
Abstract
The weak interfacial adhesion of glass fiber-reinforced polypropylene (PP+GF) composites limits their use in structural applications. While compatibilizers like maleic anhydride-grafted polymers are commonly used, their working mechanisms require further investigation. This study examines the adhesion enhancement in PP+GF composites by comparing three compatibilizers: PP-g-MAH (MAH, Maleic Anhydride), POE-g-MAH (POE, Polyolefin Elastomer), and EPDM-g-MAH (EPDM, Ethylene-Propylene-Diene Monomer). Results show that PP-g-MAH provides the most significant improvement. Scanning Electron Microscopy revealed that this enhancement is associated with the formation of micro-porous structures in the composite, which increase surface energy and contribute to mechanical interlocking. X-ray Diffraction and Gel Permeation Chromatography analyses indicate that changes in crystallinity and molecular weight were not primary factors in the adhesion improvement. This work provides an alternative perspective for understanding adhesion mechanisms in polypropylene composites.

Introduction
Polypropylene (PP) and its glass fiber-reinforced composites (PP+GF) are widely used in the automotive and consumer electronics industries due to their favorable mechanical properties, chemical resistance, and processability.1 –3 However, their adoption in structurally bonded applications remains limited by poor interfacial adhesion, which stems from the non-polar character and low surface energy of PP. 4
A frequently adopted approach to improve adhesion involves the incorporation of maleic anhydride-grafted (-g-MAH) compatibilizers, such as PP-g-MAH, POE-g-MAH (POE, Polyolefin Elastomer), and EPDM-g-MAH (EPDM, Ethylene-Propylene-Diene Monomer).5 –7 The performance of such compatibilizers is commonly explained by two established mechanisms: (1) interfacial segregation, in which the compatibilizer concentrates at the fiber-matrix interface to improve bonding,8,9 and (2) crystallinity modulation, where changes in local crystalline behavior influence interfacial strength.10,11
While these models are well-recognized, certain experimental observations are not fully accounted for. For example, satisfactory adhesion has been reported even in the absence of clear interfacial compatibilizer enrichment. In addition, conventional high-temperature grafting methods often induce polymer degradation, complicating the interpretation of adhesion mechanisms.12,13
In this work, we examine an alternative pathway for adhesion enhancement in PP+30%GF (polypropylene blended with 30 wt% short glass fibers) composites through the use of compatibilizers-g-MAH. We propose that the blending of PP-g-MAH with the composite may lead to the formation of micro-voids within the matrix, which in turn increase surface energy and facilitate mechanical interlocking with adhesives. To evaluate this proposition, a comparative study of three compatibilizers-g-MAH (PP-g-MAH, POE-g-MAH, and EPDM-g-MAH) was carried out. A combination of adhesion tests and material characterization techniques, including scanning electron microscopy (SEM), X-ray diffraction (XRD), and gel permeation chromatography (GPC), was employed. Our results indicate that PP-g-MAH offers the most pronounced improvement in adhesion, which can be correlated with the development of a micro-porous morphology. Moreover, characterization data suggest that this improvement is not primarily driven by compatibilizer segregation at the interface, nor by significant changes in crystallinity or molecular weight. These findings provide an additional perspective on the role of matrix morphology in the adhesion behavior of polypropylene composites.
Experimental section
Chemicals and materials
Polypropylene: T36F, Zhongjing Petrochemical Group Co., Ltd; Glass fiber: 508A, Jushi Group; EPDM-g-MAH: DY-306, Dongguan Kangjin New Materials Technology Co., Ltd; POE-g-MAH: ST-2, Dongguan Xingchen Chemical Co., Ltd; PP-g-MAH:COPT1, Zhejiang Coptech New Materials Co., Ltd; Coupling agent: KH570 (Gamma-methacryloxypropyltrimethoxy-silane), commercially available; Cleaning agent: VP04604, 3M China Co., Ltd; Primer: M300, Yokohama Japan Co., Ltd; Single-component adhesive: BETASEAL HV3, Dow Chemical (China) Co., Ltd.
Characterizations
The morphologies were investigated by the Regulus SU8010, Hitachi, Scanning electron microscope (SEM) instruments. Thermal cycling conditions were investigated by KW-890, Kewen High-Low Temperature Test Chamber. Thermogravimetric analysis was tested by TGA-605S, Nanjing Huicheng Instrument Co., Ltd. Rheological property was investigated by Rotational rheometer: Mars60, HAAKE, Germany. The surface energy of the samples was tested by Dyne pen, Arcotes 28-60#, Germany. The chemical structure of the samples was characterized using a Fourier Transform Infrared (FTIR) spectrometer (Thermo Nicolet iS20, Thermo Fisher Scientific, USA). Static water contact angles were measured to evaluate surface wettability using a contact angle goniometer (FCA2000A5, Shanghai Aifeisi Precision Instrument Co., Ltd, China). Rheological properties were investigated with a rotational rheometer (Mars60, HAAKE, Germany). The crystalline structure of the composites was analyzed by XRD on an Ultima IV diffractometer (Rigaku, Japan). Molecular weight and its distribution were determined using a Gel Permeation Chromatography (GPC) system (PL-GPC50, Agilent Technologies, China).
Preparation of composites
Weighing the required amounts of PP, short glass fibers, PP-g-MAH, POE-g-MAH, EPDM-g-MAH, and other additives according to the proportions (mass percent, wt%) specified in Table 1, and mix them to prepare the samples.
Sample formulations with different raw material ratios.

This study investigates four distinct composite formulations based on PP reinforced with short glass fibers (GF). Sample 1# serves as the control group, consisting of a conventional PP+30%GF blend without any compatibilizer. In contrast, Samples 2#–4# incorporate maleic anhydride-grafted (MAH-grafted) polymers as compatibilizers to enhance interfacial adhesion: Sample 2# is PP+30%GF modified with PP-g-MAH. Sample 3# is PP+30%GF modified with POE-g-MAH. Sample 4# is PP+30%GF modified with EPDM-g-MAH. All formulations were compounded via melt extrusion, and the resulting pellets were collected, vacuum-sealed in moisture-proof bags, and properly labeled for subsequent processing. These pelletized composites were then subjected to injection molding to prepare standardized specimens for mechanical, thermal, and morphological characterization.
Preparation of test specimens
These four samples were used to prepare corresponding test specimens via injection molding. The process included material feeding, high-temperature plasticization, mold closing, injection, pressure holding, and mold opening. The injection molding temperatures were set as follows: zones 1 to 4 and the nozzle at 190℃, 210℃, 215℃, 225℃, and 225℃, respectively. The holding pressure was set at 20 MPa for 5 s.
Performance testing
Tensile strength, elongation at break, and melt flow index testing standards
Referring to the national standard GB/T1040.2-2006 for tensile properties, the width and thickness of each specimen were measured. The specimens were then clamped, and the test was initiated. The tensile strength (maximum force before fracture) and elongation at break (ratio of elongation after fracture to the original length) were recorded. Five sets of data were measured, with the highest and lowest values excluded, and the average was calculated from the remaining data.
Surface energy testing of composites
The surface energy of different materials was evaluated using dyne test pens. Static water contact angles was also used to evaluate the surface energy. A deionized water droplet was gently dispensed from the microsyringe onto the sample surface at the center. An image of the static sessile drop was captured immediately (within 1–2 s) after deposition to prevent evaporation effects. The contact angle was subsequently determined using the sessile drop method, where the angle between the baseline of the drop and the tangent at the liquid-solid-vapor interface was measured.
Adhesive bonding test—ambient conditions
A 100-mm adhesive strip was applied to the cleaned substrates, leaving excess adhesive. A paper sheet of sufficient size to cover the strip was pressed vertically onto the adhesive to eliminate air gaps between the adhesive and substrate. The samples were then left to dry in a cool place. After 7 days at ambient temperature, the bonding performance was tested.
Adhesive bonding test—high-low temperature cycling conditions
The same procedure described in the part “Adhesive bonding test-ambient conditions” was followed to prepare adhesive beads. Subsequently, the specimens were subjected to the thermal cycling protocol and then evaluated for bonding performance.
Thermal cycling protocol
The test comprised 12 complete cycles, each consisting of the following steps:
60-min ramp: from 23℃±3℃ to 80℃±3℃at 80% RH±4%.
240-min dwell: hold at 80℃±3℃ and 80% RH±4%.
120-min ramp-down: temperature reduced to−40℃±3℃ and RH to 30% ± 4% (no further control).
240-min dwell: hold at −40℃±3℃.
60-min ramp-up: return to 23℃±3℃.
Water immersion test
The samples were immersed in a water bath at ambient temperature for two weeks. After immersion, they were removed and conditioned at ambient temperature for 24h. A knife-prising test was then conducted to evaluate the adhesive strength.
Bonding performance evaluation
Bonding performance was assessed by 90° peel tests according to the industry standard QC/T 1137-2020. At room temperature, cohesive failure within the adhesive (material body failure) shall be ⩾90%. After environmental cycling, cohesive failure shall be ⩾70%.

Adhesion effect diagram.
Compressive material TGA (thermogravimetric analysis) test
Approximately 5–10 mg of material was taken from the specimen surface and placed in a ceramic crucible. The sample was heated from room temperature to 700°C at 10°C/min under nitrogen, and the mass loss versus temperature was recorded.
Composite material rheological testing
Take an appropriate amount of samples, place them on the rotating platform inside the sample chamber. After heating to 230℃ and maintaining the temperature, measure the sample's rheological properties within the range of 0 to 100 Hz and record the data.
FTIR spectroscopy of composites
The ATR accessory was placed in the light path of the spectrometer in a dry environment, and a background scan was collected in air. The bulk sample was then pressed firmly onto the crystal surface of the ATR accessory to collect the infrared spectrum. The measurement was performed with a resolution of 4 cm-1 and 32 scans, over a wavenumber range of 600 to 4000 cm-1.
XRD of composites
XRD measurements were conducted at a scanning rate of 5°/min using a Rigaku (Japan) diffractometer for phase identification and structural analysis.
Gel permeation chromatography (GPC) of composites
Approximately 10 mg of the sample was weighed into a 20-mL vial and dissolved in the mobile phase to prepare a 2-mg/mL solution. The solution was heated and shaken at 150°C until complete dissolution was achieved. The dissolved sample was then filtered through a sample filtration system into a 2-mL vial. The GPC analysis was performed under the following conditions: temperature: 150°C, solvent flow rate: 1.0 mL/min, and solvent: 1,2,4-trichlorobenzene (TCB).
SEM and EDS mapping characterization of composites
Small amounts of the samples (in powder, bulk, or film form) were mounted directly onto conductive adhesive. A Quorum SC7620 sputter coater was used to coat the samples with a gold layer for 45 s (the exact duration was adjusted based on sample characteristics and testing requirements) at a current of 10 mA. The surface morphology and elemental mapping of the samples were then examined using a Hitachi SU8010 scanning electron microscope. For morphology observation, an accelerating voltage of 3 kV was applied, while for energy-dispersive X-ray spectroscopy (EDS) mapping, an accelerating voltage of 20 kV was used. A secondary electron (SE2) detector was employed for image acquisition.
Results and discussion
According to Table 1, a baseline sample (1#) PP+30%GF was first prepared. To systematically evaluate the influence of different grafting modifiers on adhesion, three maleic-anhydride-grafted polymers [PP-g-MAH (2#), POE-g-MAH (3#), and EPDM-g-MAH (4#)] were melt-compounded into the baseline formulation (Figure 2(a)). All specimens were subjected to an identical pretreatment protocol consisting of: (1) plasma-assisted surface activation, (2) chemical cleaning using VP04604 surfactant, (3) thermal drying, and (4) controlled deposition of M300 primer coating. After the primer was cured for 15 min, the one-component structural adhesive HV3 was applied. To ensure experimental reliability, three parallel tests were conducted for each formulation. After allowing the specimens to cure under ambient conditions for 7 days, the bonding strength was evaluated according to standard testing procedures. The detailed experimental results are presented in Figure 2(b), which shows that all maleic-anhydride-grafted polymers improved adhesion compared with the baseline sample. Among them, the PP-g-MAH modified system (2#) exhibited the best bonding performance.

(a) Photographs of the samples. (b) Proportion of cohesive failure of the adhesive after room-temperature bonding. (c) The proportion of the matrix failure of the bonding agent after high and low temperature cycling experiments for the samples. (d) Percentage of cohesive failure after water immersion test. (e) tensile strength, (f) elongation and (g) melt index for different samples. Sample 1# denotes PP+30% GF (1#). Samples 2#–4# denote PP+30% GF modified by PP-g-MAH (2#), POE-g-MAH (3#), and EPDM-g-MAH (4#), respectively. Data are presented as mean values, with error bars representing the standard deviation.
To investigate the adhesive durability of the samples modified with maleic anhydride graft copolymers under thermal cycling conditions, we conducted high and low temperature cycling tests on the aforementioned samples that had undergone standard pretreatment (plasma cleaning, primer coating, and HV3 adhesive bonding) and had completed 7 days of room temperature curing. This test simulated the extreme temperature changes that the material might experience in its actual application environment. After completing the environmental cycling treatment, the adhesive strength was measured according to the standard method. Three parallel tests were also conducted for each scheme. The experimental results are shown in Figure 2(c), which clearly reflect the differences in interface stability of different modification systems under thermal stress. After environmental cycling, the bonding performance of samples modified with different maleic anhydride grafts was higher than the reference sample (1#). At the same time, the sample modified with PP-g-MAH (2#) showed the best bonding durability.
The adhesive durability was further evaluated through a 14-day water immersion test following automotive industry standards. After immersion, as shown in Figure 2(d) and Figure S1, the unmodified sample (1#) showed a decrease in cohesive failure (CF) to 80%, indicating interface vulnerability to moisture. In contrast, all MAH-grafted samples (2#–4#) maintained 100% CF without adhesion degradation. This demonstrates the critical role of grafting in enhancing interfacial stability against hydrolytic attack.
To systematically evaluate the impact of maleic anhydride grafting modification on the comprehensive properties of these materials, we conducted comprehensive mechanical and rheological performance tests on four samples, including tensile strength, elongation, and melt index (as shown in Figure 2(e)–(g)). Figure 2(e)–(g) indicate that different grafting systems have significantly different effects on the material properties: (1) In terms of tensile strength: the tensile strength of the PP-g-MAH modified sample (2#) is basically the same as that of the unmodified sample (1#) (only decreasing by 1%), which is attributed to the similarity of the chemical structure between PP-g-MAH and the matrix resin, enabling the formation of a dense bonding layer at the interface.14,15 The POE-g-MAH (Sample 3#) and EPDM-g-MAH (Sample 4#) modified composites exhibited reduced mechanical strength, showing decreases of 10% and 15%, respectively. This degradation primarily originates from the compatibility mismatch between the elastomeric segments and rigid glass fibers.16,17 The poor interfacial interaction leads to two concurrent effects: (a) compromised fiber dispersion within the matrix, and (b) reduced stress transfer efficiency across the fiber-matrix interface. (2) In terms of elongation: All graft-modified systems demonstrate improved elongation, confirming their toughening effect. Notably, the POE-g-MAH modified composite (Sample 3#) exhibits the most pronounced enhancement, achieving a 45% increase in elongation. This superior performance is attributed to the high elastic deformation capacity of the POE elastomer segments. In comparison, the PP-g-MAH and EPDM-g-MAH modified systems show more moderate improvements, with elongation increases of 25% and 30%, respectively. (3) In terms of melt index: The PP-g-MAH modification enhances melt flow properties, increasing the melt index by 17%. This improvement suggests that the grafted MAH functional groups act as flow promoters within the PP matrix. In contrast, both POE-g-MAH and EPDM-g-MAH modifications reduce the melt index by 2.7% and 7.1%, respectively. These decreases correlate directly with increased melt viscosity, originating from the long-chain macromolecular architecture of these elastomers. For instance, the polyolefin elastomer (POE) base material exhibits a long-chain branched structure characterized by flexible molecular chains and extensive chain entanglement. This molecular configuration inherently elevates melt viscosity, explaining the observed reduction in melt index for the elastomer-modified systems. In the molten state, these long-chain branched structures hinder the relative sliding of molecular chains, resulting in an increase in the viscosity of the system. 3 Complementary rheological measurements (Figure. S2) under oscillatory shear further confirmed these trends, with the PP-g-MAH system (2#) exhibiting the most favorable frequency-dependent viscoelastic response, demonstrating optimal structural stability and flow characteristics under processing conditions. These results elucidate the molecular-level mechanisms through which different grafting systems influence material properties. The PP-g-MAH system provides balanced modification, delivering moderate toughening while preserving the material’s structural rigidity. In contrast, POE-g-MAH offers superior toughness enhancement, though this comes with a measurable reduction in stiffness. The EPDM-g-MAH system, constrained by its distinctive molecular architecture, shows compromised processing performance. The superior rheological behavior of the PP-g-MAH system further validates its effectiveness in improving the processing characteristics of the composite. Collectively, these findings provide important guidance for selecting appropriate modification schemes for different application scenarios.
The incorporation of maleic anhydride-based polymer into PP+30%GF significantly enhanced the composite’s performance, particularly its adhesion properties. To ascertain whether this improvement was indeed attributable to the grafting of MAH onto the polymer backbone, ATR-FTIR analysis (Figure 3) was employed to seek conclusive evidence. The resulting spectra confirmed the presence of MAH functionalities, as indicated by the characteristic carbonyl stretching vibration at approximately 1650 cm-1.18,19 in the grafted samples, which was absent in the control.

Fourier transform infrared (FTIR) spectra of Samples 1# to 4#.
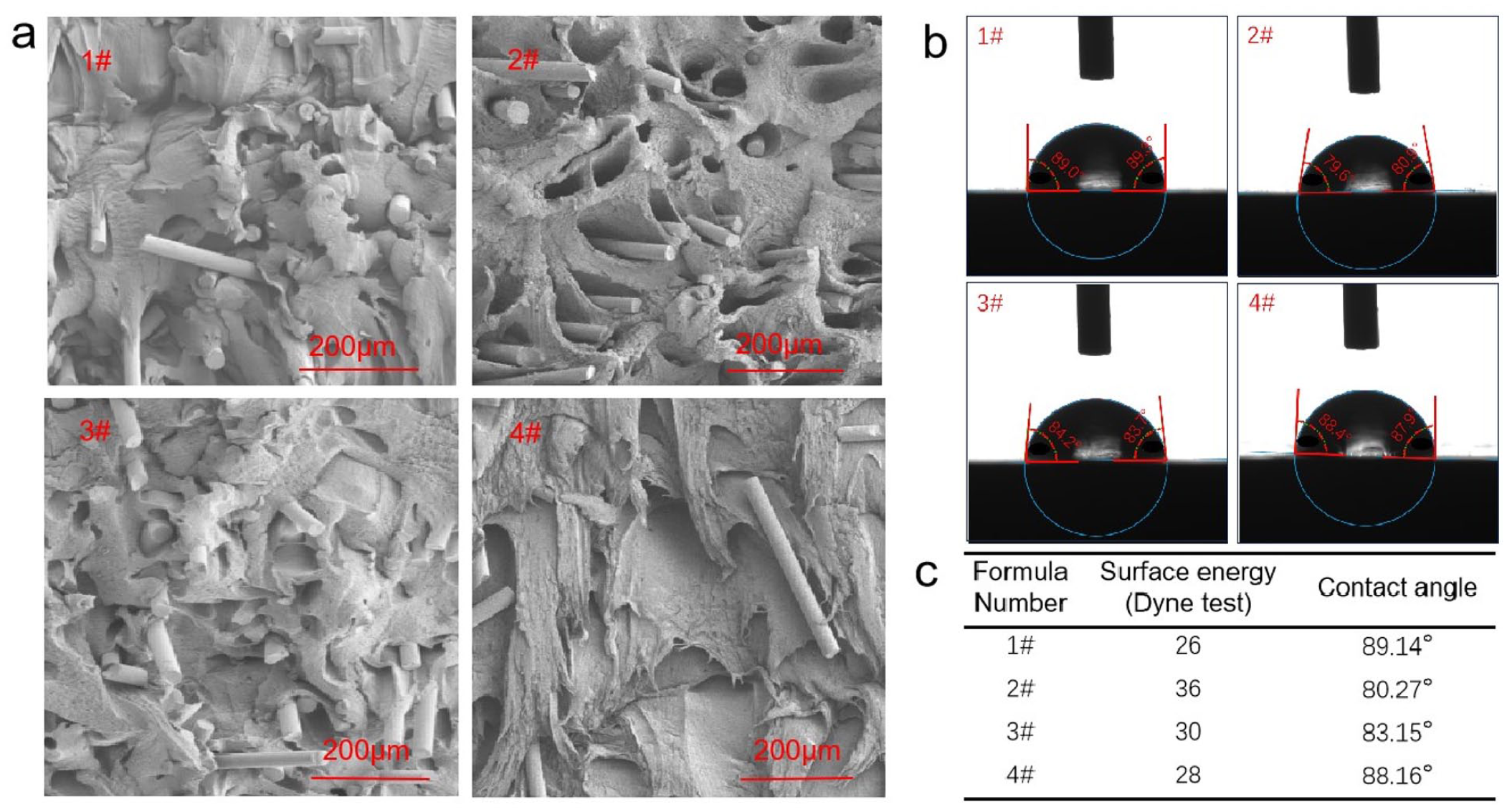
To elucidate the mechanism behind the superior comprehensive performance of Sample 2# observed in adhesion, rheological, and tensile tests, we first examined the interfacial morphology of the composites using scanning electron microscopy (SEM). As shown in Figure 4(a), the apparently intact interface in Sample 1#, without conspicuous gaps, does not translate into strong interfacial bonding, indicating poor intrinsic compatibility between PP and GF. In contrast, the PP-g-MAH modified sample (2#) displays a distinct micro-void structure formed around the fibers after blending, which is particularly evident in this system. The increased porosity suggests a potential increase in surface roughness and energy. Samples modified with POE-g-MAH (3#) and EPDM-g-MAH (4#) show different morphological features without the beneficial micro-void structure observed in 2#.
Comprehensive characterization of the four material formulations. (
To verify whether the morphological changes indeed lead to increased surface energy, we performed water contact angle measurements. The results (Figure 4(b)) show that the contact angle decreased from approximately 89° for Sample 1# to 80° for Sample 2#, with intermediate values for Sample 3# (84°) and Sample 4# (88°). This indicates that Sample 2# possesses the highest surface energy among all samples. 20 The Dyne pen test results (Figure 4(c)) are highly consistent with the contact angle data, showing the highest surface energy for Sample 2# (36 dyn/cm), followed by Sample 3# (30 dyn/cm) and Sample 4# (28 dyn/cm).
The combined SEM and surface energy characterization confirm that the enhanced comprehensive performance of the PP-g-MAH modified composite is primarily due to the formation of a unique micro-void morphology during blending, which increases surface energy and facilitates mechanical interlocking. This provides a clear structure-property relationship explaining the outstanding performance of Sample 2#.
To further investigate the underlying mechanism for the increased surface energy, SEM-EDS mapping, XRD, and GPC analyses were conducted. SEM-EDS mapping results (Figure 5(a),

Furthermore, the results of TGA (TG, Figure 6(a)) and differential thermogravimetric analysis (DTG, Figure 6(b)) tests systematically revealed the influence patterns of different grafting modifications on the thermal stability of the PP+30% GF composite materials. The results showed that the unmodified PP+30% GF (1#) had an initial decomposition temperature (T5%) of 335.7°C. The PP-g-MAH modified system (2#) demonstrated the highest thermal stability with T5% reaching 351.7℃. In comparison, the POE-g-MAH (3#) and EPDM-g-MAH (4#) modified systems showed reduced thermal stability, with T5% values decreasing to 306.1°C and 328.1°C, respectively. The results indicated that the addition of POE-g-MAH and EPDM-g-MAH reduced the thermal stability of PP+30% GF, while the addition of PP-g-MAH enhanced the thermal stability of PP+30% GF. We know that the POE-g-MAH and EPDM-g-MAH modifications were affected by the elastomers, resulting in a decrease in the initial decomposition temperature. This might be due to the introduction of POE and EPDM graft monomers or the change in the graft structure, which made the material more prone to initiating the thermal decomposition and resulted in a lower initial decomposition temperature. These findings provided important experimental evidence for understanding the mechanism of the influence of grafting modification on the thermal degradation behavior of polypropylene composite materials.

Results of different composite materials: (a) thermogravimetric analysis results and (b) differential thermogravimetric analysis results.
Conclusion
This study systematically evaluated the role of three MAH-grafted compatibilizers in improving the interfacial adhesion of glass fiber-reinforced polypropylene composites. It was found that PP-g-MAH yielded the most substantial enhancement, which is primarily associated with the development of a micro-porous morphology in the composite matrix. This structural change contributes to increased surface energy and mechanical interlocking, as supported by SEM observations. Furthermore, XRD and GPC analyses confirmed that alterations in crystallinity and molecular weight were not decisive factors in the adhesion improvement. These results offer an alternative explanation for adhesion mechanisms in polypropylene composites, highlighting the importance of matrix morphology control. The findings not only help optimize the selection and use of compatibilizers in industrial applications such as automotive and electronic components but also broaden the general understanding of interface engineering in polymer composites.
Supplemental Material
sj-docx-1-chl-10.1177_17475198261425790 – Supplemental material for Strengthening the adhesive interface in high-performance PP+30%GF composites via surface modification
Supplemental material, sj-docx-1-chl-10.1177_17475198261425790 for Strengthening the adhesive interface in high-performance PP+30%GF composites via surface modification by Conglong Lin, Zhongliang Yao, Lening Zhou, Xiuqiang Lu, Sijie Ge and Weilin Zheng in Journal of Chemical Research
Footnotes
Ethical considerations
Ethical approval was not required for this study because the data were obtained from experiments conducted by the authors, which did not involve human participants, animal subjects, or sensitive personal data.
Consent to participate
Not applicable.
Consent for publications
Not applicable.
Author contributions
C. Lin and W. Zheng conceived and designed this research project. C. Lin performed the experiments on the materials synthesis. C. Lin, Z. Yao, L. Zhou, X. Lu and S. Ge performed the materials characterization and data analysis. C. Lin, Z. Yao, and W. Zheng discussed the data and wrote the manuscript. All authors contributed to the analysis of this manuscript.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Fujian Province’s 2023-2025 University-industry cooperation Program (2023H6024).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
All data generated or analyzed during this study are included in this published article.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.