
Abstract
Tuning the parameters of Computerized Numerical Control (CNC) is essential for practical manufacturers. Well configured parameters ensure the efficiency of production and the accuracy of the products. However, with the abrasive wear on the flank of the milling cutter, the milling processing parameters should re-configure to adapt to the increment of the abrasive wear. This paper aims to propose a method to predict the abrasive wear rate increment on the flank of the milling cutter and optimize the processing parameters of CNC milling. Firstly, we set a cutting data acquisition system to sample the processing time and cutting force among X, Y coordinates based on the five-factor and four-level orthogonal experiments. Then, the sampled cutting force data increment is transformed into the abrasive wear rate increment by applying the incremental model. Next, five processing parameters for CNC milling are optimized by the gray relational method, which takes the limited abrasive wear rate increment of the flank face and the non-increasing processing time as the constrained conditions. We obtain the relationship between five processing parameters and abrasive wear rate increment. We also find the basic principle of selecting process parameters is to reduce the abrasive wear rate without increasing the processing time. The experimental results verify that the optimized process parameters make the gray relational degree increase by 0.02, and the abrasive wear rate increment decreases by 0.42432 × 10−10 mm3/s without affecting the production efficiency. In the prediction section, by applying the Back Propagation (BP) neural network, we obtain an accurate prediction model from measurable five factors to the abrasive wear increment on the flank of the milling cutter. The maximum error between the predicted value and the actual value is 0.0003, and the predicted value curve fits well with the actual value curve. From the perspective of abrasive wear rate increment prediction, it provides a new idea for online tool wear monitoring.
Keywords
Introduction
In CNC milling, selecting proper milling process parameters and predicting milling cutter wear are all fundamentals to ensure product processing accuracy, prevent processed parts from being scrapped, improve production efficiency, and reduce production costs. Many researchers made some progress in parameter optimization, and prediction of milling cutter wear in recent years.
In terms of optimization of milling process parameters: Li et al. 1 propose the cutting parameters optimization technology by combining the response surface methodology with the improved teaching learning based optimization algorithm. It is to obtain the best cutting parameters under multi-objective conditions. Shi et al. 2 introduce Taguchi with gray relational analysis of experimental data to determine an optimum combination of process parameters for promoting the surface roughness and the micro hardness of dry milling magnesium alloy. Du et al. 3 investigate the optimization of high-speed milling process parameters for the new ultra high strength titanium alloy TB17, based on multiple performance characteristics. Tong et al. 4 state the optimal mesoscopic geometric characteristic parameters under the four evaluation indices, such as mechanical thermal characteristics, tool wear, and surface quality of the workpiece. Shang et al. 5 propose a reliability optimization model of milling process parameters considering the variations of milling speeds and feeds per tooth. Sarıkaya et al. 6 optimize the milling characteristics with mono and multiple response outputs such as vibration signals, cutting force, and surface roughness.
Amount of optimization of milling process parameters, most studies focus on material removal rate, surface roughness, cutting force, cutting heat, vibration, or other factors. The abrasive wear rate increment is rarely applied to tune the parameters of CNC milling.
In this paper, the abrasive wear rate increment and material removal rate are used to optimize the CNC milling process parameters.
In terms of prediction of milling cutter wear: Zhang et al. 7 introduce a tool wear prediction model with cutting parameters and cutting time. Chen et al. 8 propose and evaluate an artificial neural networks based in process tool wear prediction system. Dai et al. 9 improve the prediction accuracy and generalization performance of tool wear monitoring based on deep learning. Ding et al. 10 state a novel method for tool wear prediction in titanium milling using the Simulink feedback method. Cao et al. 11 introduce a tool condition monitoring approach based on a convolutional neural network. Cus et al. 12 and Wang and Wang 13 study the relationship between tool wear and cutting force. Signal analysis technology combined with artificial intelligence technology was used to extract the relevant features of cutting force, then the tool wear status was predicted. The development of artificial intelligence technology provides effective means for the analysis of tool wear. Since the increment of tool wear is considered as the object, we take the cutting force for the object instead. In this paper, the cutting force is obtained through the experimental method. The increment of cutting force is transformed into the increment of abrasive wear rate to characterize the tool wear state. The Back Propagation (BP) neural network technology is used to predict the increment of abrasive wear rate of the flank face of the cutting tool.
Milling experiment
Experiment design
This experiment uses Donghua DH5922D as the cutting data acquisition system. We also use an XD20 vertical milling machine, high-speed steel cutter. The material used in this study is 2A12 aluminum alloy, the length is 120 mm, the width is 50 mm, and the thickness is 40 mm. The cutting method is down-milling. The material removal amount is limited to 10,000 mm3. The cutting data acquisition system is shown in Figure 1:
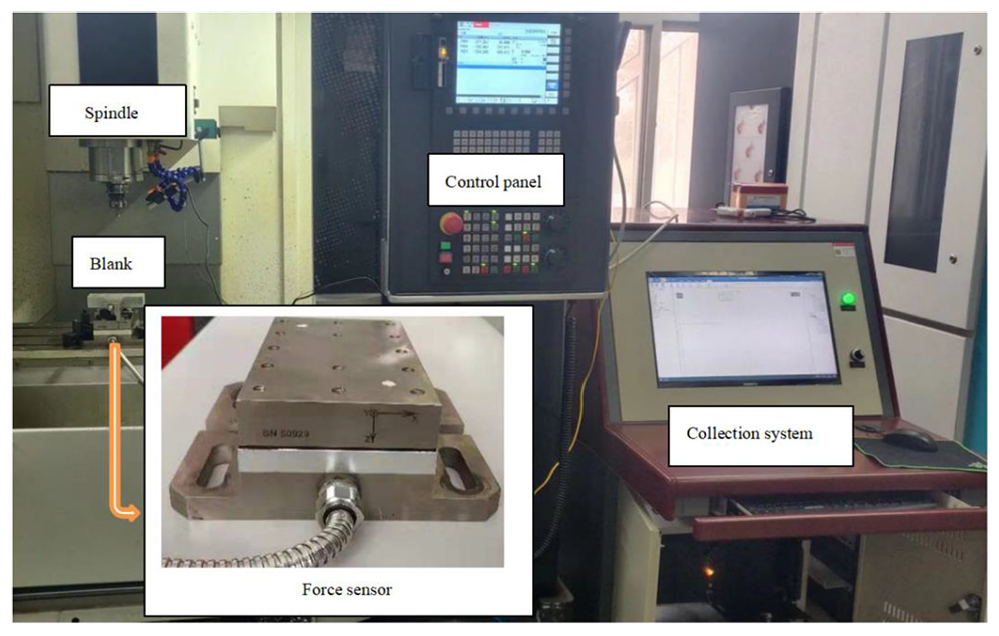
Cutting data acquisition system.
The orthogonal experiment factors and levels are shown in Table 1. Ф means tool diameter, unit mm. s means spindle speed, unit rpm. f means feed speed, unit mm/min. ap means axial depth of cut, unit mm. ae means radial depth of cut, unit mm.
Orthogonal experiment factors, level table.

The number of orthogonal experiments designed according to four levels and five factors is 16, the orthogonal experiment table is shown in Table 2:
Orthogonal experiment table.

Data collection
The Donghua DH5922D cutting data acquisition system is used to obtain the total processing time when the material removal is 10,000 mm3. And, we can get the cutting force in the X and Y directions.
The cutting force in the X and Y directions is shown in Figure 2. Due to space limitation, only the cutting force diagrams of the 1, 5, 9, and 13 experiments are listed here. Red represents the cutting force in the X direction, blue is the cutting force in the Y direction. The directions of the tool force are opposite to the directions shown in the schematic diagram of the force sensor in Figure 2.

Two-way cutting force diagram: (a) Group 1 experiment cutting force, (b) Group 5 experiment cutting force, (c) Group 9 experiment cutting force, and (d) Group 13 experiment cutting force.
The abscissa represents the processing time, s and the ordinate represents cutting force, N.
Continuously count the data of 1024 points, the root mean of the square is taken to obtain a smooth curve of cutting force, red represents a cutting force in the X direction, blue is cutting force in the Y direction. As shown in Figure 3.
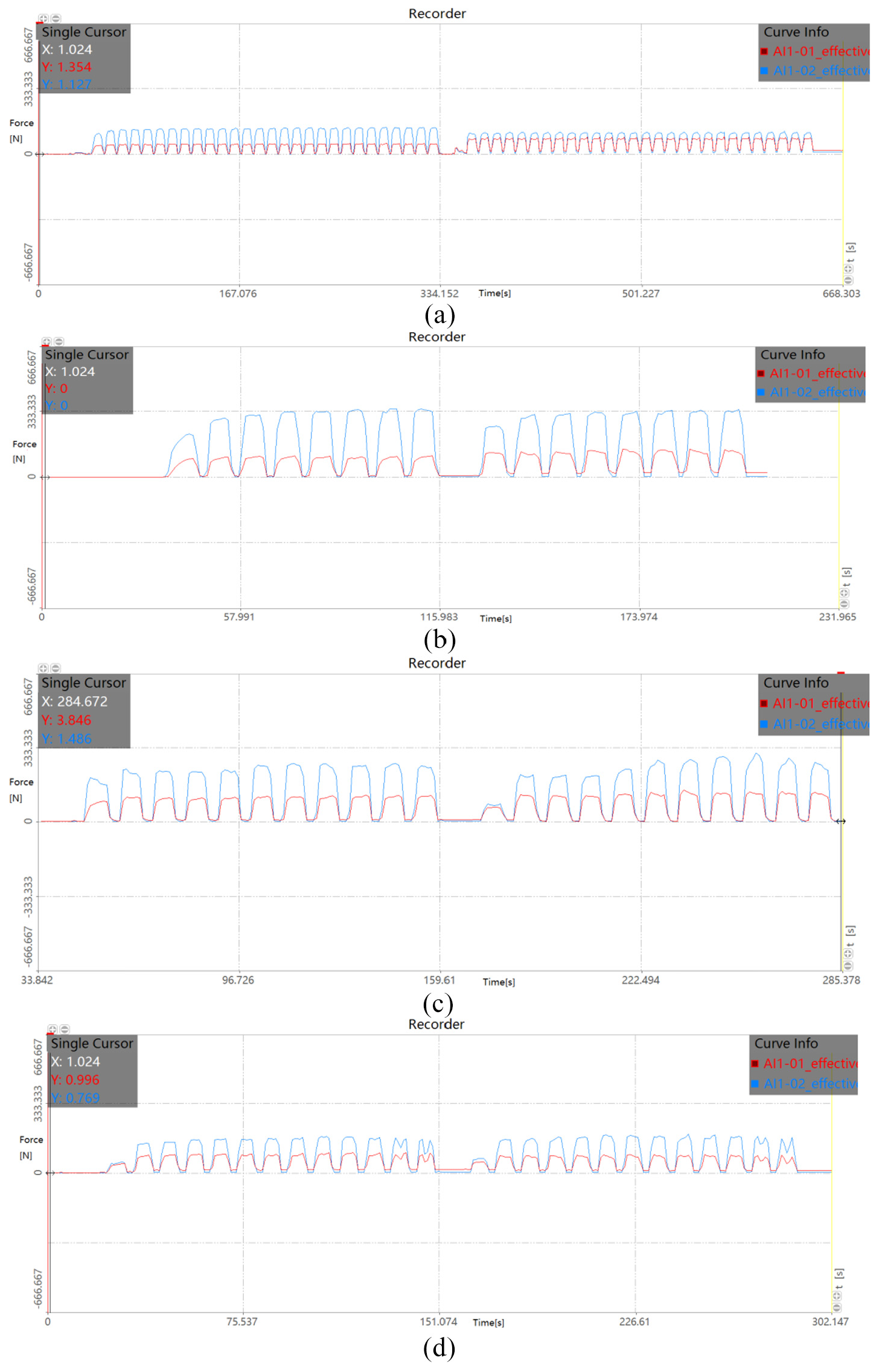
Root mean square graph of two-way cutting force: (a) root mean square curve of cutting force in group 1, (b) root mean square curve of cutting force in group 5, (c) root mean square curve of cutting force in group 9, and (d) root mean square curve of cutting force in group 13.
Abscissa represents the processing time, s and ordinate represents root mean square cutting force, N.
Since the cutting method is down-milling and the irregular shape of the blank will have an unstable impact on the tool force, the force of the first tool path and the last tool path is ignored. The average force of the first 2–4 tool path is taken as the force of the tool when removing the first 5000 mm3 material and the average force of the last 2–4 tool path is taken as the force of the tool when the remaining 5000 mm3 material is removed. Fx1 represents the force applied to the tool in X direction when the first 5000 mm3 material is removed, N. Fx2 represents the force applied to the tool in X direction when the remaining 5000 mm3 material is removed, N. ΔFx represents the tool force increment in X direction. Fy1 represents the force applied to the tool in Y direction when the first 5000 mm3 material is removed, N. Fy2 represents the force applied to the tool in Y direction when the remaining 5000 mm3 material is removed, N. ΔFy represents the tool force increment in Y direction. t represents the processing time, s. The data collected in the experiment are shown in Table 3:
Experiment data sheet.

Optimization of milling process parameters
Incremental model of abrasive wear rate
Metal cutting is a highly nonlinear and thermally coupled complex process. Under the conditions of high temperature and high pressure, the tool is prone to wear.14,15 Tool wear is usually the result of the interaction and mutual influence of different wear mechanisms. The main mechanisms include abrasive wear, adhesive wear, diffusion wear, oxidation wear, and plastic deformation.16–18 High-speed steel tools are prone to wear on the tool flank under the conditions of cutting force and milling thermal coupling, Huang and Liang 19 gave an analytical formula for the wear rate considering abrasive wear (Vabr), adhesive wear (Vadh), and diffusion wear (Vdif):

In the formula, Vwear represents the total wear rate (wear rate unit is mm3/s). The wear rate formula is usually expressed as a piece wise function of temperature, when the temperature is below 500°C, abrasive wear is mainly considered. In this paper, cutting fluid was added during the experiment, and the cutting heat generated by the aluminum alloy blank during cutting was not much. Therefore, only the abrasive wear of the tool flank can be considered in the subsequent research. Huang and Liang gave the formula for calculating the abrasive wear rate of the flank face during the cutting process:

In the formula, Kabr represents the coefficient of abrasive wear rate. Pa is the hardness of abrasive grains, the unit is MPa. Pt is tool hardness, the unit is MPa. K and n are functions of Pa/Pt. Vc is the tool feed rate. ae is the radial depth of cut. VB is the length of the flank wear zone, the unit is mm, due to the complex structure of the milling cutter, VB and ap can be approximately considered equal in order to simplify the calculation.

Regardless of the tool force on the Z-direction, it is approximately considered that the flank face is subjected to the resultant force of X and Y directions and the resultant force is linearly uniformly distributed on the flank wear belt. The formula for the average normal stress of the flank face is:

F is the resultant force on the flank face and F is expressed as the total force increment in the X and Y directions:

At this time, the calculation formula of the flank surface abrasive wear rate can be expressed as the calculation formula of the flank surface abrasive wear rate increment:

Gray relational method for optimization of processing parameters
Determine the input process parameters as shown in Table 2, a total of 16 sets of data and 5 factors. They are: tool diameter, spindle speed, feed speed, axial depth of cut, and radial depth of cut. The output process parameters are the processing time (indicated by t in s) and the abrasive wear rate increment of the flank face (indicated by ΔVabr in mm3/s), according to formula 6, the results are shown in Table 3.
It can be known by analyzing the input and output process parameters: the relational law between processing time, flank surface abrasive wear rate increment and input process parameters is inconsistent. In order to improve the processing efficiency and reduce the increase in abrasive wear rate, the gray relational method is further carried out on the basis of the orthogonal experiment.
Dimension normalization
Gray relational method is based on the data columns of factors, mathematical methods is used to study the geometric correspondence between factors and rational degree is used to measure the completion of multiple indicators.20–24
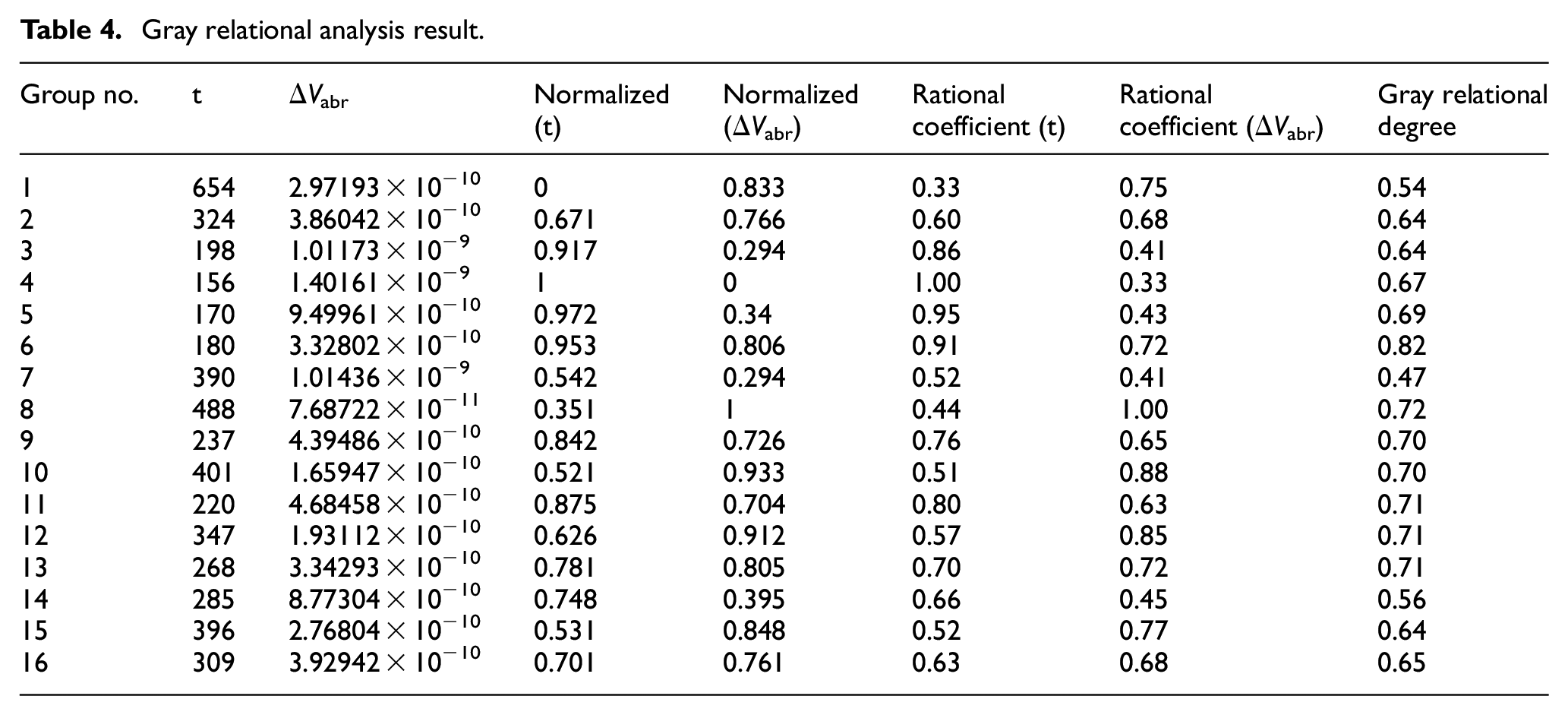
Dimension normalization: dimension normalization is performed according to formula 7, to avoid the influence of the unit and prepare for the next step of relational calculation. Through analysis, it can be known that the smaller the increase in processing time and abrasive wear rate increment, the better. The normalized calculation uses the large characteristic formula. That is, the larger the normalized data, the more the expected value.

In the formula, x represents the normalized result, y represents the output process parameter result, and the dimension normalized result is shown in Table 4.
Gray relational analysis result.
The rational coefficient
The gray relational coefficient is calculated according to formula 8, that is, the relationship between the actual output process parameters and the output process parameters in the ideal state is calculated.

In the formula:

Δi is the mean value of the difference between the ideal value and the actual value of all output process parameters:

Δmax is the maximum value of the difference between the ideal value and the actual value of the output process parameter:

The range of
The gray relational degree and parameter optimization
The gray relational degree is calculated according to formula 12:

m is the number of actual output process parameter and m = 2. The gray relational degree is shown in Table 4.
From Table 4, it can be concluded that the gray rational degree of the sixth experiment is 0.82, which is the maximum. At this time, the input process parameter values are as follows: the tool diameter is 8 mm, the spindle speed is 2000 rpm, the feed speed is 460 mm/min, the axial depth of cut is 12 mm, and the radial depth of cut is 2 mm. However, the processing time is 180 s and the abrasive wear rate increment is 3.32802 × 10−10 mm3/s, neither data is the smallest. It shows that current parameters may be further optimized. It is necessary to further analyze the average value and range of the gray relational degree of input process parameters to obtain better parameters. The average and range analysis results of the gray relational of input process parameters are shown in Table 5.
Average and range analysis of gray relational degree of input process parameters.

Draw a graph of the relationship between input process parameters and the average gray relational degree, as shown in Figure 4 (the ordinate represents the average gray relational degree of input parameters). When the average value of a certain level of gray relational in the figure reaches the maximum, the input process parameter of this level is the optimal value. By the relationship curve is analyzed, we can see that the optimal parameters are: the tool diameter is 10 mm, the spindle speed is 2400 rpm, the feed speed is 460 mm/min, the axial depth of cut is 12 mm, and the radial depth of cut is 2 mm.
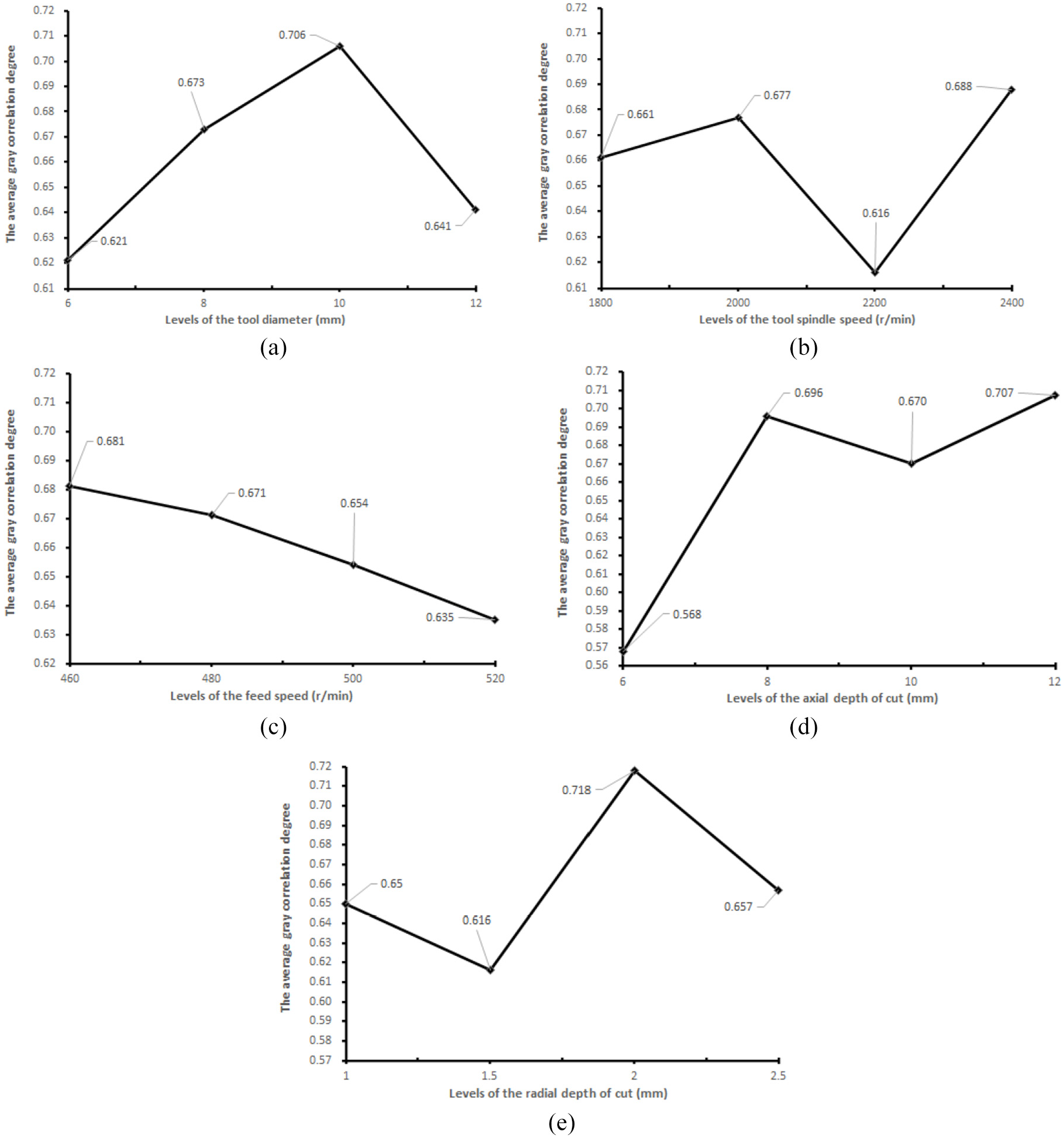
Graph of the relation between the input process parameters and the mean value of gray relational degree: (a) tool diameter, (b) spindle speed, (c) feed speed, (d) axial depth of cut, and (e) radial depth of cut.
The optimal parameters obtained by the gray relational method with the optimal parameters of the orthogonal experiment are compared. As shown in Table 6:
Comparison of experiment results.

Incremental prediction model
Back Propagation (BP) neural network is a multi-layer feed forward network trained by error back propagation algorithm.25–27 It is the most widely used neural network technology in predictive models. In this paper, the BP neural network technology is used to build the flank face abrasive wear rate incremental prediction model.
The application of BP neural network technology in the prediction model of abrasive wear rate increment is as follows: the tool diameter, spindle speed, feed rate, axial depth of cut, and radial depth of cut in the orthogonal experiment are taken as the input layer data. The flank surface abrasive wear rate increment and processing time are used as output layer data. The relationship between the input layer data and the output layer data is established by training the neural network and it can achieve the required training accuracy.
The basic network structure
The BP neural network is composed of an input layer, a hidden layer, and an output layer. Three layers are fully connected through the weight matrix and bias. Experiments show that a three-layer BP neural network can complete a mapping from any n-dimensional input layer to m-dimensional output layer.28–30 This paper adopts a three-layer BP neural network model, as shown in Figure 5, wih and whj are the weights between layers, and q is the bias.

Neural network structure diagram.
Determination of basic parameters
Trial and error method is used to determine the number of hidden layer neurons, as shown in formula 13:

m is the number of neurons in the input layer, n is the number of neurons in the output layer. a is a constant, 0 ≤ a ≤ 10. L is the number of neurons in the hidden layer. It can be concluded that the range of the number of neurons in the hidden layer is: 2 ≤ L ≤ 12. According to the principles of ensuring the prediction accuracy and the stability of the neural network, the number of neurons is finally determined to be 9. The choice of learning rate is based on the principles of avoiding neural network fluctuations and fast convergence, the learning rate is 0.002. The activation function is the sigmoid function as shown in formula 14:

The maximum number of iterations is 200,000 and the training target error is 0.0003. To prevent over fitting, add noise to the output sample, the noise intensity is 0.03. The input layer data are normalized by the formula 15:

x max and xmin represent the maximum and minimum values in each type of data, the normalized data range are −1 ≤ x* ≤ 1. Initialize the weight and offset, the range is 0–0.5, the cost function is shown in formula 16:

Key program segments and training results
#Dynamic adjustment of each step based on the principle of negative gradient descent of the cost function
del2=error
del1=np.dot(w2.transpose(),del2)*hidout*(1-hidout)
dw2 = np.dot(del2,hidout.transpose())
db2 = np.dot(del2,np.ones((samnum,1)))
dw1=np.dot(del1,sampleinnorm.transpose())
db1 = np.dot(del1,np.ones((samnum,1)))
#Modify the weights and thresholds between the output layer and the hidden layer
w2 = w2 +lerate*dw2
b2 =b2 + lerate*db2
#Modify the weight and threshold between the input layer and the hidden layer
w1 = w1lerate*dw1
b1 =b1 + lerate*db1
See Supplemental Files for various groups.
The network error performance training curve is shown in Figure 6, the iteration ends when the number of iterations reaches 200,000 times, error value is 0.0003. The fitting result of the training prediction value and the actual value are shown in Figure 7.
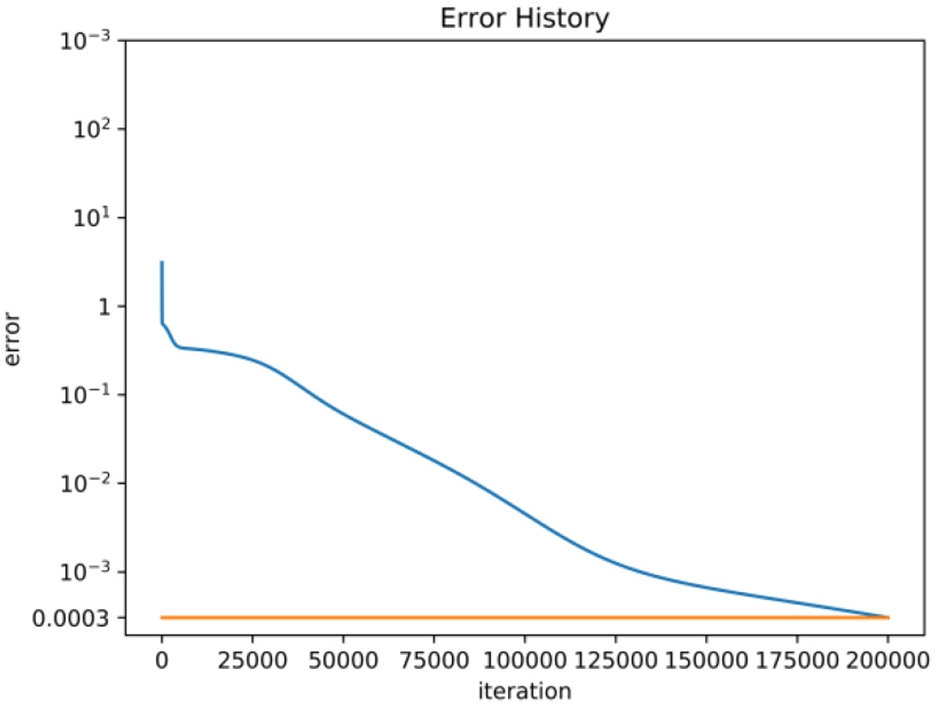
BP network error performance training curve.

The predicted training values were fitted with the actual values.
Conclusions
Through gray relational analysis, the following conclusions can be made:
From the relational value, it can be seen that the maximum gray relational value of the radial cutting depth is 0.139. It shows that the axial depth of the cut has the most significant comprehensive influence on the machining time and the abrasive wear rate increment of the flank face. The radial depth of cut is the second important factor to affect the time and wear, followed by the tool diameter, spindle speed, and feed rate.
In the case of non-increasing processing time, tool wear can be slowed by increasing the following items: the tool diameter and the spindle speed. Under the conditions that the feed speed, axial depth of cut, and radial depth of cut are given, the work piece’s contour has no restriction on the tool diameter, these two items’ deduction mainly affects the tool wear.
In the case of non-increasing processing time, the following conclusions can be made by analyzing the relationship between the input process parameters and the abrasive wear rate increment of the flank face. The influence of the input process parameters on the abrasive wear rate increment can be expressed by the following inequality: ae > Ф > s > ap > f.
In the case of non-increasing processing time, aiming to reduce the tool wear rate, the basic principle of parameter selection for CNC milling is the five factors should be small. However, in high-speed milling, there is a spindle speed limit for the milling cutter. If the spindle speed exceeds this limit, the wear decreases. How to determine the limit of spindle speed should be a new research topic.
A prediction model for the abrasive wear rate increment of the flank face is established, and the prediction value is compared with the actual value. It is found that the BP neural network can predict the abrasive wear rate increment of the flank face and has good accuracy and stability. From the perspective of tool wear rate increment, it provides practical methods and new ideas for monitoring tool wear status.
Supplemental Material
sj-pdf-1-ade-10.1177_16878140211039972 – Supplemental material for Optimization of milling process parameters and prediction of abrasive wear rate increment based on cutting force experiment
Supplemental material, sj-pdf-1-ade-10.1177_16878140211039972 for Optimization of milling process parameters and prediction of abrasive wear rate increment based on cutting force experiment by Fei Li and Jun Liu in Advances in Mechanical Engineering
Footnotes
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by State key R & D plan of the Ministry of science and technology of the People’s Republic of China (Grant No. 2018YFB1703105).
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.