
Abstract
In this paper, the nonlinear specific plastic power of the Mises criterion is integrated analytically to establish the rolling force model of gradient temperature rolling for an ultra-heavy plate by a new method called the root vector decomposition method. Firstly, the sinusoidal velocity field is proposed in terms of the characteristics of metal flow during ultra-heavy plate rolling, which satisfies the kinematically admissible condition. Meanwhile, the characteristics of the temperature distribution along the thickness direction of the plate during the gradient temperature rolling is described mathematically. Based on the velocity field and the temperature distribution expression, the rolling energy functional is obtained by using the root vector decomposition method, and the analytical solution of rolling force is derived according to the variational principle. Through comparison and verification, the rolling force model solved by the root vector decomposition method in this paper is in good agreement with the measured one, and the maximum error of the rolling force is just 10.21%.
Keywords
Introduction
In recent years, gradient temperature rolling, as an advanced rolling technology which can effectively improve the quality of ultra-heavy plate, has received extensive attention. It is different from traditional uniform temperature rolling since rapid cooling is introduced. Therefore, the temperature of the plate is always shown to be low on surface and high in core. The research on gradient temperature rolling technology can be traced back to the Super-OLAC system developed by JFE Company in 1998. 1 By using this technology, the product quality has been significantly improved, and the yield of finished products has been increased by about 20%. 2 Many enterprises and scholars in China also have a strong interest in it, such as Tangshan Wenfeng Shanchuan Wheel Co. Ltd, 3 Xingcheng Special Steel, 4 Wuhan Iron and Steel Company, 5 and many other companies. In order to meet the needs of production, many researchers have carried out various researches. Through experiments, Zhao 6 found that the temperature gradient in the thickness direction promoted the core deformation of the thick plate. Shou-yuan et al. 7 analyzed the temperature and strain distribution in a thick plate during gradient temperature rolling. Their results show that the uniform deformation in the thickness direction is promoted due to the temperature gradient. Wei et al.8,9 found that the strain at the core of the plate and the cumulative deformation of the plate are increased during gradient temperature rolling. In the aspect of mechanical properties, the ultra-heavy plate with gradient temperature rolling has better toughness than that with uniform temperature rolling, and the mechanical properties along the thickness direction are improved. The above research and application have proved that gradient temperature rolling can effectively improve the production quality. However, due to the lack of corresponding mathematical model, it is difficult to guarantee the product quality in actual production. 10 Therefore, it is of great significance to establish the rolling force model for the application of gradient temperature rolling.
Sellars 11 found that temperature is an important variable in the process of metal deformation. Due to the uneven temperature distribution in the thickness direction of the plate during the gradient temperature rolling, the rolling force will vary compared with the uniform temperature rolling. He 12 compared the rolling force of a thick plate with gradient temperature and that with uniform temperature through experiments. It is found that the rolling force is always greater than that of the uniform rolling because of the increase of the average deformation resistance of the plate. Therefore, it is necessary to establish a new rolling force model according to the characteristics of gradient temperature rolling. Phaniraj et al. 13 simulated the hot plate rolling process with gradient temperature to obtain the temperature field and the rolling pressure for different stands. Aiyedun et al. 14 established a finite difference model to simulate the temperature distribution in the gradient temperature rolling. By analyzing the temperature distribution data and the measured rolling force and torque, they found that with the decrease of strain rate, the influence of temperature gradient on the rolling force and torque is gradually intensified. Zhang et al. 15 established a 3D rigid-plastic thermo-mechanical finite element model to study the edge deformation and metal flow of a heavy plate in the rolling process, and obtained rolling force data with large temperature gradient, which fits well with the measured data. Although the relevant rolling force data can be obtained through simulation in the above research, the simulation process was time-consuming and difficult to be applied in actual production. In order to speed up the calculation in gradient temperature rolling process and guarantee the accuracy of temperature distribution in thickness direction, Ding et al. 16 investigated the temperature control technology by finite difference scheme with thickness unequally partitioned method. However, this method is not universal, and different models need to be established under different conditions. Its accuracy fluctuates greatly due to the limitation of the level of operator, so it is difficult to be applied on-line. In order to obtain a rolling force model that is generally applicable to the gradient temperature rolling process, Li 17 modified the traditional rolling force model through the data by finite element simulation and obtained a simple formula to calculate the gradient temperature rolling force. However, due to the absence of consideration of deformation permeability effect, there is a fiercely fluctuate of the predicted results. Wang et al. 18 obtained the gradient temperature rolling force model of an ultra-heavy plate based on the engineering method. However, due to the use of many assumptions, the errors of the model are big, and it is difficult to meet the requirements of the precise control of rolling process. Jiang et al. 19 used the engineering method to divide the rolling of snake/gradient temperature rolling into three layers for calculation. However, this method cannot reflect the effect of temperature distribution on heavy plate during gradient temperature rolling process. At present, the analytical method of gradient temperature rolling force is mostly adopted by engineering method. A large number of assumptions are made in the derivation process, and the results need to be further improved.
In order to solve the above problems, an analytical solution of gradient temperature rolling force is established by using energy method, since this method can provide an upper bound solution with good calculation accuracy in terms of a reasonable velocity field, and can disclose the relationship between the rolling force and process parameters well. However, due to the difficulty of solving the nonlinear specific plastic work rate, few literatures using this method are reported. In order to solve this problem, a new method, called the Root vector decomposition method, is firstly proposed in the present paper. Meanwhile, the sinusoidal velocity field is established according to the characteristics of the metal flow during the rolling process, the temperature distribution expression is established according to the characteristics of the temperature distribution of the ultra-heavy plate. Ultimately, the analytical solution of gradient temperature rolling force is obtained, and the prediction accuracy of the model is verified by comparing with the experimental data.
Rolling force model
Sinusoidal velocity field
When the ratio of plate width to thickness satisfies
The rolling deformation diagram of an ultra-heavy plate is shown in Figure 1. Taking the center of the plate entrance section as the origin of coordinates, the length direction of the plate is along the x axis and the thickness direction is along the z axis. The point O is in the rolled center, R is the roll radius,
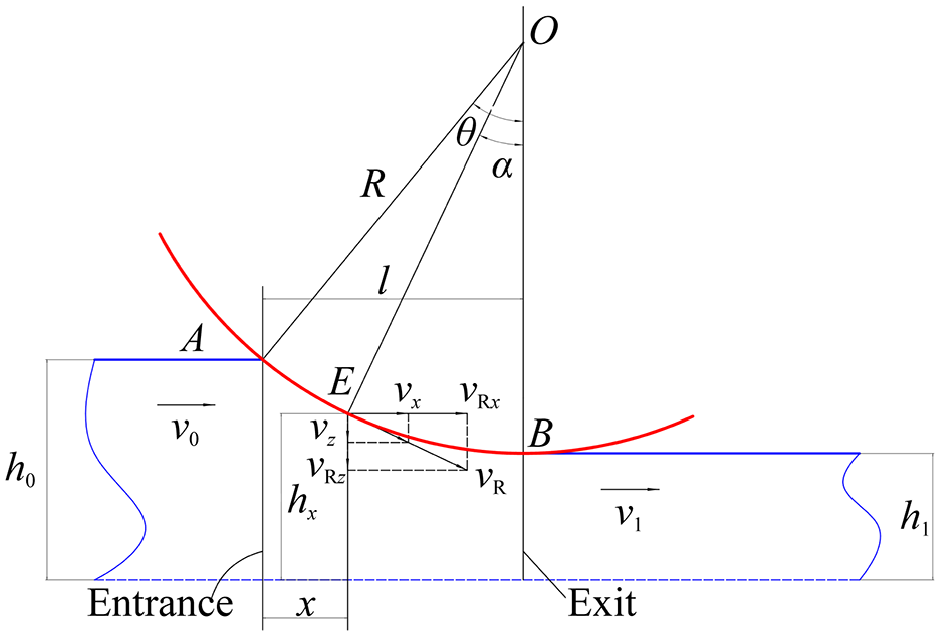
Rolling deformation diagram.
Denote the plate thickness at the point x away from the entrance section by

At this point denote the circle angle corresponding to arc BE by

The first and second derivatives parametric equations of

As shown in Figure 1, the boundary condition is
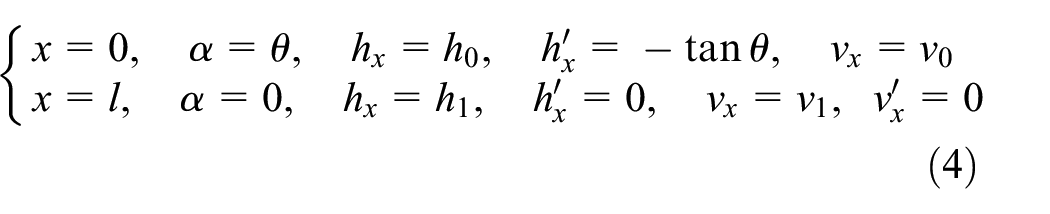
In the rolling process, since
It can be found that the horizontal velocity of the rolling work piece increases continuously from the inlet to the outlet and the slope of the horizontal component of the velocity at the outlet is zero. As a result, the following two-dimensional velocity field can be obtained by assuming that the metal flow velocity along the x-axis in the rolling process follows the sinusoidal function distribution
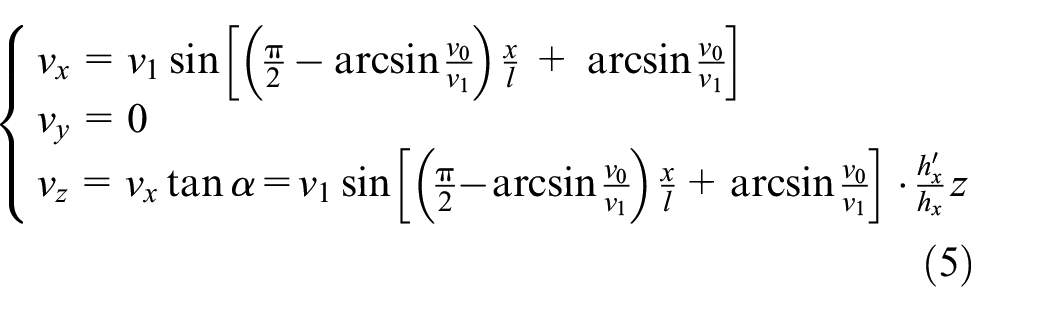
where,
According to equation (5), the strain rate field can be obtained from the geometric equation as follows

In equations (5) and (6), there are
Internal power of deformation
The internal deformation power during rolling can be calculated by 20

where
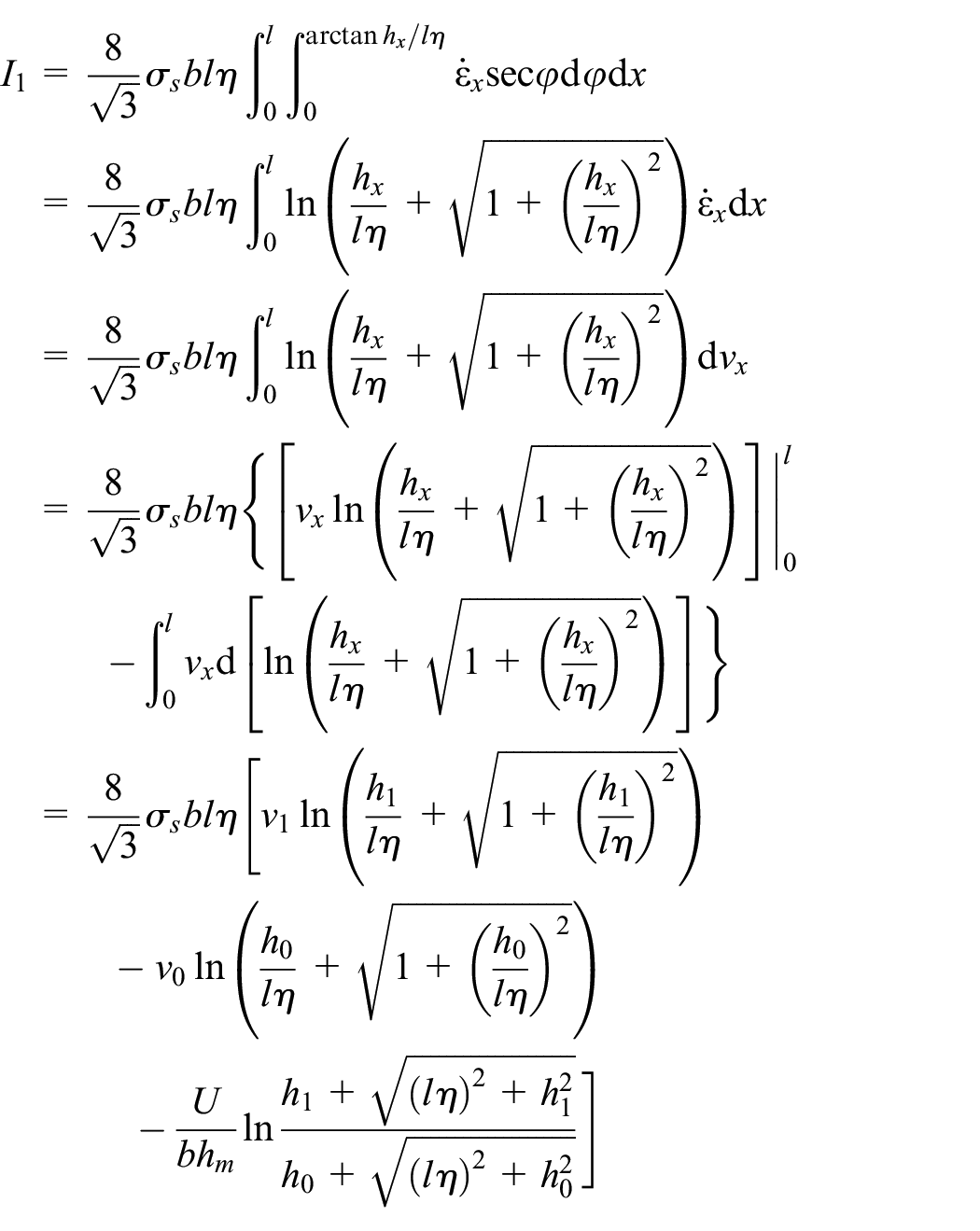
Substitute the strain rate field in equation (6) into equation (7), it produces

where b is the width of the ultra-heavy plate.
Because of the nonlinear specific plastic power of the Mises criterion, equation (8) is difficult to be solved out. Here, a new method called the root vector decomposition method is used to solve this problem. By the root vector decomposition method, equation (8) can be simplified as

where, the strain rate vector and the direction cosine in equation (9) are as follows


The

Denote the pass reduction coefficient by

Since

Substitute equation (14) into equation (9), then we can obtain

where





Friction power
The formula of the friction power is 20

Due to the co-linear characteristic, the expression can be also written in vector form, that is

where,

According to the equation of the roll surface, the equation of the surface element of the roll surface, and the direction-cosine along the tangent direction are respectively.


Substitute the above conditions into equation (18), and it results in

Shear power
The formula of the shear power can be calculated by 20

On the outlet section of the rolling deformation zone, there are

Total power functional and its variation
Since the total power functional is

According to the upper bound theorem and considering that


By substituting the minimum value

where
Temperature distribution along the thickness direction
In the process of gradient temperature rolling, the temperature distribution along the plate thickness direction is not uniform, and there is a big temperature difference between the surface and the core of the plate. Qiu et al.
22
assumed that the temperature distribution from the center to the surface of steel plate in the rolling process conforms to the quadratic temperature model. The temperature distribution equation is assumed to be

Based on this, the average temperature can be determined by the integral mean value theorem, expressed as
The derivative of the above expression gives an expression for the temperature gradient as follows

As can be seen from the above equation, the temperature gradient is closely related to surface temperature
Model validation and parameter analysis
Validation of rolling force model
The measured data from Ding et al.
16
were used to verify the prediction accuracy of the rolling force model. The rolled steel plate is hot rolled E355DD steel, and the size of the steel plate is
where T is deformation temperature,
The force arm coefficient in the rolling process can be obtained by referring to the following equation. 24

where R is the roller radius,
The relevant rolling process parameters are shown in Table 1
Process parameters of gradient temperature rolling process.

Comparison of the analytical results and experimented ones of the rolling force of the above passes is shown in the Table 2
The results of analytical solution of rolling force and the measured ones.

It can be seen from the Table 2 that the maximum error of analytical rolling force is 10.21%, which is less than the allowable 15% requirement in actual production.
Parameter analysis
Figure 2 shows the deformation resistance of the upper part of the ultra-heavy plate along thickness direction under different surface temperatures. It can be seen from the figure that the lower the surface temperature is, the harder the surface metal of the ultra-heavy plate is, and the resistance of the plate to deformation increases, so the deformation resistance increases. When the surface temperature is the same, the bigger the temperature difference, the average temperature of the whole sheet decreases, the ability to resist deformation increases, and thus the deformation resistance increases.

Deformation resistance of the ultra-heavy plate along thickness direction under different surface temperatures.
Figure 3 shows the effect of surface temperature and temperature difference between core and surface on rolling force. As shown in the figure, the decrease of the surface temperature of the ultra-heavy plate causes the deformation resistance to increase gradually. With the increase of deformation resistance, the rolling force increases. At the same time, the increase of temperature difference of the ultra-heavy plate will also lead to the increase of its overall deformation resistance. The increase of deformation resistance increases the rolling force. Therefore, it can be also concluded that the surface temperature and the temperature difference are two important parameters that can be used to control the rolling process since they have affected the rolling force evidently.
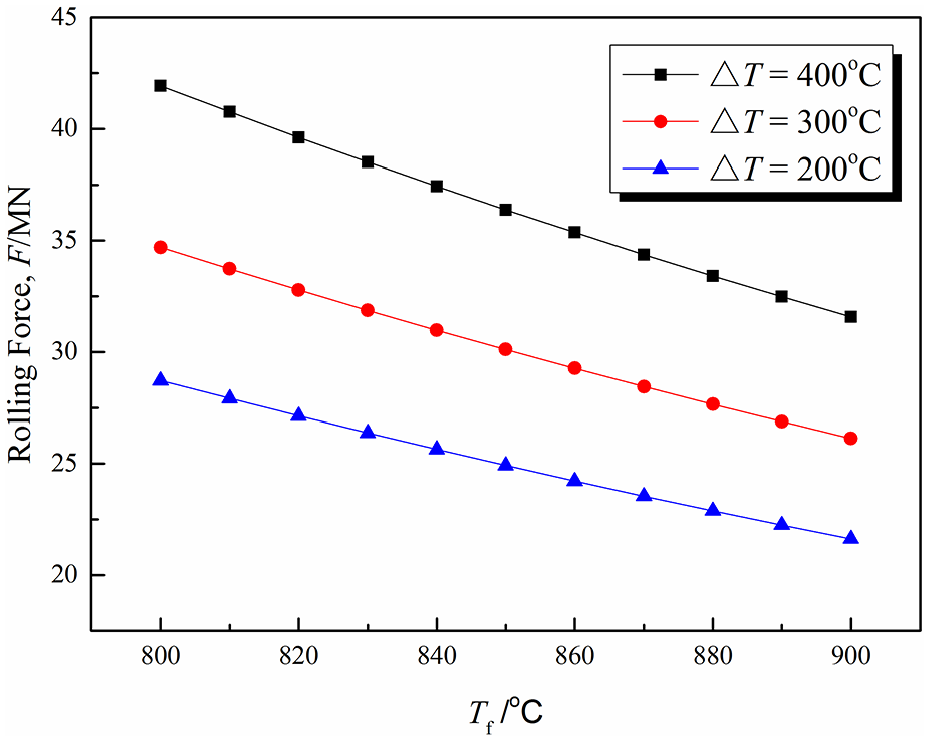
The effect of surface temperature and temperature difference on rolling force.
Figure 4 shows the influence of thickness to diameter ratio and reduction ratio on rolling force. It can be seen from the figure that the rolling force gradually increases with the increase of reduction ratio. Under the same reduction rate, the rolling force increases with the thickness to diameter ratio. The change trend indicates that for a given roller, a plate with a bigger thickness or exerted by a bigger reduction rate, the required rolling force for accomplishing the rolling process should become bigger.

The influence of thickness to diameter ratio and reduction ratio on rolling force.
Figure 5 shows the relationship between shape factor and friction factor on stress state coefficient. It can be seen from the figure that the stress state coefficient decreases with the increase of the shape factor, and the curve slope becomes smaller and smaller. This indicates that a bigger value of shape factor is advocated since it is in favor of improving the stability of the rolling process. The increase of friction factor will lead to the decrease of stress state coefficient, but the effect is not obvious, which indicates that the friction factor is not the key parameter that should be controlled elaborately in the actual production.

Relationship between shape factor and friction factor on stress state coefficient.
Conclusions
A two-dimensional sinusoidal velocity field satisfying the kinematically admissible condition is proposed, which can be used to analyze the ultra-heavy plate rolling. Then, the expression of internal deformation power is derived by the root vector decomposition method. Also, the friction power and shear power are obtained. Ultimately, the analytical solution of rolling force is obtained. Through data comparison, the maximum error is 10.21%.
Through analysis, it is found that the deformation resistance from the surface to the core decreases gradually during the gradient temperature rolling and under the same temperature gradient, the deformation resistance increases with the decrease of surface temperature. The rolling force increases when the surface temperature decreases and the temperature difference increases. The force also increases with the increases of the thickness to diameter ratio and the reduction ratio.
The increase of the shape factor and the friction factor will lead to the decrease of the stress state coefficient, and the shape factor plays a dominant role.
Footnotes
Handling editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the National Natural Science Foundation of China (Grant no. U1960105, 52074187), the Outstanding Youth Foundation of Jiangsu Province (Grant no. BK20180095). The authors also wish to acknowledge valuable suggestions from reviewers.