure and also lowers the thermal conductivity of steel, which results in heat accumulation at the cutting zone. The heat concentration results in transformation (chemical) of cutting tool material at high temperatures, which makes it difficult to machine at high speeds. The challenge is in the form of tool life, high wear and tear on the tool edge, surface quality of the workpiece, and retention of physical properties of the workpiece after machining operations. 2 Previous research in the field of machining hard materials has primarily centred around the utilisation of coated tool inserts and the application of cryogenic machining techniques.
The coated layers provided on the substrate are made up of single or compound materials having properties of high hardness, toughness, ability to withstand high temperatures, etc. 3 They are deposited on the tool substrate either by physical vapour deposition (PVD) or chemical vapour deposition (CVD) processes, depending on the characteristics of the coating powder, substrate material, and process requirements. 4 The normal thickness of the surface coating varies from 1.5 µm to a maximum of 6 µm. TiCN, TiN, AlTiCN, and AlTiN are the most common forms of surface coating used to machine hard materials like SS304, as they provide better tool life and a superior surface finish. 5 This study has explored an innovative approach by employing a distinctive twin-layer AlTiN coating with two different atomic weights, as opposed to a single-layer coating, to achieve enhanced performance. The research has systematically compared the performance of AlTiN- and TiCN-coated inserts by evaluating multiple output machining parameters such as tool life, surface finish, and cutting force. The specifics of this comparison are thoroughly elucidated in their relevant sections within the article.
Enhancing the machining attributes of hard materials can also be achieved by implementing efficient cooling techniques to dissipate the generated heat effectively. The heat is generated at the cutting zone interface due to high friction between the tool and the workpiece. 6 Cryogenic cooling represents a specialised machining approach in which coolant within the temperature range of −150 to −270 °C is splashed on the workpiece to effectively eliminate heat. 7 In this system, the cryogenic fluid consisting of either CO2 or liquid nitrogen is splashed on the work-tool cutting area through nozzles, and heat is removed at a rapid rate from the work-tool contact area due to the difference in heat between the fluid and cutting area. 8 The reduction in frictional heat helps ease in plastic deformation of the workpiece, which results in the retention of cutting-edge sharpness, better dimensional accuracy, a good surface finish, and better tool life. 9 Cryogenic machining though effective, but its economic feasibility and practicability make its use limited.
The research work discussed in this article recommends more economical and effective ways to machine the SS304 for better tool life and an improved surface finish. The study involved comparing the machining performances of suggested alternatives to enhance their acceptance by industries. The two alternatives are (i) depositing twin-layer AlTiN coatings of different atomic weights on a tungsten carbide substrate and (ii) depositing a single layer of TiCN coating on a tungsten carbide substrate. The synthetic coolant is used as a cooling medium, as past research has validated that the synthetic coolant at 0 °C is effective with coated tool inserts.
Experimental setup
The entire experimental setup consists of designing the unique refrigeration system to remove sensible heat from the coolant, surface coating of tool inserts, and measurements of various machining parameters as per standard practices. The entire process had been discussed under the following headings:.
Tool coating
The surface coatings applied to the inserts are capable of withstanding high temperatures, sudden impact loads, and high strength.
10
The surface coating materials, preparation, coating process on substrate, and other details are discussed below:
AlTiN-coated inserts: The substrate used for the coating is made up of tungsten carbide, consisting of 93% tungsten grain and 7% cobalt, which act as binder agents. The average grain size of the substrate powder is 1.5 µm. The twin-layer AlTiN coating was obtained by using two different powders, whose chemical constituents are Al60Ti50N and Al50Ti40N. The grains were of spherical crystalline shape, and the average grain size of the powder was 1.1 µm. The substrate was subjected to an etching process for 25 min using Ar ions at a pressure of 0.2 kPa. The temperature of the furnace was maintained at 600 °C, and the deposition time was 320 min for coating both layers. The Al50Ti40N was selected as the base layer over the substrate as it possesses more hardness and good bonding strength. The Al60Ti50N layer is placed over the base layer as it possesses high fracture toughness strength and can withstand the shock load impact generated during cutting. The hardness of the coating measured with a nanoindentor (make Hysitron) was 22.5 GPa. A sclerometer was used to measure the scratch hardness of the coating, and the measured value was 55 N at the critical load. The surface roughness of the coating at the rake face was 0.3 µm when measured with a Mitutoyo surface roughness tester. The thermal conductivity of the insert, measured at 300 °C is 8 W/mK at the top surface. The thickness of the coat applied over the substrate was 3 µm for the base and 2 µm for the top layer. The deposition was carried out using the PVD technique. TiCN-coated inserts: A second specimen of the insert is prepared with TiCN powder due to its ability to withstand the sudden impact load. A uniform coating of TiCN is applied to the substrate using the PVD process; the substrate specification is the same as discussed above. The TiCN coating is obtained with sintered-based powder, which is of irregular crystalline-shaped FCC structure. The average grain size is 1.5 µm. The thickness of the coat applied over the substrate was 3 µm. The PVD process was carried out in an arc cathode furnace, where the substrate was heated to a temperature of 550 °C followed by etching, coating, and cooling to room temperature. The deposition rate in the furnace was 1.2 µm/hour. The thickness of the coat applied over the substrate was measured and found to be 3 µm. The measured value of the surface roughness of the coating was 0.4 µm. The surface coating hardness and scratch resistance hardness measured values were 20 GPa and 52 N (at critical load). The thermal conductivity of the TiCN insert (top surface), measured at 300 °C is 6.2 W/mK. A schematic layout of the coating method has been illustrated in Figure 1.
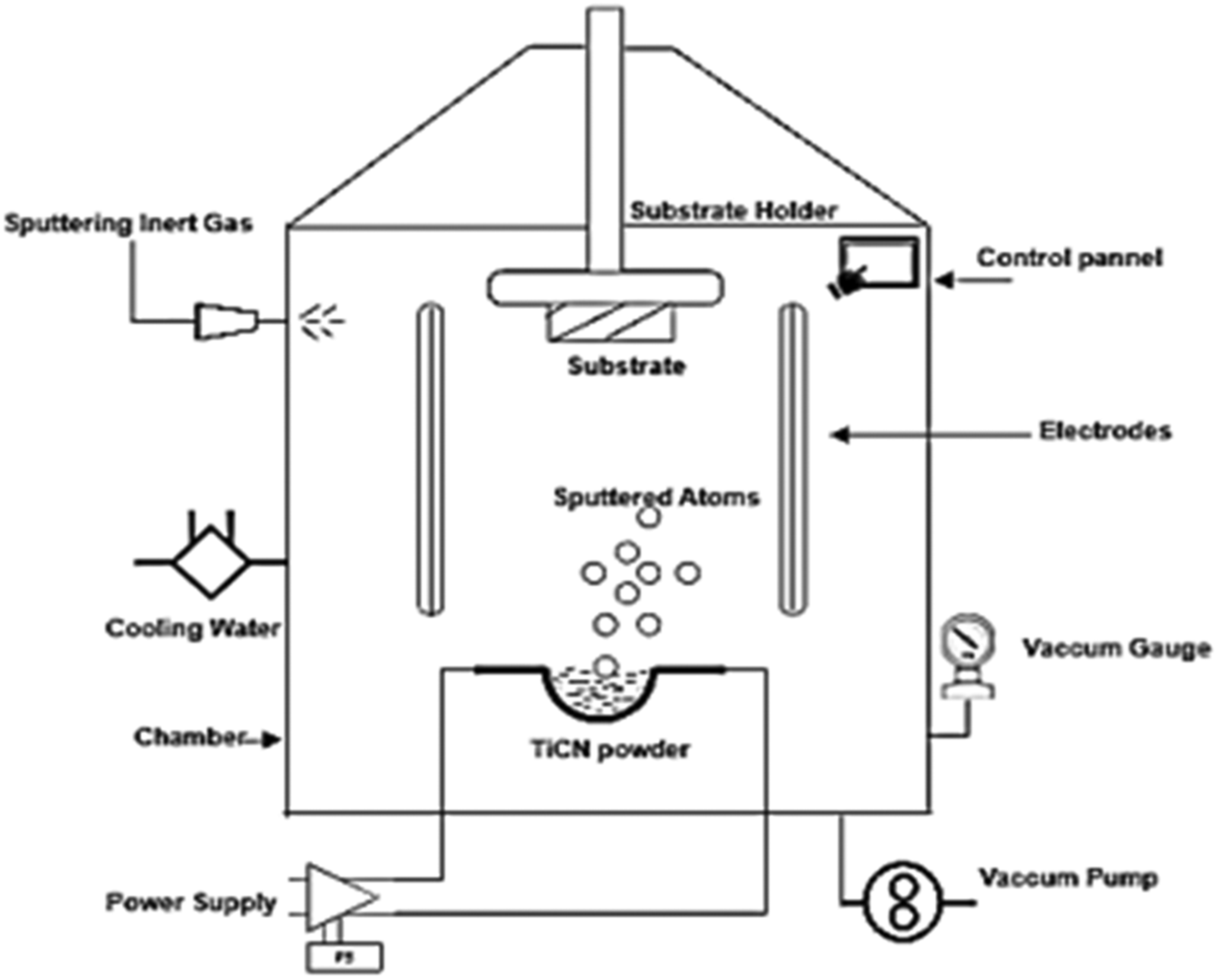
Surface coating process for AlTiN/TiCN.
As discussed in the previous research article, the same designed and fabricated cooling system was used to lower the temperature of synthetic coolant from ambient temperature to 0 °C. 11 The coolant system works on a vapour compression cycle system, as shown in Figure 2. The refrigerant vapour used in the system is R134a, which is environmental friendly. The coolant at ambient temperature is sucked from the main tank and pumped into a supplementary tank maintained at 0 °C. The coolant continuously flows from the main tank to the supplementary tank and vice versa through a centrifugal pump. The circulation of coolant takes place through centrifugal pumps, which deliver coolant at 10 L/min at a pressure of 5 kg/cm2. The coolant is splashed through a set of nozzles whose diameter is 0.5 mm at discharge. The schematic layout and details are shown in Figure 2.
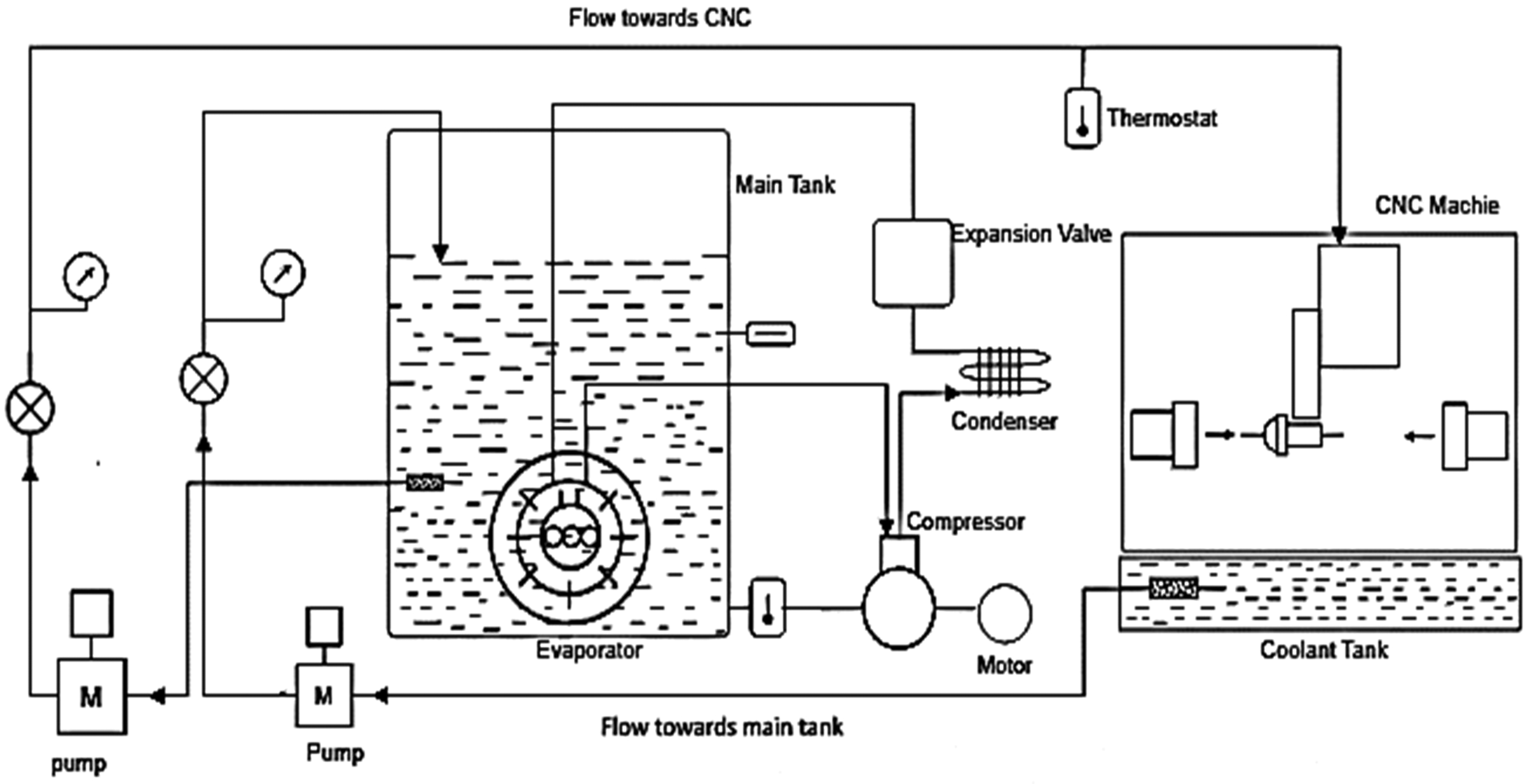
Schematic layout for experimental setup.
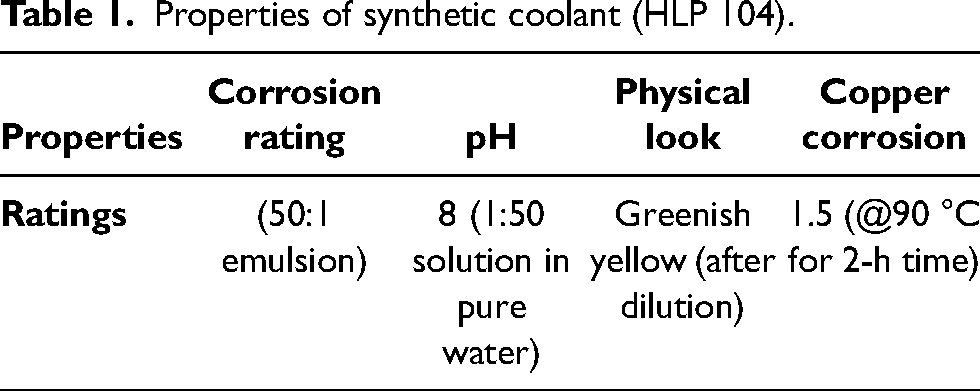
A synthetic oil based coolant with grade HLP104 was used in the ratio of 10:90, with 90% being water. The specifications of the coolant are provided in Table 1.
Properties of synthetic coolant (HLP 104).
The standard ASTM sample of SS304 with physical dimensions of 200 mm in diameter and 350 mm length is selected for the trial run. The chemical composition of the workpiece specimen is given in Table 2. The chemical composition is measured and tested in a standard NABL-recognised lab with an optical spectrometer device (make – Mettler). The specimen doesn’t require any special preparation before experimenting; only polish paper was used to remove any burr or high spot marks present on the specimen edge.
Chemical composition of the specimen (SS304).
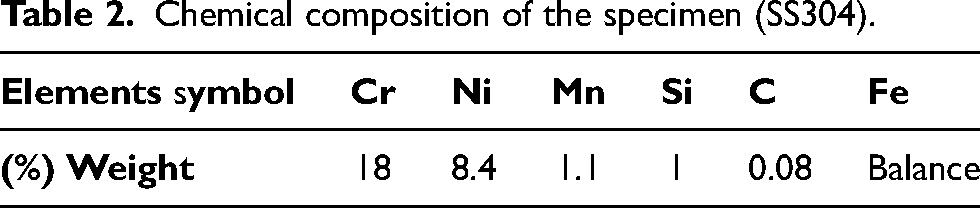
Chemical composition of the specimen (SS304).
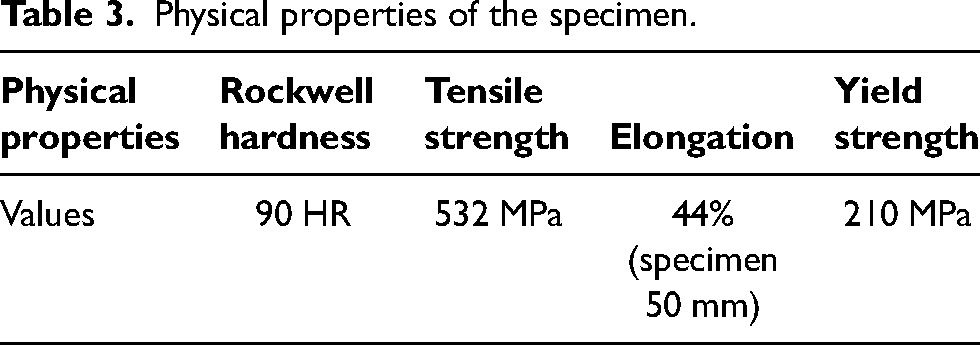
The physical properties of the workpiece specimen are specified in Table 3, the data provided by the supplier were duly verified in an accredited lab.
Physical properties of the specimen.
The machining was performed on a CNC turning machine (high precision turning centre – Model-LT 40 M 2000, make – Ace Micromatics Bangalore (India)) capable to withhold a job of maximum swing diameter of 400 mm and a length of 1500 mm. The spindle power is 28 kW, and it has linear motion guideways. The Fanuc controller system was available with the machine. The feed force and cutting forces were measured with Labview software. The inserts were square shaped and mounted on a standard tool holder (PCLNL2424M-16) to obtain tool geometry: (i) Rake angle – 4°, (ii) side cutting edge angle – 42° and (iii) clearance angle – 5°. The surface roughness was measured with a Mitutoyo surface roughness tester with a cut-off length of 0.6 mm and a sample length of 8 mm. The temperature generated during the cutting operations was measured with an optical pyrometer (Make – Impac) and data was recorded in the software available with the system. The surface morphology, microstructure, and other high-resolution images of cutting tools were generated with a Zeiss make scanning electron microscopy (SEM) machine. The hardness, elastic modulus, and indentation testing were carried out with Matrix make hardness tester. The Vickers standard indentation geometry was used for loading and unloading process and the load applied was 20 mN. The indentation was performed on six locations, and average value was recorded. A scratch test was performed with the Revetest scratch tester instrument to measure the adhesion. The indenter, made up of a diamond of radius 200 µm was travelled across the surface of length 3 mm with a constant, varying load from 1 to 50 N. The volume of tool wear was measured with an Accelonix 3D confocal device. The measurement was performed twice for all the devices to confirm the statistical repeatability, and in case the difference is greater than 3%, the measurement was performed for third time, and the value was considered final.
Results and discussions
Tool life
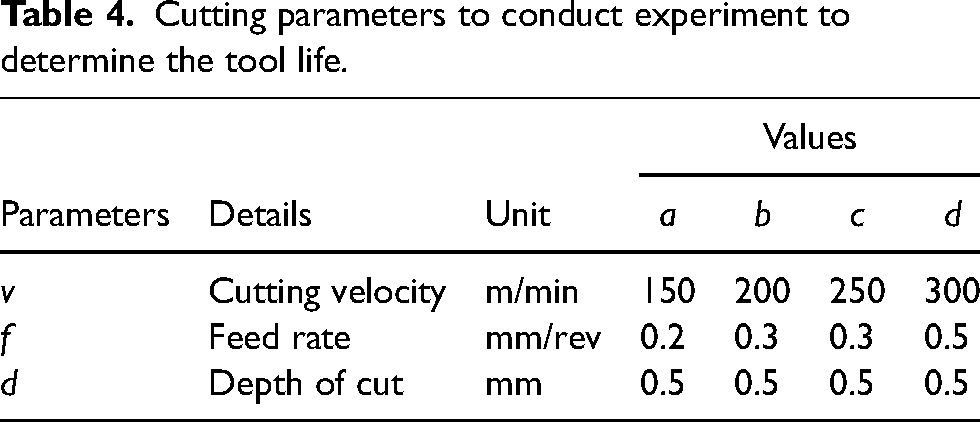
Tool life is one of the most important output machining characteristics of any machining process. Tool life primarily depends on factors such as retention of sharpness of cutting edge, wear and distortion of tool edge, hardness of tool inserts at elevated temperatures, etc. 12 To determine the tool life, the trial runs were performed under controlled conditions for both sets of experiments, the only difference being the type of inserts (AlTiN/TiCN) used for turning operations. The input-cutting parameters and test conditions for both sets of experiments are described in Table 4.
Cutting parameters to conduct experiment to determine the tool life.
Cutting parameters to conduct experiment to determine the tool life.
The tool life data obtained from both sets of experiments is represented in the form of a bar graph, as shown in Figure 3. The results indicate that the twin-layer AlTiN-coated insert has a better life than TiCN-coated inserts for all ranges of cutting speeds. AlTiN inserts perform much better at higher cutting speeds as compared to TiCN inserts. The reason for better performance is the higher chemical and mechanical stability of the AlTiN coating at heavier load cutting conditions, resulting in shallow crater wear. 13 The twin-layer coated insert has better surface toughness and rupture strength, the reason being that the top layer of AlTiN comprises a fine-grain uniformly distributed structure, which helps in withstanding the high cutting force during turning. The mechanical properties of the AlTiN coating are dependent on the Al content; the hardness and fracture toughness increase as the percentage of Al increases up to 67%, and it further decrease as cubic wurtzite is formed above that percentage.14,15 The other reason for better tool life is the quick dissipation of heat from the insert surface, as the heat conductivity of AlTiN is better than that of TiCN inserts at higher temperatures. 16 TiCN coating has higher thermal barrier resistance compared to AlTiN inserts due to lower thermal conductivity, which results in poor heat flow from the cutting zone area and oxidation wear across the rake surface of the tool. The heat generated across the rake face is uniformly distributed throughout the insert surface, and the splashing of synthetic coolant removes heat at a rapid rate. The synthetic coolant at 0 °C contains low heat, which results in fast dissipation of heat from the insert surface. 17 The faster cooling rate further helps in retaining the sharpness of the tool edge due to less chemical oxidation and lower cutting forces. The less frictional resistance at the juncture of the cutting edge and the more effective disposal of heat result in a less built-up edge, leading to an improvement in tool life due to the retention of the cutting edge. 18 AlTiN coating shows better results than TiCN due to the lower coefficient of friction.
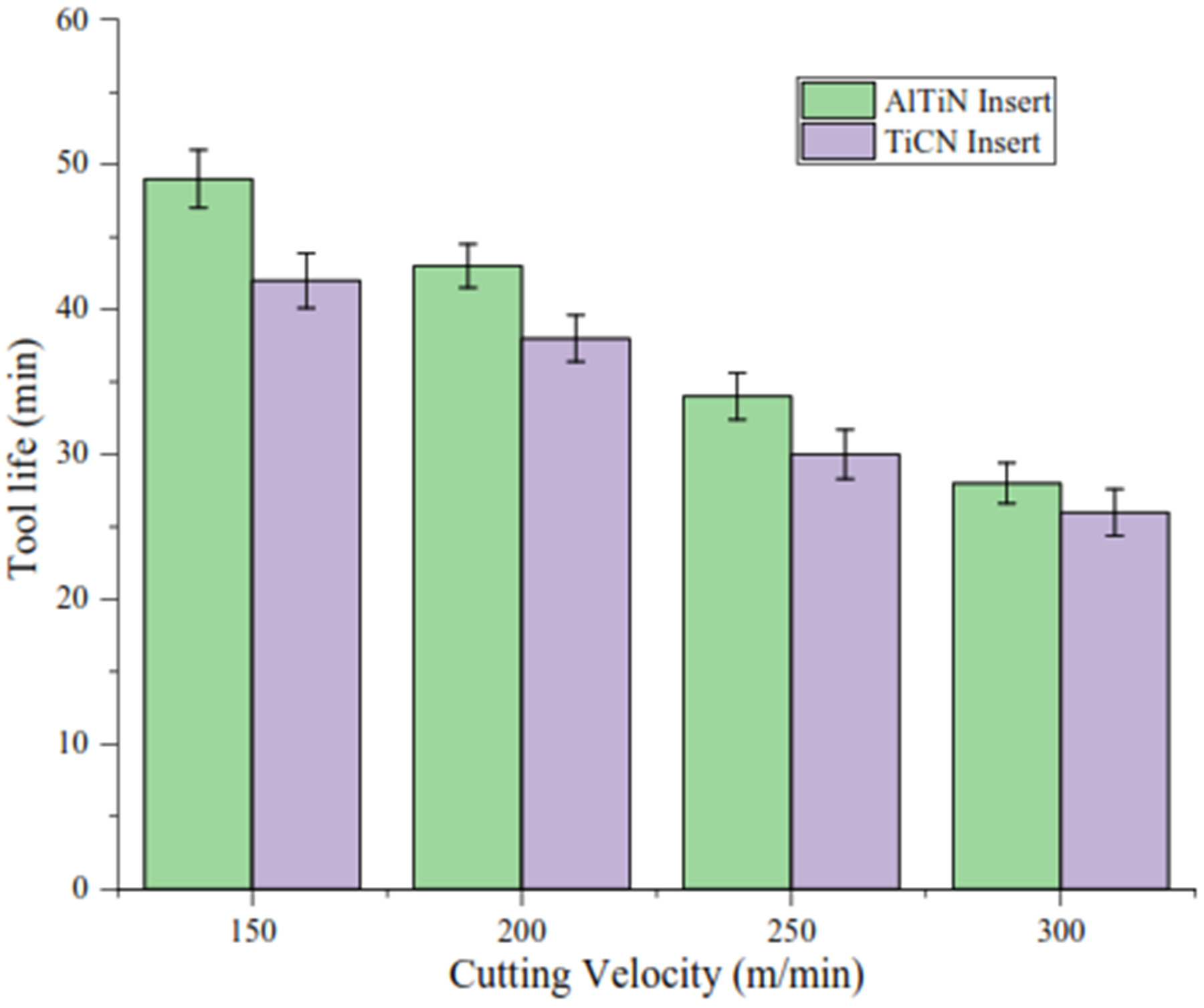
Tool life for AlTiN/TiCN inserts.
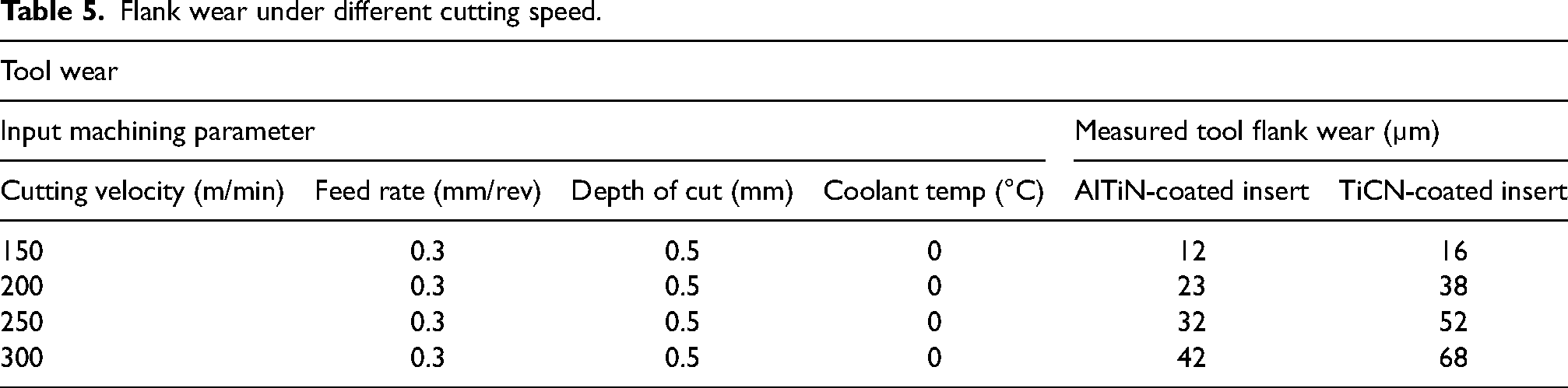
Tool wear plays an important role in determining the tool life, dimensional accuracy, surface finish of the workpiece, etc. 19 The tool wear primarily depends on the cutting forces, heat generated due to friction, surface coat toughness (insert), strength of coat, dissipation of heat from the tool face, type of coolant, tool geometry, etc. 20 To minimize tool wear during the machining of SS304, AlTiN/TiCN surface-coated inserts with synthetic coolant were used for the research work. The tool flank wear was measured with a 3D confocal microscope for different cutting speeds, and the obtained data are tabulated in Table 5. AlTiN inserts show less flank wear for all ranges of cutting speeds compared to TiCN inserts. The percentage difference in wear increases as the cutting speed increases, the reason being that TiCN-coated inserts were not able to withstand high cutting speeds as fragmentation of the layer takes place and the substrate is exposed.
Flank wear under different cutting speed.
Flank wear under different cutting speed.
The turning operation was carried out for 20 min, and later the rake face and flank were observed under SEM to analyse the failure mechanism. The physical and mechanical properties of twin-layer AlTiN and TiCN coatings are shown in Table 6. The AlTiN coating has superior mechanical properties compared to the TiCN coating; hence, flank and rake wear is comparatively less.
Mechanical properties of twin-layer AlTiN and TiCN coating.
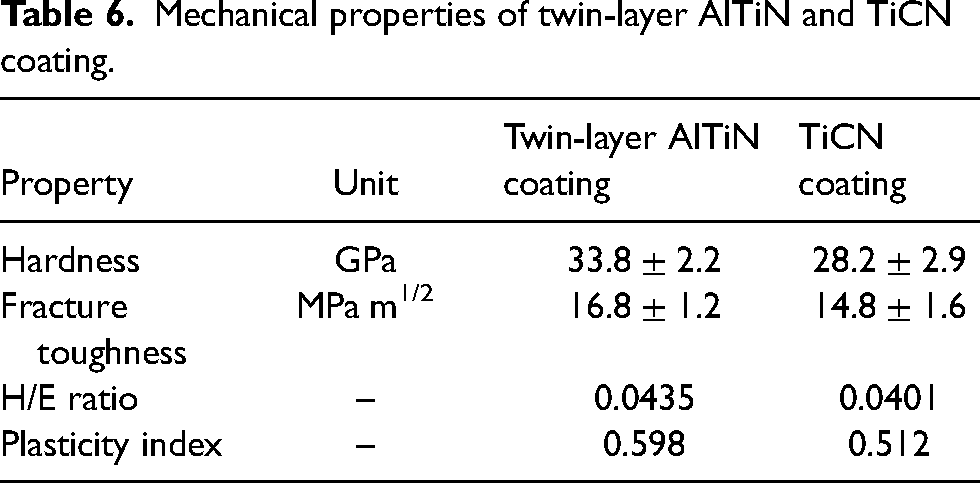
Figure 4 shows the SEM image for AlTiN-coated inserts. The pitting failure (crater wear) was observed on the rake face of the tool, resulting in the formation of micro holes on the surface due to the abrasion action resulting in the fine removal of coating particles. The reason for the pitting mechanism is the action of dynamic forces, contact stresses, and thermal stresses developed on the surface. 21 The scratch marks were observed on the rake and flank face of the AlTiN insert; the reason being that chips leave the scratch marks on the tool. No major de-lamination of the surface was observed as the coating due to adhesion strength and high fracture toughness. 22 The synthetic coolant also plays a crucial role during the machining of SS304 with AlTiN insert, as effective heat dissipation takes place and limits the temperature across the face and thermal stresses. 23
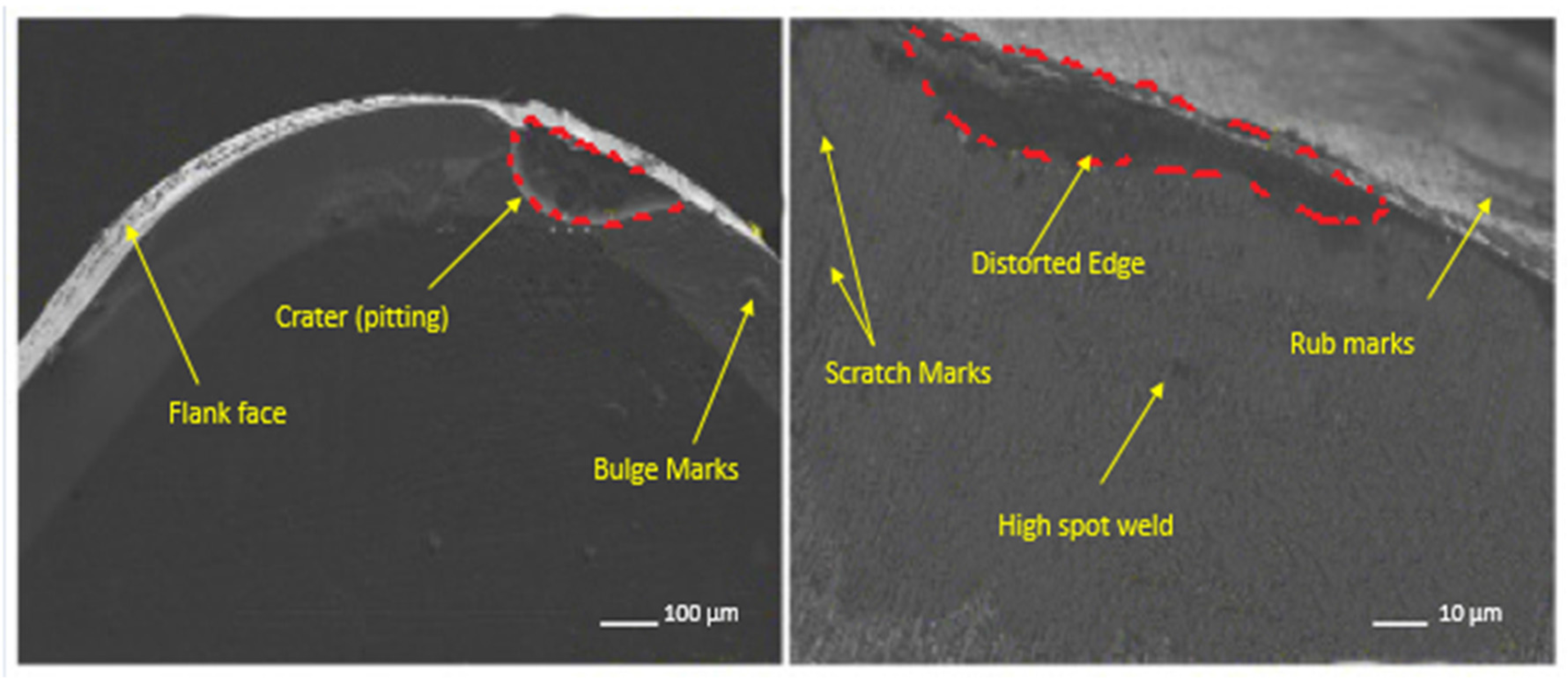
Tool face for AlTiN insert.
Figure 5 shows the SEM image for TiCN-coated inserts (rake face). The hard particles of the workpiece get embedded on the top surface layer of the TiCN insert, resulting in severe abrasion and fracturing the coated layer in the form of fine fragments, leading to crater wear. The fine fragments are removed due to mechanical action, chemical and thermal affinity at the tool work contact area, leading to three body abrasive actions. The chipping of the surface took place, leading to the exposure of the substrate and the failure of tool. The plastic diffusion takes place on the top layer due to excessive heat generation, resulting in stick-slip action on the tool surface. 24
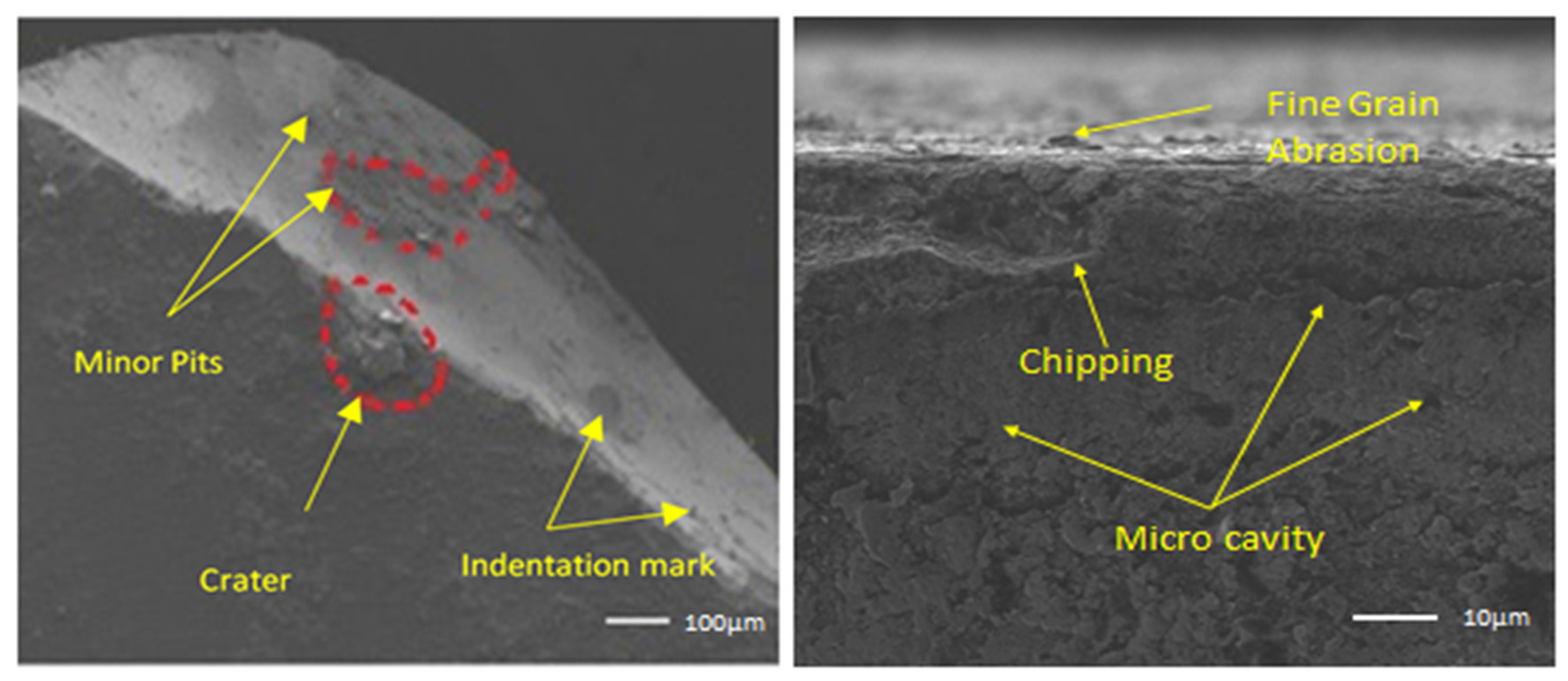
Tool face for TiCN insert.
Analysing the wear mechanism for both cases, it was found that the AlTiN twin-coated layer shows better performance than the TiCN-coated tool, the reason being that the twin layer provides good toughness, high tensile strength, and high resilience to shock load. Synthetic coolant provides add-in support as it limits the temperature generation across the face of the tool.
The cutting force primarily depends on the machinability of the material; in case the material is too difficult to machine, the cutting force amplitude increases, which may result in the abnormal heating of the tool and distortion of the cutting edge. 25 The cutting force directly affects the power consumed, and both are directly proportional to each other; hence, research is focused on reducing the cutting force. 26 In the present research, the focus area was tool life, which primarily depends upon several factors, among which cutting force is one of them. The cutting forces were measured for both inserts for a wide range of cutting speeds with a dynamometer, and readings were recorded in the Labview software. The input machining parameters used to perform the experiments are given in Table 7.
Input-cutting parameters for measurement of cutting forces.
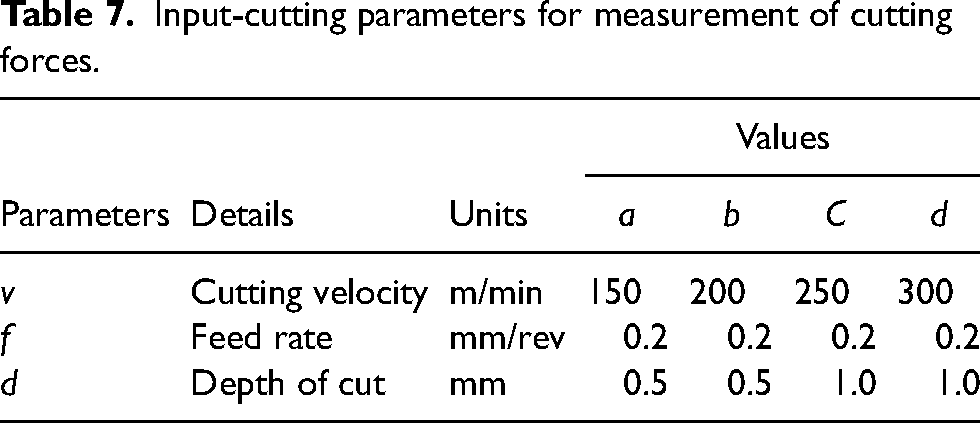
Input-cutting parameters for measurement of cutting forces.
The cutting forces and feed force data were recorded through a dynamometer (Kistler make). The cutting force data is plotted against the cutting speed for both types of coated inserts, as shown in Figure 6. The plastic deformation increases with the increase in cutting speed for all feeds, and hence the cutting forces are decreasing at higher cutting speeds. 27 The feed force also decreases at higher cutting speeds. It was found that the cutting force magnitude was less for AlTiN inserts compared to TiCN inserts for all ranges of cutting speed. The cutting force was considerably less for twin-layer AlTiN inserts at higher cutting speeds compared to TiCN inserts, the primary reason being the retention of the sharpness of the cutting edge that eases plastic deformation of SS304 material, which enhances the smooth flow of chips over the tool rake face. The smooth flow of chips over the face results in less entanglement of the tool with chips, which protects the tool edge from getting distorted. 28
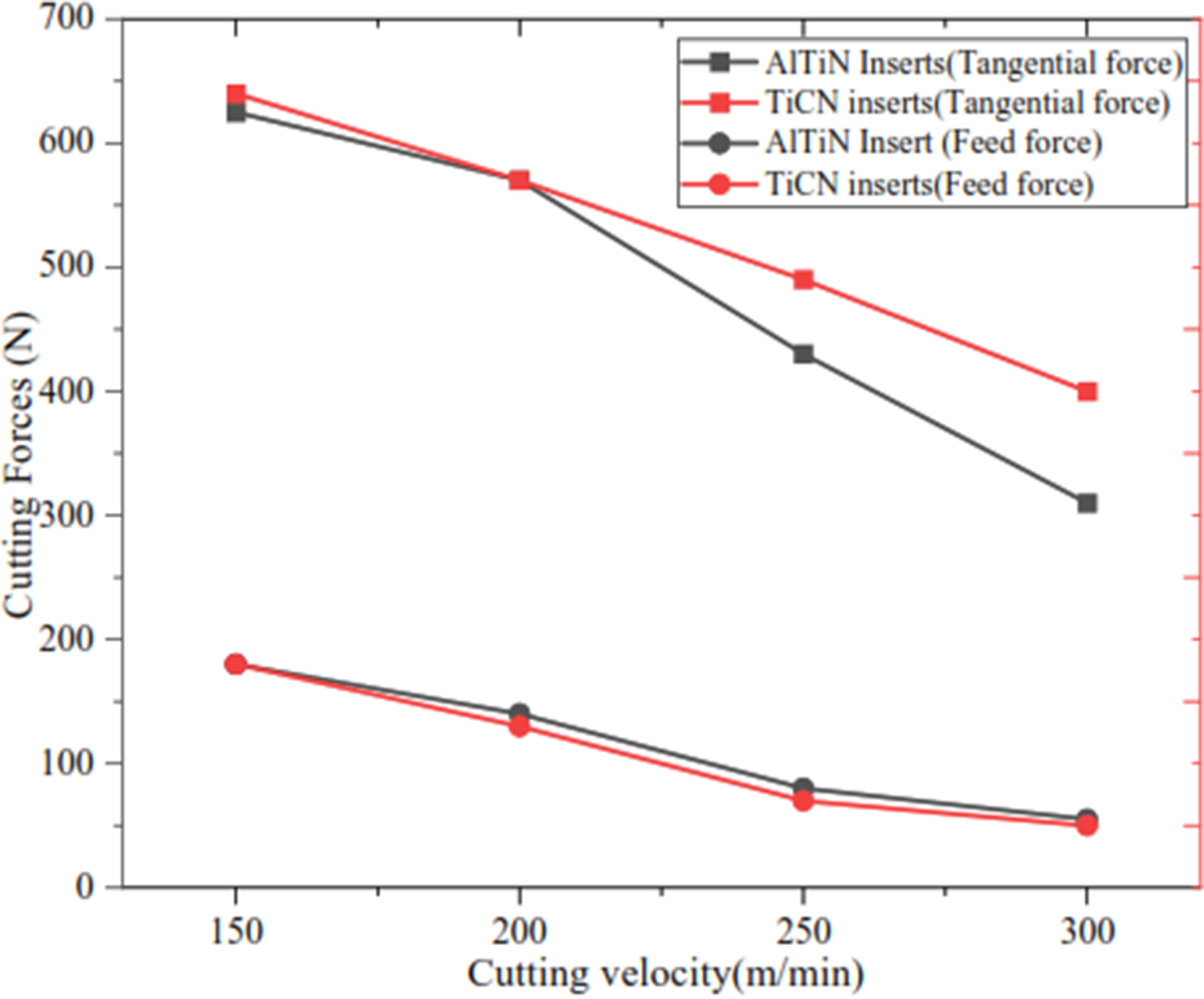
Cutting and feed force variations for AlTiN/TiCN inserts.
During the machining of hard materials, in addition to tool life, the surface quality of the workpiece has to be controlled within close tolerance limits based on its applications. 29 In the current research, emphasis has been primarily focused on the tool life along with the surface finish during the machining of hard materials like SS304. The high-speed turning operations were carried out with the optimised factors as shown in Table 8. The turning operation was carried out at a wide range of cutting speeds so as to validate the effects of synthetic coolant at 0°C and inserts used for research work.
Input-cutting parameters to conduct experiment for surface finish.
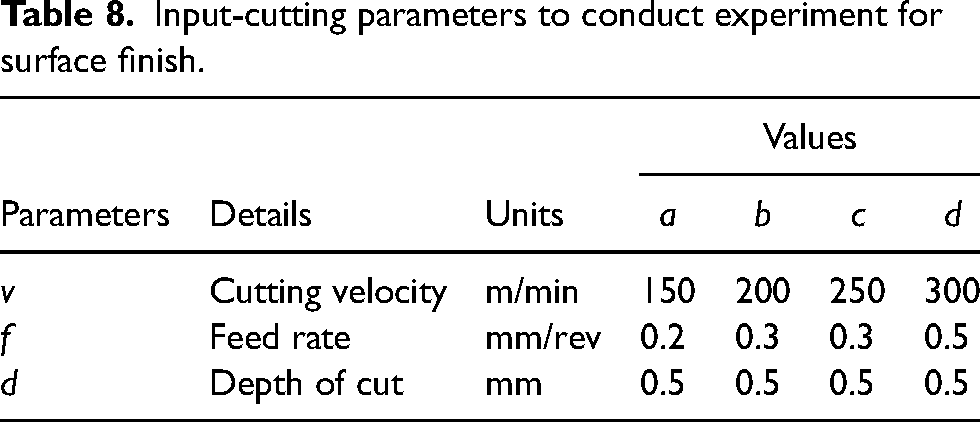
Input-cutting parameters to conduct experiment for surface finish.
To compare the surface quality of the workpiece during the high-speed turning of SS304 with AlTiN/TiCN inserts, the surface roughness values were measured. The surface roughness was measured across the length of the machined surface at three different spots with a sample length of 5 mm. The measurement was carried out with a Mitutoyo surface roughness tester, and the data is represented in the form of a bar graph as shown in Figure 7.
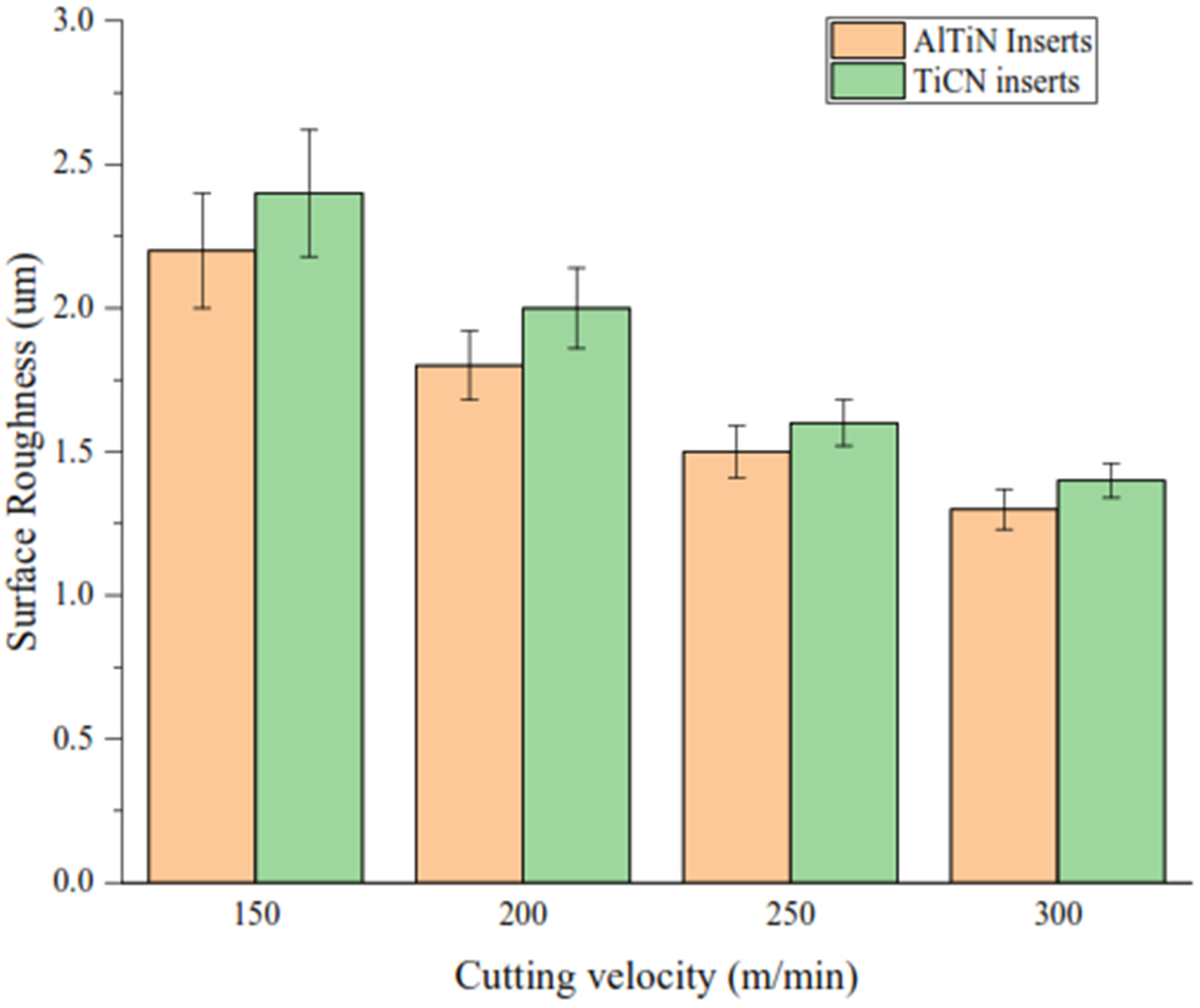
Surface roughness variations for AlTiN/TiCN inserts.
The above results suggest that the surface finish obtained during the machining of SS304 with twin-layer AlTiN inserts has a superior surface finish compared to TiCN inserts. The reason for the better surface quality with AlTiN inserts is primarily due to (i) retention of sharpness of the cutting edge at high speed, (ii) smooth flow of chips over the rake face of the tool, (iii) effective dissipation of heat generated during cutting, and (iv) reduction in the coefficient of friction during cutting. The twin-layer coated AlTiN inserts serve the purpose, as the base layer provides rigidity and bonding strength during machining, whereas the top layer provides high fracture toughness to sudden shock loads during turning, thus preventing the blunting of the tool cutting edge.
The machined surfaces of SS304 (both specimens) were observed under SEM in order to analyse the reasons for the surface quality of the workpiece. Figure 8 shows the microstructure of machined surface with AlTiN inserts. A high-quality surface finish was obtained as no deep cracks, severe scratch marks, and distortion of workpiece were observed. Only a few microcavities were observed, and the rest of the surface was uniform across the length. Figure 9 image shows the microstructure of SS304 (post-machining) with a TiCN insert. The surface quality was poor as compared to other specimen, the main reason being the creation of a large void due to cracking of the surface during the plastic deformation. 30 The scratch marks were observed on the surface, the reason being that the chips getting entangled with the workpiece while leaving the cutting zone area.31,32
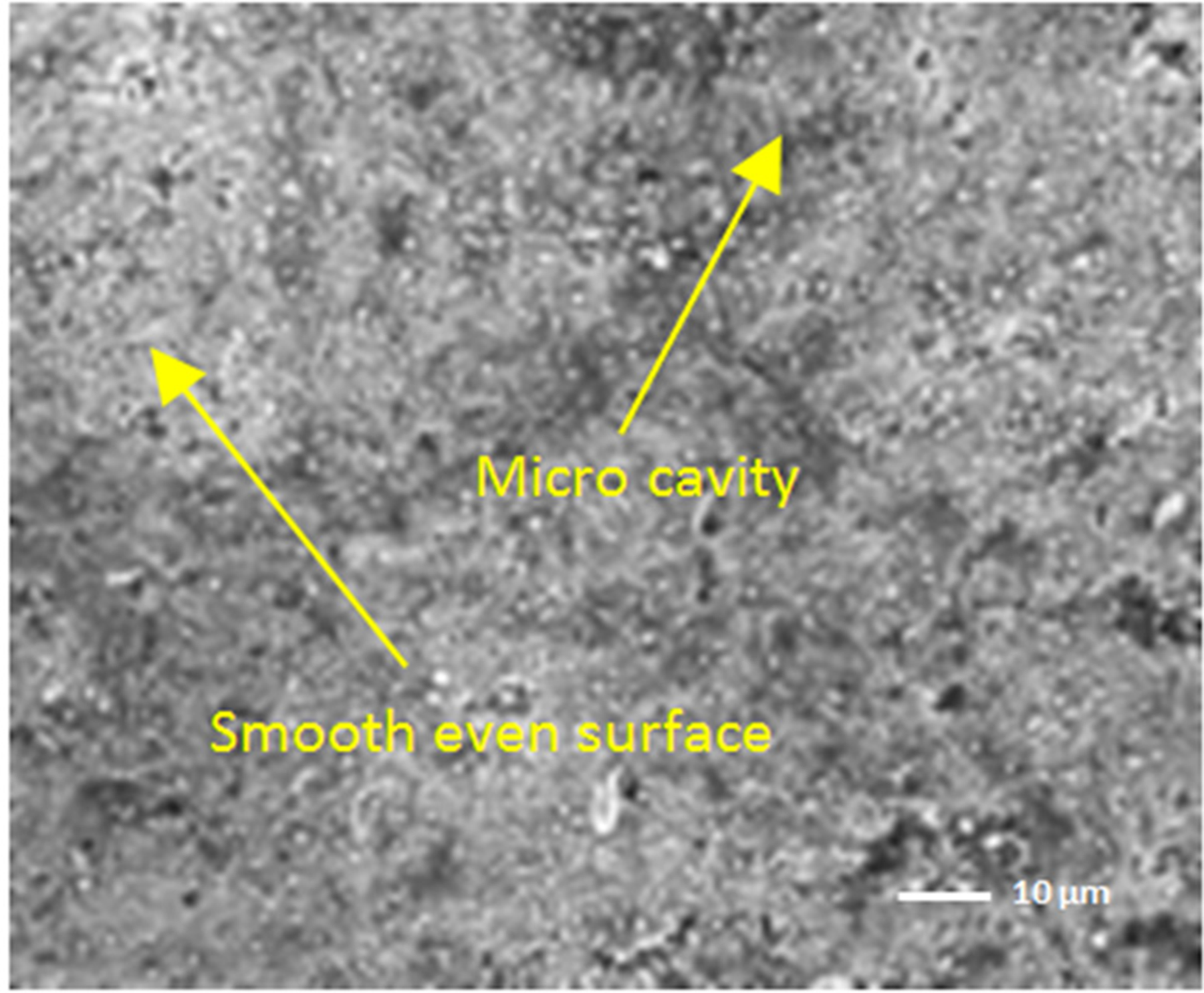
Microstructure of machined surface with AlTiN inserts.
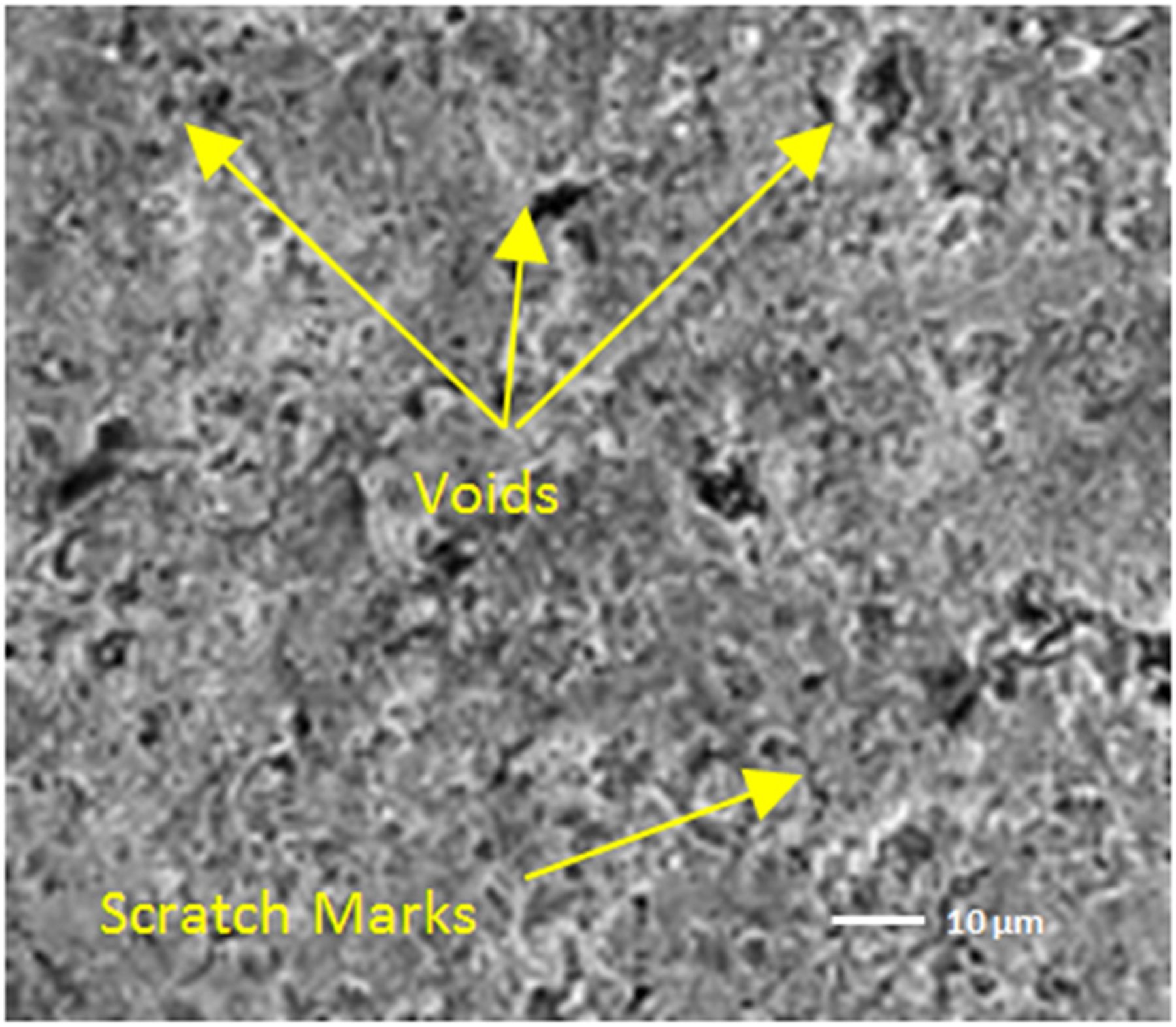
Microstructure of machined surface with TiCN inserts.
The post-machining analysis of surface coating plays a vital role in studying the mechanism of wear. 33 The turning of SS304 was carried out with machining parameters as mentioned in Table 7. The standard turning operation was carried out for 20 min of the work cycle (time was fixed for 20 min as compensation for tool wear increased to 50 µm post-20 min). The inserts were scanned through SEM to analyse the microstructural characteristics. Figure 10 shows the microstructure of AlTiN-coated inserts. The failure mechanism of TiCN inserts and their microstructural characteristics are shown in Figure 11. As discussed in the previous section on tool life, we have found that tool life is better when machining is done with AlTiN inserts compared to TiCN inserts, the reasons can be verified through microstructural changes taking place on the coated surface. The cracks formation indentation at the surface is quite large in TiCN inserts compared to AlTiN inserts. The chipping off can be seen in the case of TiCN inserts, the reason being the high contact stresses generated at the high rise point, and a few local stick slip phenomena of the workpiece are observed due to the high temperature. The low co-efficient of friction of the coating leads to a reduction in frictional force and less heat generation at the tool face, resulting in a less localised welding phenomenon between the tool and chips (stick slip process). 34 The lower value of hardness to elasticity and high plasticity index of the coating are also responsible for low heat generation during the cutting process. 35 One point may be noted here: due to the synthetic coolant used at 0 °C the localised globule spots are in fewer numbers due to better heat dissipation from the tool surface.
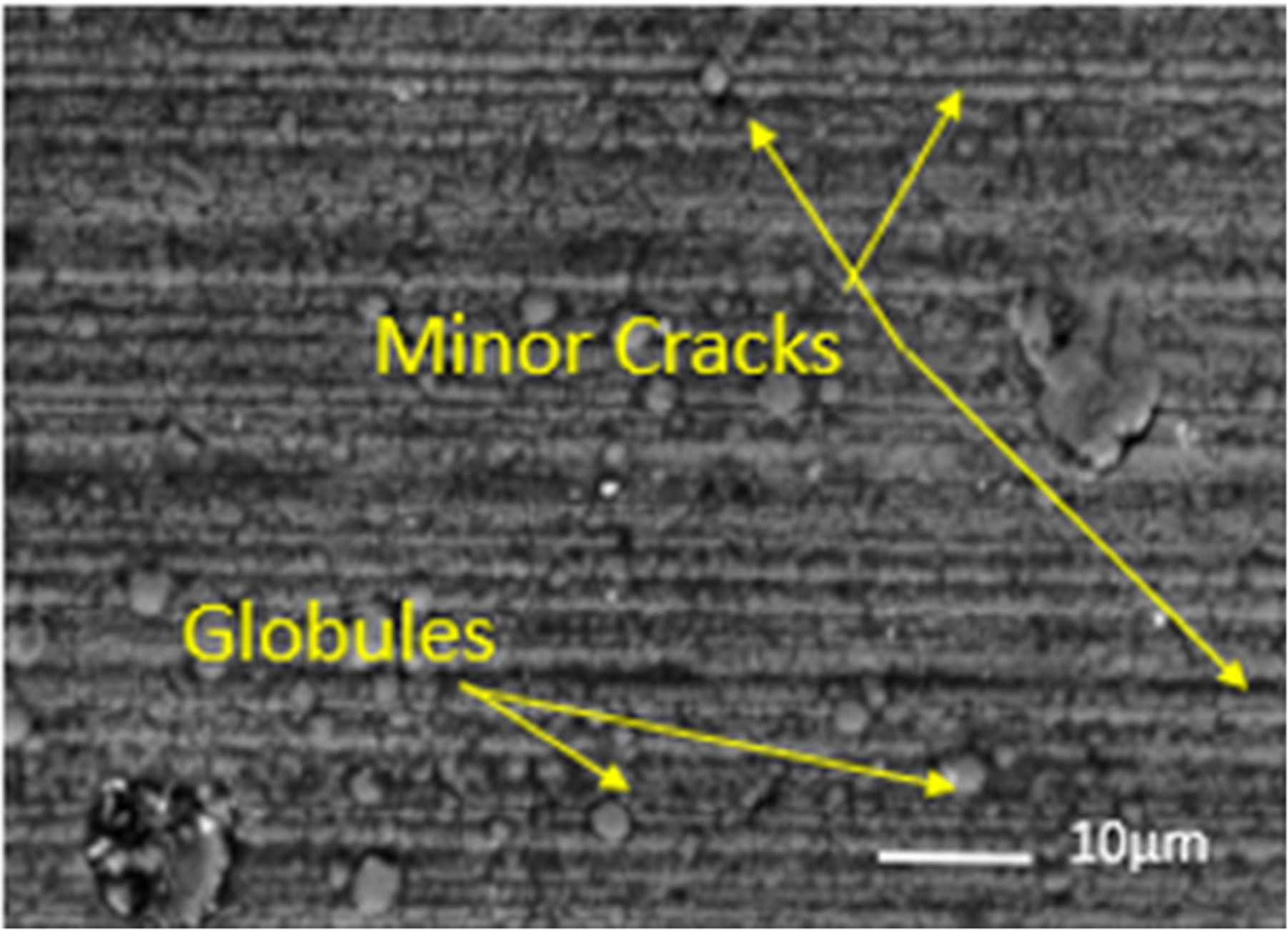
Microstructure of twin-layer AlTIN coating.
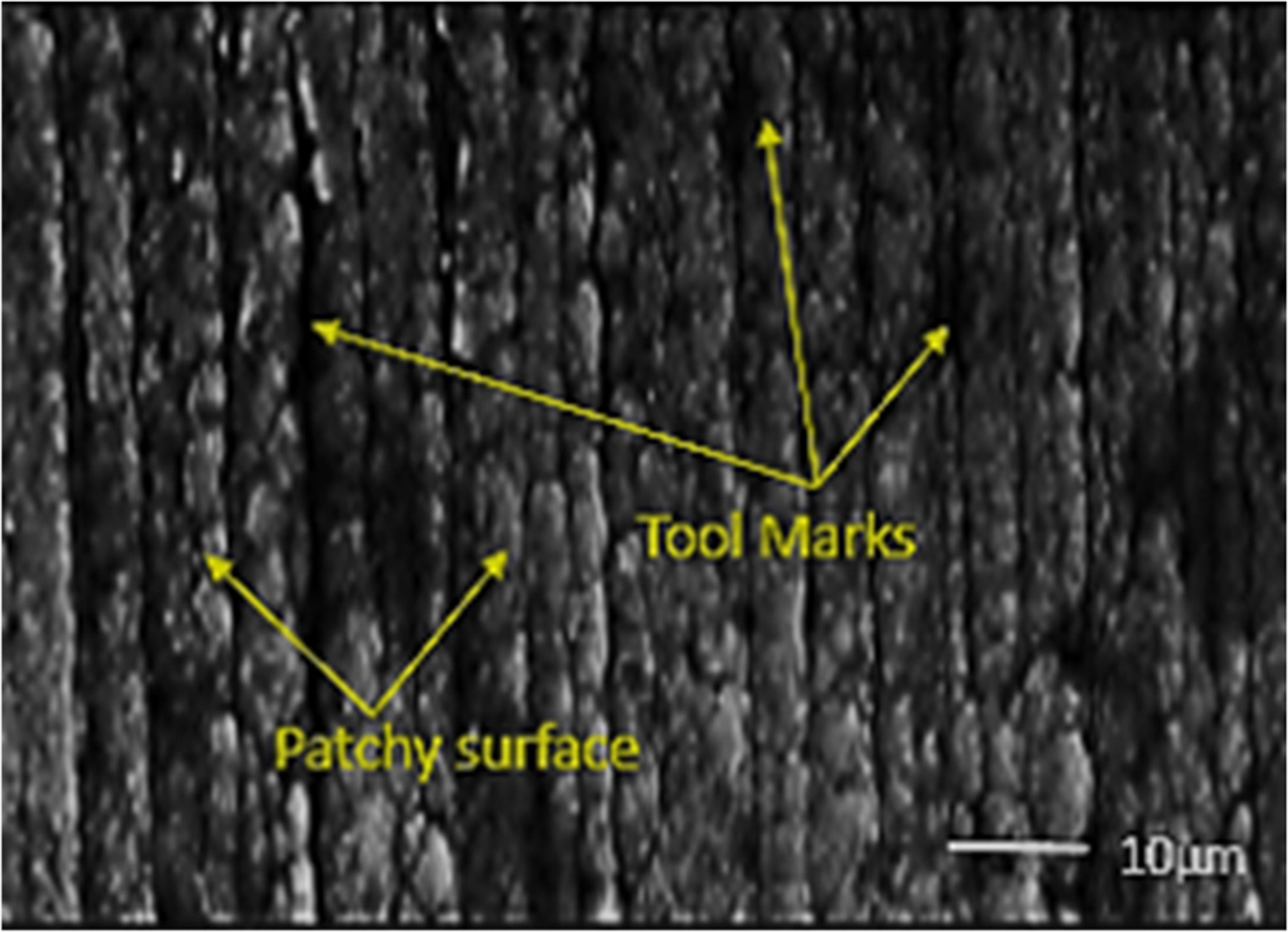
Microstructure of TiCN coating.
It is verified from Figure 11 that the cracks generated on the surface of TiCN are quite large, leading to the disintegration of the coating that leads to premature failure. The abrasion of the top surface of the coat results in patchy marks on the surface that results in more surface roughness compared to the AlTiN surface. 36 The few patch marks on the AlTiN coating are due to better heat dissipation across the surface, as the AlTiN twin-layer had better heat conductivity and effective diffusion of heat. The comparative analysis of the above two images verified that the machining of SS304 with AlTiN coating has better performance than TiCN using synthetic coolant at 0 °C.
This research work has addressed a critical challenge in the realm of machining hard materials, specifically focusing on SS304. The primary objective was to identify the most optimal solution with regard to tool life, surface finish, and overall performance. The research work had primarily focused to compare the performance of twin-layer AlTiN- and TiCN-coated inserts in combination with synthetic coolant and to suggest the best optimal solution for given problems. The highlighted results of experimental performance are
The AlTiN-coated inserts featured a composite structure comprising twin layers: Al60Ti50N as the base layer and Al50Ti40N as the top layer. This unique configuration offered a synergistic combination of properties, with the base layer primarily contributing to enhanced strength characteristics, while the top layer imparted remarkable toughness. As a result of this well-balanced composition, the insert exhibited exceptional resilience when subjected to shock loads, effectively mitigating wear and tear. The TiCN-coated tool demonstrated enhanced performance compared to conventional methods, though it fell slightly short of the efficiency achieved by the twin-layer coated AlTiN inserts under similar cutting parameters. The synthetic coolant at 0 °C was found to be very effective during the machining of hard materials like SS304 with AlTiN inserts, as effective heat dissipation took place during machining. The tool life was approximately 1.7 times higher when TiCN inserts were replaced with AlTiN inserts. The attribution to this enhancement was the retention of sharpness of edge and less tool wear. The utilisation of twin-layer coated AlTiN inserts demonstrated a noticeable advancement in surface quality, registering an impressive enhancement of 30%.
In light of a thorough analysis encompassing experimental data, microstructural evaluations, and key considerations, this research advocates the utilisation of twin-layer AlTiN-coated inserts in tandem with 0 °C synthetic coolant as the optimal approach for machining SS304.
Footnotes
Acknowledgement
The researchers extend sincere gratitude to VJTI, Matunga, K.J. Somaiya Polytechnic and IIT Bombay for their invaluable support and technical guidance throughout this study.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.