
Abstract
To analyze plate rolling force, a simple available velocity field is first proposed in this article. Based on the velocity field, the internal deformation energy rate and the friction energy rate are analyzed by the equal perimeter yield criterion and the method of the collinear vector inner product, respectively. Finally, the rolling force accounting for the elastic flattening of the roller and the temperature rise of the rolled piece are ultimately obtained through the minimization of the total energy rate. The theoretical rolling forces are compared with actual measured data, and a good consistency is found since the maximum error between them is less than 4.7%. In addition, the discussion of different rolling conditions, such as friction factor, thickness reduction, and shape factor, upon rolling force, location of neutral angle, and stress state coefficient is also carried out.
Keywords
Introduction
One significant issue in plate rolling is the accurate determination of rolling force which is the basis for the design of plate production. A three-dimensional (3D) rolling problem with a stream function velocity field has been analyzed comprehensively by Oh and Kobayashi 1 in 1975, and the corresponding numerical solution was given. Since then, some similar numerical results have developed rapidly.2–4 In 1980, another classical velocity field, called the weighted velocity field, was proposed by Kato et al., 5 and the numerical results of rolling force and torque have also been present.
The finite element method (FEM) is an important tool to analyze rolling process. Many 2D or 3D rolling processes have been analyzed using this method. A 3D rigid-plastic FEM code of shape rolling suitable for solving arbitrary intersecting surface was developed by Park and Oh. 6 To same computational time without losing prediction, an analysis based on the combination of FEM and slab method was carried out by Kim et al. 7 for 3D shape rolling. By FEM, the strip deformation behavior including the rolling forces and the plastic strain distribution was investigated by Yu et al. 8 The temperature distribution in the strip rolling of Mg alloy was analyzed by Ding et al. 9 using FEM. It is found that as the amount of thickness reduction increases, the temperature drop of surface layer first increases and then decreases. The thermo-mechanical behavior of strip rolling was investigated by Koohbor, 10 and the result shows that the thermal stress and the mechanical stress within the work roll are in a same level. The coupling between the pure mechanical model of the workpiece and the thermo-mechanical model of the rolls was developed by Cavaliere et al. 11 through finite element analysis. A fast rigid-plastic FEM has been developed by Zhang et al. 12 to analyze the strip rolling process. The predicted errors of the rolling forces are within ±10%. A predictive model of rolling force and tension profiles has been proposed by Kim et al. 13 In their model, the pre-deformation has been taken into account, which has improved the prediction accuracy. A finite element model of hot strip rolling has been established by Cao et al. 14 The numerical result shows that the rolling force increases as the strip width, rolling speed, rolling reduction, and friction coefficient increase. Lenard 15 carried out simulated work by FEM on cold strip rolling, and the result showed that the friction variation has apparent effect on the precision and convergence of simulations. Jiang and Tieu16,17 reported on analysis of cold rolling of thin strips with friction variation. The effects of rolling parameters were analyzed in their study, such as work roll reductions and diameters. The cold rolling of strip was simulated by Jiang et al. 18 In the analysis, the friction change at the transverse and longitudinal directions has been considered, which is shown to affect the rolling force and strip crown. The cold rolling process has been simulated by Liu et al. 19 using 3D elastic–plastic FEM. In their simulation, the pressure between the work roll and the backup roll were taken into account.
It can be seen that many valuable results can be obtained using FEM although it is time-consuming, and little analytical investigation has been reported on rolling force and torque. As said by Abrinia and Fazlirad 20 that due to the complexity of deformation equations, it is difficult to solve the strip rolling with analytical method.
In this article, a new velocity field, called the simple available velocity field, is first given. With this proposed velocity, the internal deformation energy rate, shear energy rate, and friction energy rate have been obtained using the equal perimeter (EP) yield criterion and the method of the strain vector inner product. Ultimately, the rolling force accounting for elastic flattening of the roller and the temperature rise of the rolled piece is obtained. The predicted rolling forces are validated with experimental results, and the effect of the main rolling parameters, such as friction factor, rolling reduction, and shape factor on the neutral point and stress state coefficient is also analyzed.
EP yield criterion and its specific plastic work rate
Zhang et al. 21 have provided the mathematical expression of the EP yield criterion and the derivation of the specific plastic work rate. The mathematical expression of the EP yield criterion in the Haigh–Westergaard stress space can be shown as


The geometric representation of the yield criterion on the π-plane is equilateral but non-equiangular dodecagon, which is shown in Figure 1.

Yield loci on the π-plane.
According to Levy–Mises flow rule, the specific plastic work rate of EP yield criterion,

It can be seen from equation (3) that the specific plastic work rate is a linear function of yield stress
Rolling energy rate
Velocity field
Due to the symmetry of rolling plate, only 1/4 deformation zone needed to be considered. The rolling plate in the deformation zone is illustrated in Figures 2 and 3, in which the coordinate axes are assigned at the center of entry cross-section. It can be seen that the initial plate with thickness 2h0 and width 2b0 are rolled to 2h1 and 2b1. The symbols hx and bx denote the half values of plate thickness and plate width, respectively, and the symbols hm and bm denote the average of hx and bx, respectively. The exact arc equation and its first-order derivation can be described as follows 22



Deforming zone for plate rolling.

Half of xoy section.
A simple available velocity field of
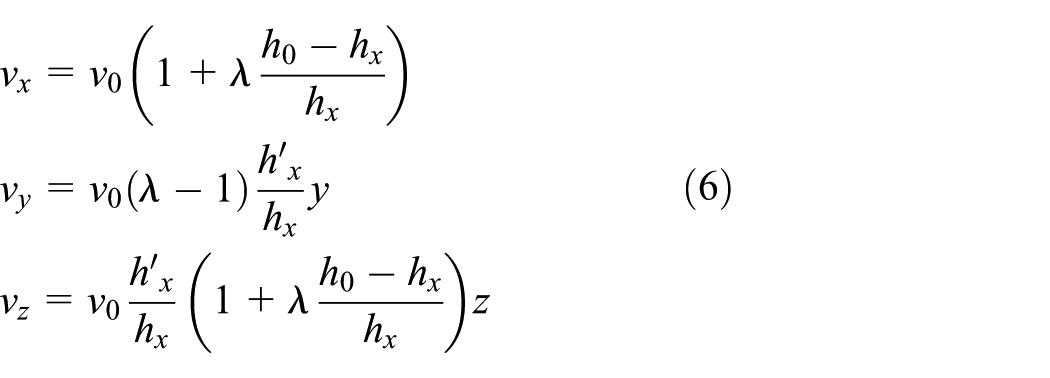
where the value of

Using the Cauchy equation, the strain rate components
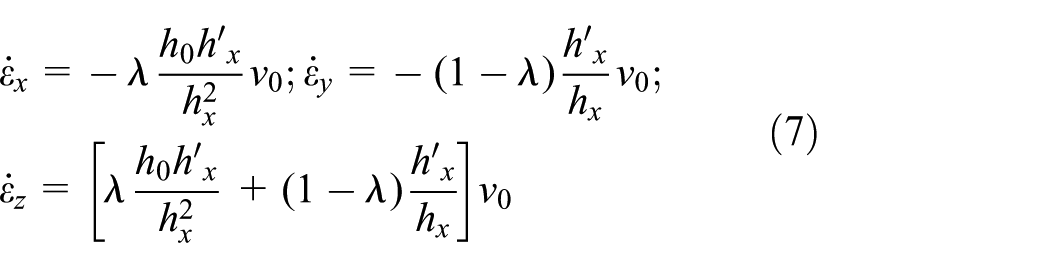
In equations (6) and (7),
Internal deformation energy rate
In equation (7), taking notice of

where
It has to be emphasized here that the linear specific plastic work rate of the EP yield criterion has the vital role in obtaining the analytical internal deformation energy rate.
Friction energy rate
In Figure 4, it can be seen that the tangential velocity discontinuity in interface could be expressed as

where the friction shear stress along the tangential direction of the interface,

where the black dot refers to the operation of dot product;

Co-line vectors at interface.
Since the direction of the tangential velocity discontinuity coincides with that of roller surface, the direction cosines along the tangential direction can be calculated as

Following the Pavlov projection principle, the contact surface and its tangential velocity discontinuity can be written as

On the roll surface, taking notice of

where
Shear energy rate
In the exit section of the deformation zone, the velocity field could be expressed as

Thus, it indicates that along the exit section, no shear power is dissipated. Here, it is considered that if the double barreling in slab rough rolling occurs, then a parabolic distribution of


That is to say, the total shear energy dissipation rate of entry section can be expressed as

Total energy rate
Substituting equations (8), (13), and (16) into

Defining

From equations (8), (13), and (15), the derivation can be obtained as follows

where
Solving equation (17) yields

Using the minimum total energy rate, the corresponding rolling torque

where the arm factor

Validation and discussions
Rolling experimental data of rolling force from one domestic factory have been adopted here to check the correctness of the derived equation (21). The dimension of the rolling billet in the rolling is 320 × 2050 × 3250 (mm3), and the diameter of the roller is 1070 mm. In the first rolling pass, the billet is rolled to 299 mm, and then is turned 90° for the remaining broadside rolling passes. The deformation resistance of the Q345 steel determined by Chen et al. 23 takes the following form

Equation (23) indicates that the flow stress is a function of applied true strain
In fact, the rolling temperature in the above-mentioned passes can be obtained according to the temperature rise and fall models. The temperature rise model during the deformation zone can be expressed as 24

and the temperature fall model in air cooling can be described as 25

In this article, the influence of roll flattening is taken into account, and the roller radius can be described as 25

where
Due to the coupling relationship between the roll flattening and rolling force, the calculation procedure of roll force is iterative. The computing flow chart is shown in Figure 5, and the condition of convergence is

Flow chart of the calculation.
Comparison of rolling separating forces calculated by equation (21) with the measured ones.


Comparison of the present rolling force with measured ones.
As illustrated in Table 1, the predicted rolling forces coincide well with the experimental values since the maximum error between them is less than 4.7%. However, it can be observed that all the predicted values are bigger than the experimental ones, which is reasonable since the present results are based on the upper bound method.
Figure 7 shows that

Ratio of
In Figure 8, the location of neutral points

Effect of m and r on the location of neutral points.
Figure 9 illustrates the effect of shape factor l/(2hm) on the stress state coefficient

Effect of
Figure 10 illustrates that the deformation factors of r and

Effect of r and
Conclusion
In order to describe the plate rolling, a simple available velocity field which satisfies kinematical admissible condition is proposed. Through this velocity and by using the EP yield criterion and the method of the strain vector inner product, the analytical solution of rolling force is ultimately obtained.
A low value of l/h produces a high value of stress state coefficient, and m has insignificant effect on the stress state coefficient since the friction energy rate has the least contribution to the total energy function.
With the decreasing m or increasing r, the neutral point moves to the exit plane. If the value of m is less than 0.3, unstable rolling process will occur.
Due to the consideration of the elastic flattening of the rollers and the temperature rise of rolled piece, the present calculated rolling forces coincide well with measured ones, and all the relative errors are less than 4.7%.
Footnotes
Academic Editor: Ismet Baran
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was funded by the National Intelligent Manufacturing Equipment Development Project of China (grant no. 2014-2558).